주조용 Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe 합금의 공정 Mg 2 Si 개량과 주조특성에 미치는 Sc, Sr 첨가원소의 영향
김헌주
†부경대학교 공과대학 금속공학과
Effect of Sc, Sr Elements on Eutectic Mg 2 Si Modification and Castability of Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe Casting Alloy
Heon-Joo Kim
†Dept of Metallurgical Eng., Pukyong National Univ., Busan 48547, Korea
Abstract
The effects of Sc and Sr elements on the modification of the eutectic Mg2Si phase and the castability were investigated in the Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe alloy. Measurements of the cooling curve and microstructure observations were per- formed to analyze the additional effects of Sc and Sr minor elements during the solidification process. A prominent effect found on the modification of the eutectic Mg2Si phase with additions of the Sr and Sc elements. Here, a fine eutectic Mg2Si phase and a decrease in the growth temperature of the eutectic Mg2Si phase were evident with an addition of Sc element up to 0.2 wt%. The growth temperature of the eutectic Mg2Si phase decreased and the effect on the modification of the eutectic Mg2Si phase increased with the addition of Sr element up to 0.02 wt%. The addition of 0.02wt%Sr had the strongest effect on the modification of the eutectic Mg2Si phase, and the resulting microstructure of the eutectic Mg2Si phase was found to have a fibrous morphology with a decreased aspect ratio and an increased modification ratio. Fluidity and shrinkage tests were conducted to evaluate the castability of the alloy. The addition of 0.02wt%Sr effectively increased the fluidity of the alloy, while an addition of Sc did not show any effect compared to when nothing was added. The maximum filling length was recorded for 0.01wt%TiB-0.02wt%Sr owing to the effect of the fine α-Al grains. The macro-shrinkage ratio decreased, while the micro-shrinkage ratio increased with the addition of various eutectic modifiers. The highest ratio of micro- shrinkage was recorded for the 0.02wt%Sr condition. However, the total shrinkage ratio was nearly identical regardless of the amounts added in this study.
Key words : Eutectic Mg2Si modification, Fluidity test, Shrinkage test, Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe alloy
1. 서 론
알루미늄 합금은 대표적인 경량 소재로 수송기계 분야의 실용적 대표 재료로 널리 사용되고 있다. 알루미늄은 첨가 합금 원소의 구성에 따라 대표적인 특성이 분류되어 용도에 따라 다양한 합금들이 개발, 사용되고 있다. 최근 자동차의 연비향상과 환경보존을 위한 배기가스 저감에 대한 사회적 관심이 높아지면서, 차량 구조용과 주조용 엔진 관련 부품분
야에서 고신율 알루미늄 합금의 개발이 요구되고 있다.
주조용 Al-Mg 기존 합금에 Si을 다량 첨가시킨 합금은 Al에 대한 Mg의 높은 고용도와 Mg2Si 강화상에 의해 주조 상태에서도 높은 인성과 적정 강도를 가지며 내식성 또한 우 수하여 자동차용 샤시(Chassis) 부품 소재로 적합하다. 하지 만 일반적으로 널리 사용되는 주조용 Al-Si계 합금에 비해 주조성이 떨어지며, Mg의 산화 문제점이 거론된다[1].
또한, 금형 주조과정에서 형성되는 망상(Network) 형태의
Received: Sep. 7, 2015 ; Revised: Oct. 13, 2015 ; Accepted: Oct. 16, 2015
†
Corresponding author: Heon-Joo Kim (Pukyong National Univ.) Tel: +82-51-629-6347, Fax: +82-51-629-6339
E-mail: [email protected]
Journal of Korea Foundry Society 2015. Vol. 35 No. 6, pp. 147~154 http://dx.doi.org/10.7777/jkfs.2015.35.6.147 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
Mg2Si로 인한 인성저하의 문제점이 지적되고 있다. 주조용 알루미늄 합금의 신율 향상을 목적으로 용융금속의 청정도 개선과 함께 대표적인 공정조직의 개량화 방안이 거론된다 [2]. 공정개량화 원소로는 Na, Sr, Sc 등이 널리 사용되고 있으며, 공정조직개량 효과적 측면에서는 Na이 가장 효과적 이나 페이딩(Fading) 효과 등이 문제가 되어 실용적인 측면 에서 Sr이 가장 널리 적용되고 있다[3].
