대한기계학회논문집 A권, 제33권 제9호, pp. 859~869, 2009 859
<학술논문> DOI:10.3795/KSME-A.2009.33.9.859
유한요소해에 기초한 원뿔형 압입 물성평가법
현홍철* · 김민수* · 이진행* · 이형일†
(2008 년 8 월 18 일 접수, 2009 년 8 월 5 일 수정, 2009 년 8 월 10 일 심사완료)
A Conical Indentation Technique Based on FEA Solutions for Property Evaluation
Hong Chul Hyun, Minsoo Kim, Jin Haeng Lee and Hyungyil Lee
Key Words : Conical Indenter(원뿔형 압입자), Tip-Radius(선단반경), FEM(유한요소해석), Dual- Conical Indentation(이중압입)
Abstract
The sharp indenters such as Berkovich and conical indenters have a geometrical self-similarity in theory, but different materials have the same load-depth curve in case of single indentation. In this study, we analyze the load-depth curves of conical indenter with angles of indenter via finite element method. From FE analyses of dual-conical indentation test, we investigate the relationships between indentation parameters and load-deflection curves. With numerical regressions of obtained data, we finally propose indentation formulae for material properties evaluation. The proposed approach provides stress-strain curve and the values of elastic modulus, yield strength and strain-hardening exponent with an average error of less than 2%. It is also discussed that the method is valid for any elastically deforming indenters made of tungsten carbide and diamond for instance.
The proposed indentation approach provides a substantial enhancement in accuracy compared with the prior methods.
기호설명
C : Kick’s law 계수 E : 시편 영률 (탄성계수) EI : 압입자 영률
hg : 선단반경으로 인한 압입깊이 차 hi : 회귀에 사용되는 최소 압입깊이 지점 hmax : 최대압입깊이
ht : 압입깊이 n : 변형경화지수 P : 압입하중
R : 압입자 선단반경 S : 해중 기울기
β : 보정계수 εo : 항복변형률 σo : 항복강도 S : 해중 기울기 ν : 시편 푸아송비 νΙ : 압입자 푸아송비 α : 압입자 반내각
1. 서 론
압입시험법은 미소시편 혹은 현재 사용중 부위에 직접 미소압입을 실시해, 이때 얻어지는 하중-변위 곡선들로부터 물성값들을 환산하는 평가 기법이다.
이에 압입하부의 탄소성 응력장 해석에 관한 정량적 분석들이 수행되고 있다.(1-10) 특히 Lee 등(11-12)은 구형 압입에 대해 재료물성의 영향을 정량화한 무차원 압입 변수들을 제시하고, 이를 통한 물성평가 프로
† 책임저자, 회원, 서강대학교 기계공학과 E-mail : [email protected]
TEL : (02)705-8636 FAX : (02)712-0799
* 회원, 서강대학교 대학원 기계공학과
그램을 개발했다.
Berkovich, Conical, Vickers 등의 첨단형 압입자에 비해, 구형압입자는 기하형상적 특징 때문에 제작이 매우 어렵다. 이런 이유로 나노 압입시험기에서는 거의 대부분 Berkovich나 Vickers 압입자들이 사용 된다. 하지만 첨단형 압입자들은 자기유사성(self- similarity)으로 인해 서로 다른 물성치를 갖는 재료 들이 같은 하중-변위곡선을 주곤 한다.(13-15) 특히 Chen 등(16)과 Lee 등(17)은 다양한 항복변형률에 대 한 변형경화지수와 Kick의 법칙계수 C 사이의 관계 를 통해, C 값이 같은 재료들이 무수히 존재함을 보 였다. 따라서 자기유사성 압입자에 의한 물성평가 에는 최소한 다른 압입각을 가진 둘 이상의 압입자 들을 사용해야 한다.
