碩士學位論文
고강도 강의 템퍼링시 미세조직 및 기계적 성질 변화
(Microstructural Evolution and Mechanical Properties of Tempered High Strength Steel)
國民大學校 大學院 金屬材料工學科
金 大 成
2002
2
고강도 강의 템퍼링시 미세조직 및 기계적 성질 변화
(Microstructural Evolution and Mechanical Propertiesof Tempered High Strength Steel)
指導敎授 南元琮
이 論文을 碩士 學位 請求論文으로 提出함 2002年 12月
國民大學校 大學院 金屬材料工學科
金 大 成
2002
3
金 大 成의
碩士學位 請求論文을 認准함
2002年 12月
審査委員長 權 勳 印 審査委員 南元琮 印 審査委員 鄭雨光 印
國民大學校 大學院
4
목 차
List of Figure………i
List of Table………ii
List of Photo………iii
I. 밸브 스프링강의 미세조직 및 기계적성질 제 1 장 서 론………1
제 2 장 이론적 고찰………2
제 1 절 템퍼링시 미세조직변화………2
제 2 절 합금원소………4
제 3 절 피로특성………6
제 3 장 실험방법………7
제 1 절 합금설계………7
제 2 절 시편준비………8
제 3 절 Dilatometer측정………9
제 4 장 결과 및 고찰………9
제 1 절 미세조직 관찰………9
제 2 절 Dilatometer를 이용한 미세조직 분석………21
제 3 절 기계적 성질………23
제 5 장 결 론………25
II. 냉간단조용 Ball-Stud 재료의 제조방법 및 재료 개발 제 I 장 서론………26
제 2 장 실험방법………27
제 1 절 템퍼링 열처리 방법비교(유도 가열효과 고찰)……… 27
제 2 절 합금원소 효과분석………28
제 3 절 미세조직 관찰………29
제 4 절 기계적성질………29
제 3 장 결과 및 고찰………29
제 1 절 템퍼링 열처리방법 비교………29
제 2 절 합금원소의 효과………48
제 4 장 결론………59
참고문헌………61
ABSTRACT………64
5
List of Figure
Fig.1-1. Dilatation curves of steels
Fig.1-2. The variations of tensile strength with tempering temperature Fig.1-3. The variations of yield strength with tempering temperature Fig.1-4. The variations of reduction of area with tempering temperature Fig.1-5. Dilatation curves of steels
Fig.2-1. A schematic showing quenching and tempering processes
Fig.2-2. The flow stress - strain curves of tensile tests for tempered steels at various temperatures a) Steel C1, b) Steel C3
Fig.2-3. The variations of (a) tensile strengthand (b) yield strength with tempering temperature
Fig.2-4. The variations of reduction of area with tempering temperature Fig.2-5. The variations of total elongation with tempering temperature
Fig.2-6. The plot of Charpy impact value as a function of tempering temperature Fig.2-7. The variations of (a) tensile strength and (b) yield strength with tempering
temperature in quenched and tempered steels
Fig.2-8. The variations of a) reduction of area and (b) total elongation with tempering temperature in quenched and tempered steels
Fig.2-9. Charpy impact value as a function of tempering temperature
6
List of Table
Table. 1-1 Chemical composition of steels Table. 2-1 Heat treatments of steels Table. 2-2 Chemical composition of steels
7
List of Photo
Photo.1-1 TEM micrographs showing the variation of microstructure with tempering temperature in steel A
a)-b) 300 oC, c)-d) 350 oC ,e)-f) 400 oC ,
Photo.1-2 TEM micrographs showing the variation of microstructure with tempering temperature in steel A
g)-h) 450oC , i)-j) 500 oC, k)-l) 600 oC ,
Photo.1-3 TEM micrographs showing the variation of microstructure with tempering temperature in steel B
a)-b) 300 oC , c)-d) 350 oC , e)-f) 400 oC ,
Photo.1-4 TEM micrographs showing the variation of microstructure with tempering temperature in steel B
g)-h) 450 oC, i)-j) 500 oC, k)-l) 600 oC
Photo.1-5 TEM micrographs showing the variation of microstructure with tempering temperature in steel C
a)-b) 300 oC , c) 350 oC, d) 400 oC
Photo.1-6 TEM micrographs showing the variation of microstructure with tempering temperature in steel C
e)-f) 450 oC, g)-h) 500 oC, i) 600 oC
Photo.1-7 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
a)-b) 300oC, c)-d) 350oC, e)-f) 400 oC
Photo.1-8 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
g)-i) 450 oC, j)-l) 500 oC
Photo.1-9 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
m)-o) 600 oC,
Photo.1-10 Distribution of Vanadium carbide with tempered microstructure a) steel A, 300 oC, b) steel C, 400 oC
Photo. 2-1 Optical micrographs showing the variation of microstructure with tempering temperature in steel C1
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-2 Optical micrographs showing the variation of microstructure with tempering temperature in steel C2
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-3 Optical micrographs showing the variation of microstructure with tempering temperature in steel C3
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-4 TEM micrographs of tempered steels at various temperatures in steel C1
8 a) 400oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-5 TEM micrographs of tempered steels at various temperatures in steel C2 a) 400oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-6 TEM micrographs of tempered steels at various temperatures in steel C3 a) 400oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-7 TEM micrographs of tempered steels at various temperatures in steel C3 a) 700oC, b) 750oC
Photo. 2-8 TEM micrographs showing cementite distribution located at lath boundaries in tempered steels at various temperatures
a) 500oC, steel C1, b) 700oC, steel C1, c) 400oC, steel C3, d) 600oC, steel C3 Photo. 2-9 SEM micrographs of fractured surface in tempered steels at various
temperatures of steel C1
a) 300oC, b) 400oC, c) 500oC, d) 600oC, e) 650oC, f) 700oC Photo. 2-10 SEM fractographs of Charpy impact tested steels
a) 300oC, steel C1, b) 400oC, steel C1, c) 500oC, steel C1, d) 300oC, steel C2, e) 400oC, steel C2, f) 500oC, steel C2
g) 300oC, steel C3, h) 400oC, steel C3, i) 500oC, steel C3
Photo. 2-11 Optical micrographs showing the variation of microstructure with tempering temperature in steel A
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-12 Optical micrographs showing the variation of microstructure with tempering temperature in steel B
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-13 Optical micrographs showing the variation of microstructure with tempering temperature in steel C
a) 300oC, b) 500oC, c) 600oC, d) 700oC
Photo. 2-14 TEM micrographs of tempered steels at various temperatures a) 300oC, steel A, b) 500oC, steel A, c) 600oC, steel A
d) 700oC, steel A, e) 300oC, steel B, f) 500oC, steel B g) 600oC, steel B, h) 700oC, steel B, i) 300oC, steel C j) 500oC, steel C, k) 600oC, steel C, l) 700oC, steel C Photo. 2-15 SEM fractographs of Charpy impact tested steels
a) 300oC, steel A, b) 400oC, steel A, c) 500oC, steel A d) 650oC, steel A, e) 300oC, steel B. f) 400oC, steel B
g) 500oC, steel B, h) 650oC, steel B
9
I. 고강도 엔진밸브 스프링강의 미세조직 및 기계적성질
제1장. 서 론
현 국내 자동차 산업은 세계적인 자동차 생산국으로 그 생산량에 맞는 기술 축적 및 화석연료 고갈에 따른 고연비를 위한 차량 경화 및 연료 고효율에 큰 개발에 초점을 두고 있다. 또한 연료의 고효율은 지구 환경 오염 및 대기 온난화에 대비하여 연비규제가 강화됨에 따라 필수적으며, 자동차 산업에서는
자동차 연료절감의 일환으로 자동차의 경량화에 많은 노력을 기울이고 있다.
이러한 추세에 부응하여 자동차 업계에서는 사용되는 부품의 수요 증가 및 획기적인 품질향상을 요구하고 있으며, 더 나아가 현재의 사용조건을 넘어선 뛰어난 특성을 갖는 기능성이 향상된 새로운 철강소재의 개발이 요구되고 있다.
차량 엔진벨브 스프링용 선재의 경우 1990 년 후반까지 수요의 100%를 전량 수입에 의존 하고 있었으나, 이러한 요구에 부흥하여, 자동차 밸브용선재 및 강성의 개발을 시작하여 일반 용도인 SAE9254 강을 POSCO 에서 생산 하고 있다. 엔진벨브 스프링의 재료적인 측면에서 가장중 요한 성질은 영구 변형 저항성, 강도, 피로 특성을 들 수 있다. 이에 바나듐 첨가와 영구변형 저항성이 우수한 Si 첨가강이 주목 받기 시작하였으며, Si(2.0%이상)하는 경우가 미세탄화물 분포 및 모재의 연화저항에 영항을 미쳐 영구변형 저항성의 향상 수단으로 용이하나, 제조공정 시 코일간의 용접문제를 일으키며, 탈탄촉진 효과가 있어 그 사용량을 제안한다.