기존의 공정개량화 원소 중 가장 널리 적용되고 있는 Sr 은 초정 Al에 분포하지 않고 공정 Si 부위에 집중적으로 편 석되며, Na도 Sr과 같이 초정 Al보다는 공정 Si 부위에 집 중적으로 분포되어 있는 것이 확인되었다. 반면 Sc은 Sr, Na과 달리 공정 Si이 아닌 초정 및 공정 Al에 집중적으로 분포된다. 이러한 결과는 기존의 Sr 및 Na이 TPRE (Twin Plane Re-entrant Edge) mechanism을 갖는 공정 Si에 흡착 되어 공정 Si의 성장을 방해하는 IIT (Impurity Induced Twinning) mechanism에 의해 공정 Si을 개량화 시키는 반 면, Sc은 IIT mechanism이 아닌 다른 mechanism에 의해 개량화가 이루어지는 것으로 설명하고 있다[4].
본 연구에서는 주조용 Al-Mg계 합금개발의 일환으로 Al- 4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe 합금을 대상으로 공정 Mg2Si 개량화(Eutectic Mg2Si Modification) 처리가 공정조직개선과 주조특성에 미치는 영향을 조사, 연구하였다.
합금 대상으로 선정된 공정개량화 원소인 Sr, Sc과 함께 TiB-Sr을 실험조건에 따라 첨가하여 시료를 제조하였다. 합금 의 응고과정에서 냉각곡선의 분석과 현미경 미세조직 관찰을 통하여 각 첨가원소와 첨가량의 영향을 우선적으로 조사하였 다. 냉각곡선 분석과 미세조직 비교분석을 통하여 효과적인 공정개량화 원소 및 첨가량 조건을 적용한 합금시료를 대상 으로 유동성과 수축성을 조사하여 대표적인 주조성을 평가하 였다.
2. 실험 방법 2.1 시료 제조
본 실험에 사용된 기본 합금의 조성은 Table 1에 설계조 성 Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe으로, ICP분 석에 의해 실제 조성은 Al-4.5wt%Mg-0.53wt%Si-0.22wt%
Mn-0.10wt%Fe로 나타났다. 합금 용해는 흑연도가니를 사용 한 전기로에서 행하였으며, 용해온도는 750oC로 하였다. 잉고
트 용락이 일어나는 시점에서 Mg의 산화 방지를 위해 Ar가 스 분위기에서 용해를 진행하였다. 합금화가 완료되면 발광 (spark emission) 분석기로 성분을 확인하고, 공정 Si 개량화 원소를 첨가하였으며 Ar가스로 30분간 G.B.F (Gas Bubbling Filtration) 처리를 하였다. 탈가스 후, 용탕진정을 위해 20분 간 유지시켰다.
Table 2는 공정 Mg2Si 개량화 원소의 첨가원소와 첨가함 량을 나타내었으며 4번 조건의 0.01wt%TiB-0.02wt%Sr은 주조용 알루미늄 합금에서 일반적으로 널리 사용되는 첨가원 소로, 실험 대상의 다른 첨가원소 영향을 비교평가를 위해 선정하였다. 또한, 공정개량화 원소 첨가 후의 실제 함유량을 확인하기 위해 ICP분석을 실시하여 그 결과를 함께 나타내 었다.