기존 연구들(18-19)은 압입자 반내각 (half-included angle) α 에 따라 달라지는 대표변형률 (대표응력)을 이용해 유일해 문제를 해결하고자 했다.Dao 등(5)은 반내각이 70.3º 인 원뿔형 압입자에서 동일 Kick의 법칙 계수 C 를 갖는 재료들은 동일 응력-소성변형률 지점 (εR = 0.033)을 통과함을 관찰해 이를 대표소성 변형률로 선정했다. Chollacoop 등(18) (εR = -2.185x10
−3α + 0.1894)과 Bucaille 등(19) (εR = 0.105 cotα )은 Dao 등(5)의 연구를 확장해 이중원뿔형 압입이론을 제시 했다. 하지만 압입자의 중심각에 대한 대표변형률 이 재료물성에 따라 변하므로 기존 연구들은 추가 검증을 필요로 한다.
본 연구에서는 유한요소해석 (ABAQUS, 2005)(20) 으로 원뿔형 압입자 중심각이 압입 하중-변위곡선 에 주는 영향을 먼저 살펴본다. 이어 변형경화지수와 항복변형률 등의 재료 물성치들과 하중-변위곡선 사이의 상관관계들을 분석한다. 이로부터 압입시험 으로부터 얻은 하중변위 곡선과 물성치들을 일대일 대응시킬 수 있는 함수들을 생성하고자 한다. 최종 적으로 중심각이 서로 다른 두 원뿔 압입자에 의한 이중압입 재료물성평가 기법을 제시하고, 그 유효 성을 검증한다.
2. 원뿔형 압입자를 이용한 영률 평가
영률은 하중-변위곡선의 해중기울기 혹은 탄성 회복량, 압입접촉 면적과 밀접한 관계가 있다.(3,21) 특히 Pharr 등(22)은 해중시의 하중-변위곡선이 비선형 이고, 초기 해중시의 곡선기울기가 영률과 밀접한 관계가 있음을 보였다. 압입시험으로 구한 해중 기울기 S 로부터 영률을 예측하기 위해서는 추가 적인 계산식이 필요하다. Pharr 등(22)은 이론적으로
다음과 같은 영률식을 제시했다.
2 2
1
/ (1 I) / I
E d S E
ν
β ν
= −
− − (1)
여기서 d 는 pile-up/sink-in 영향을 고려한 실제 투영 접촉 압입직경이며, E 와 EI, ν 와 νI 는 각각 재료와 압입자의 영률 및 푸아송비, β는 보정계수이다.
Lee 등(17)은 해중곡선의 데이터를 사용해 회귀구간 및 회귀함수에 따른 보정계수 β 의 변화를 살폈다.
Lee 등은 해중 데이터의 20% 및 80% 회귀구간에 대해 선형함수와 멱함수를 통해 회귀했다. 보정 계수 β 는 항복변형률, 변형경화지수에는 무관하다.
만약 보정계수가 영률에도 무관한 상수라고 가정 한다면 다음과 같은 값을 얻을 수 있다.(17)
1.067 ; / max 20%, power law regression 1.101 ; 80%, power law regression 1.058 ; 20%, linear regression 0.987 ; 80%, linear regression (2) β= ∆P P =
여기서 ∆P ( = Pmax – P) 최대하중과 각 변위에서의 하중의 차이를 나타낸다.
한편 보정계수가 영률의 함수라고 가정하면 식 (3)을 통해 보정계수 값을 구할 수 있다.
1 2
I
c c E β = + E
(3)
1 2 max
( , ) /
(1.051, 0.04223) ; 20%, power law regression (1.084, 0.04576) ; 80%, power law regression (1.043, 0.04047) ; 20%, linear regression (0.976, 0.02196) ; 80%, linear regression
c c ∆P P =
Lee 등(17)은 식 (2) 또는 식 (3)을 이용해 보정계수를
구하고, 이를 식 (1)에 대입해 5% 이내의 오차범위
에서 영률을 예측했다.
자기유사성을 갖는 원뿔형 압입자에서는 Kick의 법칙이 성립된다. 그러나 압입자 선단반경 R은 자기 유사성을 사라지게 하므로 선단반경의 영향을 배제 시킬 수 있는 방법이 필요하다. 이에 Lee 등(17)은 이상적인 원뿔형 압입자와 유한 선단반경 압입자 사이의 압입깊이 차 hg 를 식 (4)를 사용해 회귀시 구함으로써 선단 반경의 영향을 없앴다(Fig. 2).
