자동취형기 개발을 위한 설계 및 제작
이영일1,*·김정희1·박지현2
1동남보건대학교 안경광학과, 수원 440-714
2신성대학교 안경광학과, 당진 343-861
투고일(2013년 7월 26일), 수정일(2013년 8월 26일), 게재확정일(2013년 9월 14일)
···
목적: 안경테의 형판제작을 위한 자동취형기 개발을 위해 설계하고 제작하고자 한다. 방법: 자동취형기의 주요 설 계도를 캐드로 그려서 제작에 필요한 정보를 얻었다. 이 데이터를 기본으로 자동취형기 개발을 위해 시제품을 제작 하였다. 결과: 자동취형기는 형판가공부, 조작판넬, 안경테장착부, 탐침자부로 구성되었다. 형판가공부는 절삭부, 플 라스틱 형판 고정부, 형판 이탈핀 그리고 형판 절삭시 소음을 최소화시키기 위한 방음덮개로 구성하였다. 조작판넬 은 메인 P.C.B.와 서로 연결 및 작동되게 설계하였다. 탐침자가 1.8° 각도로 안경테 삽입부를 스캐닝해서 얻은 좌표 값에 대한 엔코딩한 값을 통해 삽입부의 정보를 얻게 되었다. 스캐닝이 시작된 후에는 오른쪽 방향과 왼쪽방향으로 작동된다. 통신연결부는 RS232C 전송방식으로 자동취형기에서 외부 장치로 안경테 렌즈삽입부의 정보를 전송하여 형판 없이도 안경렌즈를 가공할 수 있었다. 형판의 절삭치수의 오차율을 평가하기 위해 일원배치분산분석한 결과 F값과 P값은 0.510과 0.601로 나와서, 자동 취형기에서 가공된 형판의 Φ22 mm, Φ55 mm 그리고 Φ62 mm 절삭 치 수의 오차율은 크기에 따라 차이가 없는 것으로 나타났다. 또한, 개발된 자동취형기의 평균 절삭 오차값은 0.0274 mm으로 나타났다. 결론: 자동취형기를 설계 및 제작하여 시제품 제작에 성공하였다. 자동취형기의 역할은 안 경테를 측정하여 안경테에 맞는 정확한 렌즈삽입부의 크기를 얻는 것이다. 자동취형기로부터 얻어진 정보값은 외부 장치로 보내져 형판 없이 안경렌즈를 연삭가공 한다. 또한, 시제품은 안경테에 맞는 형판을 만들 수 있다. 연구개발 된 시제품을 통해 안경사들이 편리하게 형판제작이 가능하고, 과거 보다 안경 조제가공이 보다 효율적이게 작업이 이루어질 수 있을 것으로 예상된다.
주제어: 자동취형기, 형판고정부, 탐침자, 조작판넬
···
서 론
안경렌즈를 조제가공하기 위해 과거에는 많은 안경사들 이 자신들의 손기술을 이용해 고급 광학렌즈에서부터 특 수렌즈까지 수동으로 작업을 하였다. 특히, 안경테 삽입부 의 정보를 종이형판으로 옮겨서 작업하는 수동형 방식이 사용되었다. 안경테의 렌즈삽입부와 같은 렌즈를 가공하 기 위해서 공정과정에서 임시로 형틀을 만드는 기기를 취 형기라고 한다.[1] 취형기는 빠르고 정확하게 테의 모양을 재현하는 것으로 기기에 따라 형판을 자르는 방법에는 약 간의 차이가 있으나 취형기를 사용할 때는 안경테를 기기 에 설치하여 작업하는 공정이 중요하다.[2] 기존의 취형기 는 눈금이 있는 기준판을 이용하여 안경테 안쪽 상하좌우 의 길이가 같도록 하여 기하중심점의 위치를 설정한 후, 안경테를 안전하게 보조집게로 고정하였다. 기존 취형기 에는 테의 홈을 안내하는 핀이 있는데, 그 안내핀은 테 전
