The Application of 3D Injection Molding Simulation in Gate Location Selection for Automotive Console
8
0
0
전체 글
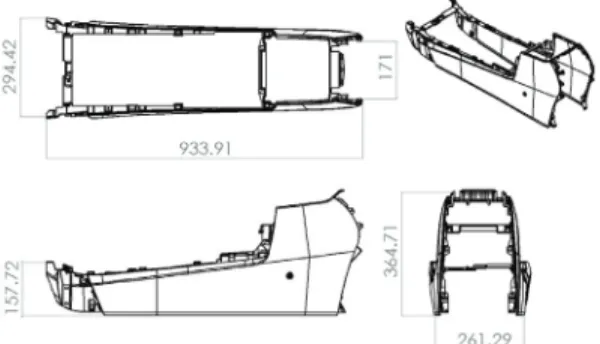
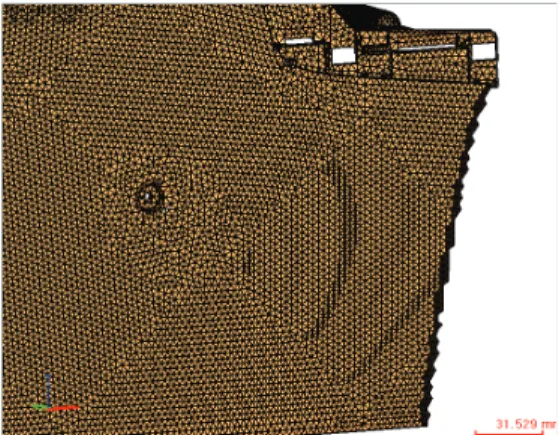
(2) 자동차용 콘솔 게이트 위치 선정을 위한 3차원 사출성형 시뮬레이션 활용. 한 정보를 습득하여 제품 개발에 적용하고, 개발. 고려할 수 있기 때문에 실제 사출결과와 유사한. 과정에서 얻은 데이터를 적절한 시기에 이용함으. 결과 값을 얻을 수가 있다.. 로서 제품 개발시 겪게 되는 불필요한 시행착오 를 줄여나가야 하며, 적절한 시기에 사출성형해석 을 활용하는 것이 제품 품질 향상 및 개발 기간 단축을 위한 방법이다.3) 사출성형 공정에서 게이트 위치와 형상은 사출 성형공정의 사출시간, 충진 시간, 충진율, 사출압 력의 시간적 변화, 형체력 및 제품내 웰드라인과 제품의 수축/팽창에 영향을 미친다.4) 자동차용 콘솔은 운전석과 조수석 사이에 위치 하여 주로 기어 쉬프트 레버와 사이드 브레이크 Fig. 1 Part Feature and Dimension. 를 감싸고 있으며 공간을 활용해 잡화물을 넣어 두는 용도로도 사용된다. 이번 성형해석에 필요한 제품의 형상과 치수는 Fig. 1과 같다. 본 논문에서는 사출해석 상용 소프트웨어인 Simpoe-Mold5)를 이용하여 품질에 영향을 미치는 사출압력, 보압 시간, 웰드라인, 변형 등을 파악하 여 자동차용 콘솔 생산 금형의 게이트 위치와 개 수를 선정하고자 한다.. 2. 사출성형 해석. Simpoe-Mold로 사출해석 시뮬레이션을 수행하 기 위해서는 유한요소 메쉬 모델을 생성해야 하 는데 Fig. 2와 같이 2D 표면 메쉬를 생성한 후 Fig. 3과 같이 Full 3D 메쉬로 변환하는 과정을 거 친다. 2D 표면 메쉬의 엘리먼트 개수는 226,992 개이고 3D 메쉬의 엘리먼트 개수는 809,437 개이 다. Full 3D 해석은 메쉬의 개수도 많아지고, 해석 시간도 길어지는 단점이 있으나 상대적으로 높은 정확도와 복잡한 형태의 제품 해석도 정확하게 수행할 수 있다는 장점이 있어 이번 연구는 Full. 2.1 사출해석 유한요소 생성 사출해석 시뮬레이션은 3차원 설계한 데이터를 받은 후 유한요소를 생성하고 사출성형 공정을 설정한 다음 충진 시간, 충진 압력, 보압 시간, 웰 드라인, 변형 등을 분석하는 과정을 거친다. 2D 및 3D 사출성형 해석에서 아주 작은 성형 품은 길이에 비해 두께가 얇지 않기 때문에 3D 해석이 효과적이라 하겠다.6). 3D 메쉬로 해석을 수행하였다. 사출해석을 위한 게이트는 다이렉트 게이트와 사이드 게이트를 이용하였다. 