2 1
( ) , 1
t g g sin
P C h h h R α
= + = −
(4)
유한요소해에 기초한 원뿔형 압입 물성평가법 861
3. 응력-변형률 곡선의 멱함수적 표현
유한요소해에 기초한 압입시험에서는 재료물성 치가 중요변수가 되므로, 재료의 응력-변형률 특성 을 정량적으로 나타낼 수 있는 물성회귀식이 필요 하다. 응력-변형률 관계는 다음과 같이 구간멱함수
형태로 표현될 수 있다. (23)
o o
o
o o
for
for ; 1
t
n
n
σ σ σ
ε σ
ε σ
σ σ σ
≤
= > < ≤ ∞
(5)
여기서 σo 는 항복강도, εo = σo/E 는 항복변형률이며, n 은 변형경화지수이다. 총변형률 εt 는 탄성변형률과 소성변형률로 나눌 수 있다 (εt=εe+ εp). 많은 압입 시험 연구에서 Ramberg-Osgood의 응력-변형률 관계 식을 사용하나, 본 연구에서는 이와 같이 탄성영역 및 항복강도 구분이 명확한 구간 멱함수식 (5)를 사용 한다.
4. 압입시험의 유한요소해석
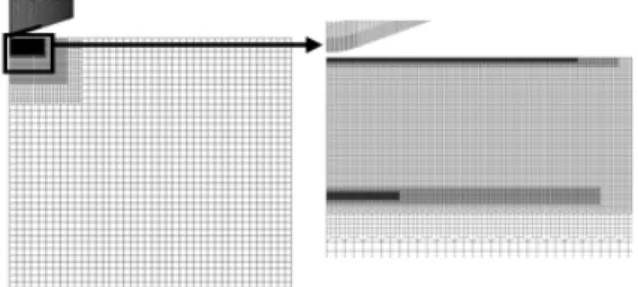
원뿔형 압입자 2D 유한요소모델 (Fig. 1)은 동일
압입깊이에 대하여 Berkovich 압입자와 투영접촉 면적이 같도록 정한다.Fig.2는 유한선단반경 압입자 에 의한 하중과 해중시의 압흔을 도식적으로 표현한 것 이 다. 해 석 에 는 상 용유 한 요 소 해석 프 로 그 램
ABAQUS(20)를 사용했다. 하중과 형상 모두 축대칭
임을 고려해 축대칭 유한요소모델을 형성했다. 유한
Fig. 1 Overall mesh design using axisymmetric conical Indenter
요소해석에는 J2 증분소성이론을 따르는 등방성 탄 소성재료를 사용하며 대변형이론을 적용한다. 해석 에 사용한 요소는 4절점 축대칭 요소 CAX4 (요소 형태 ABAQUS Library, 2005)이다. 모델 최소요소의 크기를 선단반경에 따라 변화시키며 선행해석을 수행했다. 이로부터 선단반경과 최소요소크기 e 의
비 (R/e)가 120 이상이면 유한요소해가 동일 선단
반경과 압입깊이에 대해 요소크기의 영향을 받지 않고 수렴함을 확인했다. 이를 통해 최소 요소크기 를 R/e= 160으로 정했다. 요소크기가 변하는 경계에 서는 MPC(Multi-PointConstraint, ABAQUS Library, 2005)가 간편하게 사용되나, 이 경우 MPC 절점상의 응력과 변형률이 균일하지 않은 문제를 보인다. 이 때문에 압입접촉부 근처의 요소크기 천이영역에는 사다리형 요소를 사용했고, 접촉부에서 충분히 떨어 진 위치에서만 MPC를 사용했다.
모재의 최종 유한요소모델은 약 25400개의 절점
과 약 24900개의 4절점 축대칭 요소들로 구성된다.
