Nomenclature
S : shading loss, %
Subscript
RTP : rapid thermal process 4pt probe : 4 point probe
1. 서 론
전 세계적으로 인구수가 증가하고 경제가 발전함에 따라서 에너지 수요는 계속해서 증가하고 인류가 영원히 사용할 수 있 다고 생각했던 화석에너지는 고갈될 것으로 예상되어지고 있 다. 석유 소비의 급증과 생산량의 감소로 인한 가격상승은 다른 대체에너지원 개발에 대한 관심을 증가시키는 데에는 도움이
되었다. 또한 현재에는 석유와 석탄에너지원의 이산화탄소 배 출에 의한 지구환경 오염이 심각한 위협이 되고 있고, 원자력 발 전 역시 안정성과 핵폐기물 처리 문제 등으로 새로운 설치를 꺼 리고 있다. 이에 따라 각 나라에서는 환경오염이나 환경파괴에 영향을 미치는 산업에서 환경세, 오염세 등을 높이면서 에너지 절약을 시도하지만 이것은 단기적으로는 도움이 되지만 장기 적으로 볼 때 해결책이 될 수 없다. 그렇기 때문에 대체에너지 개 발을 더 이상 미룰 수 없고 그 중에서 환경오염이 적은 대표적인 그린 에너지로서 태양광발전에 대한 연구 개발 및 상용화가 미 국, 일본 및 유럽 등의 선진국을 중심으로 가속화되고 있다. 여 러 종류의 신재생에너지 중 태양광발전의 장점은 자원의 무한 함과 깨끗한 환경, 유지보수 비용이 저렴하고 소음 및 진동이 없 고 유지가 간편하고 자동화, 무인화가 용이하다는 것이다. 하지 만 제조 단가가 많이 떨어졌음에도 불구하고 아직까지 높다는 것이 단점으로 작용하고 있으며 이러한 문제를 해결하기 위해 저가화 및 고효율 태양전지의 제작에 관한 기술개발은 매우 중 요하다. 저가화와 동시에 효율을 높일 수 있는 방법 중 하나인 스 크린 프린팅 태양전지가 있다. 스크린 프린팅 공정은 전극 형성 이 쉽고, 공정 시간이 짧으며 가격이 저렴하기 때문에 전극 형성 에 보편적으로 사용된다. 스크린 인쇄법에 의해 형성된 태양전
DOI:https://doi.org/10.21218/CPR.2017.5.1.009 eISSN 2508-125X
결정질 실리콘 태양전지용 스크린 프린팅 전극 공정 개발
엄태우1)ㆍ이상협1)ㆍ송찬문1)ㆍ박상용1)ㆍ임동건1,2)*
1)한국교통대학교 정보기술융합학과 나노전자소자연구실, 충주시. 27469
2)한국교통대학교 전자공학과 나노전자소자연구실, 충주시, 27469
Screen Printing Electrode Formation Process for Crystalline Silicon Solar Cell
Taewoo Eom1) ․ Sang Hyeop Lee1) ․ Chan Moon Song1) ․ Sang Yong Park1) ․ Donggun Lim1,2)*
1)
Department of IT Convergence, Korea National University of Transportation, Chung ju, 27469, Korea
2)
Department of Electronic Engineering, Korea National University of Transportation, Chung ju, 27469, Korea
ABSTRACT: The screen printing technique is one of process to form electrode for crystalline silicon solar cell and has been studied a lot, because it has many advantages such as low price, high efficiency and mass production due to simple and fast process. The reason why electrode formation is important is for influence of series resistance and amount of incident light in crystalline silicon solar cell. In this study, electrode was formed by screen printing method with various conditions like squeegee angle, printing speed, snap off, printing pressure. After optimizing various conditions, double printing method was applied to obtain low series resistance and high aspect ratio.
As a result, we obtained electrode resistance 45.31 ohm, aspect ratio 4.38, shading loss 7.549% mono-crystalline silicon solar cell with optimal double screen printing condition.