2.2 미세조직 관찰 및 냉각곡선 분석
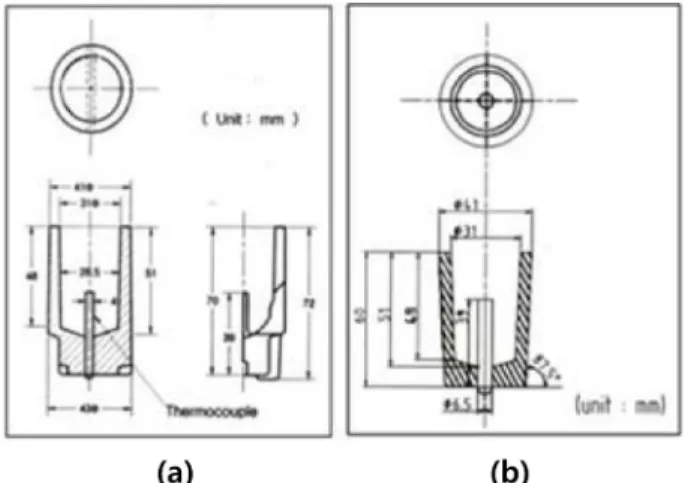
미량 첨가원소의 공정 Mg2Si 개량화(Eutectic Mg2Si Mo- dification) 효과를 분석하기 위해 쉘주형(shell mold)와 금형 주형(steel mold)에서 냉각 시 열분석을 통해 냉각 곡선의 공정온도 변화를 측정하였다. 주형 중심부에 K-type 열전대 를 설치하였으며, Fig. 1에 쉘주형컵과 금형주형컵의 모식도
Table 1.
Chemical compositions of basic alloy. (wt.%)Mg Si Fe Mn Al
Design
composition 4.0 0.9 0.15 0.3 Rem.
ICP Analysis
composition 4.5 0.53 0.10 0.22 Rem.
Table 2.
Experimental conditions of addition elements.Fig. 1.
Schematic drawing test mold for cooling curve measurement.(a) shell mold (b) steel mold.
를 나타내었다. 용탕의 주입온도는 710oC로 하였다. 공정개량 화 원소를 첨가한 시료의 냉각곡선에서 공정 Mg2Si 성장온 도(growth temperature)를 측정하였다. 실험조건 시료의 냉각 곡선들에서 공정상 Mg2Si 정출에 의한 재휘현상이 나타나지 않은 조건은 해당 변곡점을, 재휘현상이 나타난 냉각곡선은 재휘현상에 의한 최대 도달온도를 Mg2Si 성장온도로 결정하 였다.
미세조직은 광학현미경과 주사전자현미경(SEM/EDX)으로 분석하였다. 공정개량화 효과는 공정 Si의 형상과 공정상의 aspect ratio 및 modification ratio를 측정하여 평가하였다.
Modification ratio 평가는 광학현미경을 통해 관찰한 공정 Si 미세조직을 6등급으로 구분한다. 전체 공정 미세조직이 개 량되지 않은 조직은 1등급, lamellar 형상으로 구성되면 2등 급, 일부 개량화된 조직은 3등급, lamellar 형상이 거의 사라 지면 4등급, fibrous 형상으로 구성되면 5등급으로 분류한다 [5]. 1등급에서 5등급으로 등급이 높아짐에 따라 lamellar 형 상에서 점차 aspect ratio가 감소하며 fibrous 형상으로 변화 한다. 급랭에 의해 나타나는 공정 Si의 초 미세조직(super- modification)은 6등급으로 분류된다. 광학현미경으로 시료의 각 조직사진을 5회 촬영하고 각각의 공정 조직사진을 6등급 의 공정개량의 정도에 따라 해당면적 비율을 계산한 modifi- cation ratio를 측정 후 산술평균 한 값으로 공정 Si의 개량 의 정도를 평가하였다.
2.3 주조성 평가
합금의 주조성은 공정개량 원소를 첨가한 합금들을 대상으
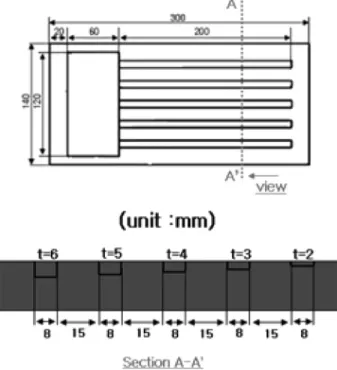
로 유동성과 수축특성을 평가하였다. 유동성은 알루미늄 합금 의 주조에 있어서 미충진(mis-run)과 같은 결함을 유발할 수 있는 인자로 주조용 합금에서 주요하게 평가하는 대표적 특 성이다. Fig. 2에 유동성 평가를 위해 사용된 금형을 도식적 으로 나타내었다. 유동성 평가를 위해 용탕 주입온도 710oC, 금형 예열온도는 200oC로 하였으며 총 유동길이 200 mm, 깊이가 각각 6, 5, 4, 3, 2 mm로 다른 5개의 사각 홈을 가 공한 금형에 용탕을 주입하여 각 홈에 충진된 합금의 총 길 이로 유동성을 평가하였다[6].
