<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2011.35.12.1641 ISSN 1226-4873
2 세대 자기연마를 이용한 미세 그루브형상 표면가공에 관한 연구§
김상오* · 이성호** · 곽재섭***†
* 부경대학교 대학원, ** 포스코, *** 부경대학교 기계공학과
A Study on Polishing of Grooved Surface by the Second-Generation Magnetic Abrasive Polishing
Sang-Oh Kim* , Sung-Ho Lee** and Jae-Seob Kawk***†
* Graduate School of Mechanical Engineering, Pukyong Nat’l Univ.
** POSCO
*** Dept. of Mechanical Engineering, Pukyong Nat’l Univ.
(Received June 21, 2011; Revised September 15, 2011; Accepted September 16, 2011)
- 기호설명 -
w : 자성연마입자에 작용하는 에너지
Fn : 전체 법선방향 힘(N)
B : 자속밀도(Tesla)
µ : 투자율(H/m)
S : 입자와 공작물의 접촉면적(m2)
1. 서 론
최근 자동차, 우주∙ 항공 산업 등의 발달과 더 불어 부품의 정밀도 향상에 대한 요구가 커지고 있다. 부품의 정밀도를 향상시키기 위해서는 마무 리 가공공정에 적용되는 연삭가공이 매우 중요한 역할을 한다. 그러나 일반적인 연삭가공은 공작물 의 형상이나 재질에 따라 가공이 불가능 하거나 일정한 품질의 제품을 얻을 수 없는 단점을 지닌 다. 특히, 복잡한 형상의 금형(Mold) 연마가공은 그에 맞는 숫돌 제작이 불가능하기 때문에 대부분 수작업에 의존하고 있다.(1,2) 이에 대한 한가지 대 Key Words : Second-Generation MAP(2 세대 자기연마), Groove Width(그루브 폭), Deburring of Groove(그루브
디버링), Surface Roughness(표면거칠기)
초록: 자기연마공정은 유동성이 높은 연마입자를 활용하기 때문에 곡면 및 그루브 형상에도 적용이 가 능한 장점을 지니고 있다. 본 연구에서는 제 2세대 자기연마법을 활용하여 그루브 형상에 대한 자기연 마가공 특성을 평가하여, 이를 향후 연료전지 채널과 같은 3차원 형상의 자기연마에 활용하고자 한다.
실험은 최대 1.5mm 깊이의 그루브에 대해 자기연마가공 후 슬롯부 및 랜드부의 표면거칠기 변화를 관 찰하였다. 그 결과 랜드부의 길이가 증가하고 그루브의 깊이가 깊어질수록 랜드부의 표면거칠기 향상정 도는 높아졌다. 또한 슬롯부의 표면거칠기 향상정도는 랜드부와 슬롯부의 길이비가 증가하고 그루브의 깊이가 깊어질수록 감소하는 경향을 나타내었다. 마지막으로 자기연마가공을 통해서 그루브의 형상에는 큰 변화없이, 그루브의 모서리에 생성된 버를 효과적으로 제거할 수 있었다.
Abstract: The second-generation magnetic abrasive polishing is one of the nontraditional machining technologies newly developed. Because of the flexibility effect in magnetic abrasive polishing, the precise and mirror like surface can be obtained during this process. In this study, magnetic abrasive polishing process was applied in small grooved surface. As a result, it was seen that the flexible magnetic abrasive tool was effective to remove burrs on the edge of the groove. However, the efficiency of magnetic abrasive polishing at the slot was very low according to increasing depth and width of slot. So, correlation between geometric parameters, such as the depth and width, and surface roughness was evaluated and the minimum width for suitable polishing was found by experimental results.
