Al-Zn-Mg-Cu 다이캐스팅용 합금의 주조성 및 인장특성에 미치는 Zn 첨가량의 영향
김기태†·양재학·임영석 한국생산기술연구원 주조기술센터
Effects of Zn Amounts on the Castability and Tensile Properties of Al-Zn-Mg-Cu Alloys for Die Casting
Ki-Tae Kim†, Jae-Hak Yang, and Young-Suk Lim
Foundry Technology Center, Korea Institute of Industrial Technology, Incheon, 406-800 Korea
Abstract
The effects of Zn amounts on the castability and tensile properties of Al-Zn-Mg-Cu alloys were investigated for development of high strength die casting aluminium alloys. Al-Zn-Mg-Cu alloys with 3.5% Zn showed high cast cracking tendency and poor mold filling behaviour. Al-Zn-Mg-Cu alloys with 5wt% Zn and 7wt% Zn had the tensile strengths of 300~400MPa and the elongations of 2~18%. The effect of Zn on the tensile strength of Al-Zn-Mg-Cu alloys was insignificant, but Al-Zn-Mg-Cu alloy with high Zn amount had lower elongation.
Key words : Al alloy, Die casting, High strength, Mold filling, Cast cracking.
(Received May 22, 2010 ; Accepted August 3, 2010)
1. 서 론
세계적으로 환경오염 문제가 대두되면서 자동차 산업분야에서 는 자동차의 평균연비 및 자동차 배기가스 규제 강화에 대비 한 연비개선이 절실히 요구되고 있어, 이에 대한 대책으로 자 동차 경량화를 위한 Al 등의 경량소재를 이용한 자동차부품 적 용이 크게 늘어나고 있다. Al 부품을 생산공정에 따라서 분류 하면 다이캐스팅에 의하여 제조되는 Al 부품 생산량이 전체 Al 부품 생산량의 약 35%에 이르고 있다. 이러한 Al 다이캐 스팅 부품에 적용되고 있는 Al 소재로는 대부분 Al-Si 합금계 가 사용되고 있으나, Al-Si 합금계는 인장강도 수준이 300MPa 이하이기 때문에 300MPa 이상의 고강도를 요구하는 Al 자동 차 부품설계 및 적용에 한계성을 갖고 있다. 또한 다이캐스팅 용 Al-Si 합금계는 Si을 5~12wt% 함유하고 있기 때문에 내 마모성이나 내스크레치성 등의 부품 표면특성 향상을 위하여 필요한 anodizing 처리가 어렵다. 한편 Al-Si 합금계 이외에 다이캐스팅용으로 사용되고 있는 Al 합금소재로는 Al-Mg 합금 계도 있으나 이것도 인장강도 수준이 300MPa 이하이다. 최근 고강도 다이캐스팅용 Al 합금 소재에 대한 관심이 높아지면서 세계의 알루미늄 소재 제조업체에서 인장강도 300MPa 이상의 다이캐스팅용 Al-Zn 합금에 대한 연구개발이 이루어지고 있다 [1]. Al-Zn 합금계는 대부분 압출, 압연 등의 소성가공용 합금
소재로서 사용되고 있으며 석출강화 열처리후에 700MPa 수준 의 인장강도를 나타내고는 있으나, Al-Zn 합금계는 주조 크랙 이 쉽게 발생되어 주조용 합금소재로 사용하는 데에 한계성을 갖고 있다. 이러한 Al-Zn 합금계의 주조 크랙 방지 및 유동성 향상 등 주조성 향상을 위한 합금조성 개량, 주조속도 조절, 냉 각속도 조절 및 결정립 미세화 등과 같은 여러 연구결과가 보 고되었다[2-8]. 그러나 Al-Zn-Mg-Cu 합금을 다이캐스팅하였을 때에 주조성이나 기계적 특성과 관련된 보고는 거의 없다. 따라 서 본 연구에서는 Al-Zn-Mg-Cu 합금을 다이캐스팅하여 Zn 첨 가량이 주조 크랙 및 금형 충전성 등의 주조성에 미치는 영향 을 조사하였으며, 또한 Zn 첨가량이 Al-Zn-Mg-Cu 합금의 인 장특성에 미치는 영향도 조사하였다.
