<학술논문>
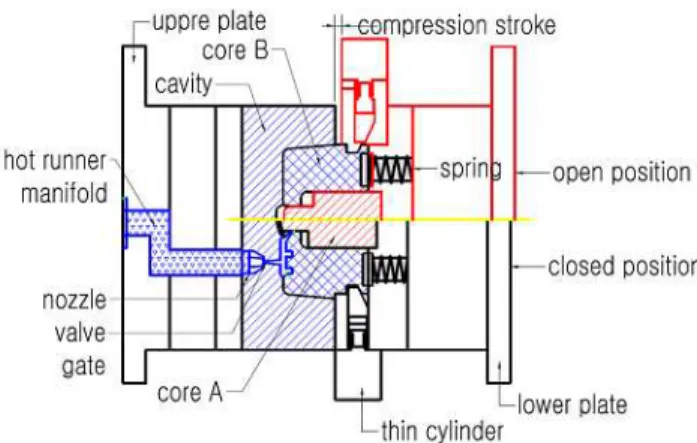
Film Insert Molding of Automotive Door Grip Using Injection-Compression Molding
7
0
0
전체 글
(2)
(3)
(4)
(5)
(6)
(7)
수치
관련 문서
If the desired part of the molding material can be heated to a desired degree by using the high frequency induction heating device, it will contribute
In order to investigate the effects of process parameters on qualities of the drilled hole quantitatively, laser drilling experiments were carried out using
2. The finite element is calculating using tension test of uni-direction 0° and 90°, compression test of uni-direction 0° and 90° and shear test results and, the results
In terms of the mould design, the effects of runner system design and the mould temperature on filling characteristics, the weldline formation, the
Group-spatial reuse: different parts of the program access the same cache line.... Generally takes
The influence of age and gender on remifentanil EC 50 for preventing microemulsion propofol injection pain.. - Remifentanil EC 50 on propofol injection
No.. ramus insufficiency fracture, B) Thorax and abdomen CT showing multiple spine compression fracture.. ramus insufficiency fracture, B) After 4 months of
Finally the relationship of the weight rate in fiber content of the product and fiber orientation function J and that of the injection molding condition and fiber