체의 림을 따라 돌면서 렌즈삽입부 모양 형판을 자를 수 있게 절단 커터와 연동한다. 취형기로부터 만들어진 형판 은 안경렌즈를 연삭하기 위해 사용되는 자동옥습기에서 중요한 역할을 하고 있다. 최근에는 플라스틱으로 안경테 의 렌즈 삽입부의 모형을 만들고,[3]패턴을 따라 자동으로 렌즈를 가공하는 패턴형(반자동) 옥습기와 형판의 사용이 필요 없는 패턴리스형(전자동) 옥습기가 개발되어 사용되 고 있다.[4] 요즘처럼 다양한 종류의 안경테는 취형기에서 인식되어 렌즈형상의 형판이 제작되어야 하지만, 기존 취 형기는 연한 재질의 안경테와 무테 및 반무테를 인식하여 형판을 만드는 작업이 어려워서, 많은 작업자들의 불편함 을 야기하였다. 또한, 기존 옥습기에서 형판없이 렌즈를 가공하는 공정기계가 제작되면서 무형판형식의 가공방식 에 맞는 취형기가 필요하게 되어 산업 현장에서는 자동취 형기와 관련된 많은 연구들이 진행되기를 요하고 있다. 하 지만, 기존의 안경관련 연구들은[5-9] 안경렌즈 코팅 기술,
*Corresponding author: Young-Il Lee, TEL: +82-31-249-6515, E-mail: [email protected]
<초청논문>
렌즈 설계 그리고 자동렌즈메터 제작에 관한 주제로 연구 들이 활발히 진행되어 왔었으나, 안경조제 가공을 위해 필 요한 자동취형기에 관한 연구 분야는 미진한 상태이다.
따라서, 본 논문은 연질형의 안경테와 무테 및 반무테 형판제작이 가능한 자동취형기를 설계 및 제작하여 안경 사들이 효율적이면서 편리하게 형판제작이 가능하여 안경 조제가공이 효과적으로 이루어질 수 있게 한다.
회로 블록도
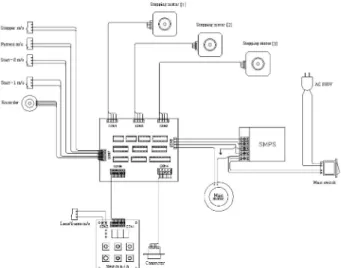
Fig. 1은 자동취형기의 회로도이다. 중앙의 메인 P.C.B.
(printed circuit board)에는 주요 커넥터가 연결되어 실행명 령에 따라 작동하게 되어 있다. 탐침자(prober)의 바늘이 안경테의 홈 안에서 스캐닝하게 작동시키는 스테핑모터 (1)과 절삭시 형판을 360°회전시키는 스테핑모터(2)와 형 판홀더에서 형판이 전·후로 이동시키는 스테핑모터(3)가 메인 P.C.B.에 연결되어 있다. 엔코더(encoder)는 아날로그 입력을 불연속의 디지털 출력으로 변환시키는 A.D.C.
(analog to digital converter)장치로 스캐닝 바늘의 전후 이 동거리를 측정하여 정확한 안경테 삽입부의 정보를 얻게 한다. 메모리의 논리적 저장방식으로 어드레스에 따라 얻 어진 엔코더 정보값을 Fig. 2에서 보여주고 있다. 탐침자 가 1.8° 각도로 안경테 삽입부를 360°로 스캐닝해서 얻은 좌표값에 대한 엔코딩한 값을 통해 삽입부 정보를 얻는다. 4 개의 마이크로 스위치는 커넥터 7을 통해 메인 P.C.B.와 연결된다. 스타트-1의 마이크로 스위치는 탐침자가 시계 방향으로 회전할 때의 기준점과 관련되고, 스타트-2의 마 이크로 스위치는 탐침자가 반시계방향으로 회전할 때의 기준점과 관련된다. 형판을 회전시키는 스테핑모터와 연 관되어 형판회전의 기준점을 잡아주는 마이크로 스위치 (pattern m/s)와 형판의 전후 기준점인 스타퍼 마이크로 스 위치(stopper m/s)도 커넥터 7을 통해 메인 P.C.B.와 연결 된다. 아날로그 입력을 불연속의 디지털 출력으로 변환시 키는 A.D.C.장치인 메인모터를 통해 절삭커터가 작동이 되고, 메인모터는 30W-5V 출력의 파워서플라이(switching- mode power supply)와 함께 커넥터 5를 통해 메인 P.C.B.
에 연결된다. 커넥터 4와 연결된 장치는 가공할 최종 안경 렌즈크기의 정보가 RS232C 통신포트를 이용해 외부 장치 와 통신할 수 있게 제작하였다.