Key words: Screen printing, Double printing, Aspect ratio, Crystalline silicon solar cell, Shading loss
*Corresponding author: [email protected]
Received February, 10, 2017; Revised February, 17, 2017;
Accepted February, 27, 2017
ⓒ 2017 by Korea Photovoltaic Society
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0)
which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
9
지의 금속전극은 표면에서의 빛의 반사 및 직렬저항 성분에 큰 영향을 주기 때문에 전극 설계 시 선폭 및 전극의 간격 등 다양한 변수를 고려해야 한다. 전면 그리드를 설계할 때에는 전극의 선 폭을 줄여 태양광을 받는 면적을 넓게 하는 방법이 중요하지만 전면전극의 선폭을 줄일수록 전류를 수집 할 때 직렬저항 성분 이 커지는 것도 고려하여야 한다. 따라서 태양전지의 전면전극 과 기판의 접촉면적을 줄여 태양광을 흡수 하는 면적을 넓게 하 는 동시에 전극을 높이 쌓아올려서 직렬저항을 낮추기 위한 방 법으로 더블 프린팅 기법이 있다. 본 연구에서는 인쇄 속도와 제 판과 기판간의 간격, 스퀴지의 각도, 인쇄 압력 등 변수들을 최 적화 시켜 전극의 종횡비를 개선하여 광의 유효 입사면적을 증 가시키고 직렬저항성분이 커지지 않으며 효율을 향상시키기 위한 더블 프린팅 공정을 최적화하고자 한다.
2. 실험 방법
2.1 스크린 프린팅 공정변수 최적화
본 연구에서는 웨이퍼의 표면과 전극의 표면 장력의 일정한 비교분석을 위해 표면 텍스쳐링이 적용되지 않은 Boron이 도핑 된 p-type의 단결정 실리콘 웨이퍼를 이용하였다. 스크린 프린 팅의 전극 그리드의 간격에 영향을 받지 않기 위해 Table 1의 스 크린 메쉬로 고정하여 공정을 진행하였다. 전극 형상에 영향을 미치는 주요 변수인 인쇄 압력, 인쇄 속도, 제판과 기판과의 거 리, 스퀴즈 각도 등이 있으며, 각 인쇄조건에 따라 전극 저항을 낮추고 전극의 형상, 종횡비를 최적화하는데 초점을 두었기 때 문에 이후의 공정은 진행하지 않은 상태에서 전극을 형성 하였 으며, 실험에 적용된 스크린 프린팅 공정변수로는 Table 2와 같
다. 전극형성 후에는 시간이 경과함에 따라 퍼지는 현상과 불순 물이 첨가되는 것을 방지하기 위하여 전극 인쇄 후 건조공정 과 정을 정온건조기에서 150°C, 10분간 진행하였다. 만약, 용제를 제대로 제거하지 않았을 경우 차후에 있을 열처리공정에서 전 극 내부에 기포를 형성해 전극과 기판 간의 저항 성분이 증가하 게 된다.
건조 후 페이스트 내의 글라스 프릿 제거와 금속분말을 유동 적으로 만들어 표면에 흡착되어 재결정화가 이루어지도록 진 공상태를 만들어 여러 단계의 열처리 구간을 삽입하여 적용이 가능하도록 하고 전극의 온도별 소성 단계를 잡아주는 번 아웃 공정을 삽입 할 수 있는 RTP(Rapid Thermal Process)를 사용하 여 소결 공정을 진행하였다. RTP 공정온도는 430°C까지 초당 10°C 상승 후 목표 온도에 도달하면 12초 동안 온도 유지과정을 거쳐 이후 상승최대온도 710°C까지 초당 30°C로 상승하도록 하였다. 공정 온도는 모든 샘플에 동일하게 적용하여 열처리 공 정을 진행하였으며, RTP 온도변화 프로파일을 확인 할 수 있다 (Fig. 1).