압입자와 모재의 접촉면에는 압입자와 모재쪽 모두 접촉요소면 (Contact Surface, ABAQUS Library, 2005) 을 배치한다. 압입자와 모재의 대칭축상 절점들은 대칭축에 수직방향 변위성분을 구속하여 축대칭 조건을 만족시키고, 모재 밑면은 완전구속시킨 후 압입자를 하강시킨다. 압입자의 선단반경은 0.1mm, 영률 EI 와 푸아송비νI 는 537GPa과 0.24로 고정하 였다. 압입자 영률과 푸아송비는 제작한 텅스텐카
바이드 (WC) 압입자의 초음파 탐상시험으로 얻은
물성치를 이용했다. 텅스텐카바이드 압입자를 바탕 으로 전개된 압입이론식은 압입자의 탄성계수 EI 와 푸아송비 νI 를 다이아몬드 압입자의 물성으로 대체 할 경우에도 유효하다.(17)
R ht
d/2
Loaded state Unloaded state
Load P α= 70.3°
hg
h hp
( / 2)2
A=π d
Fig. 2 Schematic of sharp indentation profiles of finite tip-radius indenter
5. 압입변형특성
5.1 압입하부 변형 및 하중-변위곡선 특성 압입시험의 유한요소해석을 통해 마찰계수, 영률, 항복강도 및 변형경화지수가 하중-변위곡선에 주는 영향을 살펴봤다. Fig. 3(a)는 마찰계수 f 의 변화에 따 른 하중-변위곡선을 보여준다. 여기서 f 는 쿨롬마찰 계수로, 금속재료간의 접촉시 보통 0.1– 0.4 정도의 값을 갖는다. 동일 압입깊이에서 마찰계수가 커질 수록 하중이 커지나, 그 차이는 무시할 수 있을 정도 로 작다. 즉 마찰계수는 압입하부의 응력-변형률 분포와 상당한 상관관계를 갖는 반면, 하중-변위곡선 에는 큰 영향을 주지 않는다.(9) Bucaille 등(19)은 압 입자 반내각이 60o 미만이면 마찰계수에 따라, 동일 압입깊이에서 압입하중의 차이가 클 수 있다고 하였 다. 그들은 f = 0 – 0.3에 대해서만 하중변화를 관찰했 다. 하지만 반내각이 60o 미만이더라도, f ≥ 0.3이면 f 가 하중-변위 곡선에 큰 영향을 주지 않음을 확인했다.
이에 압입해석시 마찰계수를 0.3으로 고정했다. Fig.
3(b)는 영률과 하중-변위곡선 간의 관계를 보여준다. 영 률이 커지면 동일 압입깊이에서 하중이 증가하며, 하중- 변위곡선에 주는 영률의 영향은 다른 물성치보다 상대 적으로 작으나 무시될 수는 없다. 해중곡선의 기울기 가 영률에 따라 민감하게 변함이 주목된다. Fig. 3(c)는 항복강도 σo가 커지면 동일 압입깊이에서 하중이 증가 함을 보여준다. Fig. 3(d)는 변형경화지수 n이 증가하면 동일 압입깊이에서 하중이 감소함을 보여준다. 즉 재 료의 모든 물성은 하중시 하중-변위곡선 기울기와 상 관관계가 있으며, 해중곡선의 기울기는 영률과 밀접 한 관계가 있다.
Fig. 4는 영률과 항복강도의 절대값은 각각 다르나 그 상대비인 항복변형률이 같은 재료에 대한 하중- 변위곡선이다. 횡-종축을 각각 R 과 R2E 로 무차원 화시키면 서로 다른 두 재료의 하중-변위곡선들이 일치하게 되며, 이는 영률과 항복강도의 절대값보다 상대비인 항복변형률이 중요한 변수임을 의미한다.
