<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2015.39.10.979 ISSN 1226-4873(Print) 2288-5226(Online)
안전단 길이 및 동종금속용접부 두께 변화에 따른 안전주입노즐 이종금속용접부의 응력분포
§김태진* · 정우철*· 허남수*†
* 서울과학기술대학교 기계시스템디자인공학과
Stress Distributions at the Dissimilar Metal Weld of Safety Injection Nozzles According to Safe-end Length and SMW Thickness
Tae-Jin Kim*, Woo-Chul Jeong* and Nam-Su Huh*†
*Dept. of Mechanical System Design Engineering, Seoul Nat'l Univ. of Science and Technology
(Received April 8, 2015 ; Revised April 27, 2015 ; Accepted April 28, 2015)
1. 서 론
원자력발전소 배관 계통에서 저합금강으로 제작 된 노즐과 오스테나이트 스테인리스강으로 제작된 배관을 맞대기 용접하기 위해서 이종금속용접 (Dissimilar Metal Weld, DMW)이 수행된다. 과거 건
설된 원자력발전소의 경우에는 DMW가 수행되는 노즐과 배관 재료와의 열팽창 특성 등을 고려하여 Alloy 82/182 합금이 이종금속 맞대기 용접부의 용 가재로 널리 적용되어 왔다.(1) 그러나 지난 10여년 동안 Alloy 82/182 DMW에서 발생한 균열 손상 사 례가 다수 보고된 바 있으며, 균열 손상 사례의 원인은 Alloy 82/182 용가재에서 발생한 일차수응 력부식균열 (Primary Water Stress Corrosion Cracking, PWSCC)로 판명되었다.(2,3) 이에 따라 전 세계 원 자력 산업계에서는 PWSCC에 의한 손상을 방지하 Key Words: Welding Residual Stress(용접잔류응력), Dissimilar Metal Weld(이종금속용접부), Similar Metal Weld(동종금속용접부), Primary Water Stress Corrosion Cracking(일차수응력부식균열), Nozzle(노 즐), Finite Element Analysis(유한요소해석)
초록: 본 논문에서는 국내 가동 중인 원자력발전소의 안전주입노즐을 대상으로 안전단의 길이와 동종금 속용접부의 두께가 이종금속용접부의 응력분포에 미치는 영향을 평가하였다. 이를 위해 4가지의 서로 다른 안전단 길이와 4가지의 서로 다른 동종금속용접부 두께를 고려한 상세 2차원 유한요소 열해석 및 응력해석을 수행하였다. 유한요소해석 결과 동종금속용접부의 두께는 안전단의 길이가 짧은 경우 축방 향 응력에 어느 정도 영향을 미쳤으나 원주방향 응력에는 거의 영향을 미치지 않았다. 안전단의 길이는 길이가 증가함에 따라 내면에서의 축방향 및 원주방향 응력값이 증가하는 것으로 나타났으나 특정 안전 단 길이를 기준으로 응력분포가 구분되는 경향을 나타냈다.
Abstract: In the present paper, we evaluate the effects of the safe-end length and thickness of the similar metal weld (SMW) of safety injection nozzles on stress distributions at the dissimilar metal weld (DMW). For this evaluation, we carry out detailed 2-D axisymmetric finite element analyses by considering four different values of the safe-end length and four different values of the thickness of SMW. Based on the results obtained, we found that the SMW thickness affects the axial stresses at the center of the DMW for the shorter safe-end length; on the other hand, it does not affect the hoop stresses. In terms of the safe-end length, the values of the axial and hoop stresses at the inner surface of the DMW center increase as the safe-end length increases. In particular, for the cases considered in the present study, the stress distributions at the DMW center can be categorized according to certain values of safe-end length.
§ 이 논문은 2015년도 대한기계학회 재료 및 파괴부문 춘계학술대회(2015. 4. 2-3., 서귀포KAL호텔) 발표논문임.