§ 이 논문은 2011년도 대한기계학회 생산 및 설계공학부문 춘계 학술대회(2011.6.30-7.1, 라마다프라자 제주호텔)발표논문임
† Corresponding Author, [email protected]
© 2011 The Korean Society of Mechanical Engineers
안으로 자기연마가공은 입자로 구성된 공구가 유 연성을 가지고 있어 가공물의 형상에 제약을 받지 않고 연마가 가능하다는 장점이 있어 최근에 다양 한 분야에서 활발히 연구가 진행되고 있다.(3)
본 연구는 플라스틱 금형용강 소재인 NAK80을 사용해서 미세 그루브 형상을 가공하고, 이를 자 기연마 공정을 통해 디버링 및 표면거칠기 향상을 위한 연구를 수행하였다. 이때 슬롯부 및 랜드부 에서의 표면거칠기 변화를 각 부위의 길이비 및 깊이 변화에 따라 그 특성을 평가하여 나타내었다.
또한 SEM이미지를 통해 그루브에 생성된 버의 제거 정도를 관찰하여 그 특징을 분석하였다.
2. 자기연마법의 가공 메커니즘
2.1 자기력형성과 가공 메커니즘
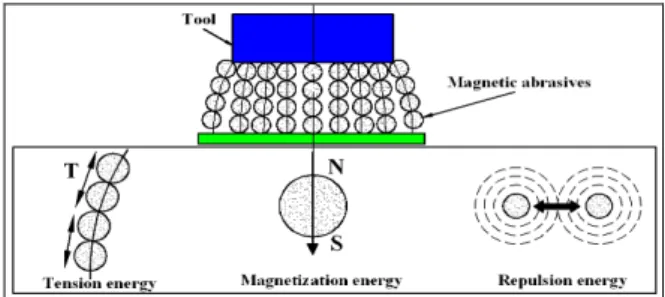
자성연마 입자에 작용하는 에너지 w는 Fig. 1 에 나타낸 것과 같이 크게 3가지로 구성되어 있다.
첫째, 자성연마 입자가 자력에 의해 정렬될 때 발 생하는 자력에 의한 에너지 wm이다. 둘째, 자성연 마 입자들 사이에는 패러데이 법칙에 따라 자화가 이루어졌기 때문에 척력이 발생하게 되고, 이렇게 입자들이 서로 밀어내어 발생하는 반발에너지 wf 이 생성된다. 마지막으로 자기연마입자가 밀집 된 상태로 공구가 회전하면서 공구의 가장자리 부 위에서 발생하는 인장 에너지 wc이다. 따라서 전 체 w는 다음과 같이 나타내어 진다.
c f
m w w
w
w= + + (1)
만약 정렬된 입자들이 안정된 상태에 있을 경우 라면 w가 일정하게 유지되어 dw=0이 된다. 가 공 중 공작물과 공구 사이에 포함된 자성연마 입 자의 량이 적을 경우에는 자력에 의한 영향력이 반발력이나 인장력 보다 강하게 작용하게 된다.
즉,
] , .[
max f c
m w w
w > (2) 의 관계가 성립한다.
하지만 공급되는 연마입자의 투입량이 증가할수 록 자력에너지는 반발에너지와 인장에너지보다 작 게 작용 하게 된다.(4,5)
m c m
f w w w
w > , > (3)
Fig. 1 Configuration of energy for magnetic abrasives
Fig. 2 Configuration of cutting force for magnetic abrasives
평면의 자기연마 공정은 코일이 감긴 Steel Pole 에 전류를 부가하면, 패러데이의 법칙(Faraday's law)에 의해 자기력이 발생하는 연마공구가 된다.
전자석에 전류가 부가된 연마공구는 자성입자를 구속하게 된다. 구속된 자성입자들은 사슬구조로 정렬되며 연마입자는 자성입자들 사이에 위치하게 된다. 이처럼 사슬구조로 형성된 입자들은 유연성 을 가지는 브러쉬 역할을 한다.(6,7) 한편 비철금속 및 비금속 등과 같은 비자성체의 자기연마가공에 서는 자기력에 대한 투자율이 매우 낮기 때문에 자기연마가공의 효율이 크게 저하된다. 이때는 자 기력을 증가시키는 새로운 방안이 요구 된다.