ht / R
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
P / R2 σo
0 50 100 150 200 250
0 0.1 0.3 0.5 f
R = 0.1 mm E = 200 GPa n = 10 σo = 400 MPa
ht / R
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
P / R2 E
0.0 0.2 0.4 0.6 0.8
f = 0.3 R = 0.1 mm
n = 10 E = 200 GPa σo (MPa)
200 400 800
600
(a) (c)
ht / R
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
P / R2 σo
0 50 100 150 200 250
f = 0.3 R = 0.1 mm
n = 10 σo= 400 MPa 300 E (GPa)
200 70
ht / R
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
P / R2 E
0.0 0.2 0.4 0.6 0.8
f = 0.3 E = 200 GPa R = 0.1 mm σo = 400 MPa n = 3, 5, 7, 10, 20
5 3
20
(b) (d) Fig. 3 Load-depth curves for various values of indentation parameters
유한요소해에 기초한 원뿔형 압입 물성평가법 863
5.2 압입자 각에 따른 하중-변위곡선 특성
Lee 등(17)은 재료물성이 달라도 Kick의 법칙계수 C 가 같은 재료, 즉 압입 하중-변위곡선이 같은 재료가 무수 히 존재함을 보였다. Fig. 5는 모재영률이 200 GPa일 때 여러 항복변형률 εo 값들에 대해 변형경화지수 n 의 변 화에 따른 C 를 나타낸 것이다. C 가 같은 재료가 무수히 존재하므로, 단일 자기유사성 압입자로 얻은 하중-변위 곡선으로는 유일한 응력-변형률 곡선을 얻을 수 없다.
Fig. 6는 원뿔형 압입자의 압입반각 α 가 각각 70.3° 와 30°일 때 같은 C 와 영률을 갖는 두 재료에 대해, α 에 따른 하중-변위 곡선들을 보여준다. α 가 변하면 겹쳤 던 하중-변위 곡선들이 서로 구별된다. 이는 압입반각 α 가 다른 둘 이상의 자기유사성 압입자를 동시에 사 용하면, 두 재료를 구분해 낼 수 있음을 의미한다. 이 관 찰을 바탕으로 다양한 재료물성치에 대한 유한요소해석 에 의해, 하중-변위곡선을 응력-변형률곡선으로 변환 하는 압입수식들을 얻고, 이 수식들을 이용해 이중원 뿔형 압입 물성평가 알고리듬을 개발한다.
ht / R
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
P / R2 E
0.0 0.1 0.2 0.3 0.4 0.5
70 140 200 400 f = 0.3 n = 10 R = 0.1 mm
E (GPa) σo (MPa)
Fig. 4 Identical load-depth curves for two dissimilar
materials
ht
2 (mm2)
0.000 0.003 0.006 0.009 0.012 0.015 0.018
P (kN)
0.0 0.5 1.0 1.5 2.0
30ο 45ο 60ο 70.3ο E = 200 GPa
n = 5 σo = 800 MPa α n = 2.5 σo = 380 MPa
Table 1은 물성치에 따른 C 의 변화를 살펴보는 해 석에 사용된 다양한 모재 물성치 값들을 나타 낸다.
설정값들은 일반 금속재의 모든 물성범위를 포괄한다.
6. 유한요소해에 기초한 압입시험의 수치접근
6.1 압입시험의 수치접근법을 이용한 물성평가 각이 서로 다른 2개의 원뿔형 압입자를 이용한 압입시험 물성평가는 Chollacoop 등(18)에 의해 제안
Table 1 Material properties for FE analyses
모재 물성 사용값
영률 (E) 70, 200, 300 GPa 항복강도 (σo) 200, 400, 600, 800, 1200,
1600, 2000 MPa 변형경화지수 (n) 1.1, 2, 3, 5, 7, 10, 20
1/n
0.0 0.2 0.4 0.6 0.8 1.0
C/E
0.0 0.5 1.0 1.5 2.0
0.01 0.008 0.006 0.004 0.003 0.002 0.001 E = 200 GPa