2. 실험 방법
Al, Zn, Mg 등의 순금속(99.9%)과 Al-20%Cu 및 Al-10%Ti 모합금을 흑연 도가니를 사용하여 전기로에서 용해하였으며, 용 탕의 유동성 확보와 과열에 따른 산화를 최소화하기 위하여 용 탕온도를 730~750oC로 유지하였다. 다음에 환원성 플럭스(flux) 를 용탕 표면에 산포하고 교반하여 용탕 내 산화물을 제거하 였으며, Ar 가스를 사용하여 탈수소처리를 수행하였다. 용해가 완료된 용탕으로부터 채취한 시편들의 화학조성 분석결과는
†
E-mail : [email protected]
−
138−
Al-Zn-Mg-Cu 다이캐스팅용 합금의 주조성 및 인장특성에 미치는 Zn 첨가량의 영향 - 김기태·양재학·임영석Table 1에 나타내었다. Zn 첨가량이 Al-Zn-Mg-Cu 합금의 주 조성 및 인장특성에 미치는 영향을 조사하기 위하여 Zn는 3~7wt% 범위로 하였다. 그리고 Al-Zn-Mg-Cu 합금의 주조 크 랙 및 금형 충전성 등의 주조성과 인장특성을 조사하기 위하여 콜드 챔버형 다이캐스팅 머신을 이용하여 Fig. 1과 같은 다이 캐스팅 금형에 시편을 주조하였다. 시편은 폭 10 mm, 길이 100 mm, 두께는 각각 0.5, 1, 1.5 및 2 mm 크기로 ASTM B 557M 규격에 맞추어 다이캐스팅 공정조건에 따라서 주조하 였다. 다이캐스팅 공정조건은 금형온도 210~230oC, 다이캐스팅 가압력 350 kg/cm2로 하여 시편을 주조하였다. 주조된 시편은 120oC에서 24시간 시효처리하였다. 시편의 주조 크랙성 및 금 형 충전성은 0.5, 1, 1.5 및 2 mm 두께별로 각각 20개의 시편 을 주조하여 평가하였다. 주조 크랙성은 20개의 시편중에서 시 편 표면부에서 발생된 길이 0.1 mm 이상의 크랙이 발생된 시 편수에 따라서 각각 주조 크랙 발생률 10% 이하, 11%~49%, 50% 이상으로 평가하였다. 그리고 금형 충전성은 20개의 시편 이 전부 충전되었으면 완전충전으로 평가하였고, 20개의 시편중 에서 1개의 시편이라도 충전이 이루어지지 않았으면 부분충전으 로 평가하였다. 시편의 액상선 온도 및 고상선 온도는 열분석기 (DSC)를 이용하여 측정하였다. 또한 인장시험은 ASTM B 557M 규격에 따라 수행하였고, 시편의 미세조직은 광학현미경 (OM)으로 관찰하였다.