현재 자동차 엔진의 성능은 고출력화 및 엔진 회전수 고속화에 의한 고성능화 추세이며, 이에 따른 밸브 스프링이 작동되는 환경은 사용온도 범위의 고온영역으로 이동 등 점차 가혹해지므로 스프링의 영구변형률을 증가시키는 요인으로 작용하게 된다. 이러한 영구 변형률의 증가는 내연기관에서의 흡입 및 배기 밸브 개폐 불량을 초래하고 이에 따른 불완전 연소, 가스 누출 등으로 엔진의 효율이 저하하게 된다.
밸브용으로 사용되는 스프링용 강선 중 SWOSC-V(Steel Wire Oil Tempered Si-Cr Valve, SAE 9254)은 엔진 회전수의 고속화에 따른 사용 온도의 고온화 등 가혹한 사용 환경에 견디기 위하여 소재의 특성 중 내피로성, 내열성을 향상시킨 소재로 그 사용량이 증가하여 현재 사용하고 있는 스프링강의 대부분을 차지하고 있다. 그러나 SAE 9254 의 우수성에도 불구하고 피로수명을 향상시키기 위한 청정도 및 스프링 제조공법 개선에 따른 품질개선 노력과 함께 강도 및 영구변형 저항성(영구변형률)의 향상을 위한 새로운 합금 설계를 이용하여 특성이 우수한 스프링 강종의 개발을 목적으로 현재까지도 많은 연구가 진행되고 있는 실정이다[1-7].
10
그러므로 본 논문, 밸브 스프링강의 미세조직 및 기계적성질에서는 고강도 엔진벨브 스프링의 Si 함량을 1.5%증가 2.0%이하 범위로 유지, Mo, W, V 등의 함량을 증대첨가하여 석출강화 효과를 극대로하며 Mn, Cr 등의 성분간의 상호효과를 조사하므로서 열간가공후의 경화능을 증대 시키지않는 범위내에서 고강도강의 계적성질 및 미세조직변화를 고찰하려 한다.
제2장 이론적 고찰
제1절 템퍼링시 미세조직 변화
스프링 제조 공정상 마지막으로 실시하는 열처리 과정이 템퍼링이므로, 템퍼링한 미세조직이 스프링의 특성을 결정하는 가장 중요한 작용을 한다.
따라서 스프링 특성을 향상시키기 위한 합금설계 및 열처리조건 설정에 있어서 템퍼링시 석출물의 분포변화에 대한 검토가 필요하다. 일반적으로 마르텐사이트 조직을 갖는 강의 템퍼링시 일어나는 미세조직 변화는 크게 5단계로 구분하고 있으나, 템퍼링시 서로 겹쳐지는 단계와 변태 부산물들이 복합적으로 생성되기 때문에 각 단계별로 정확한 구분은 할 수 없다. 각 단계별 미세조직 변화를 요약하면, 1단계는 20 - 250 oC 이며 저탄소 마르텐사이트(lath martensite) 생성과 과포화 마르텐사이트에서의 분해에 의한 천이 탄화물(epsillon carbide)의 생성, 2단계는 200 - 300 oC 로 잔류 오스테나이트가 베이나이트로 변태, 3단계인 250 - 350 oC 의 구간에서는 1단계와 2단계의 반응 생성물이 페라이트와 세멘타이트로 변태, 4단계에서 세멘타이트의 구상화와 성장, 마지막으로 5단계에서는 세멘타이트의 소실, 합금 탄화물의 형성 및 금속간 화합물의 생성이 이루어진다.
이상과 같은 템퍼링에 따른 5단계의 미세조직 변화에 있어서 스프링 강에 첨가되는 화학성분이 템퍼링시 미세조직에 미치는 영향을 파악하기 위해서 일반강에서 템퍼링시 나타나는 조직변화를 0.2%C 이상의 탄소강에 국한하여 좀 더 자세히 검토하면 다음과 같다.
1단계에서는 100 - 250 oC 온도 범위에서의 약간의 탄소원자는 전위와 래스 계면 쪽으로 이동하고 대부분의 탄소원자는 수직의 침입형 자리에 그대로 남아서 천이탄화물 생성에 기여한다. Jack 등[8]은 Fe-0.7%C alloy martensite 의 템퍼링의 경우 150 oC 근방에서 모재와 정합성을 갖고 intragranular한 입실론 탄화물을 생성한다고 보고하였는데 그들은 마르텐사이트 변태에 의해 생성된 모재 내의 전위에 이러한 탄화물들이 생성되는 것을 관찰한 바 있다.
2단계(200 - 300 oC)는 잔류 오스테나이트가 bainitic ferrite와 탄화물로 변태하는 과정이다. 높은 온도에서는 bainitic microstructure가 페라이트와 세멘타이트로 형성되는 반면에 낮은 온도에서는 페라이트와 입실론 탄화물로 변태한다.
Speich 등[9]에 의하면 3단계인 400 oC 부근에서는 Ostwald ripening type의
11
기구에 의해서 rodlike carbide는 용해되고 구형 세멘타이트로 변태한다.
고탄소 마르텐사이트에 있어서 세멘타이트가 생성되기 쉬운 위치는 입실론 탄화물과 모재의 경계이며 천이 탄화물은 Widmanstatten cementite입자의 성장으로 인해 점차적으로 용해된다. 핵생성이 두번째로 용이한 자리는 쌍정계면으로 알려졌는데 일반적으로 알려진 Widmanstatten habit과는 전혀 다른 112M 방향의 lathlike 입자와 비슷한 방향성을 갖는 콜로니를 형성하면서 쌍정계면을 따라 세멘타이트가 성장하게 된다. 그러나 interlath boundary와 마찬가지로 세멘타이트의 입계에서의 핵생성은 original austenite boundary에서 일어나며 매우 얇은 박막으로 초기 형성되는데 이러한 박막은 기계적 성질에 유해한 영향을 미치게 된다. 그러나 이후의 계속적인 가열에 의해 점차적으로 구상화된다.
4단계에서는 세멘타이트의 조대화 현상이 일어나고 구상화에 따른 crystallographic morphology를 잃어버린다. 초기에 세멘타이트 탄화물의 밀도가 증가함에 따라 ferrite 입계를 고착하여 재결정을 억제하게 되고 마지막 단계에서는 구상화된 세멘타이트 입자의 조대화와 등축정 ferrite grain이 빠른 성장을 하게 된다.
이러한 경향과는 달리, 0.2%C 이하의 탄소강의 경우 200 oC 까지는 천이 탄화물이 존재하지 않기 때문에 경도의 변화는 거의 없으나, 200 oC 이상에서는 템퍼링 온도가 증가함에 따라 점차적으로 경도가 감소하는 경향을 관찰할 수 있다. 이와 같이 템퍼링 온도가 증가함에 따라 경도가 감소하는 이유로는 모재의 탄소 원소의 고갈에 따른 모재의 연화현상과 세멘타이트 입자의 성장 및 합체(coalescence) 때문인 것으로 알려져 있다.
한편 중탄소 저합금 강에서의 템퍼링시 미세조직 변화를 전위의 이동을 방해하는 소재 내의 석출물의 분포 측면에서 구분하면, 앞에서 언급한 바와 같이 1단계의 ε-carbide 생성, 2단계의 베이나이트로 변태, 3단계의 θ-carbide (Fe3C)의 석출, 4단계의 θ-carbide의 구상화와 성장 및 5단계에서 이차경화에 의한 합금 탄화물이 형성되는 단계로 구분되어 진다. 일반 현가용 코일 스프링강에서는 고응력화를 위해 기존의 SAE 9254의 경우 410 - 470 oC 에서 템퍼링시 발생하는 미세한 세멘타이트 분포 보다는 실리콘 함량의 증가에 의한 천이 탄화물(ε-carbide)이 존재하는 템퍼링 온도 영역의 증대로 천이 탄화물과 θ-carbide(Fe3C)가 공존하는 영역에서의 템퍼링에 의하여 기계적 성질의 향상을 꾀하고 있다. 이러한 석출물 들의 분포와 스프링 특성과의 직접적인 관계를 설명한 연구결과는 아직 보고된 바 없으나, 스프링 특성을 고려해 볼 때 이들 석출물 들이 공존하는 영역에서의 스프링 특성이 우수하기 때문에 템퍼링 온도 설정시 이러한 석출물 들이 공존하는 영역을 선호하고 있는 실정이다. 한편 밸브 스프링의 경우는 고온 영구변형률을 향상시키는 석출물 분포 측면에서의 접근 방법으로서는 신선시 용접성을 고려하여 고 Si화보다는 고온에서 안정한 MC, M2C, V(N,C), Nb(N,C) 등의 석출물(alloy carbide) 들의 형성을 목적으로 Mo, V, Nb 등의 원소를 다양하게 첨가하였으므로, 템퍼링 온도에 따른 템퍼 취성 및 석출물 분포 등에 대한 이들 원소들의 영향을
12 파악하는 것이 중요하다.