Fig. 1. Block diagram of the auto pattern maker. Fig. 2. Variation of the encoding data according to the address.
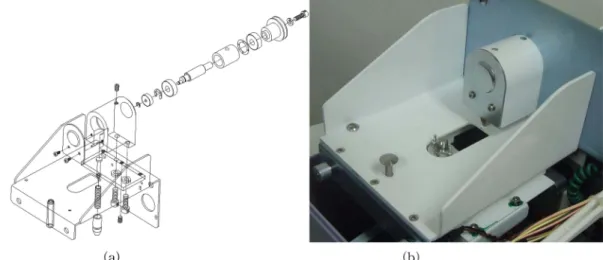
Fig. 3. The (a) drawing and (b) assembly drawing of the cutter part on the auto pattern maker.
절삭부의 설계 및 제작
Fig. 3은 자동취형기의 헤드부에서 절삭부의 도면(a)와
조립도(b)를 보여주고 있다. Fig. 3의 조립도에서 커터(1) 와 커터부시(3) 사이에 스프링(2)를 끼워서 하우징(5)에 장 착한 후, 하우징 덮게(6)을 2개의 육각렌치볼트(7)로 하우 징에 고정한다. 하우징 뒤쪽에는 벨트 캠풀리(4)가 자동취 형기 메인모터의 모터풀리와 우레탄 벨트로 연결되어 플 라스틱 재질의 형판을 절삭하게 된다. 커터가 장착된 하우 징의 전면부와 캠풀리가 메인모터의 풀리와 우레탄벨트로 연결된 하우징의 후면부를 Fig. 4에서 보여주고 있다.
하우징 및 스캐닝부의 설계 및 제작
Fig. 5는 자동취형기에서 하우징(housing)부의 조립도면 과 제작된 실사를 보여주고 있다. Fig. 3에서 조립된 커터 부를 하우징부에 장착하여 형판홀더에 플라스틱 형판을 고정시킨 후 절삭부를 작동시켜 렌즈삽입부 정보에 맞는 형판을 얻게 된다.
Fig. 4. The cutter of (a) the front part and (b) the rear part installed in the upper body of the auto pattern maker.
Fig. 5. The (a) assembly drawing and (b) photograph of the housing part installed in the upper body of the auto pattern maker.
Fig. 6. The (a) drawing and (b) photograph of upper body on the auto pattern maker without upper cover.
Fig. 6은 상부커버를 덮지 않은 자동취형기의 도면와 실 사를 보여주고 있다. 자동취형기의 작동과 멈춤을 감지하 는 스위치(1), 형판고정대(5)의 전후를 이동시켜 플라스틱 형판이 절삭부로 이동하게 하는 스위치(2), 탐침자가 안경 테 삽입부의 정보를 인식하기 위해 오른쪽(3)과 왼쪽(4)으 로 회전방향을 결정하는 마이크로스위치들이 있다. 또한, 스캐닝을 하기 위해 탐침자가 회전할 수 있게 작동시키는 스텝모터(6)가 있다.
전체 시제품의 설계 및 제작
Fig. 7은 자동취형기의 전체 조합도면을 보여주고 있다.
하부덮개(1)에는 AC 250 V, 5 A의 메인스위치(2)와 통신 연결부(3)와 전원연결부(4)가 있다. 통신연결부(3)는 RS232C 전송방식으로 자동취형기에서 외부 장치로 안경테 렌즈삽 입부의 스캔한 정보를 전송하여 형판없이 안경렌즈를 가 공할 수 있게 하거나(Fig. 8(a), (b)), 플라스틱 형판을 안경 테 삽입부의 모양으로 절삭하게 한다(Fig. 8(c)).
또한, 하부덮개의 우측 안쪽에는 P.C.B.기판을 설치하여 상부의 작동판넬과 메인 P.C.B.가 서로 연결 및 작동되게 하였으며, 덮개 앞쪽으로는 형판을 안경테 삽입부의 모양
으로 절삭한 후의 부스러기를 담을 수 있는 칩(chip) 받침 부를 설치하였다. 상부덮개(10)와 하부덮개 사이에는 안경 테의 모양을 인식하기 위해 회전하는 탐침자(9)와 이를 통
Fig. 8. The photographs of (a) LCD monitor on scan mode, (b) LCD monitor on sending data mode and (c) cutting process in the auto pattern maker.