다이렉트 게이트는 ∅8로 설계하고 사이드 게이트는 10mm x 1.5mm 로 설계하고 러너(Runner) 크기는 ∅12로 설계하 고 해석을 수행하였다. 게이트 위치를 선정하기 위해 Fig. 4부터 Fig. 8과 같이 5가지 경우를 만들 어 해석을 수행하였다.. 2D 표면 메쉬 해석에서는 흐름에서 보이는 순. 게이트의 위치를 5가지 경우로 정한 이유는 과. 수유동과 두께방향의 압력변화가 고려되지 않기. 거의 자동차 콘솔 금형 제작 시에 사용했던 게이. 때문에 3D 메쉬 해석보다 균일한 결과를 얻을 수. 트 위치와 게이트 개수를 고려하여 설정하였다.. 가 없다. 2D 표면 메쉬는 삼각형 요소를 사용하고. 자동차 콘솔의 크기와 모양이 자동차의 종류마다. 3D 메쉬는 사면체 요소를 사용하여 해석을 수행. 많이 바뀌기 때문에 실제 금형 설계자, 금형 제작. 한다. 2D 해석에서는 분수유동과 같은 두께 방향. 자가 원하는 5가지 경우로 게이트의 위치를 설정. 으로 유동을 고려하지 못하고 형상의 변화에 따. 하였다.. 른 유동의 저항을 고려하지 못한다. 그러나 3D 해 석에서는 분수유동과 형상에 따른 유동의 저항을 52 한국동력기계공학회지 제18권 제3호, 2014년 6월. CASE 1은 4개의 사이드 게이트, CASE 2는 2개.
(3) 최 영 근. 의 사이드 게이트, CASE 3은 1개의 다이렉트 게. 한 이유는 콘솔 게이트의 외관 품질에 영향을 가. 이트, CASE 4는 1개의 다이렉트 게이트와 2개의. 장 많이 미치는 웰드라인은 게이트의 위치에 따. 사이드 게이트 그리고 CASE 5는 4개의 사이드. 른 변화가 가장 뚜렷하게 나타나기 때문에 수지. 게이트를 적용하여 해석을 수행하였다.. 온도, 금형온도, 충진 시간, 보압 시간, 냉각 시간 은 실제 사출 조건에 가장 유사하게 설정하였다. 고품질의 외관을 가지는 최종 성형품을 사출하기 위해서는 초기 공정조건에 대한 보다 정교한 최 적화가 필요하다.7) 하지만 이번 연구에서는 초기 조건을 그대로 하고 게이트 위치와 게이트 개수 에 따른 변화에 초점을 맞추어 시뮬레이션 결과 를 비교하고자 한다.. Fig. 2 2D Surface Mesh. Fig. 4 CASE 1 Gate Location. Fig. 3 3D Mesh. 2.2 사출해석 공정조건 설정 메쉬 모델 작업이 끝나면 사출조건을 입력해야 하는데 사용 수지는 PPF로 Table 1 에서와 같은 물성치를 가지는 재료를 사용하였고 수지온도 220℃, 금형온도 45℃, 충진 시간 3초, 보압 시간 5초, 냉각시간 10초로 설정하여 해석을 수행하였 다. 이러한 공정조건은 제품의 형상이나 게이트, 러너 시스템 등 다른 설계변수와 냉각회로의 효 율 등에 의해 최종 성형품의 품질이 크게 달라진. Fig. 5 CASE 2 Gate Location. 다. 이렇게 초기조건 설정을 한 가지 조건으로 정. 한국동력기계공학회지 제18권 제3호, 2014년 6월 53.
