≫ 硏究論文 ≪
구리 管의 切斷 工程중 발생한 구리칩 스크랩의 볼밀링에 의한 구리 粉末 製造 可能性 †
洪 性 賢
韓國機械硏究院 附設 材料硏究所 粉末技術硏究그룹
Feasibility of Copper Powder Fabrication by Ball Milling of Copper Chip Scrap Occurred During Cutting Process of Copper Pipe †
Seong-Hyeon Hong
Powder Materials Technology Group, KIMS, Korea Institute of Machinery and Materials,
66 Sangnam,Changwon, Gyeongnam, 641-831, Republic of Korea,
요 약
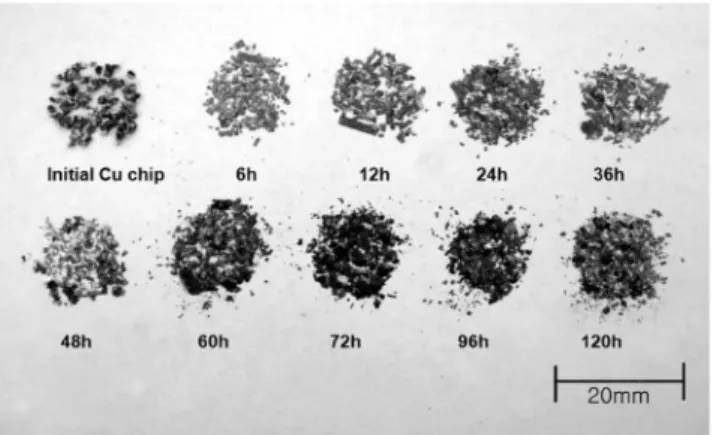
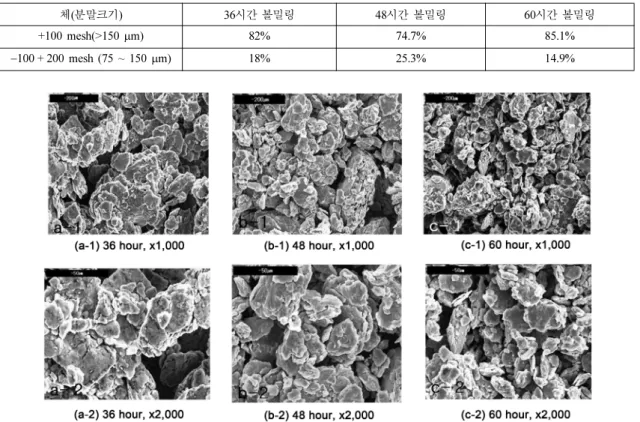
구리관의 절단 공정에서 구리 칩 스크랩이 발생해왔다. 분쇄에 의하여 구리칩 스크랩을 분말화하는 가능성이 연구되었다. 본 연 구에서는 로드 밀링, 수평식 볼밀링과 같은 두 가지 타입의 분쇄 방식이 적용되었다. 구리 칩은 로드 밀링에 의하여 분말 형태로 분쇄될 수 없었다. 반면에 36시간 이상 수평식 볼밀링에 의하여 구리칩은 분말로 변화하였다. 수평식 볼밀링에 의한 구리 칩의 분 말로 재활용이 가능하였고 48시간 동안 밀링된 원료중 75 ~ 150 µm 범위의 분말은 25.3%이였다.
주제어 : 구리칩 스크랩, 재활용, 구리 분말, 로드 밀링, 수평식 볼밀링
Abstract
Copper chip scrape has been occurred by cutting of copper pipe. The feasibility of copper chip scrape into the copper powder by milling was studied. Two milling type such as rod milling and horizontal balling milling were applied in this research. Copper chip can not fragmented into powder by using rod milling. In contrast to rod milling, copper chip can be changed into powder by horizontal ball milling for above 36 hours. It was found that recycling of copper chip scraps into copper powder by horizontal ball milling is possible and powder fraction percent (75 ~ 150 µm) of milled copper chip for 48 hours is 25.3%.
Key words : copper chip scrap, recycling, copper powder, rod milling, horizontal ball milling
1. 서 론
구리는 황동색 색상 및 특유한 광택을 가진 금속으로 전성·연성·가공성이 뛰어날 뿐만 아니라 강도도 가 지고 있으므로 열 및 전기의 전도율은 은에 이어 2번째 로 큰 성질을 나타낸다. 이러한 특성 때문에 구리는 전 선, 케이블과 같은 전력 분야, 구리 배관과 같이 건설
및 건축 분야, 인쇄회로 기판 등에 광범위 하게 사용되 고 있다. 또한, 구리 합금은 오일레스 베어링, 전기 접 점, 리드 프레임 등에 널리 사용되고 있다. 최근, 환경 문제 및 재활용에 대한 관심이 높아 지면서 구리 자원 에 대한 조사, 재활용, 물질 흐름 등에 관한 연구가 체 계적으로 진행되고 있다.
1-5)한편, 냉장고, 에어컨과 같은 냉동 공조 시스템에는 냉매 가스의 흐름을 인도하는 구리관 부품 및 순수한 구리 관들을 절단하여 제조되는 토출관 등이 사용되고 있다. 특히, 토출관 제작시 연질 순수 동관(roll당 120-
†