Fig. 3(a)는 수축성 평가를 위해 사용된 금형의 치수 및 형상을 나타낸다. 금형 예열온도 200oC, 용탕 주입온도는 710oC로 하였다. 수축성 평가는 조대 수축기공(macro shrink- age)과 미세 수축, 기공과 같은 주조결함과 관련되는 미소 수축기공(micro shrinkage)으로 나누어 측정하였으며, 측정방 법을 Fig. 3(b)에 도식적으로 나타내었다. 조대 수축기공은 수중에서 측정한 수축된 시료의 체적과 수축용 금형 공극부 의 전체 체적의 비로 계산하여 측정하였으며, 미소 수축기공 은 실험조성의 이론밀도와 아르키메데스법으로 측정한 실제 밀도를 계산하여 평가하였다.
3. 실험 결과 및 고찰
3.1 미세조직관찰 및 공정 Mg2Si 개량원소에 따른 냉각 곡선의 영향
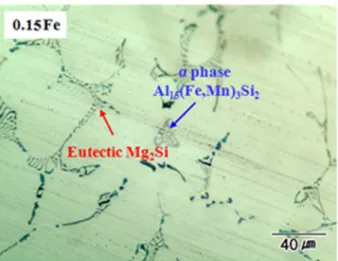
시료의 미세조직관찰은 광학현미경 및 주사전자 현미경을 사용하여 관찰하였다. Fig. 4는 광학현미경 및 주사전자현미경 분석결과로, 기본 미세조직은 α-Al(α고용체), 공정 Mg2Si, α-Al15(Fe,Mn)3Si2 화합물이 공통적으로 관찰되었다.
Table 2의 1, 2, 3, 4번 공정 Si 개량원소 첨가에 따른 공정상 형성의 영향을 열분석으로 평가하였다.
Fig. 5는 무첨가 시편의 냉각곡선과 0.01wt%TiB-0.02wt%Sr
Fig. 2.
Schematic drawing for fluidity test mold.Fig. 3.
Schematic drawing of test mold (a) for shrinkage test (b) method for shrinkage measurement.을 첨가한 시편의 냉각곡선을 나타낸 것이다. 공정개량 원소 를 첨가하지 않은 1번 시료의 경우, 쉘주형에서 공정 Mg2Si 성장온도는 592.3oC이고 과랭에 의한 재휘현상은 나타나지 않았다. 0.01wt%TiB-0.02wt%Sr 첨가한 4번 시료의 경우, 쉘주형에서 공정 Mg2Si 성장온도는 583.6oC로 8.7oC 감소 하였고, 재휘현상은 나타나지 않았다. 냉각속도가 빠른 금형 주형에서도 무첨가 시료의 공정 Mg2Si 성장온도는 591.0oC이 고 과랭에 의한 재휘현상은 나타나지 않았다. 0.01wt%TiB- 0.02 wt%Sr 첨가 시 공정 Mg2Si 성장온도는 581.6oC로 9.4oC 감소하였고, 재휘현상은 나타나지 않았다. 개량화 원소의 첨가 로 인해 공정 Mg2Si의 성장이 억제되어 성장온도가 저하하는 것으로 판단된다. Table 3은 본 실험에서 사용한 각 공정개
량화 원소 첨가에 따른 공정 Mg2Si 성장온도 측정 결과를 나 타내었다. Sc의 경우 첨가함량이 증가함에 따라 공정 Mg2Si 성장온도는 저하하였으며, 0.2wt%Sc 첨가 시 공정 Mg2Si 성장온도는 580.6oC로 크게 저하하였다. Sr의 경우 0.02wt%
첨가까지는 공정 Mg2Si 성장온도가 저하하였지만 0.03wt%
첨가부터는 성장온도가 다시 상승하는 현상이 나타났다.