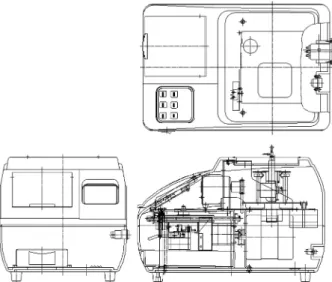
Fig. 7. The assembly drawing of the auto pattern maker.
스틱 형판을 고정하는 형판고정부(7)를 설치하였다. 상부 덮개(10)에는 탐침자(9)를 회전하여 삽입부의 정보를 읽는 스캔버튼과 스캔한 정보를 외부 장치로 전송시키는 전송 버튼 그리고 플라스틱의 형판을 절삭하는 커팅버튼이 있 다. 또한, 작동의 기본 자료를 수정하는 메뉴버튼을 설치 하였다. 플라스틱 형판이 절삭될 때 발생되는 소음을 최소 화하기 위해 절삭 방음덮개(12)를 설치하였다. Fig. 9는 Fig. 7의 조합을 통해 완성된 자동취형기의 전체도면을 보 여주고 있다.
Fig. 10은 안경테 장착 테이블을 설치하지 않은 자동취 형기의 구조도와 시제품을 보여주고 있다. Fig. 7에서 보 여준 것과 같이 상부덮개(7)와 하부덮개(3)가 자동취형기 의 메인 시스템을 덮고 있다. 메인 스위치(1), 통신연결부
(4) 및 전원연결부(5) 그리고 칩(chip)받이(12)가 하부에 포 함된다. 상부에는 탐침자(6)가 안경테 렌즈삽입부를 스캔 하여 삽입부의 정보를 얻는다. 상부 앞쪽에는 절삭부(9), 플라스틱 형판 고정부(10), 형판 이탈핀(11) 그리고 형판 절삭시 발생되는 소음을 최소화시키기 위해 방음덮개(8) 를 제작하여 설치하였다. Fig. 11은 안경렌즈의 둘레를 감 싸는 림(rim)이 있는 안경테 장착 테이블(a)과 안경렌즈의 둘레를 감싸는 림(rim)이 없는 안경테 장착 테이블(b)이 설치된 자동취형기의 완성된 시제품을 보여주고 있다.
시제품의 성능분석
주문 제작한 Φ22 mm, Φ55 mm 그리고 Φ62 mm의 림 리스 샘플지그(Jig)를 세팅 테이블의 림리스 세팅 홀더 고 Fig. 9. The drawing of the auto pattern maker.
Fig. 10. The (a) drawing and (b) photograph of the auto pattern maker without frame setting table.
Fig. 11. The photographs of a trial product on the auto pattern maker for (a) rim frame and (b) rimless frame.
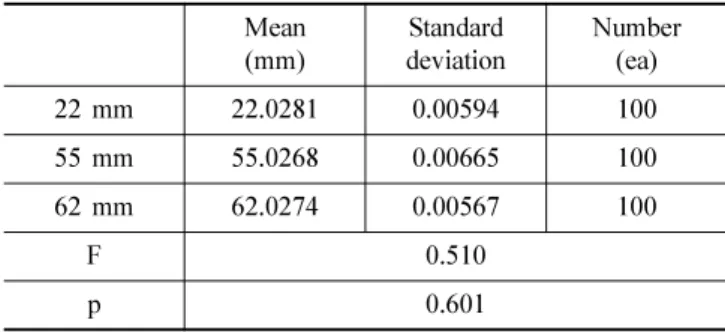
정부에 장착시킨 후, 림리스 탐침자로 샘플지그를 스캔한 다. 스캔을 통해 얻어진 샘플지그의 크기 값으로 플라스틱 형판을 3종류의 크기별로 100개씩 절삭하였다. 기존 절삭 한 형판의 크기를 디지털 버니어켈리퍼스(M500-502-10, Mitutoyo, Japan)로 실측하여 절삭치수의 오차율을 비교 분석하였다. Table 1에서 보여주는 것과 같이 본 연구에서 개발된 자동취형기에서 절삭한 Φ22 mm의 크기에서는 평 균이 22.0281 mm, 표준편차는 0.00594이었고, Φ55 mm의 크기에서는 평균이 55.0268 mm, 표준편차는 0.00665이었 으며, Φ62 mm의 크기에서는 평균이 62.0274 mm, 표준편 차는 0.00567이었다. 각 치수에 따른 형판의 절삭치수 오 차율을 평가하기 위해 일원배치분산분석(t-test)한 결과 F 값과 P값은 0.510과 0.601로 개발된 제품에서 가공된 형 판의 Φ22 mm, Φ55 mm 그리고 Φ62 mm 절삭 치수의 오 차율은 크기에 따라서 차이가 없는 것으로 확인할 수 있 었다. 또한, Table 2에서 보여주는 것과 같이 본 개발품과 형태와 대표적인 제품사양이 비슷한 수입 타사 제품에서 절삭한 Φ22 mm의 크기에서는 평균이 22.0549 mm, 표준 편차는 0.00725이었고, Φ55 mm의 크기에서는 평균이 55.0572 mm, 표준편차는 0.00831이었으며, Φ62 mm의 크 기에서는 평균이 62.0564 mm, 표준편차는 0.00862이었다.