† Corresponding Author, [email protected]
Ⓒ 2015 The Korean Society of Mechanical Engineers
거나 건전성 유지 여부를 평가하기 위한 연구를 다수 수행한 바 있다.
Alloy 82/182 용가재를 적용한 DMW에서의 PWSCC는 용가재의 PWSCC 민감도, 수화학 환경 및 인장응력의 상호작용에 의해 발생한다. 이 중 재료의 민감도와 수화학 환경은 거의 고정 변수이 기에 PWSCC에 의한 손상을 예방하기 위해서는 DMW의 응력 상태를 정확하게 예측하는 것이 매우 중요하다. DMW에서의 응력은 용접 공정에서 생성 되는 용접잔류응력(welding residual stress)과 운전 하 중에 의한 응력이 함께 작용하여 발생한다. 만약 용접 공정에 의해 DMW에서 인장 용접잔류응력이 발생된다면 운전 하중에 의한 응력 성분과 더해져 PWSCC를 가속화 시키게 된다. 이에 따라 용접잔 류응력을 포함한 DMW의 응력 상태를 정확하게 예 측하는 것은 매우 중요하며, 노즐-배관 이종금속 맞 대기 용접부에서의 용접잔류응력을 정확하게 예측 하고 건전성 평가에 적용하기 위한 연구 역시 국내 외에서 다수 수행된 바 있다.(4~8)
노즐-배관 이종금속 맞대기 용접 시에는 현장 작업 성 향상 및 노즐 끝단 보호를 위해 안전단(safe-end) 이 사용되며, 안전단과 배관은 동종금속용접(Similar Metal Weld, SMW)에 의해 용접된다.(9) 따라서 최종적 으로 이종금속 맞대기 용접부에서 생성되는 용접잔 류응력은 DMW 외에 SMW에 의해서도 영향을 받게 된다. 그리고 전술한 바와 같이 용접 공정 후에 추 가적으로 작용되는 수압시험(hydrostatic test) 하중과 정상운전(normal operating) 하중에 의해서도 영향을 받게 된다. 이와 같이 최종적으로 생성되는 이종금 속 맞대기 용접부의 응력 상태는 용접부의 형상과 다양한 하중조건에 의해 영향을 받기 때문에 정확하 게 분포를 예측하는 것은 어렵게 된다.
이에 따라 설계/평가 시 적용되는 국제 기술기준 에서는 표준 용접잔류응력 분포를 제시하고 있으 나 일반적으로 보수적인 것으로 알려져 있다.(10) 또한 원자력발전소 설계/평가 시 사실상의 국제 기술기준으로 적용되고 있는 미국기계공학자협회 의 보일러 및 압력용기 기술기준(ASME Boiler and Pressure Vessel Code, 이하 ASME B&PV Code) 위원 회에서는 상세 유한요소해석 결과 및 측정 결과를 바탕으로 이종금속 맞대기 용접부에 대한 표준응 력분포 선도를 제시하기 위한 연구를 진행 중에 있다. 현재 개발 중인 이종금속 맞대기 용접부 표 준응력분포 선도는 안전단의 길이, SMW의 용접각 도, SMW의 두께 등의 형상 조건 별 응력 분포를 제시하고자 연구를 진행 중에 있다.(11)
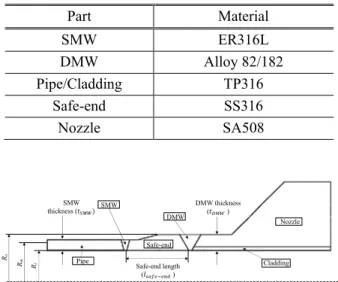
Table 1 List of materials employed in the present study
Part Material
SMW ER316L
DMW Alloy 82/182
Pipe/Cladding TP316
Safe-end SS316
Nozzle SA508
Fig. 1 Geometries of SI nozzle with SMW and DMW considered in the present study
본 논문에서는 이의 일환으로 2차원 축대칭 유 한요소해석을 이용하여 국내 가동 중인 원자력발 전소의 안전주입(safety-injection, SI) 노즐을 대상으 로 안전단의 길이 및 SMW 두께가 이종금속 맞대 기 용접부의 응력분포에 미치는 영향을 평가하였 다. 특히 기존 연구(9)와는 달리 현재 표준응력분포 선도 개발을 위한 형상 변수로 고려되고 있는 안 전단 길이와 SMW 두께의 상호 영향을 체계적으 로 평가하였으며, 실제 건전성 평가 시 적용되는 하중 조건을 고려하여 수압시험 및 정상운전하중 도 고려하여 응력분포를 평가하였다.
