잉크젯 프린팅 기술을 이용한 기판 표면처리와 금속 패턴 형성에 관한 연구
조용민*·박성준†
A Study of Substrate Surface Treatment and Metal Pattern Formation using Inkjet Printing Technology
Yong-Min Jo and Sung-Jun Park
Key Words: Droplet formation( 액적 형성 ), Drop-on-demand(DOD: 요구 적출형 ), Inkjet( 잉크젯 ), Piezo( 압전소자 ), Sintering( 소결 )
Abstract
Inkjet printing is one of the direct writing technologies and is able to form a pattern onto substrate by dispensing droplets in desired position. Also, by inkjet technology manufacturing time and production costs can be reduced, and procedures can be more efficient. To form a metal pattern, it must be harmonized with conductive nano ink, printing process, sintering, and surface treatment. In this study, micro patterning of conductive line has been investigated using the piezoelectric printhead driven by a bipolar voltage signal is used to dispense 20-40
µ
m diameter droplets and silver nano ink which consists of 50 nm silver particles. In addition, hydrophobic treatment of surface, overlap printing techniques, and sintering conditions with changing temperature and times to achieve higher conductivity.1. 서 론
최근 IT 산업의 발전으로 인해 전자 부품 , 전기 및 전 보통신분야의 제품들은 소형화 , 경량화 , 집적화가 요구 되어 진다 . 이들 부품들의 전극 형성을 위한 패턴 공정
을 실현화 하고자 하는 연구가 진행되고 있다
(1). 고정도 대면적의 패턴이 필요한 제품을 제조하는 기술의 기반 은 리소그래피 (Lithography) 공정이었다 . 하지만 진공 공 정과 높은 청정도가 요구되는 방식으로 장비 투자 , 다수
의 공정 및 재료비용으로 제조 원가가 높은공정이다 . 이
러한 공정의 저렴한 제조 기술의 요구로 인하여 잉크젯 프린팅 기술이 각광받고 있다
(2).
잉크젯 프린팅은 다양한 공정이 가능하여 공정비용을 획기적으로 낮출 수 있으며 , 연속공정을 통해 공정속도 또한 증대시킬 수 있으며 공정을 유지하는데 사용되는 전기 등 각종 에너지의 소비를 줄여서 친환경적인 공정 이 가능하다 . 원하는 부분에만 선택적으로 전자소자의 제작이 가능하므로 불필요한 화학폐기물의 배출을 최소 화 할 수 있다 . 이러한 다양한 장점을 지니고 있는 잉크 젯 프린팅 기술은 현재 다양한 요소 부품 제작 공정에 적용하는 단계에 이르렀다 . 으며 향후 모든 전자소자나 제품을 제작하는 공정에 적용될 것으로 예상된다 . 특히
잉크젯 프린팅 기술은 유연한 플라스틱 기판 위에 전자 소자를 구현하는 플렉서블 전자소자 기술과 매우 높은 공정 적합성을 띄고 있어 향후 플렉서블 전자소자 공정 기술로 사용될 수 있는 높은 가능성을 가지고 있다
(3). (2012
년2
월3
일접수~ 2012
년2
월24
일심사완료, 2012
년3
월26
일게재확정)
*한국교통대학교기계공학과대학원
†책임저자
,
회원,
한국교통대학교기계공학과E-mail : [email protected]
TEL : (043)841-5130 FAX : (043)841-5120
잉크젯 프린팅 기술을 이용하여 전자소자를 제작 시 전도성 잉크를 사용하게 된다 . 금속 입자가 함유된 전도 성 잉크는 패턴 인쇄 후 기능의 발현 또는 향상을 위하 여 열처리 과정이 필요하게 된다
(4).
일반적으로 전도성 잉크의 열처리 방법은 오븐을 이 용한 가열 방법을 사용하고 있다 . 현재 대부분의 전도성 잉크들은 주로 은을 전도성 물질로 사용하여 개발되고 있다 . 금 , 은 , 구리 등을 금속배선으로 사용하며 그 중 금속배선 중 은을 가장 많이 사용한다 . 은을 주로 사용 하는 이유는 상대적으로 금보다 은의 가격이 저렴하며 금 다음으로 가장 좋은 전기 전도도를 보이며 비교적 잉크젯 장비에서의 토출 안정성이 다른 금속에 비해서 좋다 . 이런 이유로 잉크젯 프린팅 기술에 적용이 가능한
은 잉크 제조에 관한 연구가 많이 수행되고 있다
(5-6). 잉
크젯 프린팅 기술에 있어서 많은 연구가 진행된 결과 거론되어 온 많은 문제점이 해결된 상태이지만 패턴 형 상에 따른 신뢰성 저해 요인들은 현재 주된 논점 중 하 나가 되고 있다 . 따라서 본 논문에서는 잉크젯 프린팅을
이용하여 유연한 PET 기판에 화학적 표면처리를 하여
기판의 표면에너지를 변화시킨 후 액적 토출 형상 및 패턴 형성을 위한 최적 조건을 구현하여 균일한 패턴을 제조한다 . 또한 압전소자 방식의 잉크젯 헤드와 Ag 잉 크를 이용하여 패턴을 제조하기 위해 중첩인쇄를 이용 하여 적절한 패턴을 형성하며 선폭의 두께를 변경한다 .
