1. 서 론
관재 하이드로포밍은 튜브 내의 액체를 이용하 여 압력을 발생시켜서 tube를 확관 금형 외부 에 밀착시킴으로써 원하는 형상을 성형하는 실 험이며 이를 이용한 샤시 부품 및 차체의 적용 이 현재 독일 일본 미국 등의 선진자동차업체, , 를 중심으로 이루어지고 있다.
열처리 조건이 다른 SAPH 강관을 원통형과 T 형 성형으로 각각 실험하여 열처리 조건에 따른 확관을 비교해 봄으로서 하이드로 포밍 성형성을 평가하고자 한다 이에 본 연구에서는 자동차 소. 재부품중 엔진 크래이들 및 샤시등 하중을 많이
받는 곳에 응용 되고 있는 소재인 φ73관재를 이용하여 원통 및 T형 하이드로 포밍 실험을 하 고 이를 통해 관재의 열처리 조건에 따른 성형, 성을 평가하고 조관 공정으로 인한 용접부의 결, 함 정도및 하이드로포ald 성형성 차이를 각 소재 별로 비교 분석하고자 한다, .
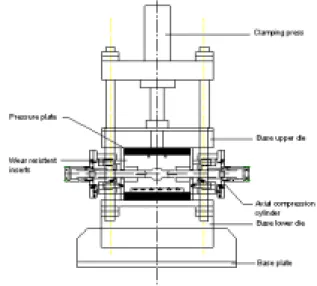
Fig. 1 Schematic drawing of tube hydroforming
machine.하이드로 포밍 공정시 관재의 열처리 조건에 따른 성형성 분석
박광수
† ․강부현* ․김동규* ․문영훈**
* ․문영훈**
Effect of heat treatment conditions on the tube hydroformability
K.S Park, B.H. Kang, D.K Kim, Y.H Moon
Key Words:
Axial Feeding Amount(축방향 압입량), Hydro-formability(하이드로포밍 성형성)미열처리재 열처리재
As welded( ), PSA(Post seam annealing : Seam ), BA(Bright annealing : Full body annealing 열처리재)
Abstract
Tube hydroforming provides a number of advantages over conventional stamping process, including fewer secondary operation, weight reduction, assembly simplification, adaptability to forming of complex structural components and improved structural strength and stiffness. In this study, the effect of the heat treatment on the hydro-formability has been investigated. By using the mild steel tube bulging test is performed at various heat treatment conditions to evaluate the hydro-formability.
†부산대학교 정밀기계공학과 E-mail : [email protected]
TEL : (051)510-1672 FAX : (051)510-1722
* 부산대학교 정밀기계공학과
정밀정형 및 금형가공연구센터 /
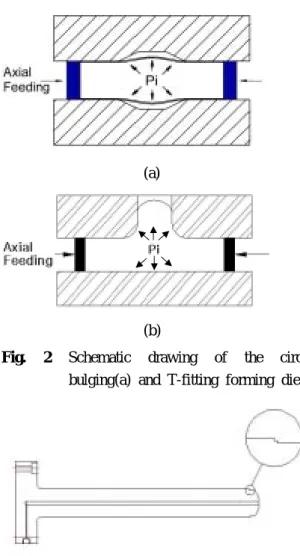
(a)
(b)
Fig. 2
Schematic drawing of the circular bulging(a) and T-fitting forming die(b).Fig. 3 The punch sealing mechanism(step type)
본 실험에 사용된 펀치는 실링(sealing)을 고려 하여 끝단에는 관재와 펀치사이에 억지끼움이 이루어지도록 스텝 타입으로 설계하였고 끝부, 분의 파괴를 고려하여 고주파 열처리를 하였다.
2. 본 론
관재의 열처리 조건 2.1
조관 공정의 전기 저항 용접시 발생 될 수 있 는 용접부 취성 특히 열영향부 경화와 같은 제, 조상의 문제를 해결하기 위해 용접부에 대한 열 처리를 수행했으며, 아울러 Full body annealing 열처리를 하였다 그리고. SAPH 370, 400, 440 관 재의 미열처리, seam부 열처리 전체 열처리 관재, 가 가진 기계적인 물성치를 인장시험 경도시험, , 조직사진 분석을 통해 분석하고 하이드로포밍 성
형성과의 상관성을 분석했다.
Fig. 4 Heat-treatment conditions of the tubes.