2. 해석 대상 및 형상 변수
2.1 해석 대상
전술한 바와 같이 본 연구에서는 국내 가동 중 인 원자력발전소의 SI 노즐을 대상으로 안전단의 길이와 SMW 두께가 이종금속 맞대기 용접부에서 의 응력분포에 미치는 영향을 평가하였다. Fig. 1은 SI 노즐 용접부 형상을 나타낸 것으로, 노즐과 안 전단 사이의 DMW, 안전단과 배관 사이의 SMW 로 구성되어 있다. Fig. 1에서 Ro, Ri, Rm은 각각 이 종금속 맞대기 용접부의 외반경(outer radius), 내반 경(inner radius), 평균반경(mean radius)을 의미한다.
그리고 tDMW는 DMW의 두께를 의미한다. Table 1은 각 파트별 재료를 정리하여 나타낸 것이다.
2.2 해석 변수
본 논문에서는 ASME B&PV Code에서 이종금속 맞대기 용접부 표준응력분포 선도를 제시하기 위
Nozzle
Pipe
Safe-end DMW SMW
Cladding Safe-end length
( )
SMW thickness (
DMW thickness
( )
Ro Rm Ri
(a) (b)
(c) (d)
Fig. 2 FE meshes employed in the present study for the various safe-end lengths; (a) lsafe−end =
DMW mt R 8
0. , (b)lsafe−end =1.1 RmtDMW , (c)
end
lsafe− = 2 RmtDMW and (d) lsafe−end =
DMW mt R 3
(a) (b)
(c) (d)
Fig. 3 FE meshes employed in the present study for the various SMW thickness; (a) tSMW=0.5tDMW, (b) tSMW=0.66tDMW, (c) tSMW=0.75tDMW, (d) tSMW=tDMW
Fig. 4 FE procedure and geometric boundary conditions employed in the present study
해 형상 조건으로 고려하고 있는 안전단의 길이 (safe-end length)와 SMW의 두께(SMW thickness)를 변화 시키며, 이 두 변수에 따른 응력분포 변화를 고찰 하였다. Fig. 1에 이 2가지 변수의 정의도 함께 나 타내었다.
ASME B&PV Code에서 이종금속 맞대기 용접부
Table 2 Thermal boundary conditions Initial temperature 25 °C Molten bead temperature 1700 °C
Heating time 0.8 sec.
Film coefficient 10 W/m2K Cooling time 3000 sec.
Table 3 Hydrostatic test and normal operating conditions Hydrostatic test Normal operating
condition Pressure
(MPa) 21.42 15.51
Temperature
(°C) 21.22 315.56
표준응력분포 선도를 제시하기 위한 안전단 형상 기준값은 다음과 같다.
- 안전단의 길이: 1.1 RmtDMW - SMW 두께(tSMW): 0.75 tDMW
이에 따라 본 연구에서는 안전단의 길이를
DMW mt
R 를 기준으로 0.8, 1.1, 2, 3배로 변화시켰 으며, SMW의 두께의 경우는 DMW의 두께인
tDMW를 기준으로 0.5, 0.66, 0.75, 1배로 변화시켜 해석을 수행하였다. 여기서, 3 RmtDMW 및 0.66
tDMW 는 국내 가동 중 원전 SI 노즐의 실제 치수 값에 해당한다.