각 치수에 따른 형판의 절삭치수 오차율을 평가하기 위해
일원배치분산분석(t-test)한 결과 F값과 P값은 0.791과 0.435로 타사에서 개발된 제품에서 가공된 형판의 Φ22 mm, Φ55 mm 그리고 Φ62 mm 절삭 치수의 오차율은 크 기에 따라서 큰 차이는 없으나, 제품 가공의 신뢰도에서는 개발된 제품이 절삭이 더욱 안정적인 것을 알 수 있었다.
이는 본 연구에서 제품 가공의 주요 기능과 더불어 기계 적 정밀도를 고려해 엔코더를 통해 탐침자가 1.8° 각도로 안경테 삽입부를 360°회전할 때, 각 스텝마다의 스캐닝 하 는 탐침자의 전후 이동거리마다를 민감도가 향상된 마그 네틱 방식의 엔코더 장치를 고안하여 형태인식 기능이 향 상되었다.
결과 및 고찰
안경원을 방문하는 고객의 시력 교정용 안경을 조제 및 가공을 하기 위해서는 선택한 안경테의 모양을 플라스틱 형판에 정확하게 인식 및 제작하여 자동옥습기에 장착 하 는 공정이 필요하다. 이렇게 일반 안경테 및 특수안경테의 정확한 렌즈 삽입부의 모양을 판독 및 컷팅하는 광학기기 가 자동 취형기 이다. 요즘에는 안경이 광학적인 면과 패 션 그리고 기능적인 면에서 제작되기 때문에 많은 형태의 안경모양을 볼 수 있다. 이러한 안경테의 렌즈 삽입부를 Table 1. The descriptive statistics for the error rate of cut pattern
size manufactured in this research Mean
(mm)
Standard deviation
Number (ea)
22 mm 22.0281 0.00594 100
55 mm 55.0268 0.00665 100
62 mm 62.0274 0.00567 100
F 0.510
p 0.601
Fig. 12. The (a) drawing and (b) photograph of the triangular-type prober was set for rimless lens.