3.2 공정 Mg2Si 개량원소 첨가에 따른 공정 미세조직의 영향
Fig. 6은 각각의 공정개량화 원소 첨가에 따른 공정 미세 조직 관찰결과이다. 공정 Mg2Si 성장온도 감소에 따른 공정 조직 개량화 효과를 평가하기 위해 냉각곡선 측정용 시료를 절단하여 절단면을 연마 후 열전대 근방을 광학 현미경으로 각각 500배 배율로 관찰하였다. Fig. 7은 공정 Mg2Si상의 개량화 정도를 평가하기 위해 각 공정개량화 원소를 첨가한 미세조직 사진에서 공정 Mg2Si상의 aspect ratio를 측정한 결과이다. 공정개량화 원소를 첨가하지 않은 1번 조건 시료 의 공정조직은 쉘주형에서 acicular 형상이며, aspect ratio
Fig. 5.
Change of cooling curve with addition of eutectic modifier.Table 3.
Comparison of eutectic growth temperatures with addition of Sc, Sr and TiB-Sr.Fig. 4.
Optical microstructure in Al-4Mg-0.9Si-0.3Mn-0.15Fe alloy.14.4였다. 금형주형에서 일부 개량된 fibrous 형상으로, aspect ratio 13.4로 평가되었다. 금형주형에서 0.2wt%Sc을 첨가 했 을 경우, 공정형상이 lamellar에서 fibrous 형상으로 개량되었 으며 aspect ratio는 3.1으로 미세하게 개량된 공정조직을 나
타내었다. 0.02wt%Sr 첨가 시 공정 Mg2Si 성장온도 감소와 함께 fibrous 형상으로 개량되었으며, 0.03wt%Sr 첨가 시 공정형상은 acicular 형상으로 변화하여 개량효과가 낮아지는 현상이 나타난다. 본 실험에서 Sc 첨가에 의해 Table 3에 나타난 바와 같이 쉘과 금형 주형에서 측정된 공정 Mg2Si 성장온도는 감소하는 경향을 나타내었으며, 공정형상은 fibrous 형상으로 개량되었다.
Fig. 8은 공정 Mg2Si 개량화 원소 함량에 따른 modifi- cation ratio의 변화를 보여준다. 공정개량화 원소를 첨가하지 않은 1번 시료의 경우, 공정 Mg2Si 조직은 쉘주형에서 mo- dification ratio 1.9였으며, 금형주형에서는 modification ratio 2.0으로 평가되었다. 금형주형에서 0.2wt%Sc을 첨가 했을 경
Fig. 8.
Change of eutectic modification ratio with addition of variouseutectic modifiers.
Fig. 9.
Effect of Sr addition on eutectic morphology in shell mold specimen.Fig. 6.
Change of eutectic microstructures with addition of various eutectic modifiers.Fig. 7.
Change of aspect ratio with addition of various eutectic modifiers.우, modification ratio 3.3으로 가장 미세하게 개량된 공정 조직을 나타내었다. 하지만 Sr의 경우 일정 함량 이상 첨가 시 공정 Mg2Si 성장온도 상승과 함께 modification ratio가 감소하는 결과를 보인다. modification ratio 측정은 공정 Mg2Si의 형상만을 이용해 측정하는 aspect ratio와 달리 공정 Si의 형상과 크기 측정하여 함께 판단할 수 있는 방법이다.
Fig. 9는 Sr 개량화 원소의 첨가함량에 따른 미세조직 변 화를 보여준다. Sr은 Sc 첨가 양의 50%인 적은 양에도 불 구하고 우수한 개량화 효과를 나타낸다. 이는 개량처리 원소 의 분포에 의한 것으로 판단된다. Sc은 초정 알루미늄 기지 내에 넓게 분포하는 반면, Sr의 경우 공정 조직 주변에 밀집 되어 공정 성장을 효과적으로 억제하는 것으로 설명되고 있 다[4]. 하지만 Sr의 경우 0.02wt% 첨가시까지 공정 Mg2Si 개량화 효과를 나타내었으나, 0.03wt% 이상 첨가 시 점차 조대한 acicular 형상으로 변화되어 공정 aspect ratio가 증 가하는 결과를 보여주고 있어 공정개량화 원소 첨가 시 적정 함량 설정이 필요한 것으로 사료된다.