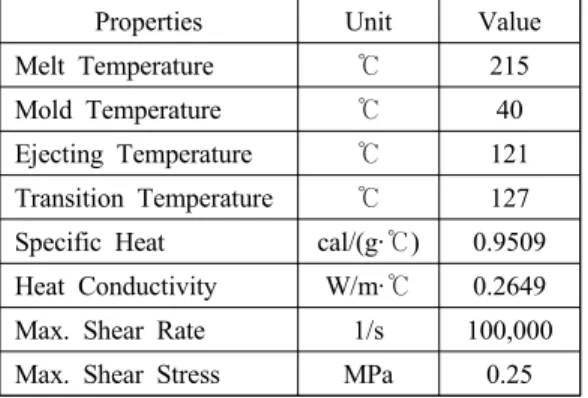
(4) 자동차용 콘솔 게이트 위치 선정을 위한 3차원 사출성형 시뮬레이션 활용. Table 1 Material properties of PPF Properties. Unit. Value. Melt Temperature. ℃. 215. Mold Temperature. ℃. 40. Ejecting Temperature. ℃. 121. Transition Temperature. ℃. 127. Specific Heat. cal/(g·℃). 0.9509. Heat Conductivity. W/m·℃. 0.2649. Max. Shear Rate. 1/s. 100,000. Max. Shear Stress. MPa. 0.25. Fig. 6 CASE 3 Gate Location. 3. 사출해석 시뮬레이션 결과 3.1 충진 해석 및 보압 해석 사출해석 시뮬레이션은 3D CAD 데이터를 받 은 후 3D 유한요소를 생성하고 사출성형 공정을 설정한 다음 충진 시간, 충진 압력, 전단응력, 웰 드라인, 변형 등을 분석하는 과정을 거친다. 5가지 게이트 위치에 대한 충진 시간, 충진 완 료 후 압력, 충진 완료 후 전단응력, 보압 완료 후 압력에 대한 해석 결과는 Table 2 와 같다. 5가지 경우 중에서 CASE 2에서 충진 후 사출압력이 54.68 MPa, 보압 후 압력이 27.33 MPa 로 가장 낮 게 나타났다.. Fig. 7 CASE 4 Gate Location. 웰드라인은 제품의 표면에 흐름자국이 생기는 것인데 유동 흐름의 경계면에 주로 생기는 성형 불량 현상이다. 주로 게이트 위치 불량으로 생기 며 금형 내 코어나 핀이 존재할 때, 수지의 점도 가 높을 때, 금형 내 공기 및 휘발성분으로 웰드 라인 현상이 발생한다. 웰드라인을 없애기 위해서 는 제품 게이트 위치를 변경하거나 금형 온도를 높이고 성형 조건(고온, 고압으로 수지를 유동시 킨다.)등을 변경하여 웰드라인 불량을 해소할 수 있다. Fig. 9부터 Fig. 13까지 각 경우의 웰드라인 위 치를 표시했다. CASE 1 에서는 깊은 웰드라인이 4개소에서 발생, CASE 2 에서는 2개소에서 발생, CASE 3 에서는 1개소, CASE 4 에서는 3개소, 그. Fig. 8 CASE 5 Gate Location. 54 한국동력기계공학회지 제18권 제3호, 2014년 6월. 리고 CASE 5 에서는 4개소에서 발생되었다..