이러한 배경 하에 스프링 강에 첨가되는 합금원소가 템퍼링시 미세조직 및 기계적 성질에 미치는 영향을 조사하였다.
제2절 합금원소 1. Si의 영향
Si은 비탄화물 형성원소로서 템퍼링시의 연화현상을 지연시키는 효과가 큰 원소로 알려져 있다. 이러한 Si의 첨가에 따른 미세조직 변화는 템퍼링 3단계에서의 세멘타이트의 생성의 지연으로 나타난다. Alten과 Payson [10]은 0.6%C 강에서의 템퍼링에 미치는 Si의 영향을 경도, 전기저항 등을 조사함으로서 비교하였다. 그들은 Si이 템퍼링 과정을 지연시키며 Si 함량이 증가함에 따라 세멘타이트를 형성하는 온도가 높아지는 것을 관찰하였다. 특히 Gordine 등[11]은 Cr-Si 스프링 강에서의 템퍼링 특성에 미치는 Si의 영향을 0.3%, 1.5% Si에서 조사하였는데 그는 일반강에서 Si이 템퍼링 특성에 미치는 영향과 거의 유사한 경향을 Cr이 첨가된 스프링 강에서도 관찰하였다.
0.3% Si을 함유한 스프링강의 경우 Cr 함량에 따른 연화 저항성은 거의 변화가 없었으며, 강한 탄화물 형성 원소인 Cr이 0.7%정도 첨가되어도 템퍼링 특성에는 큰 영향을 미치지 못하는 것으로 나타났다. 또한 Si 함량이 1.5%정도로 증가된 경우 Cr의 함유량과 관계없이 입실론 탄화물의 안정화와 재결정이 억제되는 경향을 나타내었다. 템퍼링 온도에 따른 경도값에 있어서 나타난 "hump"는 입실론 탄화물에 Si이 존재함으로서 나타나는 현상으로 해석되었다. 이러한 관찰은 템퍼링에 미치는 Si의 영향을 설명하는데 적절하다고 보인다. King과 Glover 등[12]은 Si과 Ni은 템퍼링의 첫 단계의 활성화에너지를 증가시키는 반면, Cr, Mn, Mo 등은 감소시킨다고 보고하였고,
Kenneford와 Williams 등[13]은 템퍼링의 첫 단계에서의 Si이 미치는 영향을 좀 더 심층 분석한 결과, Si이 첫 단계의 kinetics에 미치는 영향은 없는 것으로 보고하였다.
이러한 합금원소 Si의 첨가에 의한 템퍼링의 3단계 변화는 다음의 2가지 기구로서 설명되어 왔는데, 그 첫째는 입실론 탄화물에 존재하는 Si에 의한 세멘타이트로의 천이의 지연이며, 둘째는 세멘타이트 형성시 방출된 Si가 기지 내로 확산되지 못하고 세멘타이트 주위에 높은 Si의 층을 형성하여 세멘타이트의 성장을 억제하는 것이다. 첫번째 기구로서, Altstetter 등[14]은 Si는 템퍼링의 1단계에서 입실론 탄화물의 생성에는 영향을 주지 않으나 추후 입실론탄화물에서 세멘타이트로 천이하는 과정에는 영향을 준다고 보고하였다.
이후 그들은 Si의 함량이 0.3%인 경우 템퍼링의 3단계는 2step으로 일어나는 것을 관찰한 바 있는데, 원인으로는 입실론 탄화물에 미치는 합금 원소의 stabilizing action을 이용하여 설명하였다. 즉 3단계의 처음 step에서는
13
저탄소 마르텐사이트가 세멘타이트와 페라이트로 분리하며 이후 더 많은 세멘타이트를 생성하기 위해 입실론 탄화물이 천이하거나 용해된다고 하였다.
그러나 Si의 첨가로 3단계의 첫 step이 지연되면서 나중 step에까지 영향을 미친다고 하였다. 실제로 그들은 템퍼링시 세멘타이트가 생성되는 온도를 0.26%Si에서는 270oC, 1.6%Si는 370oC, 3.2%Si는 455oC 라고 보고하였다.
두번째 기구로서, Owen[15]은 Si을 첨가하는 경우 3단계 템퍼링 온도는 Si을 첨가하지 않은 강보다 좀 더 높아짐을 관찰하였는데, 그는 일반강에서의 3단계의 kinetics는 탄소확산이 지배적이지만, 고 Si강에서의 세멘타이트와 페라이트 경계에서의 Si확산에 의해 지배된다고 하였다. 그러나 Leak 등[16]은 페라이트 내의 탄소의 부피확산(bulk diffusion)은 Si함량 3% 까지는 거의 영향을 받지 않는다고 보고하였다. 또한 Gordine 등은 초기에 석출된 세멘타이트에서 Si을 관찰한 바 있으며, Owen은 앞에서 설명한 바와 같이 Si첨가에 의한 세멘타이트 입자들의 성장의 지연을 설명하였다.
이상의 여러 연구자들에 의해 논쟁되었던 템퍼링시 Si 첨가에 의한 세멘타이트의 생성지연의 2가지 기구는 atom probe를 이용한 Barnard 등[17]에
의한 연구 결과에 의해 두번째 기구인 세멘타이트로 부터의 Si 축출에 로 페라이트에서의 Si rich layer의 형성에 의해 이루어진다고 최종적으로 결론 내렸다.
2. Cr의 영향
Cr은 탄화물 형성원소로서, Gordine 등 많은 연구자들이 보고한 바와 같이, 합금원소인 Si이 템퍼링시 천이 탄화물의 석출 및 세멘타이트로의 천이를 지연시키는 효과를 나타내는 것과는 달리, 템퍼링한 소재의 영구변형 저항성에 변화를 주지 않거나 도리어 저하시키는 효과를 나타내어 소재의 강도를 높이거나 경화능을 향상시키는 역할 이외에는 뚜렷이 밝혀진 바 없었다.
그러나 대부분 연구자들의 합금원소 효과 분석이 같은 강도에서의 합금원소가 영구변형 저항성의 변화에 대한 분석으로서 합금원소가 강도 및 영구변형 저항성에 미치는 영향을 분리하여 고찰하지 못하였다. 따라서 합금원소 Cr의 효과를 템퍼링 온도에 따른 미세조직, 경도, 영구변형 저항성 및 영구변형 저항성/경도의 비율을 이용하여 분석한 결과, Cr의 역할은 템퍼링이 400 oC 이상에서 실시되는 경우 느린 확산속도로 인하여 세멘타이트의 구상화를 늦추어주며 또한 구상화된 세멘타이트가 조대화 되는 것을 지연시키는 효과를 갖는다. 따라서 Cr의 첨가는 전위 이동에 장애물로 작용하는 템퍼드 카바이드의 분포를 미세하게 유지해 주는 효과가 있는 반면,
소재의 기지조직의 강도를 높게 유지시키는 역할 또한 크게되어 결과적으로 영구변형 저항성을 향상시키는 효과보다는 강도를 향상시키는 효과가 더 크다.
따라서 Cr의 첨가에 따라 영구변형 저항성/경도의 비율이 감소하게 된다 .
14 3. 기타원소 (Mo, W)의 영향
Mo와 W은 Cr과 같은 탄화물 형성원소로서, 템퍼링시 천이 탄화물의 석출 및 세멘타이트로의 천이를 지연시키는 효과를 나타내지는 못하나, 그림 fig.1-1 에서와 같이 400oC 이상에서 템퍼링시 효율적으로 세멘타이트의 구상화를 늦추거나 구상화된 세멘타이트가 조대화 되는 것을 지연시키는 효과를 나타내어 소재의 영구변형 저항성 및 강도 증가에 크게 기여한다. 특히 템퍼링 온도가 높을수록 다른 원소에 비하여 높은 강도 및 영구변형 저항성의 향상 효과를 나타낸다. 다만 이러한 원소들은 소재의 경화능을 높이는 효과가 탁월하여 첨가시 엄격한 함량의 제한으로 선재상태에서 저온조직인 마르텐사이트가 발생하지 않도록 제어되어야 한다.