패턴의 반복 횟수에 따른 소결 공정을 진행하고 각 조 건에 맞는 전도성 측정 실험에 대하여 보고하고자 한다 .
2. 실험장치 및 방법
2.1 잉크젯 프린팅
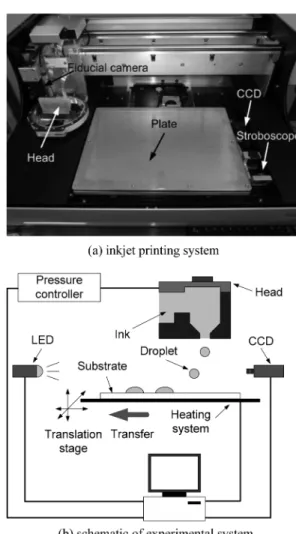
본 연구에서 사용된 산업용 잉크젯 프린팅 장비의 개
략도 및 구성은 Fig. 1 에 나타내었다 . 본 실험에서 이용
된 장비는 Dimatix 사의 DMP-2831 을 사용하였으며
DOD 방식의 산업용 잉크젯 프린터이다 . 기본적인 잉크 젯 프린팅 기술은 헤드에서 토출된 액적이 기판에 연속 적으로 탄착되어 원하는 패턴을 구현하게 되기 때문에 모든 노즐의 토출 상태를 동일하게 유지하는 것이 중요 하다 . 프로그램을 통해 잉크젯 프린터 헤드부분의 전압 ,
파형 , 토출 주파수 등을 조절할 수 있다 . CCD 카메라를
이용하여 각 노즐간의 액적 토출 속도 , 액적간의 편차 ,
위성 액적 등의 여러 가지 요소로 생기는 패턴 편차가 생기지 않도록 제어한다 .
기판의 온도 제어는 상온에서 60
oC 까지 가능하며 프 린터 헤드의 노즐 개수는 16 개이다 . 각 노즐의 직경은
23 µm 로 단일 액적 토출 시 약 10 pl 가 분사된다 .
2.2 잉크
잉크젯 프린팅이 가능한 잉크의 점도는 약 8~20 cPs
Fig. 1 Configuration of experimental printing system Table 1 Ag ink characteristics
Properties TEC-IJ-010
Ag contents 15 wt%
Viscosity 9~15 cPs
Surface tension 30~32 dynes/cm
Sintering time, temperature 130~150
oC, 30 min
이며 점도가 낮을 시에는 노즐 표면으로부터 액적 형성 이 제대로 되지 않는 문제가 생길 수 있으며 반대로 점 도가 높은 경우에는 노즐을 통한 액적 토출이 안되는 경우가 생기므로 프린팅을 위한 잉크 제작 및 선정 시 의 적절한 점도 선택이 중요한 요소라 할 수 있다 . 본 연구에서는 잉크젯 프린팅 기술을 이용한 미세패턴 구 현 시 사용된 전도성 잉크는 잉크테크 사의 Ag 나노 잉
크를 사용했으며 , 주로 금속 배선을 위한 잉크로 사용하
고 있다 . 사용된 Ag 잉크의 은 함유량은 15 wt% 이며 잉
크의 소결 온도는 130~150
oC 온도에서 30 분으로 되어
있다 .
사용된 Ag 나노 잉크는 Table 1 에 정리하였으며 25
oC
에서는 점도가 9~15 cPs 이다 . 20 cPs 이상의 점도에서는
안정적인 토출이 불가능하며 액적 토출 속도가 낮아지 면서 위성 액적이 발견하는 것을 알 수 있다 .