Fig. 2에 나타난 것과 같이 자기연마입자 1개는 코일에서 발생되는 자력에 의한 법선 방향의 힘 fn, 공구의 회전에 의해 발생하는 접선 방향의 힘 fh를 받는다. 따라서 자기연마에서 발생하는 절삭 력은 이 두 힘의 합력으로 표현될 수 있다. 여기 서 힘 fh는 공구의 회전력에 따라 증감하며, 자성 연마 입자군과 공작물 사이에 발생하는 전체 법선 방향의 힘 F 은 n
B S F
fm
n 1 )
1 2 0(
2
µ µ −
= (4)
로 나타낼 수 있다. 여기서 µ 는 투자율(H/m), S 는 자성연마 입자와 공작물이 접촉하는 전체 면적 을 나타낸다. 식 (4)에 따라서 법선방향의 힘은 자
속밀도에 따라 큰 폭으로 증감할 수 있음을 알 수 있다. 또한 자속밀도는 전류의 세기에 비례하므로 전류의 세기를 조절하여 자기연마가공에서 절삭력 의 세기를 조절할 수 있음을 알 수 있다.
2.2 제 2 세대 자기연마가공
비자성체의 가공에서 자기력선의 방향이 공작물 방향으로 형성되지 않으므로, 공작물의 표면에서 철 입자와 같은 자성입자가 가공에 필요한 만큼의 법선력을 전달하지 못하여 연마 입자의 모멘트를 증가시킨다. 그 결과 효율적인 가공을 할 수 없다.
반면, 전자석을 이용한 어레이 테이블을 제작하여 이를 공작물 아래에 설치한 제 2세대 자기연마가 공에서는, 공작물 아래에서 발생한 자기력에 의해 자성입자가 충분한 법선력을 가지게 되어 효율적 인 가공을 할 수 있는 장점이 있다.
제 2세대 자기연마는 Fig. 3에 나타난 것과 같이 복잡한 자유곡면에 적용이 가능한 구성으로 되어 있을 뿐 아니라 전자석을 이용한 전자석 테이블이 공작물 아래에 설치되어 모든 비자성체의 표면 정 밀가공에도 적용될 수 있는 특징을 가진다.
3. 그루브 형상과 실험의 구성
본 연구에서는 실험을 위하여 Fig. 4와 같은 실 험방법을 채용하였다. 코일에 의해 전자석 역할을 하는 자기연마 공구와 여기에 전류를 공급해주는 전원 공급장치와 X-Y 이송장치가 필요하다.
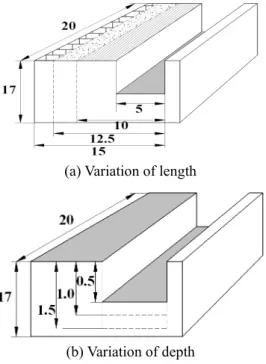
실험은 3가지의 각각 다른 그루브 형상의 시편 을 제작하여 직경 20mm의 자기연마 공구를 시편 의 랜드부 중심에 위치시켜 실험을 수행하였으며, 가공 후에 버의 제거정도와, 랜드부와 슬롯부의 표면거칠기를 측정하여 자기연마를 통한 그루브 형상의 가공 특성을 평가하였다.
각 시편의 슬롯부의 폭은 5mm이며, 랜드부와 슬롯부의 길이비는 1:1, 1:1.5, 1:2로 하였고, 각 시 편의 슬롯부 깊이는 0.5, 1, 1.5mm로 제작하였다.
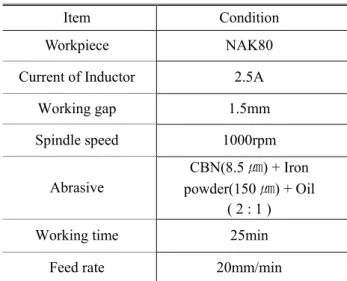
연마입자는 CBN(8.5㎛)과 Iron powder(150㎛)을 중 량비 1:2로 혼합하여 사용하였고, 매개체는 Oil을 사용하였다. 자기연마 공구에 인가되는 전류는 2.5A, 가공 간극은 1.5mm, 공구의 회전속도는 1,000rpm, 이송속도는 20mm/min이며, 각 시편당 25분 동안 가공을 수행하였다. 각 실험에 대한 공 통된 조건은 Table 1에 나타내었다.