제3절 피로 특성
영구변형 저항성과 함께 중요한 스프링 성질로 평가되는 피로특성은 스프링의 매우 중요한 특성중의 하나이다. 스프링강의 피로특성을 평가하는데 가장 바람직한 시험 방법으로는 스프링 제품 상태에서 평가하는 실물시험 방법이나 실물시험은 스프링 제품 상태에서만 가능하며 스프링 제조 및 피로특성의 평가에 소요되는 시간이 대단히 많이 필요하기 때문에 절대적인 수치가 요구되는 개발확정 단계에서 검토하고 대부분은 실험실적인 피로특성의 평가기준을 도입하여 시간 소요를 최대한으로 줄이고자 노력하고 있다.
이에 대한 시험 방법으로는 대부분 bending 또는 twist fatigue test에 의한 방법들을 도입하여 평가한다.
스프링의 피로특성에 미치는 주요 인자로는 재료적인 측면과 재료 외적인 측면으로 구분할 수 있다. 재료적인 측면의 경우, 항복강도, 경도, Prior Austenite Grain Size(AGS), 잔류 오스테나이트 등에 의하여 주로 영향을 받는 것으로 알려져 있으며, 재료 외적인 측면의 경우에는 표면성질(표면흠, 표면조도, 표면탈탄 및 표면경도), 청정도(비금속 개재물) 등을 들 수 있다.
자동차용 스프링강에 사용되는 일반적인 소재의 경도 수준은 HB415 - 530 정도로 기타 구조용강에 비하여 높은 수준이다. 통상 기계 구조용강의 경우 약 HB400까지의 경도수준에서 피로특성이 소재 경도에 비례하는 상관관계가 나타나지만 그 이상의 경도 수준에서는 소재의 경도보다는 오히려 비금속 개재물, 표면성질에 의해 더 큰 영향을 받게 된다. 특히 자동차에서 사용되는 스프링 중 비금속 개재물과 표면성질의 규제가 가장 심한 것은 자동차 엔진에 장착되는 밸브 스프링이다. 밸브 스프링은 엔진의 흡입 및 배기밸브의 운동을 조정하는 중요한 부품으로 고속 회전의 가혹한 조건하에서 사용되어 안정한 피로특성이 요구되기 때문이다. 따라서 자동차용 스프링 특히 밸브 스프링은 피로 파괴의 원인이 되는 비금속 개재물과 표면흠 또는 탈탄에 대한 규제가 매우 엄격하다.
청정도의 경우, Ohshiro 등[26]은 산소함량이 약 20ppm 이하로 청정도가 높은 동일 강종에서 청정도 (cleanliness)의 변화에 따른 피로 특성을 조사한
15
바 있는데, 고응력 하중 하에서는 표면 피로파괴에 대한 개재물의 영향은 나타나지 않았으나 이보다 낮은 응력 하에서의 피로 수명은 비록 청정도가 높은 경우에도 비금속 개재물에 의해 지배적인 영향을 받는다고 보고한 바 있다. 이는 비금속 개재물이 피로 파괴의 기점으로 작용되기 때문으로 보인다.
실제로 승용차에 장착된 스프링의 파손 원인에 대한 조사 결과, 약 40% 정도가 표면 직하의 비금속 개재물로 보고되었다. 이러한 비금속 개재물을 제어하기 위해서는 제강 단계에서의 고청정화가 매우 중요하며 오늘날 제강 기술의 발전으로 이러한 비금속 개재물의 제어가 상당한 정도로 가능하게 되었다.
한편 POSCO에서 생산 중인 자동차 현가용 코일 스프링용강(SAE 9254)의 산소함량은 15ppm 정도로 상당히 우수한 수준이나, 품질 경쟁력 향상을 위한 고품위강을 제조하기 위해서는 더 낮추는 노력이 요구된다. 또한 질소는 일반강에서의 수준과 유사한 40ppm 정도를 함유하고 있는데, 질화물을 형성하는 원소인 Ti가 일부 원료 또는 합금광으로부터 유입되는 경우 피로수명에 악영향을 주는 TiN 개재물을 형성하게 되므로, Ti 함량의 관리 또한 요구된다 [26-29].
미세조직 측면에서 보면, 탄소강의 탄소함량 및 Q/T 열처리 조건 변화에 의한 경도 증가는 특정 수준까지 피로한도를 향상시키는 경향을 보이지만,
어느 특정수준 이상에서는 오히려 감소하는 경향을 보이는 것으로 알려져 있어 적정한 조건설정이 중요하다. 한편 AGS나 잔류 오스테나이트 양이 피로 특성에 미치는 영향을 조사해 보면, 피로성질이 우수한 특정 범위의 오스테나이트 결정입도가 존재함을 알 수 있다. 스프링 강에서의 적정 잔류 오스테나이트 양의 존재는 정도의 차이는 있겠으나 대부분 피로특성에 유리하다고 알려져 있으나, 잔류 오스테나이트의 형상, 분포 및 안정성에 따라 불리한 경우도 있으므로 검토시 유의하여야 한다.
제3장 실험 방법 제1절 합금 설계
합금성분의 효과 분석을 목적으로, 본 연구에서 사용된 합금성분의 설정은 다음과 같이 하였다. 기존의 사용되고 있는 고강도 스프링강인 V가 첨가된 SAE 9254HV 강종을 비교재 또는 기본재로 하여 Table.1-1 에 나타낸 개념 하에 합금설계를 실시하였다. 즉 스프링강의 고유 특성의 향상과 함께 고강도화를 이루기 위해서는 다음과 같은 합금원소에 대한 고려가 필요하다. 가장 우선적으로 고려되는 것이 Si으로, Si 함량의 증가는 강도의 증가와 더불어 영구변형 저항성의 향상에 효과적이나 밸브용 소재에의 적용시 산세 시의 문제점 및 코일간의 용접시 문제점 및 선재상태에서의 탈탄층의 증가 등의 문제를 고려하여 적절한 범위를 정해야 한다. 현재까지는 1.5% Si가 대부분 사용되어 왔으나 고강도 및 고응력화를 위해서는 어느 정도의 증가를 고려해야 한다. 또한 선재 제조 및 가공기술의 급속한 발전으로 스프링 강에서 사용 가능한 Si 함량의 범위를 확장시켜도 큰 문제는 없으리라고 사료된다.
16
최근 Ovako에서 고강도 밸브 스프링 강에 2.0% Si를 함유한 강을 제조하는 것을 보면 이제는 밸브 스프링용으로 1.8-2.0% Si의 적용은 큰 문제가 없으리라 사료된다.
Table. 1-1 Chemical composition of steels
C Si Mn Cr V Mo W N [ppm]
비고 Steel A 0.628 1.50 0.637 0.632 0.193 - - 27 상용재 Steel B 0.623 1.66 0.502 0.602 0.195 0.16 0.102 110 Si+Mo+W Steel C 0.620 1.80 0.507 0.601 0.305 0.101 0.102 30 SteelB+Si+V Steel D 0.631 1.83 0.511 0.601 0.311 0.102 0.103 110 SteelC+N
강도를 높이는데 효율적인 Nb와 V를 고려해 보면, Nb는 중탄소강에서 그리 효율적이지 못한 것이 이미 알려져 있는 사실이며, 첨가되는 V는 소재의 강도 향상에 크게 기여하나 합금철의 가격이 고가인 이유로 많이 첨가하면 소재의 가격 상승의 원인으로 작용한다. 따라서 소재의 원가가 급격히 상승하지 않는 범위에서 첨가하는 것이 바람직하다. 한편 첨가된 V가 석출물 형태로 존재하면 선재 제조시 큰 문제가 없으나 고용상태로 존재하면 소재의 경화능을 높여 상변태시 마르텐사이트의 생성을 촉진하게 되므로 제조시 유의하여야 한다.
다른 첨가원소인 Mo와 W는 첨가한 경우 템퍼링시 소재 내의 세멘타이트의 구상화 및 조대화를 방지하는 강력한 역할을 하여 소재의 강도 및 영구변형 저항성의 향상에 효과적인 원소로, 많이 첨가하면 소재의 경화능을 높여 상변태시 마르텐사이트의 생성을 촉진하게 되므로 적절한 함량의 합금을 설정하여야 한다.