εo
Fig. 5 C vs. 1 / n curves for various values of yield strain
ht
2 (mm2)
0.000 0.003 0.006 0.009 0.012 0.015 0.018
P (kN)
0.0 0.5 1.0 1.5 2.0
70.3o
60o
45o 30o E = 200 GPa
n = 3.7 σo = 600 MPa α n = 5 σo = 800 MPa
Fig. 6 Force vs. indentation depth for different material properties with the same C and E for (a) α = 70.3° and (b) α = 30°
되었다. 압입자 반각이 70.3° 일 때 동일 계수 C 를 갖는 재료들은 변형률 0.033일 때 한 점에서 만나며 이 변형률을 대표변형률 (representative strain εr) 이라 했다. Figs. 7 (a)-(c)는 E = 200 GPa 일 때, 계수 C가 100, 200, 300 GPa의 각각 동일값이 되는 여러 재료들 의 응력-변형률곡선들이다. Chollacoop 등은 압입자 중심각에 따른 대표변형률을 이용하여, 이중원뿔형 압입을 통해 재료물성치를 측정했다. 그림에서 C가 150 GPa 이하의 재료들에 대해서는 Chollacoop 등이 제안한 대표변형률 이 비교적 잘 맞지만, C가 150
0.00 0.02 0.04 0.06 0.08 0.10 0.12
σ (MPa)
0 500 1000 1500 2000
εr = 0.033
C = 75 GPa (a)
0.00 0.02 0.04 0.06 0.08 0.10 0.12
σ (MPa)
0 1000 2000 3000 4000 5000 6000
εr = 0.033
C = 150 GPa (b)
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0
5000 10000 15000 20000
εr = 0.033
C = 300 GPa
σ (MPa)
εp
(c)
Fig. 7 True σ - εp curves giving the same C
GPa 이상인 재료에서는 C가 커지면 대표변형률이 점점 감소한다. 이처럼 원뿔형 압입자의 중심각이 주어졌을 때도, 대표변형률이 재료물성에 따라 변하 므로 Chollacoop 등의 방법은 보완이 필요하다.
Figs. 8(a)-(b)는 텅스텐카바이드 원뿔형 압입자의 선단반경이 R = 0.1 mm (R/hmax 0.83)일 때 압입자 중심각의 반이 70.3˚와 45˚인 각 경우에 대해 항복 변형률 εo, 변형경화지수 n에 따른 C의 분포이다.
다양한 εo 와 n에 대해 유한요소해석으로 구해진 C 값은 식 (6)과 같이 재료영률 E로 무차원화된 형태 로 회귀된다.
o o
/ ( ) ( ) ;
1, 2 ; , 0, 1, 2, 3, 4
j k j
i ij ijk
C E f n n
i j k
ε − α ε −
= =
= = (6)
여기서 i=1,2는 반각이 70.3° 와 45° 인 경우를 나타 낸다. 이중압입 시험으로 좌변의 C1 과 C2 값들을 낸다. 이중압입 시험으로 좌변의 C1 과 C2 값들을 알면 식 (6)은 두 변수 εo 와 n 에 대한 비선형 연립 방정식들이 된다. 이를 수치반복적으로 풀면 εo 와 n 을 구할 수 있다.
0.0 0.2 0.4 0.6 0.8 1.0
C / E
0.0 0.5 1.0 1.5 2.0 2.5
α = 70.3o 0.01
0.008 0.006 0.004 0.003 0.002 0.001 εo
(a)
1 / n
0.0 0.2 0.4 0.6 0.8 1.0
C / E
0.0 0.5 1.0
εo α = 45o 0.01
0.008 0.006 0.004 0.003 0.002 0.001
(b)
Fig. 8 C vs. 1/n curves for various values of yield strain
유한요소해에 기초한 원뿔형 압입 물성평가법 865
식 (5)과 (6)에 준해, 이중원뿔형 하중-변위곡선들 로부터 영률, 항복강도, 변형경화지수와 상응하는 응력-변형률곡선을 구할 수 있는 물성평가 프로그램 을 작성했다. 프로그램은 E=200 GPa에 기초했으나 영률이 다른 재료에서도 유효하다. 이는 영률이나 항복강도의 절대값이 아닌 그 상대비인 항복변형 률이 핵심 변수이기 때문이다(Figs.4, 9 참조).