3. 실험 결과 및 고찰 3.1 주조 크랙
Fig. 2는 Al-Zn-Mg-Cu 합금에서 Zn 첨가량이 주조 크랙 발생률에 미치는 영향을 나타낸 것이다. Zn 함량이 약 3.5wt%
인 합금 1은 두께 1 mm 이하의 시편에서는 50% 이상의 크랙 발생률을 나타내었고, 두께 1.5 및 2 mm 시편에서는 11~49%
정도의 크랙 발생률을 나타내었다. 한편 Zn 함량이 각각 약
5wt% 및 7wt%인 합금 2 및 합금 3은 두께 1.5 mm 이상의 시편에서는 10% 이하의 크랙 발생률을 나타내었고, 두께 0.5 mm 시편에서는 50% 이상의 크랙 발생률을 나타내었다. 따 라서 같은 두께의 시편에서 Zn 함량이 약 3.5wt%로 낮은 합 금 1이 Zn 함량이 각각 약 5wt% 및 7wt%로 높은 합금 2 및 합금 3에 비하여 주조 크랙 발생률이 높은 것을 알 수 있 다. 이와 같이 Zn 함량이 낮은 합금이 Zn 함량이 높은 합금 에 비하여 주조 크랙 발생률이 높은 이유를 조사하기 위하여 열분석기를 이용하여 각 합금의 액상선 온도(TL) 및 고상선 온 도(Ts)를 측정하였다. Table 2는 Al-Zn-Mg-Cu 합금 시편의 액 상선 온도(TL) 및 고상선 온도(Ts)를 열분석기를 이용하여 측정 한 결과를 나타낸 것이다. Zn 함량이 약 3.5wt%로 낮은 합금 1은 Zn 함량이 높은 합금 2 및 합금 3에 비하여 액상선 온도 및 고상선 온도의 차이, 즉 고액공존 온도범위가 큰 것을 알 수 있다. 따라서 Zn 함량이 약 3.5wt%로 낮은 합금 1이 Zn 함량이 각각 약 5wt% 및 7wt%로 높은 합금 2 및 합금 3에 비하여 응고과정에서 미세 수축공이 보다 더 쉽게 발생하고 잔 류 액상의 양이 많아지기 때문에, 이로 인하여 합금 1의 주조 크랙 발생률이 보다 더 높은 것으로 생각된다.
3.2 금형 충전성
Fig. 3은 Al-Zn-Mg-Cu 합금에서 Zn 첨가량이 금형 충전성 에 미치는 영향을 나타낸 것이다. Zn 함량이 약 3.5wt%인 합 금 1은 두께 1 mm 이하의 시편에서는 20개의 시편이 완전 충 전되지 못하였고, 두께 1.5 및 2 mm 시편에서는 완전 충전되 었다. 한편 Zn 함량이 각각 약 5wt% 및 7wt%인 합금 2 및 Table 1. Chemical compositions of Al-Zn-Mg-Cu alloys (wt.%).
alloy Zn Cu Mg Ti Fe Al
1 3.57 1.81 1.50 0.01 0.21 92.58
2 5.22 1.65 2.20 0.02 0.22 90.29
3 7.16 1.65 1.87 0.03 0.28 88.73
Fig. 1. Test mold for die casting of Al-Zn-Mg-Cu alloys.
Fig. 2. Cast cracking behaviour with Zn contents in Al-Zn-Mg-Cu alloys (O:≤ 10%, △: 11~49%, X: ≥ 50%).
Table 2. Solidus and Liquidus temperatures of Al-Zn-Mg-Cu alloys.
alloy TS (oC) TL (oC) TL-TS(oC)
1 529 644 115
2 526 634 108
3 524 626 102
합금 3은 두께 1 mm 이상의 시편에서는 20개 시편이 모두 완 전 충전되었고, 두께 0.5 mm 시편에서는 완전 충전되지 못하였 다. 따라서 Zn 함량이 약 3.5wt%로 낮은 합금 1이 Zn 함량
이 각각 약 5wt% 및 7wt%로 높은 합금 2 및 합금 3에 비 하여 금형 충전성이 낮은 것을 알 수 있다. 이것은 Al-Zn-Mg- Cu 합금의 충전성에 영향을 미치는 유동도는 고액공존 온도범 위가 클수록 수지상정에 의한 유동저항성이 커져서 낮아지기 때 문에, 결과적으로 Zn 함량이 약 3.5wt%로 낮은 합금 1이 Zn 함량이 각각 약 5wt% 및 7wt%로 높은 합금 2 및 합금 3에 비하여 금형 충전성이 보다 낮은 것으로 생각된다.