3. 유한요소해석
본 논문에서는 범용 유한요소해석 프로그램인 ABAQUS(12)를 사용하였으며, 2차원 축대칭 모델과 4절점 축대칭 요소(4-nodes axisymmetric element, DCAX4 for temperature analysis and CAX4 for stress analysis in ABAQUS element library)를 사용하여 해 석을 수행하였다.
Fig. 2와 Fig. 3은 안전단의 길이 및 SMW의 두 께에 따른 유한요소해석 모델을 나타낸 것으로 용 접부를 중심으로 나타내었다. 특히 Fig. 2에서와 같이 안전단의 길이를 변화시키는 경우에는 실제 치수값을 기준으로 안전단 SMW 쪽 직선부 길이, 경사부 길이, 안전단 DMW 쪽 직선부 길이의 비 가 일정하게 유지되도록 하면서 길이를 변화시켰 다. 용접부는 layer-based approach를 이용하여 모사 하였으며 각각의 layer의 두께는 실제 용접부의 두 께를 고려하여 3~4 mm로 고려하였다.
DMW mt R 8
0. 1.1 RmtDMW
DMW mt R
2 3 RmtDMW
0.5tDMW 0.66
tDMW
0.75tDMW tDMW
DMW
SMW
Hydrostatic &
Normal operation conditions
Fixed
Internal pressure End-cap loading
Fixed
Fixed
Fig. 5 Stress extraction path along the thickness at the DMW center
(a) (b)
(c) (d)
Fig. 6 Variations of axial stresses at the DMW center with the SMW thickness; (a) lsafe-end=3 RmtDMW , (b) lsafe-end=2 RmtDMW , (c) lsafe-end=1.1 RmtDMW , (d) lsafe-end=0.8 RmtDMW
Fig. 4는 용접 공정 모사 순서를 나타낸 것으로 실제 용접순서를 반영하여 DMW를 먼저 모사한 후 SMW를 모사하였다. DMW와 SMW 모사 시에 는 온도 경계 조건(13)을 이용한 방법을 적용하였 으며 이때 적용된 조건은 Table 2에 나타내었다.
DMW와 SMW를 모사한 이후에는 수압시험 조 건과 정상운전조건을 고려하였다. Table 3은 본 논 문에서 고려된 안전주입노즐의 수압시험과 정상운 전조건을 정리한 것이다. Fig. 4에 나타낸 바와 같 이 수압시험과 정상운전조건에 대한 내압 적용 시 배관 끝단에는 끝단 막힘 효과를 고려하기 위해 end-cap 하중을 작용시켰으며, 노즐 측 만을 완전 구속하였다.
각 재료에 대해 용융점 이상의 온도까지의 온도 에 따른 열적/기계적 물성치를 적용하였다.(14~15)
4. 해석결과
Fig. 5는 유한요소해석 결과로부터 응력 결과를 추출
(a) (b)
(c) (d)
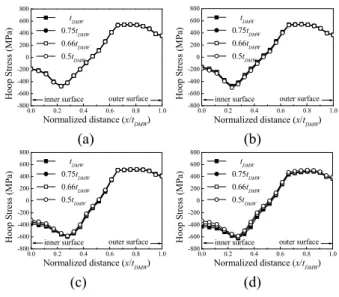
Fig. 7 Variations of hoop stresses at the DMW center with the SMW thickness; (a) lsafe-end=3 RmtDMW , (b) lsafe-end=2 RmtDMW , (c) lsafe-end=1.1 RmtDMW , (d) lsafe-end=0.8 RmtDMW
하기 위해 설정한 경로 위치를 나타낸 것으로 DMW 중앙에서 두께를 따라 내면에서 외면 방향 으로 응력 성분을 추출하였다. 그리고 전술한 바 와 같이 DMW, SMW, 수압시험 그리고 정상운전조 건까지 고려한 최종 응력분포를 추출하였다.