한편 탄소강에서 많이 사용되는 Mn과 Cr은 소재의 영구변형 저항성 향상 효과는 그리 크지 않은 반면, 강도 및 경화능 증대 효과가 크므로 함량을 제한적으로 첨가하였다. 또한 탄소함량은 래스 마르텐사이트의 형성이 용이한 범위 내에서 강도 및 영구변형 저항성의 향상에 기여할 수 있는 범위 내에서 첨가하였다. Table.1-1에 본 연구에 사용된 강종의 합금성분을 나타내었다.
제2절 시편 준비
50kg급 진공유도 용해된 잉고트를 1200°C에서 4시간 질소 분위기에서 가열 후 열간 압연하여 최종 두께 13mm로 제조하였다. 합금원소 변화에 따른 기본적인 기계적 성질을 보기 위하여, 열간 압연판을 절단하여 열처리를 실시하였다. 열처리는 950°C에서 1시간 가열 후 oil quenching하였고,
템퍼링은 염욕에서 300, 350, 400, 450, 500, 600oC에서 각각 30분을 실시하여, 인장시편으로 가공 후, 상온에서 인장시험을 행하였다. 인장시편은 열처리 중 생성된 탈탄층의 영향을 제거하기 위하여 연삭 및 연마를 실시하였다.
17
인장시험은 ASTM subsize 규격의 시편을 cross-head 속도 1mm/min의 조건에서 실시하였다. 템퍼링한 시편의 미세조직은 EDX가 부착된 TEM(transmission electron microscopy)을 이용하여 관찰하였다.
제3절 Dilatometer 측정
스프링강의 템퍼링시 미세조직 변화를 보다 정확히 측정하기 위해, 소재를 오스테나이트 영역으로 가열 후 급냉하여 마르텐사이트 미세조직을 확보한 후,
이를 10oC/min의 속도로 가열하여 부피변화를 측정하여 템퍼링시 미세조직 변화를 관찰하였다.
제4장 결과 및 고찰 제1절 미세조직 관찰
합금성분의 변경에 의한 소재의 템퍼링시 미세조직의 변화를 탄화물 거동을 중심으로 조사하기 위하여, 각각의 강종에 대하여 950oC에서 1시간 유지후 유냉한 마르텐사이트를 템퍼링 온도를 변화시켜 각 온도에서 30분간 유지 후 냉각한 미세조직을 투과전자현미경을 이용하여 관찰하였다.
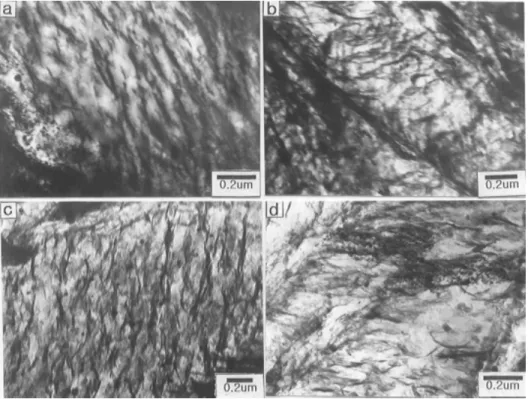
사진 Photo.1-1 은 기준재인 steel A를 템퍼링한 경우의 TEM 미세조직이다.
a)- b)는 300 oC 에서 템퍼링한 경우로 탄소강에서 템퍼링한 경우 전형적으로 존재하는 미세한 래스(lath) 마르텐사이트가 관찰되었다. 이러한 래스 형상 및 크기는 모든 강에서 유사하게 관찰되어 강종에 따른 차이점은 관찰되지 않았다.
래스의 내부에서 관찰되는 형상은 대부분 새털같은 모양의 입실론 탄화물이 소위 cross-hatched의 형태로 존재하여 입실론 탄화물이 지배적인 조직임을 알 수 있었다. 입실론 탄화물은 마르텐사이트 조직을 갖는 탄소강을 저온에서 템퍼링할 때 생성되며, 이와 같이 템퍼링시 입실론 탄화물이 생성되는 현상을 템퍼링 1단계로 알려져 있다. 관찰되는 새털모양의 탄화물은 이미 본 연구자에 의하여, 높은 Si 함량을 갖는 소재를 300-350 oC 에서 템퍼링한 경우 존재하는 유사한 형태의 탄화물을 전자현미경 회절패턴을 이용하여 입실론 탄화물로 확인된 바 있다 [30,31]. c) - d)에서와 같이 템퍼링 온도가 350°C로 증가됨에 따라, 관찰되는 탄화물의 밀도는 다소 증가하는 경향을 보이는데 이는 기지조직에 과포화 탄소의 온도 상승에 따른 활동도(activity)의 증가에 의한 입실론 탄화물 생성의 증가에 기인하는 것으로 사료된다. Si이 많이 함유된 강에서는, Si가 세멘타이트를 불안정하게 하는 효과를 가지므로 세멘타이트의 생성 및 성장을 억제하는 효과를 나타내므로, 입실론 탄화물로부터 세멘타이트의 형성이 이루어지는 천이온도가 높은 템퍼링 온도 영역으로 이동하여 템퍼링 온도 300 - 350 oC 근처에서는 세멘타이트 관찰이 어려운
18
것으로 알려져 있다. 또한 래스 계면에서 관찰되는 것은 잔류 오스테나이트로서, 소재에 함유된 높은 Si 함량에 따른 잔류 오스테나이트 안정성의 증가가 350oC 의 템퍼링에 의해서도 분해가 발생하지 않는다는 사실이 이미 보고된 바 있다 [30].
Photo.1-1 TEM micrographs showing the variation of microstructure with temperingtemperature in steel A
a)-b) 300oC, c)-d) 350 oC, e)-f) 400 oC
한편 템퍼링 온도가 400oC에 이르면, e) - f), 템퍼링의 3단계 과정으로서 입실론 탄화물과 기지조직의 경계면 또는 전위에서 세멘타이트의 생성이 입실론 탄화물의 용해와 함께 진행되어 마르텐사이트 래스 내의 지배적인 미세조직이 된다. 이와 같은 템퍼링 온도 상승에 따른 미세조직 변화는, 다른 소재에서는 입실론 탄화물의 석출 및 세멘타이트의 생성이 비교적 낮은 템퍼링
19
온도에서 이루어지는 반면, 본 연구의 모든 강종에서는 템퍼링 온도 400oC 정도로 유사하게 관찰되었다. 이는 앞에서 언급된 바와 같이 많이 첨가된 Si의 효과로 보인다.
Photo.1-2 TEM micrographs showing the variation of microstructure with temperingtemperature in steel A
g)-h) 450 oC, i)-j) 500 oC, k)-l) 600 oC
450oC 와 같이 비교적 높은 온도에서 템퍼링한 경우는 g) - h)에 나타낸 바와 같이, 세멘타이트 입자 형상의 변화가 관찰된다. 즉 대부분 rod 형상의 세멘타이트가 구형으로 형태를 변경해 가는 과정이 관찰되며, 특히 대부분의 세멘타이트가 이미 구형으로 전환되었으나 초기 rod 형태의 흔적을 유지하고 있음을 알 수 있다. 또한 래스 경계면에서는 잔류 오스테나이트의 분해로부터
20
기인된 세멘타이트 층이 관찰되며, 한가지 특이한 현상은 g)에서 관찰되는 바와 같이 래스 내부에 미세한 구형 세멘타이트가 특정한 배열을 가지며 분포하는 것이다. 이는 초기 마르텐사이트의 경우 래스 내부에 존재하던 쌍정이 템퍼링이 진행되며 분해되어 가는 과정에서 쌍정계면에 세멘타이트의 석출이 이루어져 관찰되는 것으로 사료된다.
템퍼링 온도가 500oC에 이르면, i) - j), 래스 내부의 세멘타이트는 모두 구형의 형태를 갖는 비교적 균질한 분포를 가지며, 래스 계면에서는 잔류 오스테나이트 분해 및 계면에서의 확산 속도 증가 효과로 래스 내부보다는 조대한 띠형상(stringer type)의 세멘타이트 배열이 관찰되었다. 이때부터 세멘타이트들 사이에서는 Gibbs - Thompson equation에 근거한 Ostwald ripening 형태의 세멘타이트 조대화가 일어나기 시작한다. 이에 따라 템퍼링 온도가 600oC 로 증가하면 조대화가 활발히 진행되어 계면과 래스 내부의 상대적으로 크기가 큰 세멘타이트 입자는 성장하고 작은 입자들은 소멸하기 시작하여 급속히 연화현상이 발생된다. k) - l)에 관찰되는 불균질한 세멘타이트 입자의 분포는 이러한 사실을 입증해 준다. 또한 l)에서 세멘타이트 주위에 존재하는 전위들이 관찰되는데, 이는 템퍼링시 초기 마르텐사이트의 밀집된 전위들이 회복과정을 거쳐 재배열 및 감소되는 현상이 진행되고 있으나 600oC 의 높은 온도에서도 회복과정이 완료되지 않았음을 간접적으로 나타낸다.