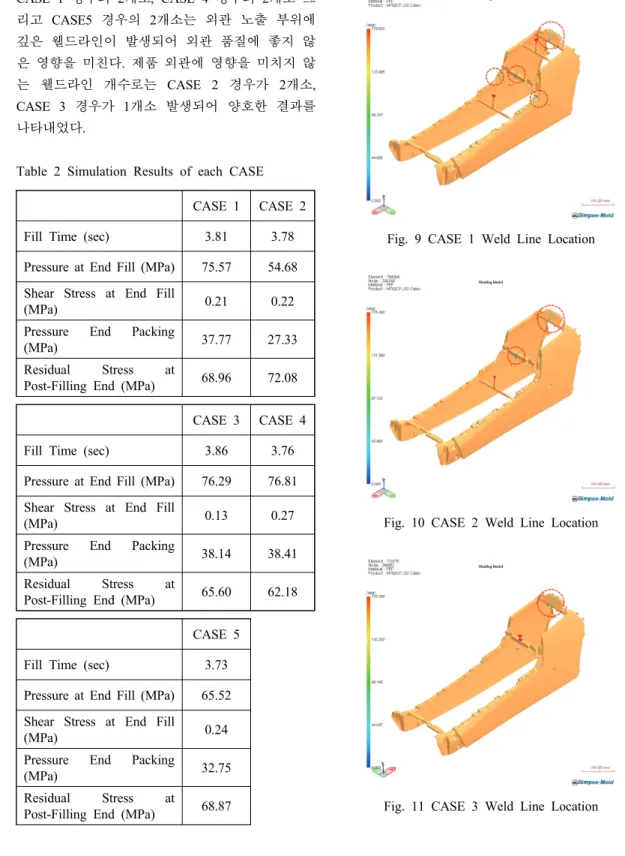
(5) 최 영 근. CASE 1 경우의 2개소, CASE 4 경우의 2개소 그 리고 CASE5 경우의 2개소는 외관 노출 부위에 깊은 웰드라인이 발생되어 외관 품질에 좋지 않 은 영향을 미친다. 제품 외관에 영향을 미치지 않 는 웰드라인 개수로는 CASE 2 경우가 2개소, CASE 3 경우가 1개소 발생되어 양호한 결과를 나타내었다. Table 2 Simulation Results of each CASE CASE 1. CASE 2. Fill Time (sec). 3.81. 3.78. Pressure at End Fill (MPa). 75.57. 54.68. Shear Stress at End Fill (MPa). 0.21. 0.22. Pressure (MPa). 37.77. 27.33. 68.96. 72.08. CASE 3. CASE 4. Fill Time (sec). 3.86. 3.76. Pressure at End Fill (MPa). 76.29. 76.81. Shear Stress at End Fill (MPa). 0.13. 0.27. Pressure (MPa). 38.14. 38.41. 65.60. 62.18. End. Packing. Residual Stress at Post-Filling End (MPa). End. Packing. Residual Stress at Post-Filling End (MPa). Fig. 9 CASE 1 Weld Line Location. Fig. 10 CASE 2 Weld Line Location. CASE 5 Fill Time (sec). 3.73. Pressure at End Fill (MPa). 65.52. Shear Stress at End Fill (MPa). 0.24. Pressure (MPa). 32.75. End. Packing. Residual Stress at Post-Filling End (MPa). 68.87. Fig. 11 CASE 3 Weld Line Location. 한국동력기계공학회지 제18권 제3호, 2014년 6월 55.