3.3 인장특성
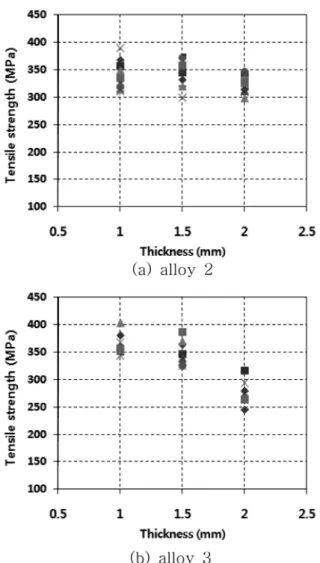
Fig. 4는 Zn 함량이 각각 약 5wt% 및 7wt%인 합금 2 및 합금 3의 두께 1, 1.5 및 2 mm 시편에 대하여 인장강도를 평 가한 결과를 나타낸 것이다. 합금 2의 두께 1 및 1.5 mm 시편 의 인장강도는 300~400MPa 범위이며 두께 2 mm 시편은 인장 강도가 300~350MPa 범위인 것을 알 수 있다. 합금 3의 두께 1 및 1.5 mm 시편의 인장강도는 300~400MPa 범위이며 두께 2 mm 시편은 인장강도가 250~350MPa 범위인 것을 알 수 있 다. 즉, Zn 함량이 각각 약 5wt% 및 7wt%인 합금 2 및 합 금 3의 인장강도는 차이가 크지 않아, Al-Zn-Mg-Cu 합금의 인장강도에 미치는 Zn 함량의 영향은 적은 것을 알 수 있다.
Fig. 3. Mold filling behaviour with Zn contents in Al-Zn-Mg-Cu alloys (O: full filling, X: partial filling).
Fig. 4. Variation of the tensile strength of aged alloy 2 and alloy 3 with the thickness of the specimens.
Fig. 5. Variation of the elongation of aged alloy 2 and alloy 3 with the thickness of the specimens.
−
140−
Al-Zn-Mg-Cu 다이캐스팅용 합금의 주조성 및 인장특성에 미치는 Zn 첨가량의 영향 - 김기태·양재학·임영석Fig. 5는 합금 2 및 합금 3의 두께 1, 1.5 및 2 mm 시편에 대하여 연신율을 평가한 결과를 나타낸 것이다. Zn 함량이 약 7wt%인 합금 3의 연신율이 Zn 함량이 약 5wt%인 합금 2의 연신율에 비하여 상대적으로 낮다. Al-Zn-Mg-Cu 합금은 자연 시효 혹은 인공시효에 의하여 MgZn2가 석출되고, Zn 함량 증 가에 따라서 MgZn2 석출양이 증가하는 합금으로 잘 알려져 있다. 합금 3이 합금 2에 비하여 인장강도는 큰 차이가 없으나 연신율이 낮은 이유는, Zn 함량이 5wt%에서 7wt%로 증가함 에 따라서 MgZn2 석출양이 증가하지만 이것이 인장강도 증가 에 미친 영향은 작은 반면에 오히려 연신율 저하에 영향을 준 것으로 생각된다. 한편 합금 2의 연신율은 최대 18%에서 최소 3%로 시편 두께증가에 따라서 연신율이 감소한 것을 알 수 있 다. 또한 합금 3의 연신율은 최대 15%에서 최소 2%로 시편 두께증가에 따라서 연신율이 감소한 것을 알 수 있다. 이와 같 이 시편 두께 증가에 따라서 합금 2 및 합금 3의 연신율이 감소한 것은 시편의 두께 증가에 따라 주조결함인 미세기공이 증가했기 때문인 것으로 판단된다. Fig 6은 시편 두께증가에 따른 합금 2 및 합금 3의 미세조직을 관찰한 것이다. 합금 2 및 합금 3은 시편의 두께 증가에 따라 주조결함인 미세기공이 증가한 것을 볼 수 있다.