3.3 공정 Mg2Si 개량원소 첨가에 따른 유동성의 영향 알루미늄 주조용 합금에서 유동성 평가는 미충진과 같은 주조결함과 관련되며 용탕 주입온도 및 금형 예열온도 결정 과 관련되는 중요한 항목이다. 유동성 평가실험은 공정 Mg2Si 개량화 원소 첨가에 따른 유동성의 영향을 살펴보기 위해 개량화 효과가 큰 원소와 비교합금을 평가하였다. 알루 미늄 합금의 유동성에 미치는 변수는 응고잠열, 용탕 선단부 의 표면장력 및 응고거동, 주입온도 등이다[7].
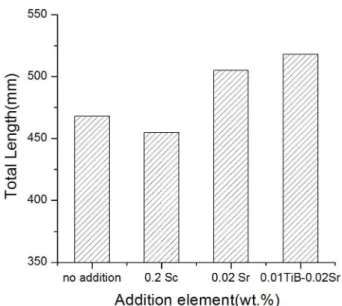
Fig. 10에 나타난 바와 같이 유동성 평가 결과, 공정개량 화 원소인 0.2wt%Sc 첨가의 경우 충진 길이 455 mm로 유 동성이 낮게 나타났다. 700oC 부근에서 공정개량화 원소를 첨가하지 않은 Al-10wt%Si 합금의 표면장력은 270 mN/m에 서 285 mN/m 범위이다. 같은 온도에서 Al-10wt%Si-0.04 wt%Sr 합금의 표면장력은 150 mN/m에서 165 mN/m로 표 면장력이 낮아지고, Al-10wt%Si-0.4wt%Sc 조성의 표면장력 은 180 mN/m에서 165 mN/m 범위로 Sr 첨가 시 보다는 표면장력이 덜 낮아지는 것으로 조사되고 있다[4,8]. 본 실험 결과 Sc 첨가 시, 무첨가 시료에 비해 유동성에 큰 차이가
나타나지 않았고, Sr 첨가 시 충진길이는 505 mm로 다소 유동성이 높게 나타났다. 이는 표면 장력이 감소함에 따라 유동성이 향상된 것으로 사료된다[9].
합금원소들이 다량 첨가된 Al합금에서 다른 변수의 변화가 없다고 가정할 때, 합금의 유동성은 용탕선단부의 응고거동에 의해서 좌우되는 경향이 높다[10]. Fig. 10의 결과로 부터 공정 Mg2Si 조직의 개량화 보다, 0.01wt%TiB 첨가로 초정 α-Al 조직이 미세화 처리된 0.01wt%TiB-0.02wt%Sr 시료의 유동성이 우수하였다. 주형 충진 과정에서 부분적으로 초정조 직의 응고가 발생하는 것을 고려하면 공정개량화 처리는 유 동성에 미치는 영향이 미미하며, 초정 결정립 미세화 처리가 용탕 유동성 향상에 유효한 것으로 사료된다.
3.4 공정 Mg2Si 개량원소 첨가에 따른 수축성의 영향 수축으로 인해 발생되는 기공결함은 가장 일반적인 주조결 함으로, 기계적 성질의 저하로 이어진다. 대부분 합금의 상변 태 시 체적 감소로 인해 발생되는 응고수축은 수축부위로의 원활한 용탕보급이 일어나지 못할 경우 수축결함으로 나타난
Fig. 10.
Results of fluidity test with addition of various eutecticmodifiers.
Fig. 11.
Cross-section view of shrinkage specimen with addition of various eutectic modifiers.다[11,12].