Table 1. Screen mesh dimension Screen mask
Spacing 1.6 mm
Width 60 um
Mesh 290 mesh
Tickness 18 um/42 um
Tension X Y
1.12 1.10
Table 2. The conditions of screen printing process The condition of printing process
Squeegee angle Snap off Printing speed Printing pressure
55° 0.5 mm 88 mm/sec 0.3 Mpa
60° 0.75 mm 96 mm/sec 0.4 Mpa
65° 1 mm 104 mm/sec 0.5 Mpa
70° 1.25 mm 112 mm/sec 0.6 Mpa
75° 1.5 mm 120 mm/sec 0.7 Mpa
Fig. 1. Temperature profile on electrode firing
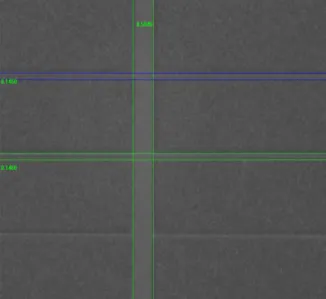
Fig. 2. Fixed lines on double printing process
2.2 더블 프린팅 공정
스퀴지 각도, 제판과 기판 간격, 인쇄 속도, 인쇄 압력들의 최 적의 공정 조건에서 전극의 폭을 최대한 변하지 않게 하고 전극 의 높이를 쌓아 올려 태양광 입사면적을 유지하고 단면적을 넓 혀서 전극 저항을 줄이는 목적으로 한번 프린팅이 된 웨이퍼를 Fig. 2 와 같이 전극의 버스바와 핑거바의 위치를 고정시킨 후 페 이스트의 점성을 없애 주기위해 정온건조기에서 150°C, 10분 간 건조과정을 거친 후 고정시켰던 선위에 정확히 올린 후 프린 팅을 반복적으로 실행하여 전극을 쌓아 올리고 위의 소결과정 과 동일하게 RTP를 이용하여 열처리를 진행하였다.
3. 결과 및 고찰
3.1.1 스퀴지 각도에 따른 결과
Fig. 3은 실험에서 적용된 스퀴지의 각도에 따라 형성 된 전극 을 광학현미경으로 측정한 사진과 종횡비를 나타내는 그래프 이다. 스퀴즈 각도 55° 에서 형성된 전극의 선폭은 91.28 um, 높 이 28.11 um를 보였으며, 60° 에서는 선폭 93.23 um, 높이 27.34
um, 65° 에서는 선폭 95.73 um, 높이 26.69 um, 70° 에서는 선폭 102.71 um, 높이 27.61 um, 75° 에서는 선폭 96.26 um, 높이 25.36 um를 형성하였다. 55° 의 낮은 각도에서는 힘이 인쇄방 향으로 받는 것보다 스크린 방향으로 가해지는 힘이 크기 때문 에 종횡비가 높고 각도가 높아질수록 페이스트에 가해지는 힘 이 인쇄 방향으로 증가하기 때문에 전극의 종횡비가 낮아지는 것을 확인 할 수 있다. 이것은 페이스트의 점도에도 영향을 받기 때문에 실험에서 사용한 유진사의 페이스트는 55° 의 각도에서 가장 좋은 종횡비를 얻을 수 있다는 것을 확인 할 수 있었다.
3.1.2 제판과 기판 간격에 따른 결과
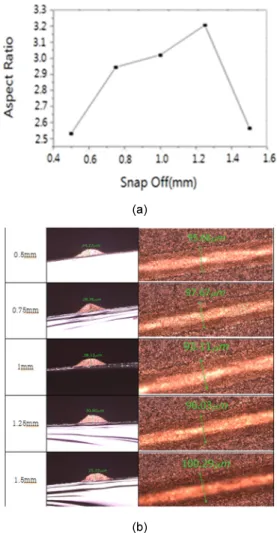
Fig. 4 는 스퀴지 각도를 55° 의 각도로 고정하고, 제판과 기판 간격에 변화를 주면서 형성한 전극을 광학현미경으로 측정한 사진과 종횡비를 나타내는 그래프이다. 제판과 기판의 간격을 0.5 mm에서 1.5 mm까지 0.25 mm 단위로 가변하면서 실험한 결과, 스크린과 메쉬 사이의 거리가 너무 가까워져도 스퀴지가 밀고 나갈 때 스크린과 메쉬가 접촉과 분리에 문제가 있어 낮은 종횡비가 나오는 것을 확인 할 수 있었고, 점차 거리를 떨어뜨릴
(a)
(b)
Fig. 3. (a) Aspect ratio with various squeegee angle, (b) Formation of electrode with various squeegee angle
(a)
(b)
Fig. 4. (a) Aspect ratio with various snap off,
(b) Formation of electrode with various snap off
수록 종횡비가 증가하다가 1.25 mm에서 가장 좋은 종횡비를 나 타내고 이후 점차 제판과 기판의 간격을 증가 할수록 전극이 높 이 쌓이지 않고 원하는 만큼의 페이스트가 분출되지 않는 것을 확인할 수 있었다.