2.3 기판표면처리
원하는 패턴을 형성하고자 하는 기판의 표면에너지와 액적 탄착에 의해서 패턴의 형상이나 균일성이 결정된 다 . 기판 위의 균일한 패턴을 형성하기 위해서는 잉크와
기판의 표면에너지의 조절을 통해 젖음성 (wettability) 을 고려해야 한다 . 액적이 친수성을 갖고 있는 기판에 탄착 이 될 때 액적 퍼짐으로 인해 패턴 폭이 넓어져 원하는 미세한 선폭을 형성할 수 없다 .
하지만 소수성을 갖는 기판에 액적 탄착이 될 경우 액적 퍼짐을 억제하여 미세한 선폭을 형성할 수 있다 .
일반적으로 사용되는 OTS(octadecyltrichol-orosilane) 와
톨루엔 (Toluene) 을 혼합하여 제작하였다 .
OTS 는 긴 알킬사슬과 말단에 반응성 클로로실란 그 룹을 가지며 기판 표면과 반응 후 긴 알킬 사슬에 의한
OTS 로 코팅된 기판 표면은 소수성을 띄게 되며 물방울
이 잘 생기지 않는 특성이 있다 . 소수성 기판을 제작하
기 위해 OTS 1% 와 톨루엔 99% 를 혼합한 후 액체를
PET 필름에 코팅을 실시하고 제작된 기판을 이용한 소
수성 기판에 잉크젯 프린팅을 이용하여 액적의 거동을 관찰하며 패턴 형성의 영향을 관찰하였다 . 표면처리를
하지 않은 기판과 소수성 표면처리를 한 기판의 접촉
각은 Fig. 3 에 나타내었다 . (a) 는 표면처리를 하지 않
은 필름의 접촉각 이미지이며 약 13
o의 값을 가진다 .
(b) 의 이미지는 소수성 표면 처리를 한 필름의 접촉각
이미지이다 . 접촉각은 약 60
o의 값을 가지는 것을 알 수 있다 . 표면처리를 한 기판에 프린팅을 비교한 이미
지는 Fig. 4 에 나타내었다 . (a) 의 이미지에는 (b) 의 이
미지보다 패턴의 지름이 크며 균일한 패턴을 얻지 못 하는 것을 확인하였다 .
2.4 실험 방법
본 연구에서 액적 형성 과정 및 균일한 토출을 하기 위해 헤드부분에서 액적이 토출 될 때 CCD 카메라 및
스트로보스크프 (stroboscope) 를 이용하여 빠르게 토출되 는 액적의 영상을 촬영한다 . 프로그램을 통한 파형 및 토출 주파수를 설계하여 원하는 부분에 균일한 패턴을 형성하도록 비교 실험하였다 . 균일한 패턴을 형성한 후 소결 과정을 통해 패턴의 비저항을 측정하여 비교 분석 하였다 .
Fig. 2 Hydrophobic coating on the Surface of substrate
Fig. 3 Effect of surface treatment on the contact angle
Fig. 4 Example of substrate surface treatment
3. 실험결과 및 고찰
3.1 액적 토출 최적화
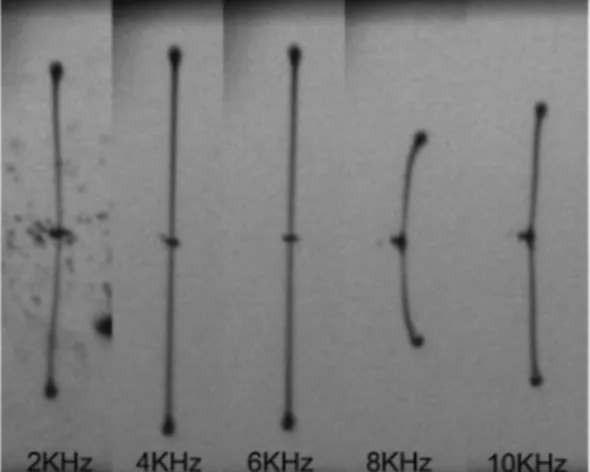
직진성을 띄는 액적 토출을 형성하기 위해서는 잉크 의 점도 , 전압 , 액적 토출 최적화를 위해 전압 , 파형 및 토출 주파수를 변경하면서 액적 토출의 안정화를 진행 하였다 . 액적 토출의 최적화를 하기 위해 전압 및 토출
주파수를 변경하며 실험하였다 . 액적 토출 전압은 24V,
토출 주파수는 2, 4, 6, 8, 10 kHz 로 설정하여 액적 토출
이 된 이미지는 Fig. 5 에 나타내었다 . 2, 8, 10 kHz 의 경
우에는 액적 토출의 직진성이 떨어지는 것을 확인할 수
있으며 4, 6 kHz 은 액적 토출의 직진성을 띄므로 안정
성을 확인할 수 있다 . 하지만 2, 8, 10 kHz 인 경우와 같
이 불규칙한 액적 토출이 진행되면 Fig. 6 과 같이 불규
칙한 패턴이 형성된다 . 이는 헤드 부분에서 위성 액적이 생기면서 기판에 탄착되기 때문이다 . 이러한 현상은 헤
드 부분에서의 노즐 막힘현상으로 인해 위성 액적이 발 생하게 된다 .