Steel B는 기준재 보다 Si를 1.65% 수준으로 10% 함량을 증가시키고 강도 향상을 목적으로 Mo, W를 첨가시킨 강종으로, 기준재에 비하여 탄화물 형성원소를 더 첨가시킨 강종이다. 일반적으로 템퍼링시 고온으로 점차 템퍼링 온도를 높여 가면, 입실론 탄화물이 먼저 생성되고 온도의 상승에 따라 입실론 탄화물이 세멘타이트로 천이 또는 입실론 탄화물로부터 세멘타이트가 생성되는 과정을 겪으며, 후에 이차경화로 알려진 탄화물 형성원소, Mo, V, W 등의 탄화물이 형성되는 것으로 알려져 있다. 그러나 본 연구에서 사용된 강종에서는 템퍼링 온도 600 oC 까지는 이차경화 현상이 관찰되지 않았다.
그림 Photo.1-3 에 steel B의 미세조직을 나타내었다. Steel A인 기준재와 템퍼링 온도에 따른 탄화물의 변화 경향은 유사하게 관찰되었으나, 관찰되는 탄화물의 밀도는 더 높아 보인다. 즉 a) - d)에서와 같이 저온인 300 - 350 oC 에서 주로 관찰되는 입실론 탄화물의 분포도 steelA에 비하여 상당히 밀집되어 관찰되므로, 이 탄화물들이 소성 변형시 전위이동에 효율적인 장애물로 작용하게 되므로 소재의 강도를 높이고 연성을 감소시키는 역할을 한다.
이러한 경향은 템퍼링 온도의 상승으로 세멘타이트가 구형으로 형상변화가 이루어지는 450 oC 에서 템퍼링한 경우, g) - h), steel A와 마찬가지로 아직 rod 형태의 세멘타이트 입자의 흔적이 아직 남아있기는 하지만 더욱 뚜렷이 관찰된다.
Si이 세멘타이트의 생성 및 성장을 억제하여 입실론 탄화물이 세멘타이트로 천이되는 온도를 상승상승시키는 경우와 비교하면, Cr, W, Mo와 같은 탄화물 형성원소는 템퍼링시 탄화물의 천이 거동에 영향을 주지 못하나, 탄화물
21
형성원소가 템퍼링시 세멘타이트의 성장 거동에는 영향을 미치는 것으로 설명될 수 있다. 즉 Babu 등[32]이 이용한 분석에 의하면 세멘타이트의 성장은
Photo.1-3 TEM micrographs showing the variation of microstructure with temperingtemperature in steel B
a)-b) 300 oC, c)-d) 350 oC, e)-f) 400 oC
초기에는 para-equilibrium 탄소확산에 의하여 지배되나 템퍼링 온도의 상승에 따라 local equilibrium mode로 성장 mode가 변화한다고 하였다. Mo나 W와 같은 탄화물 형성원소는 세멘타이트에 고용되어 세멘타이트를 안정화시키는 효과를 가지는 한편, 세멘타이트의 성장시 성장속도를 좌우하는 중요한 요소인 확산계수가 낮으므로 세멘타이트의 조대화가 지연된다 [33]. 즉 탄화물
22
형성원소의 첨가는 템퍼링시 세멘타이트 생성 거동에는 영향을 주지 못하나 세멘타이트의 성장 거동에는 영향을 미치게 된다. 따라서 탄화물 형성원소의 첨가는 450 oC 이상의 높은 온도에서 템퍼링시 세멘타이트 성장을 늦추어 세멘타이트 입자를 미세화하는 효과를 나타낸다고 볼 수 있다.
Photo.1-4 TEM micrographs showing the variation of microstructure with temperingtemperature in steel B
g)-h) 450 oC, i)-j) 500 oC, k)-l) 600 oC
또한 Cr, W, Mo와 같은 탄화물 형성원소는 템퍼링시 저온에서 존재하는 탄소가 과포화된 기지조직을 상당히 높은 템퍼링 온도까지 유지시켜 재결정 등을 높은 온도로 지연시키는 효과를 가진 것으로 알려져 있으나, 탄화물의 거동에 있어서는 세멘타이트를 안정화시키는 효과를 가지므로 입실론 탄화물로부터 세멘타이트로의 천이를 낮은 템퍼링 온도로 변화시키는 효과를
23
가진 것으로 알려져 있다. 이와 같이 Si과 탄화물 형성원소인 Cr, Mo와 같은 합금원소가 공존하는 경우에 있어서는 템퍼링시의 탄화물의 거동 또한 복잡하여 각 경우에서의 분석만이 가능하고 예측이 거의 불가능하다. 특히 k) - l)에서 관찰되는 입자 크기의 분포는 입계 세멘타이트 입자의 성장, 내부 세멘타이트 입자의 조대화 및 비교적 안정한 바나듐 탄질화물의 잔존 등의 원인이 복합적으로 작용하여 이루어진 것이다.
Photo.1-5 TEM micrographs showing the variation of microstructure with tempering temperature in steel C
a)-b) 300 oC , c) 350 oC, d) 400 oC
그림 Photo.1-5 에 steelC의 템퍼링시 미세조직 변화를 나타내었다. Steel C는 기준재의 합금성분 중 Si를 1.81% 수준으로 20% 증가시켰으며, steel B와 유사한 합금성분을 함유하나 V 함량 증가 및 Mo, W 등 탄화물 형성원소의 첨가량을 변화시킨 강종이다. 대부분의 템퍼링 온도에서의 탄화물의 형상이나 분포는 steel B의 경우와 매우 유사하였으며, 특히 템퍼링 온도 450 oC 에서 래스 내부의 세멘타이트 입자들이 구형의 형상을 유지하는 반면, 계면에서는 잔류 오스테나이트 분해에 의해 형성되었던 세멘타이트 박막이 구형의 입자 형태로 형상을 변화해 가는 현상이 관찰된다. 특히 450oC에서 템퍼링한 e) - f)의 사진에서 탄화물 입자의 크기가 steel B의 경우와 비교하여 작게 관찰되는 것은, 같은 템퍼링 온도에서 합금성분 차이에 의한 기지조직 내에 탄소의 고용량의 변화가 거의 없음을 고려해 볼 때, 합금원소의 역할이 세멘타이트 입자의 구상화 속도 및 성장에 의한 조대화 속도에 영향을 미쳤음을 알 수 있다.
24
Photo.1-6 TEM micrographs showing the variation of microstructure with tempering temperature in steel C
e)-f) 450 oC, g)-h) 500 oC, i) 600 oC
또한 템퍼링 온도가 높은 500oC 의 경우, g) - h), 기준재인 steelA의 경우에 비하여 Si 함량이 증가한 경우 래스 계면의 세멘타이트 입자의 조대화가 다소 느리게 진행되는 것이 관찰된다. 관찰된 특이한 현상은 강종에 함유된 Si의 함량이 증가할수록 600 oC 정도의 높은 온도에서 템퍼링한 경우 관찰되는 입계 세멘타이트와 래스 내의 세멘타이트 입자 크기의 차이가 상대적으로 감소하는 경향이 관찰된다. 이는 대부분의 세멘타이트 입자 크기의 차이가 Ostwald ripening에 의한 큰입자는 성장하고 작은 입자는 소멸해가는 세멘타이트 성장 경향에 기인한 것으로, 합금원소가 다량 첨가되었으므로 세멘타이트 성장 속도가 감소되어 관찰되는 세멘타이트 입자크기의 차이가 크지 않은 것으로 사료된다.
25
Photo.1-7~9 에 steel D을 템퍼링한 시편의 미세조직을 나타내었다. 앞의 다른 강종에서와 마찬가지로 템퍼링 온도 400oC 까지는 rod 형태의 세멘타이트가 치밀하게 분포되어 있으며, 일부 전위들이 탄화물 주위에 존재하는 것이 관찰되며 미세조직이 Photo.1-5 의 steel C의 경우와 극도로 유사하다. e) - i)의 사진에서 관찰되는 바와 같이 450oC에서는 대부분의 세멘타이트 입자가 구형으로 rod 형태의 배열을 보이면서 존재하며, steel C에 비하여 관찰되는 입자의 개수와 크기가 감소한 경향을 보인다. 특히 많은 전위들이 구형 세멘타이트와 엉켜있는 것이 관찰되며 특히 래스 계면에 많은 전위들이 존재하는 것이 관찰된다. 이러한 경향으로부터 템퍼링시 전위의 재배열이 이루어지는 회복과정은 450 oC 에서 완료되지 않고 진행 중임을 알 수 있다.