용접부에 대한 열처리 조건 중 주요인자는 열 처리 온도와 수냉개시 온도 및 소재의 화학성분 이다 제조 공정간에 위치한 용접부 열처리기는. 통상의 열처리로에서의 전체가열과는 달리 이송 되는 용접부를 따라 외면에서 유도가열 시키므로 가열속도가 빠른 반면 강관의 두께 방향으로 온 도 구배가 크게 된다 또한 국부가열 이므로 냉. 각속도가 빠르다는 특징이 있다 그리고 통상 적. 용되는 열처리 온도는 용접부 내면온도가 Ac3점
아공석 구간에서 온도 이상으로 되도록
( α γ⇒ )
전두께 완전 열침투 깊이 에 걸쳐 풀림 처리의 조( ) 건을 만족하고 동시에 용접부 외면 온도의 과열 로 인해 조대 결정립이 생성되어 용접부 취화 현 상이 발생치 않도록 하는 온도 범위에 있도록 요 구된다 열처리 온도와 재질의 인성을 나타내는. 연성 취성 천이온도와의 상관관계에 따라 확인된- 적정 온도는 950℃이다.
원통형 성형실험 2.2
Fig. 5 Deformation sequence of the tube for the
circular bulging test0 100 200 300 400 500 600 700 0
200 400 600 800 1000
BA (910
oC, 600sec holding) PSA(950
oC, 20sec holding)
Te mper at ur e,
oC
Time, sec
는 원통형 단면성형실험에서 관재의 성형 Fig. 5
양상을 나타낸 것으로 초기 성형 공정 중에, 축방향 압입으로 인해 생긴 좌우 주름이 공정 이 진행되는 동안 내부압력이 증가하게 됨에 따라 관재중심부의 확관속도가 증가하여 결함 없는 성형품을 얻는다.
0 5 10 15 20
0 10 20 30 40
In ter nal p res sur e , MP a
Axial feeding amount, mm
(1) bursting
(2) bursting (3) optimum (4) bursting (5) bursting
Fig. 6
The loading curves at SAPH 400 As welded.0 5 10 15 20 25
0 10 20 30 40 50
Inte rn al pre s s u re , M P a
Axial feeding amount, mm
(1) bursting
(2) bursting (3) optimum (4) bursting
(5) wrinkling & bursting
Fig. 7 The loading curves at SAPH 400 PSA.
은 열처리 특성별 관재의 내부
Fig. 6~8 SAPH400
압력에 따른 최적 확관을 나타낸 그래프 이다.
비열처리 소재에 비해 BA소재가 최적 확관구간 이 넓게 나타나는 것을 알 수 있다 이에 비해.
의 영향도는 에 비해 작음을 알 수 있다
PSA BA .
Fig. 8 The loading curves at SAPH 400 BA.
형성형 실험 2.3 T
0.0 0.2 0.4 0.6
105 110 115 120 125
(1) SAPH370 normalized (2) SAPH370 BA (3) SAPH400 normalized (4) SAPH400 PSA (5) SAPH400 BA (6) SAPH440 normalized (7) SAPH440 PSA (8) SAPH440 BA
Fo rmi ng h e ig h t, m m
n-value
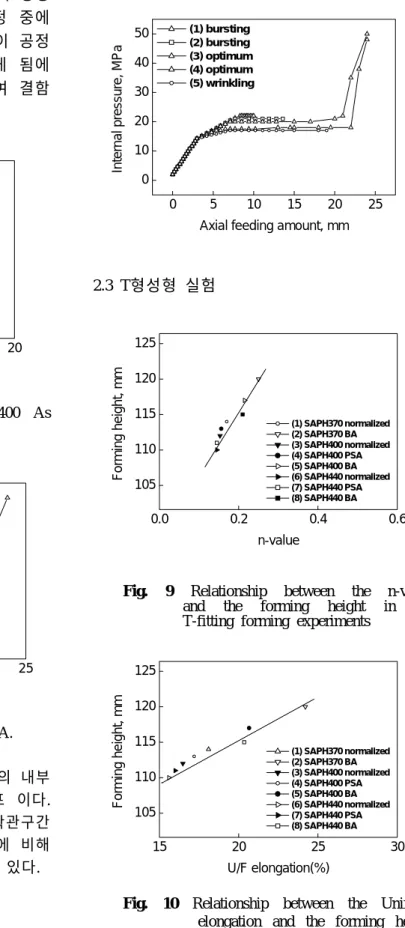
Fig. 9
Relationship between the n-value and the forming height in the T-fitting forming experiments15 20 25 30
105 110 115 120 125
(1) SAPH370 normalized (2) SAPH370 BA (3) SAPH400 normalized (4) SAPH400 PSA (5) SAPH400 BA (6) SAPH440 normalized (7) SAPH440 PSA (8) SAPH440 BA
Formi n g he ig ht, m m
U/F elongation(%)
Fig. 10
Relationship between the Uniform elongation and the forming height in the T-fitting forming experiments0 5 10 15 20 25