Table2는 프로그램으로 계산된 물성치와 압입하중-변 위곡선을 얻는 유한요소해석에 사용된 입력물성치들을 비교하고 있다. 계산된 각 물성치들의 평균오차는 약 1-2% 정도이다. Fig. 10은 Table 2를 응력-변형률 곡선형 태로 변환한 것이다. 실선은 유한요소해석에 사용된 주 어진 재료물성 곡선이며, 기호는 평가된 물성곡선이 다. 광범위한 εo (= σo /E) 와 n에 대해 물성평가 프로그램 의 유효성이 확인된다. 다이아몬드 압입자 (EI =1000 GPa, νI=0.07)를이용해 재료물성을평가해 보면, 텅스 텐 카바이드 (EI = 537 GPa, νI = 0.24)와거의같은 오차 범위 내에서 재료물성을 준다 (Fig. 11). 다른 압입자 선단반경들 (R=0.05, 0.20mm)의 경우에도, εo 와 n이 각각 약 2%, 5% 평균오차 내에서 구해진다 (Fig. 12). 이 는 식 (4)를이용해, C 회귀시 압입깊이차 hg 를 함께 함
으로써 선단반경 영향을 없앨 수있기 때문이다.(17)
Table 2 Comparison of computed material property values to those given for E = 200 GPa
σo/E n C1/E C2/E Compu- ted σo
Error (%)
Compu- ted n
Error (%) 2 0.488 0.104 198.8 0.6 2.0 0.0 3 0.292 0.054 197.9 1.0 3.0 0.3 5 0.193 0.031 198.0 1.0 5.0 1.0 7 0.162 0.025 199.9 0.0 7.0 0.3
10 0.143 0.021 200.9 0.5 10.2 1.8
0.001
20 0.123 0.017 199.0 0.5 19.6 2.3
2 0.655 0.141 404.0 1.0 2.0 0.0 3 0.438 0.082 408.9 2.2 3.0 1.0 5 0.316 0.053 398.6 0.3 5.0 1.0 7 0.276 0.043 401.2 0.3 7.0 0.1
10 0.249 0.038 399.9 0.0 10.0 0.2
0.002
20 0.223 0.032 399.9 0.0 19.7 1.4
2 0.771 0.167 596.8 0.5 2.0 0.0 3 0.548 0.104 592.9 1.2 3.0 0.7 5 0.416 0.071 600.5 0.1 5.0 0.2 7 0.370 0.060 597.5 0.4 7.0 0.6
10 0.341 0.052 603.6 0.6 10.2 2.1
0.003
20 0.309 0.045 598.7 0.2 19.7 1.3
2 0.861 0.187 795.8 0.5 2.0 0.0 3 0.639 0.123 795.9 0.5 3.0 0.3 5 0.501 0.086 795.3 0.6 5.0 0.8 7 0.452 0.074 798.8 0.1 7.0 0.1 10 0.419 0.066 796.3 0.5 9.9 0.9 0.004
20 0.386 0.058 797.6 0.3 19.6 2.1
6.2 실재료 응력-변형률곡선을 이용한 유한요소 해석 및 평가
비교 재료물성을 얻기 위해 ASTME8에 준해 인장시 험과 압축시험을 수행했다. MTS 유압식 만능재료시험 기를 사용해, 직경 6mm의 환봉시편을 3mm/min의 속도 로 인장하고, 직경 8mm, 높이 12mm의 원통형시편을 속도 1mm/min로 압축했다. SCM4, Al6061, Brass, J2, SS400, API-X65의 6개 금속소재에 대해 검증을 시도 했다. 실재료의 인장/압축 응력-변형률 데이터를 이용 해 압입시험 전산모사를 했다. 프로그램으로 얻은 영 률 E, 항복변형률 εo, 변형경화지수 n으로 유추되는 응력-변형률 곡선들을 실제 응력-변형률곡선들과 비교 했다.Fig.13에서 실선은 인장 / 압축시험으로, 회색점들 은 이중 압입시험으로 얻은 것이다.Brass를 제외한 5 가지 재료에서는 응력-변형률곡선들이 잘 일치한다. 멱
함수를 잘 따르지 않는 Brass의 경우 이중 압입시험
으로 구해지는 항복강도는 108MPa로, 실 항복강도와 상당한 오차가 있다. 이는 구간 멱함수의 한계에서 기인한다. 아울러 뤼더변형률이 큰 API-X65 재료는 응력-변형률곡선의 불균일연신으로 인해 초기 소성 구간에서 많은 차이를 보인다.(24)
C / E
0.0 0.5 1.0 1.5 2.0 2.5
α = 70.3o E (GPa)
70 300 Reg. line
(a)
0.0 0.2 0.4 0.6 0.8 1.0
C / E
0.0 0.2 0.4 0.6 0.8 1.0
α = 45o E (GPa)
70 300 Reg. line
1 / n
(b)
Fig. 9 Identical C vs. 1/n curves with εo for two different E (Compare with Fig. 8)
σ(MPa)
0 300 600 900 1200 1500 1800
Given stress-strain curves
Computed data n = 3
5 7 σo/E = 200/(200×103) 10
σ(MPa)
0 800 1600 2400 3200
Given stress-strain curves Computed data
n = 3
5 7 10 σo/E = 600/(200×103)
(a) (c)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ(MPa)
0 500 1000 1500 2000 2500
Given stress-strain curves
Computed data n = 3
5 7 10 σo/E = 400/(200×103)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ(MPa)