공작물은 NAK80을 사용하였고, NAK80에 대한 화학성분은 Table 2에 나타내었다.
Table 1 Experimental conditions Item Condition Workpiece NAK80 Current of Inductor 2.5A
Working gap 1.5mm Spindle speed 1000rpm
Abrasive
CBN(8.5㎛) + Iron powder(150㎛) + Oil
( 2 : 1 ) Working time 25min
Feed rate 20mm/min
Table 2 Chemical Composition of NAK80
Items
Chemical Composition(wt. %) C Si P Ni Al NAK80 0.12 0.22 0.014 3.14 1.02
Fig. 3 Schematic diagram for second-generation MAP
Fig. 4 Schematic diagram of experimental method
4. 그루브 형상에 따른 표면거칠기 변화
4.1 자기연마에 의한 디버링 효과
그루브의 자기연마 공정에서 모두 3가지의 가공 특성을 관찰하고자 하였다. 첫 번째는 그루브 모 서리에 잔존하는 버의 디버링 효과이고, 다음은 랜드부 및 슬롯부의 표면거칠기 변화를 길이비율 및 깊이에 따라 평가하였다.
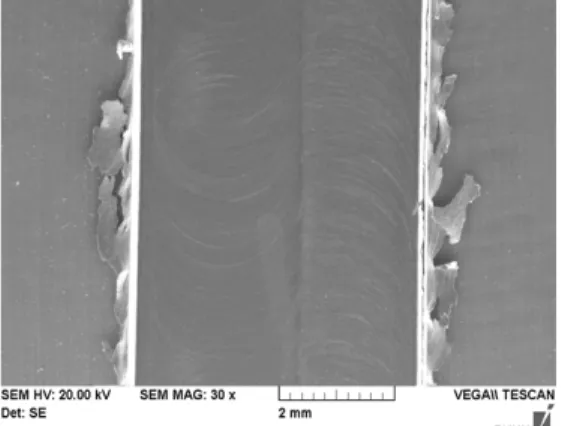
그루브의 모서리에 잔존하는 버는 Fig. 5에 나타 난 것과 같이, 일반적으로 랜드부의 모서리에 수 직방향으로 잔존한다. 그러나 자기연마가공 공정 후에는 Fig. 6과 같이 대부분의 수직방향 버가 제 거 되었음을 확인할 수 있었다. 또한 Fig. 7 및 9 와 같이 수직방향 및 수평방향의 버가 자기연마 공정 후 Fig. 8과 10과 같이 제거 되었음을 확인 할 수 있었다. 전체적으로 그루브의 형상에는 변 화가 관찰되지 않고 버만 제거되는 것을 확인 할 수 있었다. 이러한 결과로부터 자기연마 공정을 통해 그루브의 디버링 작업을 효과적으로 수행 할 수 있음을 확인하였다.
Fig. 5 SEM image of groove before MAP process
Fig. 6 SEM image of groove after MAP process
Fig. 7 SEM image of groove before MAP process (length of land: 10mm, depth of groove: 0.5mm)
Fig. 8 SEM image of groove after MAP process (length of land: 10mm, depth of groove: 0.5mm)
Fig. 9 SEM image of groove before MAP process (length of land: 10mm, depth of groove: 1.5mm)
Fig. 10 SEM image of groove after MAP process (length of land: 10mm, depth of groove: 1.5mm)
(a) Variation of length
(b) Variation of depth
Fig. 11 Dimension of groove in experiments 4.2 랜드부의 자기연마 가공특성
그루브의 자기연마 공정에서 슬롯과 랜드부의 길이비에 대한 랜드부의 표면거칠기 변화 특성을 관찰하기 위하여 Fig. 11과 같은 그루브 형태의 시 편을 제작하였다. 이때 그루브는 Fig. 11 (a)와 (b) 같이 그루브의 깊이가 각각 0.5, 1.0, 1.5mm 일 때 랜드부와의 길이비가 각각 1:1, 1:1.5, 1:2로 존재한 다. 이러한 각각의 그루브 형태에서 랜드부의 길 이 변화에 따른 가공특성을 평가한 결과를 Fig. 12 에 나타내었다.