0 10 20 30 40 50
In tern al p res sure , MPa
Axial feeding amount, mm
(1) bursting
(2) bursting
(3) optimum
(4) optimum
(5) wrinkling
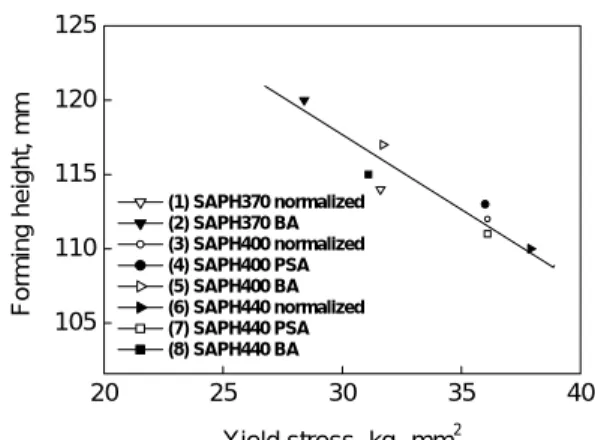
20 25 30 35 40 105
110 115 120 125
(1) SAPH370 normalized (2) SAPH370 BA (3) SAPH400 normalized (4) SAPH400 PSA (5) SAPH400 BA (6) SAPH440 normalized (7) SAPH440 PSA (8) SAPH440 BA
Fo rmin g h e ight, m m
Yield stress, kgf/ mm2
Fig. 11 Relationship between the yield stress and
the forming height in the T-fitting forming experiments40 45 50 55
105 110 115 120
(1) SAPH370 normalized (2) SAPH370 BA (3) SAPH400 normalized (4) SAPH400 PSA (5) SAPH400 BA (6) SAPH440 normalized (7) SAPH440 PSA (8) SAPH440 BA
Forming heig h t, mm
Tensile strength, kgf/ mm2
Fig. 12 Relationship between the tensile strength
and the forming height in the T-fitting forming experimentsFig. 9~12는
기계적 물성치 가공경화지수 n,항복응력 인장강도와
elongation, , T-fitting
시의 모재부 소재의 와의
forming forming height 관계를 나타낸 것이다. 항복응력과 인장강도 에 비해 가공경화지수와 연신률 변화에 따라
성형시 의 차이가 더 분명
H/F forming height 히 나타나는 것을 볼 수 있다.
소재가 소재에 비해 가공경화지
PSA As welded
수와 연신률이 다소 커서 forming height가 다소 컸으며, BA 소재는 PSA소재에 비해 물성치값이 큰 폭으로 많은 관계로 forming height 차이가 많이 난다 또한 열처리후. PSA소재에 비해 BA소 재가 기계적 물성치 변화가 더 두드러졌다.
소재는 가
SAPH 400 As welded forming height 소재에 비해 약간씩 높았다 이는
SAPH 440 PSA .
인장시험 결과에서 SAPH 400 As welded 소재가 항복강도와 인장강도가 낮은 반면 연신율은 다소 높은 결과에서 알 수 있듯이 hydroforming시
가 에 비해 조금
hydroformability SAPH 440 PSA
더 우수하다고 판단된다 그리고. Full body 열처 리시 SAPH 400과 SAPH 440 둘다 연신율이 증가 하고 특히 경도도 weld line에서 base metal부 보 다 감소폭이 더 커서 weld line부의 성형성이 더 나아졌다 그리고. SAPH 400 BA는 SAPH 370 As
와 비교하여 연신율과 시의 성형품
welded T-fitting
의 forming height가 높아 전체적으로 우수한 성 형성을 나타내었다 그러나 열처리시. SAPH 400 는 미열처리된 경우와 비교하여 성형성이 크 PSA
게 개선되지 않았는데 이는 최적 열처리 온도, 와 시간이 다시 고려되어야 한다고 본다.
Table 1 Hardness test(Hv)
POSITION
SA PH 400 A s w elded
CHECKING POINTB.M B.M HAZ HAZ W.S HAZ HAZ B.M B.M TOP
CENTER END
POSITION
SA PH 400 PSA
CHECKING POINTB.M B.M HAZ HAZ W.S HAZ HAZ B.M B.M TOP
CENTER END
POSITION
SA PH 400 BA
CHECKING POINTB.M B.M HAZ HAZ W.S HAZ HAZ B.M B.M TOP
CENTER END
Table 2 The material properties of the tubes.