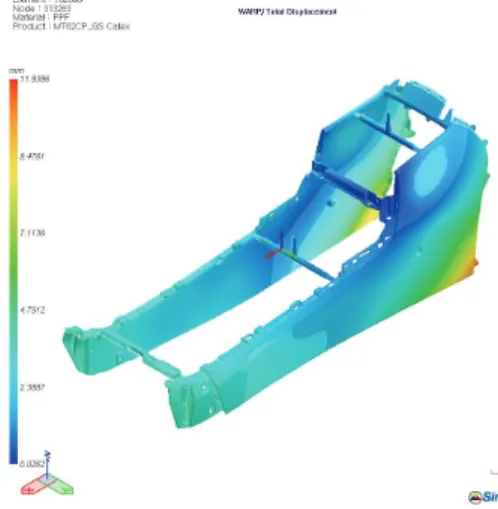
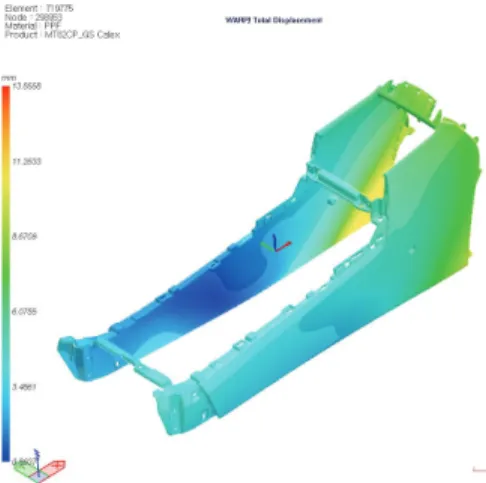
(6) 자동차용 콘솔 게이트 위치 선정을 위한 3차원 사출성형 시뮬레이션 활용. 3.2 변형 해석 5가지 경우의 변형 해석 결과를 Fig. 14부터 Fig. 18까지 나타내었고 X, Y, Z, Total 변형 결과 를 Table 3 에 나타내었다. 변형 결과는 잔류 응력 (Residual Stress)에 의한 변형과 열응력(Thermal Stress)에 의한 변형 결과의 합으로 나타난다. CASE 2 경우에 가장 적은 변형 결과를 얻을 수 있었다. X축 최대 변형은 3.93mm, Y축 최대 변형 은 3.64mm, Z축 최대 변형은 2.25mm, Total 최대 변형은 4.54mm 로 나타났다. Fig. 12 CASE 4 Weld Line Location. Fig. 13 CASE 5 Weld Line Location. Fig. 14 CASE 1 Total Warpage Result. 웰드라인 결과를 비교하면 CASE 3에서 1개소 발생되어 가장 양호한 결과를 얻었지만 CASE 2 에서 발생한 2개소도 실제 조립 시에는 가려지는 부분이기 때문에 외관 결함 판단에는 영향을 많 이 미치지 않는다. 웰드라인 결과를 기준으로 외 관품질을 판단한다면 CASE 2와 CASE 3 모두 양 호하다고 할 수 있겠다. 게이트 위치와 게이트 개 수를 설계할 때 제품 크기와 모양을 고려하여 선 정하여야 하고 특히 충진 밸런스를 고려하여 설 계해야 한다. 충진 해석과 보압 해석한 결과를 보 면 사출압력 결과값, 보압압력 결과값이 CASE 2 경우가 가장 양호한 결과를 나타내었다.. 56 한국동력기계공학회지 제18권 제3호, 2014년 6월. Fig. 15 CASE 2 Total Warpage Result.
(7) 최 영 근. Table 3 Warpage Results of each CASE X. Y. Z. Total. (mm). (mm). (mm). (mm). CASE 1. 3.95. 11.81. 1.97. 11.84. CASE 2. 3.93. 3.65. 2.25. 4.54. CASE 3. 3.59. 12.47. 7.61. 13.85. CASE 4. 3.50. 15.15. 5.82. 15.48. CASE 5. 3.98. 5.36. 2.45. 5.85. 4. 결. 론. Fig. 16 CASE 3 Total Warpage Result 본 연구에서는 사출성형 해석 소프트웨어인 Simpoe-Mold를 이용하여 자동차용 콘솔 금형의 게이트 위치와 개수가 제품의 웰드라인, 변형 결 과 등 제품 품질에 미치는 영향에 대해서 알아보 았으며, 요약하면 다음과 같다. 1) 자동차용 콘솔의 사출 성형시 CASE 2 경우 와 같이 제품 가운데에 게이트가 위치하고 있으 며 사이드 게이트가 2개일 때 사출 압력이 54.68 MPa로 가장 낮게 나타났으며 X축 최대 변형은 3.93mm, Y축 최대 변형은 3.64mm, Z축 최대 변형 은 2.25mm로 전체 변형 또한 4.54mm로 가장 적 게 나타났다. 2) 자동차용 콘솔의 게이트 위치와 개수를 설계 Fig. 17 CASE 4 Total Warpage Result. 할 때 제품 크기와 모양을 고려하여 충진 밸런스 를 양호하게 나오도록 선정했고 사출 압력, 웰드 라인 그리고 변형이 최소화할 수 있도록 하였다.. Reference 1. B. H. Kim, W. J. Jang, J. H. Kim, J. H. Cho and Y. H. Park, 2003, "Application of CAE in Injection Molding Process", Hwahak Konghak, Vol. 41, No. 5, pp. 577-584. 2.. Y.. S.. Kwon,. and. Y.. D.. Jeong,. 2008,. "Optimization of Injection Molding to Minimize Sink Marks for Cylindrical Geometry", Journal Fig. 18 CASE 5 Total Warpage Result. of the Korean Society of Precision Engineering,. 한국동력기계공학회지 제18권 제3호, 2014년 6월 57.