Fig. 6과 Fig. 7은 SMW 두께 변화에 따른 축방 향과 원주방향 응력분포 변화를 나타낸 것이다.
먼저 축방향 응력의 경우 안전단의 길이가
DMW mt R
3 와 2 RmtDMW 일 때에는 SMW 두께에 의한 응력분포의 차이가 거의 없는 것으로 나타났 다. 반면 안전단 길이가 1.1 RmtDMW , 0.8 RmtDMW로 상대적으로 짧을 때에는 SMW 용접부의 두께 변 화가 DMW에서의 응력분포에 영향을 미칠 수 있 는 것으로 나타났다.
그러나 전체적인 경향을 보았을 때 대체적으로 SMW의 두께가 축방향 응력분포에 미치는 영향은 미미한 것으로 판단된다. Fig. 7에 나타낸 원주방향 응력의 경우도 본 논문에서 고려된 모든 안전단 길이 영역에 대해 SMW의 두께 변화가 미치는 영 향은 거의 없는 것으로 나타났다.
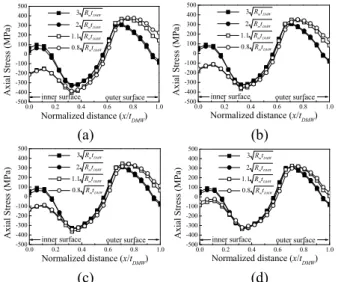
Fig. 8과 Fig. 9는 각각 안전단 길이에 따른 축방 향 및 원주방향 응력분포 변화를 나타낸 것이다.
Fig. 8에 나타낸 바와 같이 DMW 내면 측에서는 안전단의 길이가 길어질수록 축방향 응력이 더 크 게 나타났으며, 안전단이 길어질수록 인장응력이 나타났다. 특히 특정 안전단의 길이(1.1 RmtDMW )를 기준으로 응력분포가 달라질 수 있는 것으로 나타났다.
Path
x
Path
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
Axial Stress (MPa)
Normalized distance (x/tDMW) inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
Axial Stress (MPa)
Normalized distance (x/tDMW) inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
Axial Stress (MPa)
Normalized distance (x/tDMW) inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
Axial Stress (MPa)
Normalized distance (x/tDMW) inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Hoop Stress (MPa)
Normalized distance (x/tDMW) tDMW
0.75tDMW 0.66tDMW 0.5tDMW
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW)
Hoop Stress (MPa)
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW)
Hoop Stress (MPa)
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW)
Hoop Stress (MPa)
tDMW 0.75tDMW 0.66tDMW 0.5tDMW
inner surface outer surface
(a) (b)
(c) (d)
Fig. 8 Variations of axial stresses at the DMW center with the various safe-end length; (a) tSMW=tDMW, (b) tSMW=0.75tDMW, (c) tSMW=0.66tDMW, (d) tSMW=0.5tDMW
Fig. 9는 원주방향 응력분포를 나타낸 것으로, 원 주방향 응력의 경우 내면 측에서는 안전단 길이가 길어질수록 크게 나타나다가 외면에 가까워질수록 응력값이 유사해지는 경향을 보였다. 이러한 안전 단 길이 변화에 따른 응력분포는 SMW 두께에 상 관없이 동일한 경향을 보이는 것으로 나타났다.