120 140 160 180 200 220 240 260 280
[4] [5]
[3]
[1] [2]
Vickers, HV
The position of measuring
SAPH 440 As welded SAPH 440 BA SAPH 400 As welded SAPH 400 BA
Fig. 13 The measuring position of the hardness
testFig. 14 The thinning position of the tube under
the hydroforming고탄소 당량의 재료로 갈수록 용접부 경화가 크 고 조직도 페라이트 석출량은 적으며 중간조직으 로 마르텐사이트도 발견되는데 이것을 어닐링 처 리를 행하면 경도는 모재에 근접하게 되고 조직 도 개선된다. 그러나 Table 1에서 알수 있듯이
열처리 이후에도 경도 변화가 크게
Seam (PSA)
나타나지 않았고 인장시험의 결과에서도 같은 결 과가 나타났다.
아울러 용접부가 모재부보다 경도와 항복응력 이 높아서 성형시 상대적으로 항복응력이 낮은 모재부에서 소성변형이 시작되어 두께가 감소하 기 시작하는데 이 때 용접부 근처의 모재부는, 용접부에서 두께감소를 억제하여 파단되는 부위 는 용접부에서 떨어진 곳에서 일어난다 그러나.
Fig. 14에서
보이는 바와 같이 SAPH 400과과 같은 관재는 열처리후
SAPH 440 mild steel
파단되는 부위가 용접부에 더 가까워진다 이는.
Fig. 13의 그래프에서 나타나는 바와 같이 열처
리후에 전체적인 경도분포의 감소나 나타나는 것 은 물론 용접부와 모재부 사이의 경도차이도 현 저히 감소하였다 따라서 성형시 모재부의 변형. 을 추종하지 못하고 그 주변 모재부의 성형을 억제하던 용접부가 거의 모재부의 변형추이를 따라가게 되어 열처리전 보다 용접부에서 가까 운 쪽에서 파단이 일어나는 것이다 따라서 실. 부품 성형시 파단 예측 부위에 놓이는 용접부의위치가 달라져야 한다.
4. 결 론
열처리 유무에 따른 관재의 변형 양상과 원통 형, T형 하이드로 포밍 확관 실험의 연구 결론
을 요약하면 다음과 같다.
열처리 유무에 따른 소재별
(1) forming height
는 BA소재가 가장 높은 성형성을 보였고, PSA 소재는 미열처리재에 비해 다소 적은 성형성을 보였다.
미열처리 소재에 비해 소재의 성형성
(2) PSA
개선 효과가 크지 않았다 열처리시 소재별로 적. 정 열처리 조건을 파악하여 외면온도 출력 전, , 압 주파수 소재의 연속 상변화 특성등의 분석을, , 통해 PSA소재의 열처리 조건을 변경할 필요가 있다.
열처리에 따라 소재의 파단위치가 용접부 (3)
쪽으로 옮겨가므로 실부품 성형시에는 파단예측 부위에 놓이는 용접부의 위치가 달라져야 한다.
참고문헌
(1) F.Dohmann, Ch,Hartl : "Tube hydroforming research and practical application", Journl of Material Processing Technology, v71, pp174˜186, 1997
(2) H.Mizukoshi, H.Okada, H.wakabayashi, "T ee fitting hydraulic formability of aluminum alloy tubes", Advanced Technology of Plasticity, vol.II, PP1189˜1194(1999)
(3) Yuan-Yao Qian, Dave Cattran and Medhat Karima, "Towards Further Understanding of the Mechanics of Tube Hydroforming", SAE paper, 982276, 1998
(4) Kiuchi M., Wang F., 1999,ꡒFEM simulation of roll-forming of ERW pipes and mill process designꡓ, Numisheet' 99, pp. 529-534.
(5) Liu C., Zhou Y., Lu W., 1996, ꡒNumerical simulation of roll-forming by B-spline finite strip methodꡓ, Journal of Materials Processing Technology, No.60, pp. 215-218.
(6) Han Z.W., Ren L.Q., Liu C., Lu W.P., 2001, Modelling of cold roll forming of steel strip ,
ꡒ ꡓ
Materials Science and Technology, Vol. 17, pp.
415-418.
(7) Brunet M., Mguil S., Pol P., 1998, ꡒModelling of a roll-forming process with a combined 2D and 3D FEM codeꡓ, Journal of Materials Processing Technology, No.80-81, pp. 213-219.
(8) Nakata MFG. Co., Ltd, 2001, ꡒForming Analysis of ERW Tube by FEM Simulationꡓ. (9) Hong S.M., Lee S.Y., Kim N.S., 2001,ꡒA
Parametric Study on forming length in roll formingꡓ, Journal of Materials Processing Technology, No.113, pp. 774-778.
![Table 2 The material properties of the tubes. 120140160180200220240260280 [4] [5][3][1][2]Vickers, HV](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5220427.356526/5.892.467.808.174.359/table-material-properties-tubes-vickers-hv.webp)