랜드부의 길이가 5mm에서 10mm로 증가 할수 록 표면거칠기의 향상이 증가한다. 또한 랜드부의 표면거칠기 향상은 그루브의 깊이가 증가할수록 증가하는 경향을 보인다. 그러나 그 차이가 미미 하다. 이러한 현상은 랜드부에 작용하는 자기연마 입자의 부피가 증가하고, 이러한 입자의 부피 증 가는 랜드부 전체에 연마력을 분산시켜 적절한 연 마가 이루어질 수 있도록 하기 때문이다.
Fig. 13은 랜드부의 길이와 슬롯부의 길이비에 따른 랜드부의 표면거칠기 감소값과 슬로부의 감 소값의 차이를 나타내었다. 랜드부의 표면거칠기 향상값과 슬롯부의 감소값의 편차는 길이비가 증 가 할수록 증가하는 경향을 보인다. 이러한 결과 는 랜드부의 가공면적이 넓어 질수록 슬롯부 보다 랜드부의 표면거칠기 향상이 상대적으로 증가하기 때문이다. 이러한 경향은 특히 길이비가 1:1인 경 우 잘 나타났다.
Fig. 12 Improved surface roughness according to increase of length of land
Fig. 13 Improved surface roughness according to variation of land and slot
또한 전체적으로 그루브의 깊이가 0.5mm에서 1.5mm로 증가 할수록 슬롯부의 표면거칠기의 향 상이 랜드부의 표면거칠기 향상 보다 높게 나타났 다. 이러한 특성은 공구와 공작물 사이의 거리와 자기연마 입자의 투입 부피가 적정한 조합을 이룰 때 그 성능이 증가하기 때문이다. 또한 결과를 통 해 랜드부와 슬롯부의 표면거칠기의 편차가 매우 낮은 경우는 길이비가 1:1.5 및 1:2이며, 그루브의 깊이가 1mm의 경우에 편차가 크게 나타났다.
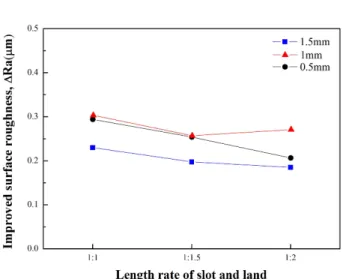
4.3 그루브 깊이에 따른 슬롯부의 가공특성 그루브 깊이에 다른 슬롯부의 표면거칠기 향상 정도를 평가하여 Fig. 14와 같은 결과를 얻었다.
결과를 통해 슬롯부의 표면거칠기는 그루브의 깊 이가 깊어질수록 그 감소폭이 줄어드는 것을 알 수 있다. 이러한 결과는 랜드부의 표면거칠기 향 상특성과 반대의 결과로 자기연마 공구와 공작물 사이의 간극이 2.0mm 수준을 유지할 때 가장 적 절한 가공이 이루어짐을 나타내고 있다.
Fig. 14 Improved surface roughness according to length rate of slot and land
한편 랜드부와 슬롯부의 길이비가 증가 할 수록 슬롯부의 표면거칠기 향상이 미소하게 줄어드는 경향을 보였다. 이러한 결과는 전체 자기연마 입 자의 가공영역에서 슬롯부의 가공영역이 상대적으 로 좁아지게 때문에 슬롯부의 표면거칠기 변화가 적은 것으로 추정된다. 따라서 슬롯부와 랜드부의 적절한 표면거칠기 향상을 위해서는 자기연마공구 의 가공영역 선정 및 작업영역의 간극 선정이 적 절히 이루어져야 함을 확인할 수 있었다.