전술한 바와 같이 본 연구에서는 안전단의 길이 변화를 고려할 때 안전단의 형상을 구성하는 SMW 쪽의 직선부, 경사부, DMW 쪽의 직선부의 비율을 일정하게 하여 안전단의 길이를 변화시켰 다. 이에 따라 안전단 길이 변화 시 안전단 경사 부의 각도가 함께 변하게 된다. 따라서 안전단 길 이 변화 시 안전단 경사각 변화에 의한 영향 역시 복합적으로 작용될 수 있을 것으로 판단된다. 그 러나 Fig. 8과 Fig. 9에 나타난 바와 같이 안전단 경사각이 없는 경우(tSMW=tDMW)와 안전단 경사각이 가장 심한 경우(tSMW=0.5tDMW) 모두 안전단 길이 변 화에 따라 동일한 응력분포 경향을 나타내어 안전 단 길이에 의한 영향 평가 시 안전단 경사각 변화 에 의한 영향은 없는 것으로 판단된다.
이종금속 맞대기 용접부의 안전단 길이가 DMW 용접잔류응력 분포에 미치는 영향을 평가 한 선행 연구(9)에서는 본 연구와는 달리 노즐-배 관 이종금속 맞대기 용접부를 상대적으로 두께가 SI 노즐에 비해 두꺼운 직관 형태로 근사화하고, 수압시험과 정상운전조건은 고려하지 않고 SMW 와 DMW 공정만을 고려하기는 하였지만 그 경우 에도 안전단의 길이가 길어지면 DMW에서의 용 접잔류응력값이 증가하는 것으로 나타났다. 이러한
(a) (b)
(c) (d)
Fig. 9 Variations of hoop stresses at the DMW center with the various safe-end length; (a) tSMW=tDMW, (b) tSMW=0.75tDMW, (c) tSMW=0.66tDMW, (d) tSMW=0.5tDMW
경향은 비록 해석대상의 형상과 하중조건은 다르 지만 본 논문에서 얻은 경향과 일치하는 것으로 판단된다.
5. 결 론
본 논문에서는 SI 노즐의 안전단 길이 및 SMW 두께가 DMW에서의 응력분포에 미치는 영향을 평가하였다. 이를 통해 다음과 같은 결론을 얻었다.
(1) SMW의 두께 변화는 DMW에서의 원주방향 응력분포에 거의 영향을 미치지 않았다.
(2) SMW 두께 변화는 안전단의 길이가 긴 경우 에는 축방향 응력에 영향을 미치지 않았으나 안전 단 길이가 짧은 경우에는 DMW 내면에서 최대 150 MPa의 범위에서 영향을 미쳤다.
(3) 안전단의 길이가 증가함에 따라 DMW 내면 에서 축방향과 원주방향 응력 모두 증가하는 것으 로 나타났다.
(4) 안전단의 길이에 따른 영향 평가 결과 본 논문 에서 고려된 경우는 특정 안전단 길이(1.1 RmtDMW ) 값을 기준으로 응력분포가 달라질 수 있는 것으로 나타났다. 본 논문의 결과는 ASME B&PV Code에서 개발 중인 이종금속 맞대기 용접부 표준응력분포 선 도 분류 기준의 기초 자료로 활용될 수 있을 것으로 판단된다.
후 기
본 연구는 2014년도 산업통상자원부의 재원으로 한국에너지기술평가원(KETEP)의 지원을 받아 수
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
Normalized distance (x/tDMW)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
Axial Stress (MPa)
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
Normalized distance (x/tDMW) Axial Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
Normalized distance (x/tDMW) Axial Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-500 -400 -300 -200 -100 0 100 200 300 400 500
Normalized distance (x/tDMW) Axial Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW) Hoop Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW) Hoop Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW)
Hoop Stress (MPa)
inner surface outer surface
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
0.0 0.2 0.4 0.6 0.8 1.0
-800 -600 -400 -200 0 200 400 600 800
Normalized distance (x/tDMW) Hoop Stress (MPa)
DMW mt R 8 . 0
DMW mt R 1 . 1
DMW mt R 2
DMW mt R 3
inner surface outer surface
행한 연구 과제입니다(No.20141510101640).