4. 결 론
고강도, 다이캐스팅용 Al 합금개발의 일환으로서, Al-Zn-Mg- Cu 합금을 다이캐스팅하여 Zn 첨가량이 Al-Zn-Mg-Cu 합금의 주조 크랙 및 금형 충전성 등의 주조성에 미치는 영향과 또한 Zn 첨가량이 Al-Zn-Mg-Cu 합금의 인장특성에 미치는 영향을 조사한 결과 다음과 같은 결론을 얻었다.
1) Zn 함량이 약 3.5wt%인 합금이 Zn 함량이 약 5wt% 및 7wt%로 높은 합금에 비하여 고액공존 온도범위가 크며, 이에 따라서 Zn 함량이 약 3.5wt%로 낮은 합금이 Zn 함량이 약
5wt% 및 7wt%로 높은 합금에 비하여 주조 크랙 발생률이 높 았다.
2) Zn 함량에 따른 주조 크랙발생률은 금형충전성에도 영향을 미쳐서, Zn 함량이 약 3.5wt%로 낮은 합금이 Zn 함량이 약 5wt% 및 7wt%로 높은 합금에 비하여 금형 충전성도 낮았다.
3) Zn 함량이 약 7wt%인 합금은 5wt%인 합금에 비하여 인장강도는 큰 차이가 없었으나 연신율은 낮았다. 즉, Zn 함량 증가는 Al-Zn-Mg-Cu 합금의 인장강도에 미치는 영향은 작은 반면에 오히려 연신율을 저하시켰다.
감사의 글
본 연구는 지식경제부 국가플랫폼기술개발사업의 지원으로 수 행되었습니다.
참고문헌
[1] L. Jen, Y. Xinyan and Z. Wenping : PCT Patent, “High strength, high stress corrosion cracking resistant and castable Al-Zn-Mg- Cu-Zr alloy for shape cast products”, WO 2008/036760 (2008) [2] J. Dong, J.Z. Cui, F.X. Yu, Z.H. Zhao and Y.B. Zhuo : J. Mater.
Proc. Tech., “A new way to cast high-alloyed Al-Zn-Mg-Cu-Zr for super-high strength and toughness”, 171 (2007) 399-404 [3] D. Jie, C. Jianzhong, D. Wenjiang : J. Crystal Growth, “Theoretical
discussion of the effect of a low-frequency electromagnetic vibrating field on the as-cast microstructures of DC Al-Zn- Mg-Cu-Zr ingots”, 295 (2006) 179-187
[4] J. Dong, J. Cui, X. Zeng and W. Ding : Mater. Letters, “Effect of low-frequency electromagnetic field on microstructures and macrosegregation of
φ 270 mm DC ingots of Al-Zn-Mg-
Cu-Zr alloy”, 59 (2005) 1502-1506[5] S. Geoffrey K : US Patent, “Method for grain refinement of high strength aluminum casting alloys”, 6,645,321 (2003) [6] Z. Yubo, C. Jianzhong, Z. Zhihao, Z. Haitao, and Q. Ke : Mater.
Sci. Eng. A, “Effect of low frequency electromagnetic field on Fig. 6. Optical micrographs of die cast specimens of alloy 2 and alloy 3.
casting crack during DC casting superhigh strength aluminum alloys ingots”, 406 (2005) 286-292
[7] B. Zhang, J. Cui and G. Lu : Mater. Sci. Eng. A, “Effect of low- frequency electromagnetic field on microstructures and macrosegregation of continuous casting 7075 aluminum alloy”,
355 (2003) 325-330
[8] R.K. Paramatmuni, K.M. Chang, B.S. Kang and X. Liu : Mater.
Sci. Eng. A, “Evaluation of cracking resistance of DC casting high strength aluminum ingots”, 379 (2004) 293-301