노즐 막힘현상을 없애기 위해 메인터넌스 (mainte-
nance) 기능을 활용하여 Fig. 7 과 같은 일정한 액적 토출
을 구현하였으며 잉크젯 헤드의 액적 토출 특성을 제어 하기 위해서 적절한 파형을 설정하였다 .
파형설계를 위해 상승시간 (rising time), 휴지시간
(dwell time), 하강시간 (falling time) 을 설정하여 잉크 특 성에 맞게 파악하였다 . Fig. 7 의 이미지와 같이 액적의
직진성을 띄게 하기 위해 Fig. 8 과 같이 파형을 제어하
였다 . 한 주기 당 파형의 펄스 폭은 11.52 µs 이며 , 토출
주파수는 6 kHz 로 설정하여 안정화가 이루어지도록 하
였다 .
3.2 Ag 패턴의 단면 형성
금속 패턴 라인을 균일하게 프린팅하여 저항 차를 없 앰으로써 전력 소모와 저항에 의한 열 발생을 최소화하 여야 하며 저항이 서로 다르게 되어 전류가 일정하게 흐르지 못하게 되는 현상이 발생되지 않도록 하여야 한 다 . 이러한 저항 차를 최소화하기 위해서 전극의 형상을 균일하게 형성될 필요가 있다 . 패턴의 최적 조건을 구하
Fig. 5 Droplet formation with firing frequency
Fig. 6 Irregular pattern by satellite droplet
Fig. 7 Stabilization of droplet jetting formation
Fig. 8 Stabilization of waveform
기 위한 중첩도는 Fig. 9 와 같이 액적과 액적 사이의 거
리를 계산하였으며 Table 2 와 같이 중첩도의 비율 및 기 판의 온도를 변경하면서 실험을 진행하였다 .
라인 패턴의 형상 변화를 관찰하기 위해 기판 온도와 중첩도를 비교하였다 . 10% 에서 70% 로 진행하였으며
10% 의 중첩도의 drop spacing 을 65 µm 로 설정하였으며
기판 온도를 증가시키면서 프린팅한 경우 라인 패턴이
형성되지 않고 액적들이 서로 뭉쳐있는 형상을 볼 수 있다 .
표면 에너지가 낮아 잉크가 불안정한 상태를 띄기 때 문이다 . 30% 의 중첩도일 때 drop spacing 이 50 µm 인 경우 기판 온도가 30
oC 인 경우 부분적으로 패턴이 원활 하게 형성되지 않은 경우가 발생하였다 . 중첩도를 증가 시킬수록 액적들이 서로 뭉쳐있는 형상의 빈도수가 늘 어나는 것을 알 수 있다 . 중첩도가 증가하면서 액적간의 상호작용으로 인해더욱 균일한 패턴을 얻을 수 있기 때 문이다 .
기판 온도가 45
oC 인 경우 중첩도가 10% 일 경우 라
인 패턴에 균일하게 형성되지 않았다 . 하지만 DPI 가
725.71 과 1270 인 중첩도 50% 와 70% 인 경우에는 패턴
의 중첩도에 상관없이 라인 패턴이 형성하는 것을 알 수 있다 .
기판 온도가 60
oC 인 경우에는 중첩도 10% 인 경우에
만 라인 패턴이 형성되지 않은 형상을 볼 수 있다 .
중첩도가 50% 와 70% 일 경우와 기판 온도가 상승할 수록 패턴의 균일함을 알 수 있었다 . 기판 온도와 중첩
도에 의한 라인 패턴의 선폭 변화를 Fig. 10 과 같이 정
리하였다 . 금속 패턴을 형성하기 위한 얇은 선폭을 구현 하기 위해 중첩도를 30% 로 제어하여 실험하였으며 기 판 온도가 30
oC 에 비해 라인 패턴의 선폭이 얇아지는
것을 확인하였다 .