Photo.1-7 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
a)-b) 300oC, c)-d) 350oC, e)-f) 400 oC
26
Photo.1-8 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
g)-i) 450 oC, j)-l) 500 oC
또한 템퍼링 온도가 500 oC 로 증가하는 경우, j) - l), 래스 내부의 세멘타이트 입자 분포는 아직까지 세멘타이트의 rod 형태 흔적을 보여주고 있으나, 래스 계면의 조대한 세멘타이트 입자의 존재는 이미 조대화가 시작되고 있음을 보여준다. 한편 m) - o)와 같이 600 oC 로 가열한 경우 V 첨가로 인한 구형 바나듐 탄질화물의 존재로 인하여 관찰되는 입자들이 구형의 세멘타이트 입자와 바나듐 탄질화물 입자로 혼합되어 구성되어 있으므로 세멘타이트인지 초기에 이미 석출된 바나듐 탄질화물인지는 구분하기 곤란하나, steel C 및 steel D와 같이 바나듐 첨가량이 더 증가한 경우 steel A, steel B에 비하여 바나듐 탄질화물 입자의 수가 증가한 효과로 인하여 더 많은 구형 입자들이 관찰되는
27 것으로 사료된다.
Photo.1-9 TEM micrographs showing the variation of microstructure with tempering temperature in steel D
m)-o) 600 oC
Photo.1-10에 바나듐 탄질화물로 보이는 입자의 분포를 나타내었다. a)에 나타낸 사진은 steel A를 300 oC 에서 템퍼링한 미세조직으로 입실론 탄화물과는 다른 둥근 형태의 입자들이 관찰되는데, 입실론 탄화물과 함께 관찰된 구형 석출물은 EDX로 분석한 결과 바나듐만이 검출되어 바나듐 탄질화물인 것을 확인한 바 있다. 이 바나듐 탄질화물의 기원은 오스테나이트로 재가열시, 초기 소재에 존재하던 바나듐 탄질화물이 완전히 용해되지 않고 일부 잔존하거나 재가열 과정에서 미세한 입자로 석출한데 기인한 것으로 보고되었다 [34-35].
즉 초기 열간압연재에 잔존하던 바나듐 탄질화물과 Q/T처리시 일부 용해되고 이때 석출된 2차로 생성된 바나듐 탄질화물 및 이때 용해되어 고용되어 있는 바나듐의 3가지 형태로 바나듐 원자가 존재한다. 초기 압연상태로부터 잔존하던 바나듐 탄질화물은 Q/T 처리시 상당량이 이미 용해되는 과정에서 입자크기가 감소하게 되나, 대개 작은 입자가 먼저 용해되고 큰 입자의 입경이 감소하는 속도가 느려 비교적 큰 크기의 바나듐 탄질화물이 잔존하게 되며, 반면에 Q/T 처리를 실시하는 온도에서는 미세한 크기의 바나듐 탄질화물이 형성된다. 더구나 고용상태로 존재하는 바나듐이 템퍼링이 비교적 높은 온도에서 실시될 때 이차경화의 한 단계로 석출된다면, 최종 관찰되는 바나듐 석출물의 크기는 다양해질 수밖에 없다. 특히 b)의 steel
28
Photo.1-10 Distribution of Vanadium carbide with tempered microstructure
a) steel A, 300 oC, b) steel C, 400 oC
C의 경우와 같이 400 oC 까지 템퍼링 온도가 상승함에 따라 구형 석출물의 크기는 거의 변화하지 않는 경향은, 400 oC 이하의 낮은 템퍼링 온도에서는 바나듐 탄질화물의 석출이나 성장이 거의 이루어지지 않기 때문이며, 또한 템퍼링 온도 450 oC 이상에서는 일부 rod 형태의 세멘타이트가 구형으로 형상을 변화하게 되므로 이 이상의 온도에서는 세멘타이트와 바나듐 탄질화물의 구별이 곤란하다.
V, Nb Ti와 같은 미량합금 원소가 첨가된 경우, 소재의 내부에 석출물로 존재하는 경우와 고용상태로 존재하는 경우 그 양상이 매우 다르게 진행된다.
즉 석출물로 오스테나이트에 존재하는 경우 미세한 석출물의 분포를 보이면
29
이 석출물들이 오스테나이트 입계의 이동을 방해하여 열간압연이나 가열시 입자 성장을 억제하여 오스테나이트 입자 미세화 효과를 보인다. 따라서 연속냉각 곡선(CCT curve)이 단시간 축으로 이동하여 선재상태의 냉각시 마르텐사이트와 같은 저온조직의 생성을 억제하는 효과를 갖는다. 한편 바나듐이 오스테나이트 영역에서 고용된 원자상태로 존재하는 경우에는 상변태시 오스테나이트 입계 핵생성을 억제하여 소재의 경화능을 높이는 효과를 나타내어 선재 제조시 마르텐사이트의 생성을 용이하게 한다. 따라서 바나듐과 같은 원소를 첨가하는 경우 Q/T 처리시 가열온도와 합금원소의 용해도와의 관련성을 검토하여야 한다.
일반적으로 바나듐이 오스테나이트 상태에서 석출물로 석출할 경우, 바나듐 질화물이 바나듐 탄화물보다 높은 온도에서 석출하게 되므로, Q/T/ 처리시 가열온도에서 이미 석출되어 있는 질화물이 용해되고 남은 잔존량부터 검토해 보아야 한다. 스프링 제조시의 Q/T 처리 공정은 극히 짧은 시간의 가열에 의한 오스테나이트화가 진행되므로 평형 상태를 가정은 어렵다. 단지 서로 다른 합금성분을 갖는 경우 바나듐의 거동을 예측 비교하기 위한 자료로서 활용할 뿐이다.
또한 다른 측정방법으로는 열처리한 소재에서 직접적으로 replica를 이용하여 TEM 관찰을 통하여 바나듐 석출물의 분포를 측정하는 방법인데, 정확하게 모든 바나듐 석출물이 관찰되기는 어려우며 더구나 템퍼링 온도 400 oC 이상의 구형 세멘타이트와 혼재된 경우에는 구별이 곤란하여 정확한 측정이 어렵다.
제2절 Dilatometer를 이용한 미세조직 변화 분석
오스테나이트화 열처리 후 유냉하여 얻어진 마르텐사이트 조직을 딜라토미터를 이용하여 10 oC /min의 느린 속도로 재가열하여 길이 변화를 측정하여 템퍼링시의 미세조직 변화를 측정하였다. Fig.1-1 에 시편의 재가열시 얻어진 길이변화를 나타내었다. 템퍼링 온도에 따른 길이변화 곡선은, 초기에 가열에 따른 부피 팽창으로 증가하기 시작하여, 약 200oC 근처의 템퍼링 온도에서 급격한 팽창을 보이기 시작하는데 이는 마르텐사이트의 기지조직으로부터 입실론 탄화물이 석출하기 시작하는 템퍼링 1단계의 온도와 유사한 경향을 보인다. 이후 온도의 상승에 따라 부피의 증가가 관찰되는데 이는 입실론 탄화물의 석출, 잔류 오스테나이트의 페라이트와 세멘타이트로의 분해 등에 의한 부피 팽창 효과와 함께 템퍼링 3단계에서 발생하는 입실론 탄화물로부터 세멘타이트로의 천이에 따른 부피 감소 효과가 복합적으로 작 용하는 구간이다. 한편 peak를 보이는 부분에서는 잔류 오스테나이트의 분해가 활발히 진행되고 있음을 보이며[43], 템퍼링 온도 400 - 450 oC 구간에서는 그림 에서 관찰된 감소구간을 세멘타이트 생성으로 기인한다.
템퍼링시에는 입실론 탄화물의 생성 및 소멸에 따른 부피변화가 발생한다.