참고문헌
(References)
(1) Kim, J.W, Lee, K.S. and Park, C.Y., 2010,
“Evaluation of Mechanical Properties of Alloy 82/182 Weld Joint Between SA508 Gr.3 Nozzle and F316L Safe-End,” Trans. Korean Soc. Mech. Eng. A, Vol. 34, pp. 333~340.
(2) EPRI, Materials Reliability Program, 2004, “Welding Residual and Operating Stresses in PWR Alloy 182 Butt Welds (MRP-106),” EPRI report (This product is publicly available.).
(3) Rudland, D.L., Shim, D.J., Xu, H. and Wilkowski, G.W., 2007, “Evaluation of Circumferential Indications in Pressurizer Nozzle Dissimilar Metal Welds at the Wolf Creek Power Plant,” NRC Summary Report No.
ADAMS ML071560398.
(4) Zhang, J., Song, S. and Dong, P., 2011, “Important Residual Stress Features in Reactor Nozzle Dissimilar Metal Welds,” ASME Pressure Vessels and Piping Conference, PVP2011-57824.
(5) Rudland, D.L., Csontos, A. and Shim, D.J., 2010,
“Stress Corrosion Crack Shape Development Using AFEA,” Journal of Pressure Vessel Technology, Vol.
132, pp. 011406-1~011406-7.
(6) Lee, H.S., Huh, N.S., Lee, S.G., Park, H.B. and Lee, S.H., 2013, “Crack Growth Analysis due to PWSCC in Dissimilar Metal Butt Weld for Reactor Piping Considering Hydrostatic and Normal Operating Conditions,” Trans. Korean Soc. Mech. Eng. A, Vol.
37, pp. 47~54.
(7) Lee, H.S., Huh, N.S., Kim, J.S. and Lee, J.H., 2013,
“Stress Distribution in the Dissimilar Metal Butt Weld of Nuclear Reactor Piping due to the Simulation Technique for the Repair Welding,” Trans. Korean Soc.
Mech. Eng. A, Vol. 37, pp. 649~655.
(8) Park, C.Y., Lee, H.S. and Huh, N.S., 2014,
“Investigation into Variations of Welding Residual Stresses and Redistribution Behaviors for Different Repair Welding Widths,” Trans. Korean Soc. Mech.
Eng. A, Vol. 38, pp. 177~184.
(9) Song, T.K., Chun, Y.B., Oh, C.Y., Bae, H.Y., Kim, Y.J., Lee, S.H., Lee, K.S. and Park, C.Y., 2009,
“Effects of Similar Metal Weld on Residual Stress in Dissimilar Metal Weld According to Safe End Length,”
Trans. Korean Soc. Mech. Eng. A, Vol. 33, pp.
664~672.
(10) R6, “Assessment of the Integrity of Structures Containing Defects,” Rev. 4, British Energy, 2000.
(11) Broussard, J., Private Communication, 2014~2015.
(12) "ABAQUS/Standard User's Manual," Version 6.11-1, Dassault Systemes Corp., 2011.
(13) Kim, J.S., Kim, J.H., Bae, H.Y., Oh, C.Y., Kim, Y.J., Lee, K.S. and Song, T.K., 2012, “Welding Residual Stress Distributions for Dissimilar Metal Nozzle Butt Welds in Pressurized Water Reactors,” Trans. Korean Soc. Mech. Eng. A, Vol. 36, pp. 137~148.
(14) Brickstad, B. and Josefson, B.L., 1998, “A Parametric Study of Residual Stresses in Multi-Pass Butt-Welded Stainless Steel Pipes,” International Journal of Pressure Vessels and Piping, Vol. 75, pp.
11~25.
(15) Elcoate, C.D., Dennis, R.J., Bouchard, P.J. and Smith, M.C., 2005, “Three Dimensional Multi-Pass Repair Weld Simulations,” International Journal of Pressure Vessels and Piping, Vol. 82, pp. 244~257.