(8) 자동차용 콘솔 게이트 위치 선정을 위한 3차원 사출성형 시뮬레이션 활용. Vol. 25, No. 7, pp. 111-115. 3. Y. J. Park, Y. Chun and C. Y. Park, 2006, "The Application of Injection Molding Analysis in. Automotive. Development. Process",. The. Korean Society of Automotive Engineers, No. 4, pp. 1980-1985. 4. H. S. Kim, J. S. Son and Y. T. Im, 2003, "Gate Location Design in Injection Molding of an Automobile Junction Box with Integral Hinges", Journal of Materials Processing Technology, Vol. 140, No. 1/3, pp. 110-115. 5. Simpoe S.A.S, Simpoe-Mold User's Manual, Ver. 2012 R1.0. 6. J. W. Park, J. H. Ahn, Y. M. Park, and M. Y. Lyu, 2012, "A Study on the Comparison of two and Three Dimensional Computer Simulations in Injection Molding", Elastomers and Composites, Vol. 47, No. 4, pp. 347-354. 7. H. S. Park, J. H. Kim, X. P. Dang and T. S. Tran, 2009, "Optimization of Injection Molding Process. for. Plastic. Fender. Using. CAE",. Transactions of the Korean Society of Machine Tool Engineers, pp. 290-296. 8. K. Park, D. H. Sohn, Y. S. Seo, 2010, "Investigation of Weldline Strength with Various Heating Conditions", J. Korean Soc. Precis. Eng, Vol. 27, No. 1, pp. 105-112. 9. Y. C. Lee, 2013, "The Improvement of Weldline and Flow Mark Defection by using Injection Molding Analysis", J. Korean Soc. Precis. Eng, Vol. 30, No. 12, pp. 1295-1301. 10. Y. S. Kwon, Y. D. Jeong, 2008, "Development of the injection mold structure for internal gears", The Korean Society for Power System Engineering, Vol. 12, No. 6, pp. 78-82. 11. H. E. Kim, S. G. Han, 2012, "FEM Analysis and Dynamic Characteristics of Hydraulic Pump Assembly Components for Aircraft", The Korean Society for Power System Engineering, Vol. 16, No. 1, pp. 5-11.. 58 한국동력기계공학회지 제18권 제3호, 2014년 6월.
(9)
수치
+3
관련 문서
1 John Owen, Justification by Faith Alone, in The Works of John Owen, ed. John Bolt, trans. Scott Clark, "Do This and Live: Christ's Active Obedience as the
“Simplifying Simulation Modeling through Integration with 3D CAD.” Journal of Construction Engineering and Management, Volume 126, Issue 6, pp.
Derive the expression for the total force per unit width exerted by the sluice gate on the fluid in terms of vertical distances shown in Fig?. Derive the equation for the
~ depends on the relative importance of the turbulent transport terms For the turbulent jet motion, simulation of turbulence is important. For the horizontal motion in
The automotive industry has demand for fossil fuel depletion, safety regulations, environmental-regulations and a driver convenience intensify the body
The influence of age and gender on remifentanil EC 50 for preventing microemulsion propofol injection pain.. - Remifentanil EC 50 on propofol injection
Finally the relationship of the weight rate in fiber content of the product and fiber orientation function J and that of the injection molding condition and fiber
② 사출식 중공성형 (Injection blow molding). • 기계적 성질이 높은 수지를 사용하여 용기를 제작할