5. 결 론
본 연구는 제 2세대 자기연마법을 적용하여 미 세 그루브 형상의 자기연마를 수행하였다. 특성평 가를 위해서 그루브 형상에서 랜드부 및 슬롯부의 표면거칠기 변화 및 그루브 모서리의 디버링 효과 를 평가하여 다음과 같은 결론을 얻었다.
(1) 그루브의 자기연마 공정에서 그루브의 모서 리에 생성된 버의 제거는 수평 및 수직방향의 버 가 25분의 가공 후 형상의 변화 없이 효율적으로 제거 될 수 있음을 확인하였다.
(2) 그루브에서 랜드부의 표면거칠기 변화 특성 을 분석한 결과 랜드부의 길이가 슬롯부의 길이에 비하여 증가할 때 표면거칠기가 크게 향상되었다.
또한 그루브의 깊이가 증가 할수록 랜드부의 표면 거칠기가 향상되는 경향을 나타내었다. 이는 슬롯 부 보다 랜드부에 작용하는 자기연마 입자의 부피 가 증가하기 때문이다.
(3) 랜드부의 표면거칠기 향상값과 슬롯부의 감 소값의 편차는 길이비가 증가 할수록 증가하는 경 향을 나타내었다. 즉 랜드부의 가공면적이 넓어
질수록 슬롯부 보다 랜드부의 표면거칠기가 상대 적으로 크게 향상하기 때문이다.
(4) 슬롯부의 표면거칠기는 그루브의 깊이가 깊 어질수록 그 감소폭이 줄어들었다. 그리고 랜드부 와 슬롯부의 길이비가 증가 할 수록 슬롯부의 표 면거칠기 향상이 미소하게 줄어드는 경향을 나타 내었다.
후 기
이 논문은 2010 년도 정부(교육과학기술부)의 재 원으로 한국연구재단의 지원을 받아 수행된 기초 연구사업임(No. 2010-0015271).
참고문헌
(1) Kim, S. O., You, M. H. and Kwak, J. S., 2008,
“Performance Evaluation of Magnetic Abrasive Polishing by Design of Experiments,” Transactions of the Korean Society of Machine Tool Engineers, Vol. 17, No. 4, pp.35~41.
(2) Choi, M. S. and Kim, J. D., 1995, “Study on the Rapid Magnetic Polishing System of Free-Surface Die/Mold,” Journal of the Korean Society of Precision Engineering, pp. 102~107.
(3) Kwak, T. K., Kim, S. O. and Kwak, J. S., 2010,
“Compound Machining of Milling and Magnetic Abrasive Polishing for Free Form Surface,” Journal of the Korean Society of Machine Tool Engineers, Vol. 19, No. 4, pp. 455~461.
(4) Kim, S. O. and Kwak, J. S., 2008, “Improvement of Magnetic Force and Experimental Verification for Magnetic Abrasive Polishing of Aluminum Alloy,”
Trans. of KSMTE, Vol. 17, No. 5, pp. 23~29.
(5) Shaohui, Y. and Takeo, S., 2004, “A Comparative Study: Polishing Characteristics and Its Mechanisms of Three Vibration Modes in Vibration-Assisted Magnetic Abrasive Polishing,” International of Machine Tools & Manufacture, Vol. 44, pp.383~390.
(6) Park, W. G., Roh, T. W., Seo, Y. I., Choi, H., Lee, J.
C., Jung, S. H. and Chae, S., 2001, “The Internal Finishing Characteristics of Non-Ferromagnetic Pipe Polished by Magnetic Abrasive Machining(Ⅱ),”
Journal of the Korean Society of Precision Engineering, pp. 960~963.
(7) Kim, S. O., Lee, S. H. and Kwak, J. S., 2011,
“Development of Prediction Model and Parameter Optimization for Second-Generation Magnetic Abrasive Polishing of Magnesium Alloy,” Trans. of KSME, Vol. 35, No. 4, pp. 401~407.