3.1.3 인쇄 속도에 따른 결과
스퀴지 각도를 55°, 제판과 기판 간격을 1.25 mm에 고정한 후 인쇄 속도를 88 mm/sec에서 120 mm/sec 까지 8 mm/sec 단 위로 가변하면서 실험한 결과, Fig. 5와 같이 전극이 형성 되었 으며 88 mm/sec의 낮은 속도에서 충분한 압력을 받아서 토출력 이 증가하여 충분한 높이와 전극의 퍼지는 현상도 줄어들어 종 횡비가 가장 높고 속도가 증가 할수록 전극의 높이가 낮아져 페이 스트가 충분하게 토출되지 않는 것을 확인할 수 있었다. 따라서 88
mm/sec의 인쇄 속도에서 가장 최적의 조건임을 확인하였다.
3.1.4 인쇄 압력에 따른 결과
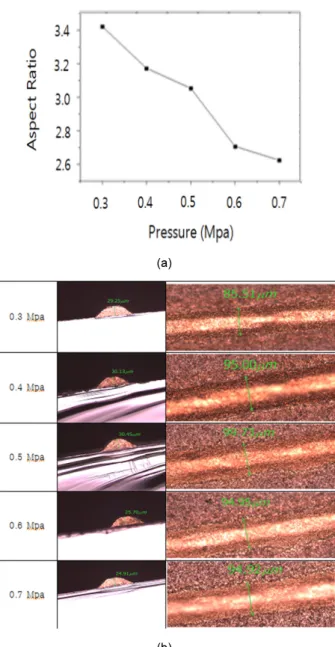
스퀴지 각도 55°, 제판과 기판 간격 1.25 mm, 인쇄 속도 88 mm/sec에 고정한 후 인쇄 압력을 0.3 MPa에서 0.7 MPa 까지 0.1 MPa 단위로 변화하여 실험한 결과, Fig. 6과 같이 전극이 형 성 되었으며, 인쇄 압력이 증가 할수록 높은 압력으로 인해 페이 스트가 점성을 유지하지 못하고 옆으로 퍼지는 현상이 증가하 거나 전극의 높이가 낮아져 종횡비가 감소하는 반면에 0.3 MPa 의 낮은 압력에서는 퍼지는 현상이 적어 88.51 um의 좋은 선폭 을 얻을 수 있었지만, 이 이하의 압력에서는 페이스트가 토출되 는 힘을 적게 받아서 전극이 불균일하고 끊기는 현상이 다량으 로 발생되었다. 따라서 0.3 MPa의 인쇄 압력에서 가장 우수한
(a)
(b)
Fig. 5. (a) Aspect ratio with various printing speed,
(b) Formation of electrode with various printing speed
(a)
(b)
Fig. 6. (a) Aspect ratio with various printing pressure,
(b) Formation of electrode with various printing speed
비율의 종횡비와 품질의 전극을 형성할 수 있었다.
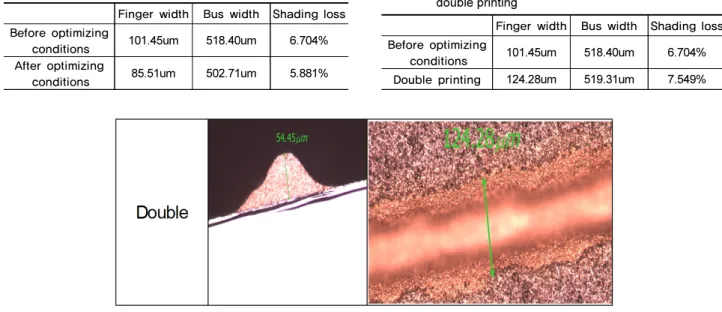
3.1.5 최적화 전· 후 shading loss 및 전극 저항
식 (1)을 통해 태양전지의 광 변환 효율에 영향을 주는 shading loss를 측정한 결과 값을 Table 3에 나타내었다. 그 결과 최적화를 통해 최적화 전에 비해 shading loss가 약 1%정도 개 선 된 것을 확인 할 수 있었으며, 전극 저항을 측정을 위해 4pt probe 저항측정기를 이용하여 접촉저항을 무시한 금속전극 자 체저항을 측정한 값을 확인한 결과 67.72Ω에서 62.36Ω으로 줄어든 것을 확인 할 수 있었다.
S = 전체면적 면적 × (1)
3.2 더블 프린팅에 따른 결과