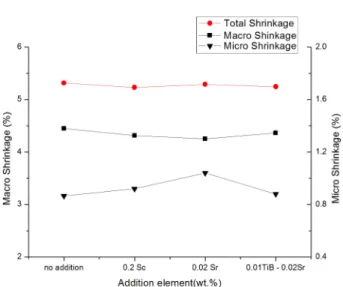
순금속 혹은 공정합금의 경우, 준액상 온도범위가 작고, 응 고가 평활한 계면으로 진행하므로 수축에 동반한 변형에 대 하여 충분한 강도를 유지하는 경우, 파이프(pipe)상 수축이 형성된다. 수축성 평가는 압탕과 같은 주조방안에 의해 설정 가능한 파이프상 수축을 조대 수축기공, 주조 결함과 관련되 는 내부의 기공 및 미세수축을 미소 수축기공으로 나누어 평 가한다. Fig. 11은 수축성 평가를 위한 시편의 단면과 파이 프상 수축의 면적비를 나타낸 것이다. Fig. 12에 나타난 바와 같이 공정 Mg2Si 개량화 원소 첨가 시 미소 수축이 높게 나 타나는 경향을 보이며, 0.02wt%Sr 첨가 시 미소 수축기공이 1.04%로 가장 높게 나타났다. 공정개량화 원소 첨가 시 개 량원소의 종류에 따라 공정상의 형성위치가 달라지면 기공의 분포 및 크기가 달라진다고 보고하고 있다[13].
개량처리를 하더라도 합금 특성인 전체 수축량의 분율은 공정 개량처리에 의해 크게 영향을 받지 않았다. 그러나 Sr 은 파이프 부피를 줄여 조대 수축기공을 감소시키고, 주물에 미소 기공을 분산시켜 미소 수축을 증가시키는 원인이 된다.
수축기공은 개량처리가 이루어짐에 따라 재분포하게 되는 것 이다. Sr첨가로 인해 액상금속의 표면장력이 감소되어 미소 수축기공 핵생성이 쉬워지고, 머쉬형 응고거동이 나타나므로 응고 중 용탕보급이 어렵게 되어 미소 수축공들이 생성되는 주요 원인으로 보고되고 있다[14,15]. Sc 또한 이러한 경향 이 나타난 것으로 보아 공정 개량원소 첨가 시, 조대 수축기 공은 감소하고 미소 수축기공은 증가하는 것으로 사료된다.
4. 결 론
주조용 Al-4wt%Mg-0.9wt%Si-0.3wt%Mn-0.15wt%Fe 합금 에서 미량원소 첨가에 따른 공정 Mg2Si 개량화에 미치는 영
향에 대해 연구한 결과, 다음과 같은 결론을 얻었다.
1) 공정개량화 원소 첨가에 의해 공정 Mg2Si 성장온도가 저하하였다. Sc의 경우, 첨가량이 증가함에 따라 공정 Mg2Si 성장온도는 저하하였으며, 0.2wt%Sc 첨가 시, 쉘주형 시료의 공정 Mg2Si 성장온도는 580.6oC로 크게 저하하였다. Sr의 경우, 0.02wt% 첨가까지는 공정 Mg2Si 성장온도가 감소하 여 쉘주형 시료의 경우 582.4oC 였지만, 첨가량이 증가하면 공정 Mg2Si 온도가 다시 상승하였다.
2) 공정개량화 원소 첨가 결과, 공정 Mg2Si 성장온도가 감소하면서 공정 Mg2Si의 형상 aspect ratio가 감소하고 modification ratio가 증가하였다. 공정 Mg2Si 개량효과를 조 직형상으로 판단할 때, Sr 첨가는 가장 효과적인 공정개량화 원소로 0.02wt%Sr 첨가까지 공정개량화 효과가 증가하여 공 정 Mg2Si는 lamellar에서 fibrous한 형상으로 개량되었다.
3) 공정개량화 원소 첨가가 합금의 유동성에 미치는 영향 을 평가한 결과, Sc 첨가는 무첨가 시료와 유동성의 큰 차 이가 나타나지 않았다. Sr 0.02wt%첨가의 경우, 유동성이 높게 나타나 충진길이가 505 mm로 측정되었으며 이는 Sr첨 가에 의한 표면장력 감소에 기인된 것으로 사료된다.