Table 2. The descriptive statistics for the error rate of cut pattern size manufactured in imported product
Mean (mm)
Standard deviation
Number (ea)
22 mm 22.0549 0.00725 100
55 mm 55.0572 0.00831 100
62 mm 62.0564 0.00862 100
F 0.791
p 0.435
정확하게 판독인식하고 정밀하게 형판을 제작하는 것이야 말로 광학적이고 기능적인 안경을 만드는데 필수 조건이 다. 요즘은 연령과 상관없이 장용되고 있는 림이 없는 안 경테(rimless frame)의 형판을 제작하여 가공방법 또한 어 려운 공정 작업이다. 한편, 산업 현장에서 안경테의 형판 을 제작하기 위해서는 설계기준판에 달린 고정봉의 고정 방향에 따라 수직으로 조여서 안경테를 고정하는 방식과 지금은 거의 사용하지 않지만 세 수평 방향에서 수평으로 누름판을 조여서 하는 수직 및 수평 고정식을 이용한 취 형기를 사용하였다. 하지만, 림이 없는 안경테(rimless frame)에서는 아예 사용조차 할 수 없는 기기로 전락되는 현실이다. 이에, 요즘은 자동방식의 자동취형기를 사용하 려고 하고 있지만, 현재 국내에 보급되고 있는 자동 취형 기는 고가의 수입제품으로 고장이 발생할 경우 사후처리 가 더디게 진행될 뿐만 아니라, 고가의 수리 비용으로 이 해 구매자인 안경사들의 부담을 이중으로 가중시키고 있 는 현실이다. 이에 본 연구에서는 고가의 수입 제품보다 경제적인 가격(기존 수입제품 가격의 70%)으로 기계 정밀 도가 우수하면서 삽입부 크기에 따라서도 가공범위가 안 정적인 자동취형기 개발을 통해 실수요자인 안경사들의 작업기능 개선을 기대해 볼 수 있을 것이다. 주요 커넥터 가 연결된 멘인 P.C.B.를 기반으로 자동취형기의 기능 향 상을 위한 마그네틱 방식 엔코더의 장착을 통한 렌즈삽입 부의 크기를 인식하는 기능을 향상시켰다. 하지만, 기존의 자동취형기에서 렌즈 삽입부의 모양을 인식하는 탐침자와 연동시킨 엔코더는 풀리(pulley)를 통한 벨트방식을 사용 하였다. 벨트방식은 자동 취형기의 오랜 사용으로 인해 벨 트가 느슨해지거나 회전시의 벨트 마찰열로 인한 기능저 하가 발생되어 가능성이 있어 절삭기능의 효율을 저하시 킬 수 있다. 이에 본 연구결과를 통해 알 수 있듯이 각 스 텝마다의 스케닝 하는 탐침자의 전후 이동거리마다를 민 감도가 향상된 마그네틱 방식의 엔코더에 회전인식 기능 향상을 위한 기어방식을 사용하여 타 제품과의 차별화를 갖게 되었다. 이를 통해 Φ22 mm, Φ55 mm 그리고 Φ62 mm의 절삭평가에서 얻은 평균 오차값은 0.0109 mm를 얻 게 되었다. 이는 본 개발품과 형태와 대표적인 제품사양이 비슷한 수입 타사 제품과의 비교를 위해 개발된 자동취형 기보다 가격이 고가인 수입 제품의 평균 절삭치수 오차값 은 0.0383 mm을 얻어 개발된 자동취형기와의 평균 오차 값 차이는 0.0274 mm으로 기존 수입제품보다 기계적 정 밀도가 향상되어 양질의 안경을 조제할 수 있게 되었다.
또한, 림이 없는 무테와 반무테의 형태를 인식하는 탐침자 의 구조를 기존 시판되는 자동취형기의 원기둥 형태의 렌 즈 탐침자에서 삼각형태의 렌즈탐침자로 개선하여 림리스 안경테의 모양 인식 성능을 높였다(Fig. 12). 수입 제품은
원형구조 끝부분 위에 캡 형태의 원형 조이트를 2중으로 연결하여 원형의 형태로 림리스 안경모양의 데모렌즈를 인식할 때 표면 마찰력을 최소화하기 위한 구조를 사용하 고 있다. 하지만, 수입 제품의 탐침자는 처음 사용시에는 편리한 듯 하지만, 시간이 지나면서 이물질이 캡 형태의 조인트에 쌓여 제품 작동의 에러를 빈번히 발생하는 경우 가 있다. 이에 본 연구에서는 렌즈삽입부 모양인식 성능향 상을 위해 수입 제품과 차별화 된 예각 삼각형태의 인식 탐침자 구조를 통해 제품성능을 향상시킬 수 있었다. 그리 고, 회로구조도를 통해 알 수 있듯이 가공할 최종 안경렌 즈크기의 정보를 RS232C 통신포트를 이용해 외부 렌즈 절삭 및 연삭기와 통신할 수 있게 제작하여 기존의 방식 과 달리 형판을 제작하여 렌즈를 가공하는 방식을 작업자 의 선택 및 테의 종류에 따라 작업효율을 증대시키는 조 건으로 작업을 할 수 있게 하였다. 