0 1000 2000 3000 4000
Given stress-strain curves Computed data
n = 3
5 7 10 σo/E = 800/(200×103)
(b) (d) Fig. 10 Comparison of computed stress-strain curves to those given for E = 200 GPa
[εo = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004]
σ (MPa)
0 200 400 600 800
Given stress-strain curves Computed data n = 5
10
σo/E = 200/(200×103)
σ (MPa)
0 400 800 1200 1600 2000
Given stress-strain curves Computed data n = 5
10
σo/E = 600/(200×103) (a) (c)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 400 800 1200 1600
Given stress-strain curves Computed data
n = 5
10
σo/E = 400/(200×103)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 500 1000 1500 2000 2500
Given stress-strain curves Computed data n = 5
10
σo/E = 800/(200×103)
(b) (d)
Fig. 11 Comparison of computed stress-strain curves to those given for E = 200 GPausing diamond indenter [εo = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004]
유한요소해에 기초한 원뿔형 압입 물성평가법 867
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 500 1000 1500 2000 2500
Given stress-strain curves Computed data
n = 3
5 7 10 σo/E = 400/(200×103) R = 0.05 mm
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 500 1000 1500 2000 2500
Given stress-strain curves
Computed data n = 3
5 7 10 σo/E = 400/(200×103) R = 0.20 mm
(a) (b)
Fig. 12 Comparison of computed stress-strain curves to those given for E = 200 GPa [R = (a) 0.05 (b) 0.20 mm]
σ (MPa)
0 300 600 900 1200
σo/E = 689/(205×103) σo/E = 783/(205×103) SCM4
σ (MPa)
0 200 400 600 800
σo/E = 290/(201×103) σo/E = 259/(201×103) SS400
(a) (d)
σ (MPa)
0 100 200 300 400 500 600
σo/E = 277/(69×103) σo/E = 272/(69×103) Al6061
σ (MPa)
0 200 400 600 800 1000
σo/E = 334/(160×103) σo/E = 310/(160×103) J2
(b) (e)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 100 200 300 400 500 600
σo/E = 156/(106×103) σo/E = 108/(106×103) Brass
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ (MPa)
0 200 400 600 800 1000
σo/E = 470/(210×103) σo/E = 420/(210×103) API-X65
(c) (f)
Fig. 13 Comparison between stress-strain curves computed by two parameters regression of the total strain range and those measured by experiment for (a)SCM4, (b) Al6061, (c) Brass, (d) SS400, (e) J2 and (f) API-X65



![Fig. 11 Comparison of computed stress-strain curves to those given for E = 200 GPa using diamond indenter [ ε o = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5230668.358516/8.892.95.795.158.1145/comparison-computed-stress-strain-curves-given-diamond-indenter.webp)
![Fig. 12 Comparison of computed stress-strain curves to those given for E = 200 GPa [R = (a) 0.05 (b) 0.20 mm]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5230668.358516/9.892.101.800.158.1148/fig-comparison-computed-stress-strain-curves-given-gpa.webp)