4) 공정개량화 원소 첨가로 인해 조대 수축기공은 감소하 고 미소 수축기공은 증가하였다. Sr 첨가의 경우, 조대 수축 기공율은 다른 첨가제와 비교하여 다소 낮았으나 미소 수축 기공율은 1.04%로 가장 높았다. 그러나 본 실험에서 공정개 량처리 원소 첨가에 의한 전체 수축율의 변화는 나타나지 않 아, 무첨가 시료와 동일한 전체 수축율을 나타내었다.
References
[1] Kim JM, Seong KD, Jun JH, Kim KT and Jung WJ, J. Korea Foundry Society, “Variation of fluidity and mechanical properties of Al-Mg alloys with the addition of Si, Mn and Zn”, 24 (2004) 138-144.
[2] K. Al-Helal, I.C. Stone and Z. Fan, Transactions of the Indian Institute of Metals, “Simultaneous Primary Si Refinement and Eutectic Modification in Hypereutectic AlSi Alloys”, 65 (2012) 663-667.
[3] B.N.Sarada, P.L. Srinivasamurthy and Swetha, International Journal of Innovative Research in Science, Engineering and Technology, “Microstructural Characteristics of Sr And Na Modified Al-Mg-Si Alloy”, 2 (2013) 3975-3983.
[4] Kim MH and Lee JT, J. Korea Foundry Society, “The Effects of Sc on the Microstructure of Hypoeutectic Al-Si Alloys”, 24 (2004) 145-152.
[5] John E. Gruzleski and Bernard M. Closset, The Treatment of Liquid Aluminum-silicon Alloys, American Foundrymen's Society, Illinois (1990) 39-41.
[6] S. G. Shabestari and S. Ghodrat, Materials Sci. and Eng. A,
“Assesment of modification and formation of intermetallic compounds in aluminum alloy using thermal analysis”, 467 (2007) 150-158.
[7] K. R. Ravi, R. M. Pillai, K. R. Amaranathan, B. C. Pai and M.
Fig. 12.
Results of shrinkage measurement with addition of various eutectic modifiers.Chakraborty, Journal of Alloys and compounds, “Fluidity of aluminum alloys and composites”, 456 (2008) 201-210.
[8] Dang, J.Z., Huang, Y.F. and Cheng, J, Transactions of Non- ferrous Metals Society of China, “Effect of Sc and Zr on microstructures and mechanical properties of as-cast Al-Mg- Si-Mn alloys”, 19 (2009) 540-544.
[9] D. Emadi, J.E. Gruzleski, and J.M. Togurt, Metallugical Transactions B, “The Effect of Na and Sr Modification on Surface Tension and Volumetric Shrinkage A356 Alloy and Their Influence on Porosity of Formation”, 24B (1993) 1055- 1063.
[10] M. C. Flemings, Metallurgical Transactions, “Solidification Processing”, 5 (1974) 2121-2134.
[11] G. Lang Ranshofen, Aluminium, “Gießeigenschaften und Oberflächenspannung von Aluminumund binren Aluminium-
legierungen”, 48 (1972) 664-672.
[12] A. K. Dahle, P. A. Tondel, C. J. Raradies and L. Arnberg, Met.
and Mat. Trans., “A Effect of Grain Refinement in the Fluidity of Two commercial Al-Si Foundry Alloys”, 27A (1996) 2305- 2313.
[13] S. D. Mcdonald, A. K. Dahle, J. A. Taylor and D. H. StJohn, Met. and Mat. Trans. B, “Modification-Related Porosity Formation in Hypoeutectic Aluminum- Silicon Alloys”, 35B (2004) 1097-1106.
[14] John E. Gruzleski and Bernard M. Closset, The Treatment of Liquid Aluminum-silicon Alloys, American Foundrymen's Society, Illinois (1990) 57-73.
[15] R. Cook, Modification of aluminium - silicon foundry alloys, London & Scandinavian metallurgical Co. Limited, London (1998) 12-14.