본 연구에서 선택한 수 입기계가 국내에 들어오는 전체 수입제품을 대표할 수는 없다. 하지만, 고가의 수입 제품보다 경제적인 가격(기존 가격의 70%)으로 기계 정밀도가 우수하면서 삽입부 크기 에 따라서도 가공범위가 안정적인 자동취형기 개발을 통 해 국내 시장 뿐만 아니라 해외 시장에서도 그 우수성을 인정받을 것으로 사료된다. 한편, 렌즈 삽입부가 있는 안 경테의 경우에서는 렌즈 삽입부가 평균 0.5 mm인 것을 고려할 때, 수입제품과 개발된 제품의 절삭치수 오차값은 실제 안경 제작에는 큰 영향을 주지 않을 수 있으나, 무테 와 반무테와 같은 림리스 안경의 경우 자동취형기의 기계 적 오차가 작을수록 원래의 모양과 같은 형태를 인식 한 후 가공할 수 있어 양질의 제품을 안경 착용 고객들에게 줄 수 있게 되어 사용자 만족도 또한 높아질 것으로 사료 된다. 또한, 안광학기기 산업에서도 기존 세계적인 유명 회사들이 의료 광학기기 시장을 잠식하는 상황에서 후발 주자로 출발한 우리나라 국내 기업들이 기존 기기들의 성 능을 세계적인 수준으로 올리기 위한 노력의 단계들이 필 요하다고 사료된다. 단지 뒤쳐진 기술력으로 중국 및 동남 아지역에 국한 된 수출은 국내 안광학기기의 미래 시장성 은 그리 밝지 않을 것으로 생각된다. 하지만, 여러 연구자 들의 제품 개발을 위한 다방면의 연구는 국내의 원천기술 로 정보 공유 지원 시스템을 구축하여, 국내 안광학기기 회사들 간의 핵심 기술의 이전을 통해 제품개발능력 및 생산 기술력 제고를 이끌 것이다. 또한, 기술개발 된 제품 들이 저가의 중국제품들과의 시장 경쟁에서 살아남기 위 해서도 원천기술의 확보는 필연적이다. 본 연구를 통해 개 발된 자동 취형기 또한 전 세계적으로 연구는 진행 되었 고 앞으로도 진행 될 것이다. 안경을 조제 및 가공하는 과 정에서 자동 취형기의 주된 목적이 제품의 크기, 무게 그 리고 세련된 디자인을 갖추는 것도 당연히 중요하겠지만,
자동 취형기를 통해 안경테 삽입부의 모양을 원본의 모양 과 가깝게 인식 및 가공할 수 있으면서 사용자의 반복 작 업 환경에서도 절삭 치수값의 오차율이 적어 일정한 안정 성을 갖추고 기계가 작동되는 것이 주된 목적이라 생각한 다. 따라서 세계적인 기업들의 상황과 비교해 여러 가지 상황이 어려운 국내 여건에서도 가격의 경쟁력(기존 수입 제품 가격의 70%)과 제품성능이 향상된 자동 취형기의 개 발은 또 다른 의미를 부여한다고 사료된다. 하지만, 지속 적인 연구의 노력들은 추후 세계의 유명 회사들과 국내의 연구 및 산업기술 능력이 어깨를 나란히 할 수 있는 날을 앞당기는 도약 발판 기회를 제공할 것으로 사료된다.
결 론
본 연구는 안경테 렌즈삽입부의 크기 정보를 얻어 플라 스틱 형판을 절삭하는 방식과 삽입부 정보를 외부 장치로 전달하는 기능을 갖는 2가지 방식의 자동취형기를 설계 및 제작하였다. 상부에 있는 탐침자는 1.8° 각도로 안경테 삽입부를 360°로 스캐닝해서 얻은 좌표값에 대한 엔코딩 한 값을 통해 삽입부의 정보를 얻었다. 커터와 커터부쉬 사이에 코일스프링을 끼워서 하우징에 장착하였고, 하우 징 뒤쪽에는 벨트 캠풀리가 자동취형기 메인모터의 모터 풀리와 우레탄 벨트로 연결되어 플라스틱 재질의 형판을 절삭할 수 있었다. 본체 후면부의 통신연결부는 RS232C 전송방식으로 자동취형기에서 외부 장치로 안경테 렌즈삽 입부의 정보를 전송하여 형판 없이도 안경렌즈를 가공할 수 있게 하거나, 플라스틱 형판을 안경테 삽입부의 모양으 로 절삭가능하게도 개발하였다. 안경테 모양을 인식 후 형 판의 절삭치수 오차율을 평가하기 위해 일원배치분산분석 (t-test)한 결과 F값과 P값은 0.510과 0.601로 나와서, 자동 취형기에서 가공된 형판의 Φ22 mm, Φ55 mm 그리고 Φ62 mm 절삭 치수의 오차율은 크기에 따라서 차이가 없 는 것으로 나타났으며, 개발된 자동취형기의 평균 오차값
은 0.0274 mm으로 기존 수입제품보다 기계적 정밀도가 향상되어 양질의 안경을 조제할 수 있게 되었다. 결국 본 연구개발을 통해 안경사들이 능률적이면서 편리하게 형판 제작이 가능하고, 추후 현장에서는 지금보다 효과적인 형 판작업으로 안경 조제가공이 이루어지게 될 것으로 사료 된다.
