DOI https://doi.org/10.9725/kts.2019.35.2.106
Application of ta-C Coating on WC Mold to Molded Glass Lens
Woo-Young Lee
1,†and Ju-hyun Choi
21
Researcher, Advanced Materials and Manufacturing Laboratory, Department of Mechanical Science and Engineering, Nagoya University, Japan
2
Director, Photonics & ICT Convergence Research Division, Korea Photonics Technology Institute (KOPTI), Korea (Received February 7, 2019; Revised March 25, 2019; Accepted March 31, 2019)
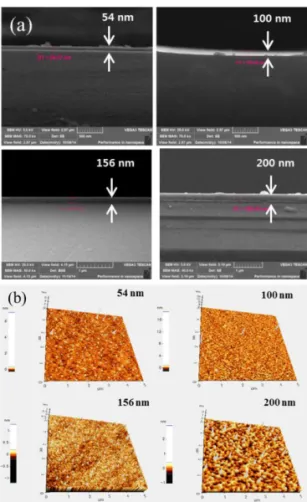
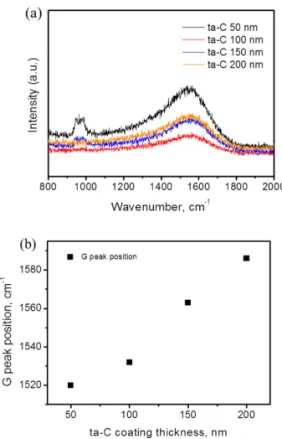
Abstract − We investigated the application of tetrahedral amorphous carbon (ta-C) coatings to fabricate a glass lens manufactured using a glass molding process (GMP). In this work, ta-C coatings with different thick- ness (50, 100, 150 and 200 nm) were deposited on a tungsten carbide (WC-Co) mold using the X-bend filter of a filtered cathode vacuum arc. The effects of thickness on mechanical and tribological properties of the coating were studied. These ta-C coatings were characterized by atomic force microscopy, scanning electron microscopy, nano-indentation measurements, Raman spectrometry, Rockwell-C tests, scratch tests and ball on disc tribometer tests. The nano-indentation measurements showed that hardness increased with an increase in coating thickness. In addition, the G-peak position in the Raman spectra analysis was right shifted from 1520 to 1586 cm
−1, indicating that the sp
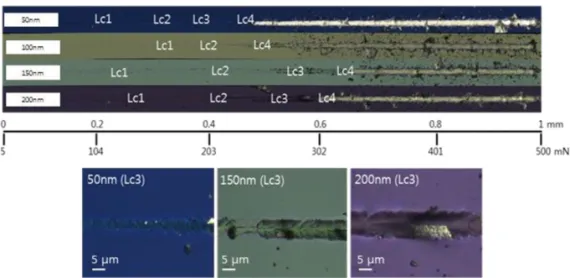
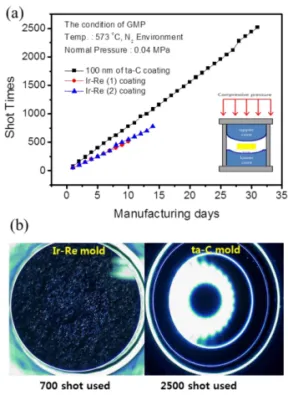
3content increased with increasing thickness of ta-C coatings. The scratch test showed that, compared to other coatings, the 100-nm-thick ta-C coating displayed excellent adhesion strength without delamination. The friction test was carried out in a nitrogen environment using a ball-on-disk tribometer. The 100-nm-thick ta-C coating showed a low friction coefficient of 0.078. When this coating was applied to a GMP, the life time, i.e., shot counts, dramatically increased up to 2,500 counts, in comparison with Ir-Re coating.
Keywords − FCVA, ta-C, hardness, adhesion, CoF, glass molding process, optical lens
1. Introduction
In optical industry, glass molding process (GMP) has an excellent attractive fabricating method for optical lens. However, the metal mold in GMP is subject to severe environment condition such as high temperature, pressure and friction which lead to failure and degradation of mold. For durability and high performance of GMP, low adhesion, frictional properties and chemical inertness was demanded for protective coating. Many kinds of protective coating including iridium-rhenium (Ir-Re), Hydrogenated amorphous carbon (a-C:H) and amorphous carbon (a-C) was employed but showed very poor performance under high temperature due to the low hardness and poor adhesion properties between coating
and mold[1,2].
The most important requirements for hard coating on metal mold for GMP are low surface roughness, high hardness, good adhesion and durability[3-7]. For these reason, in especially optical area, tetrahedral amorphous carbon (ta-C) coating receive great interest as an anti- sticking and a protective coating ta-C is a hydrogen-free carbon coating with 70~80% of sp
3phase, smooth surface, good thermal resistance and wear resistance.
Moreover, ta-C coating can be fabricated by arc method.
Compared to the DLC coating deposited by convenient method, ta-C coating has a much smoother surface and superior mechanical properties, making the tribological performances of ta-C coating better than those of DLC [8,9]. Especially, the double bend techniques have been used for DLC but the biggest problem in filtered cathode vacuum arc (FCVA) is the macro particles formed, which can reach up to a um scale. X-bend filter is the most powerful technique to remove macro particles streaming from the plasma beam and fabricate ta-C coating[10,11].
†