30
Liu Cheng[66],등은 탄소강에서 마르텐사이트의 템퍼링시 일어나는 체적 변화를 딜라토 메타를 이용하여 측정 하였다. 마르텐사이트 템퍼링시 미세조직 변화를 좀 더 구체적으로 나열 하면, 1단계 과포화된 마르텐사이트의 형성으로 체적 증가를 가져오며, 2단계에는 체적 감소를 나타내는 카본의 분리와 클러스 터링이 일어나며, 3단계 체적 감소를 갖져 오는 입실론 카바이드의 석출, 4단계 에서는 체적증가를 보이는 잔류 오스테 나이트의 증가, 5단계에서는 체적감소인 세멘타이트 석출이 일어남을 보였으며, 마지막으로 페라이트/세멘타이트 조직의 열팽창 만이일어난다. 그러나 합금강의 경우 템퍼링시 미세조직 변화에 영향을 미치므로 탄소강의 경우와는 다를 것으로 예측된다.
0 100 200 300 400 500 600
-0.01 0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12
Tempering temperature (C)
Volume change (arbitrary unit)
Steel A Steel B Steel C Steel D
Fig.1-1 Dilatation curves of steels
초기 마르텐사이트 기지는 탄소고갈로 저 탄소마르텐사이트로 변화하며 450oC 지나서는 페라이트와 세멘타이트로 변태된다. Si 합금강에서는 고온부에서 까지 잔류 오스테나이트가 남아 있으며, 앞에서 분류한 단계들이 단독적으로 발생하지 않고 거의 복합적으로 일어난다고 사료되다. 따라서 Si 함유된 합금강에서의 템퍼링시 온도에 따른 부피변화를 다음과 같이 계산하였다.
탄소강에서 마르텐사이트의 격자(bct) 함수(Å)는 a = 2.861 - 0.013χ, c = 2.861 + 0.116χ 유니쎌당 Fe원자수는 2개, 오스테나이트 격자(fcc) 함수(Å) a=
3.548 + 0.044χ 유니셀당 Fe 원자수는 4개, 템퍼드시 입실론 카바이드 격자(hex) 함수(Å) a = 2.752, c=4.353 유니쎌당 Fe 원자수는 2개, 세멘타이트 격자 (othorhombic) 함수 a = 4.5234, b = 5.0883, c = 6.7424 이며 유니셀당 Fe 원자 수는 12개, 페라이트의 격자(bcc) 함수(Å) a =2.8664 이며 유니셀당 Fe 원자의 수는 2개 이다. 약 0.6C(wt%) 탄소 함량의 강의 dilatometer 시편 크기 (10 X 3 X 3mm)경유 마르텐사이트로 변화시 체적분의 증대가 약 4%에
31
가까우며,이에 템퍼링시 상의 고유 열팽창 지수와 격자변화에 대한 체적변화를 Fig.1-1 과 같이 나타났다.
제4절 기계적 성질 강 도
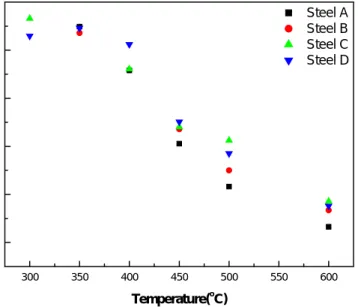
앞에서 실시한 소재의 기계적 성질 분석에 근거하여, 각 템퍼링 온도에서 30분간 열처리한 소재의 인장강도를 Fig.1-2 에 나타내었다. 그림에서 회색으로 채워진 형태의 심볼이 30분간 각 온도에서 템퍼링한 경우의 인장강도를 나타내었다. Fig.1-2의 30분 템퍼링하는 경우는 템퍼링 온도 400 oC 에서 인장강도의 감소 추세가 둔화되는 연화저항 현상이 관찰된다.
300 400 500 600
1200 1400 1600 1800 2000 2200 2400 2600
UTS (MPa)
Temperature(C)
Steel A Steel B Steel C Steel D
Fig.1-2. The variations of tensile strength with tempering temperature
특히 합금원소 V가 많이 함유된 steel C와 steel D의 경우, 비교적 높은 인장강도를 유지하는 경향을 보여, V 첨가에 의한 바나듐 탄질화물의 석출강화 효과가 인장강도 향상에 크게 기여했음을 알 수 있었다. 한편 비교하는 4 강종 중 기본재인 steel A와 Si 함량 1.6%와 Mo함량 0.15%인 steel B는 비교적 낮은 인장강도를 나타내는 경향을 보였다. 또한 합금원소 함량 차이에 따른 인장강도의 변화로는, 낮은 템퍼링 온도에서는 그 경향이 뚜렷하지 않았으나 비교적 템퍼링 온도가 높은 400 oC 이상의 영역에서 온도의 증가에 따라 인장강도의 차이가 커지는 경향이 관찰되었다.
Fig.1-3에 항복강도의 템퍼링 온도에 따른 변화를 나타내었다. 항복강도는, 인장강도의 변화와는 다소 다른 양상을 보이는데, 템퍼링 온도가 낮은 300 oC
32
300 350 400 450 500 550 600
1200 1400 1600 1800 2000 2200
Yeild Strenght(MPa)
Temperature(oC)
Steel A Steel B Steel C Steel D
Fig.1-3. The variations of yield strength with tempering temperature
300 400 500 600
20 25 30 35 40 45 50
Steel A Steel B Steel C Steel D
Reduction of area(%)
Temperature (oc)
Fig.1-4. The variations of reduction of area with tempering temperature
근처에서 인장강도는 템퍼링 온도의 상승에 따라 즉시 감소하는 경향을 보이는데 반하여, 항복강도는 템퍼링 온도 400 oC 정도까지 높은 항복강도를 유지하다가 템퍼링 온도의 상승에 따라 감소하는 경향을 보인다.
특히 마르텐사이트 조직을 갖는 소재를 인장시험하면 항복강도는 300 oC
33
근처에서 템퍼링한 경우보다 낮게 관찰된다 [31]. 즉 인장강도는 주로 소재 내의 전위밀도와 같은 기지조직의 변화에 민감하게 반응하나, 항복강도는 기지조직 변화에 영향을 받기도 하지만 그 의존도가 내부의 석출물 분포 및 래스 크기 등의 인자에 의해 더 크게 영향을 받음을 예측할 수 있다. 따라서 템퍼링 온도에 따른 항복강도의 변화는, 초기 낮은 템퍼링 온도 범위에서 템퍼링 온도의 상승에 따라 기지조직 내에 존재하던 탄소원자 들이 탄화물로 석출 증가에 의해 300 - 350 oC 범위에서 최대값을 나타내는데, 그 때의 peak 온도는 내부 석출물의 분포와 밀접하게 관련되므로 합금성분에 따라 다소 다르게 나타나기도 한다. 이후 템퍼링 온도 상승에 따른 항복강도의 감소는 입실론 탄화물의 세멘타이트로의 천이, 생성된 세멘타이트의 성장 및 구상화에 따른 석출물의 간격의 증가와 템퍼링 온도 상승에 의한 기지조직 내에 존재하는 전위들의 소실에 기인된 것으로 생각된다. 그림에서 바나듐이 0.3%
첨가된 steel C와 steel D가 석출물의 부피 증가로 인하여 다른 강종에 비하여 다소 높은 항복강도를 보이는 반면, Si를 약간 증가시킨 steel B는 기준재인 steel A에 비하여 그리 높게 나타나지 않았다.
제5장 결론
밸브 스프링강의 미세조직 및 기계적성질에서는 고강도 엔진벨브 스프링의Si 함량을 1.5%증가 2.0%이하 범위로 유지, Mo, W, V등의 함량을 증대첨가하여 석출강화 효과를 극대로하며 Mn, Cr 등의 성분간의 상호효과를 조사하므로서 열간가공후의 경화능을 증대 시키지않는 범위내에서 고강도강의 계적성질 및 미세조직변화를 고찰한 결과 다음과 같은 결론을 얻었다.
1. 강에 함유된 질소의 함량변화는 템퍼링한 소재의 강도 및 연성에 크게 영향을 주지 않는 것으로 관찰되었다.
2 .미세조직은 400oC에서 템퍼링시 침상 세멘타이트 형상을 유지하고 있으나, 템퍼링 온도가 450oC로 상승한 경우 구형으로 세멘타이트의 형상 변화가 시작됨을 관찰하였다.
3. 합금원소의 효과 중, Mo의 증가는 소재의 경화능을 증가시켜 저온조직 발생 가능성을 높이는 반면, Si 및 V의 증가는 소재의 연성 감소를 최소화하며 강도를 향상시키는데 효과적이었다.
4. Si함유강의 템퍼링시 미세조직 변화에 따른 체적변화를 탄소강의 경우와 비교 계산하였고, 분석하였다.