감사의 글
본 연구는 2011년도 동남보건대학교 학술연구비 지원으 로 연구되었습니다.
REFERENCES
[1] Kim YG. Ophthalmic dispensing, 1st Ed. Seoul: MEC, 2003;190-191.
[2] Lee HJ, Jung MA, Mah KC, Won CH. Ophthalmic Dis- pensing Practice, 1st Ed. Seoul: Daihaks, 2003;70-71.
[3] Sung PJ. Optometric Dispensing, 3rd Ed. Seoul:Daihaks, 2010;338-341.
[4] Ministry of Trade. Industry and energy, technology is competitive, 1st Ed. Seoul: Korea Institute of Industrial Technology Evaluation and Planning, 2008;290-292.
[5] Park MC, Choi HJ, Chen KH, Cho DS. Characteristic and fabrication of auto-lensmeter using with personal com- puter. J Korean Oph Opt Soc. 2001;6(1):31-35.
[6] Ha TW, Cha JW. Making sunglass lens by using ferrite plating and the effect of cutting off ultraviolet. J Korean Oph Opt Soc. 2002;7(1):35-38.
[7] Lim YM. Development of the phoropter simulator for education using 3D virtual reality. J Korean Oph Opt Soc.
2004;9(1):1-9.
[8] Park MC, Jung BY, Kim ES, Lee JG, Joo KB, Moon HS.
Design and fabrication of sputter coating system for oph- thalmic lens. J Korean Oph Opt Soc. 2008;13(1):53-58.
[9] Park SH, Lee DH. Design of an optical system for iris photographing. J Korean Oph Opt Soc. 2009;14(4):39-44.
Design and Fabrication for the Development of Auto Pattern Maker
Young-Il Lee1,*, Jung-Hee Kim1, and Jee-Hyun Park2
1Dept. of Optometry and Vision Science, Dongnam Health College, Suwon 440-714, Korea
2Dept. of Ophthalmic Optics, Shinsung University, Dangjin 343-861, Korea (Received July 26, 2013: Revised August 26, 2013: Accepted September 14, 2013)
Purpose: To design and fabricate the auto pattern maker for the development. Methods: we got the necessary data, needed in design, by using CAD. Based on the these data, we fabricated the trial product for the development of the auto pattern maker. Results: The auto pattern maker were composed with combinations of many elements; pattern making assembly, control panel, frame attachment and prober unit. The pattern making assembly was comprised of the cutter, the pattern holder, pattern remover and silence cover which could minimize the sound during the cutting process. The control panel was designed to be connected and operated with the main printed circuit board. The prober could get the eye shape data by scanning of 1.8 degrees around the groove of the frame through the encoding data according to the address. After starting, scanning was carried out in two passes, i.e. one right-handed and one left-handed. Communication connector could send the eye shape data from auto pattern maker to outer system with the RS232C transmission system. By using the one-way analysis of variance, we got the error rate of cut pattern size for Φ22 mm, Φ55 mm and Φ62 mm. Because F-value was 0.510 and p-value was 0.601, no statistically significant differences were found. Also, the mean cutting error of the auto pattern maker was 0.0274 mm. Conclusions: we could succeed in making the trial product by applying it to the development of the auto pattern maker. The role of this auto pattern maker is to find a exact required size of lens to fit the frame by measuring the frame. The acquired data are transferred to outer system for grinding and finishing with patternless process. Also, the trial product can produce pattern to fit the frame.
Therefore, it was confidently expected that the optometrists could handily produce pattern to fit the frame with this trial product and dispense the ophthalmic lens because of its efficiency and convenience compared to the past.
Key words: Auto pattern maker, Pattern holder, Prober, Control panel