중첩도가 증가할수록 선폭이 두꺼워지며 기판 온도가
60
oC 일 경우 중첩도가 증가할수록 다른 기판 온도들에
비해 선폭이 얇아지는 것을 확인할 수 있다 . 중첩도가
10% 인 경우에는 다른 기판 온도의 라인 선폭보다 더 두
꺼워졌으며 점차 중첩도가 증가 할수록 다른 액적들의
Fig. 9 Schematic diagram of overlapped neighboring drop- let to form a line
Table 2 Image of line patterned on PET film at different overlap and substrate temperature
Fig. 10 Variation of line width on substrate with various
overlaps and substrate temperature
선폭에 비해 얇아졌다 . 이는 기판 온도가 상승하면서 잉 크의 솔벤트가 빠른 속도로 휘발하기 때문이다 . Ag 잉크
를 토출시키기 위해 먼저 기판으로 사용될 PET 필름에
OTS 로 코팅한 후 실험을 수행하였다 . 전도성 및 패턴의 선폭을 측정하기 위해 선폭이 얇아지는 중첩도 30% 를 기준으로 잉크젯 프린팅된 패턴 횟수의 차이를 가지게 하였다 .
반복 횟수에 따른 선폭 변화는 Fig. 11 에 나타내었다 .
측정한 샘플은 100 배율에서 동일하게 측정하였다 . (a) 는
소수성 처리를 하지 않은 기판에 동일한 패턴으로 1 회 프 린팅한 이미지이며 이 때의 선폭은 206 µm 이다 . 기판에 탄착된 액적이 표면에 넓게 형성되는 것을 알 수 있으며
(b), (c), (d), (e), (f) 는 소수성 기판에서 각 1, 5, 10, 15, 20
회 인쇄한 이미지이다 . 각 선폭은 80.264 µm, 134.66 µm, 187.388 µm, 208.688 µm, 306.789 µm 이다 . 소수성 기판
표면에 반복인쇄를 통한 패턴의 중첩이 이루어졌으나 잉 크의 솔벤트가 휘발하기 전에 액적이 기판으로 누적되면 서 패턴의 선폭이 넓어지는 것을 확인하였다 .
3.3 소결 특성
잉크젯 프린팅 장비의 액적 토출의 최적화시키고 기 판의 표면처리를 통해 균일한 패턴을 형성할 수 있는 조건을 구현하였다 . 제작한 패턴을 이용하여 Ag 잉크의 열처리 후 비저항을 측정하였다 . 패턴의 비저항 값은 측 정한 면저항 값과 두께를 이용하여 비저항 값을 계산하 였다 . 기판의 건조 온도를 45
oC 로 설정하여 패터닝을 실시한 후 가열로 방법을 이용하여 대기중에서 30 분 동 안 열처리된 패턴의 비저항 값을 측정하였다 . 일반적으
로 비저항을 측정하기 위해서는 표면 저항 측정기를 사 용하여 면저항을 측정한 후 두께를 곱하여 비저항 값을 구한다 .
소결된 패턴의 비저항 측정을 실시한 결과는 Table 3
와 Fig. 12 에 나타내었다 . 비저항을 측정하기 위해서 패
턴 두께를 구하고 각 패턴의 면저항을 측정하였다 . 면저 항을 측정하기 위해 패턴 임의의 영역에 각 5 차례 측정
을 진행하여 평균값을 구하였다 . 비저항 계산식은 ρ = RA/L( ρ : 비저항 , R: 저항 , A: 단면적 , L: 길이 ) 에 의해 잉 크가 완전히 소결된 후 비저항을 측정하였다 . 패턴의 단
면적 A 는 표면 프로 파일러를 이용하여 데이터 값을 얻 었다 . 반복횟수가 늘어날수록 비저항 값이 낮게 나왔으 며 또한 소결 온도가 높아질수록 비저항 값이 낮게 나
Fig. 11 Line width change by normal and hydrophobic sub- strate
Table 3 Resistivity versus sintering temperature in air Sintering temperature(
oC) Volume resistance( Ω· cm)
130
1 3.94 × 10
−75 2.89 × 10
−710 2.16 × 10
−715 1.66 × 10
−720 1.61 × 10
−7150
1 3.37 × 10
−75 1.03 × 10
−710 8.06 × 10
−615 6.60 × 10
−620 5.85 × 10
−6170
1 3.31 × 10
−75 9.06 × 10
−610 5.94 × 10
−615 5.46 × 10
−620 4.83 × 10
−6오는 것을 확인할 수 있었다 . 150
oC, 170
oC 의 소결 온도 를 비교하면 비슷한 비저항 값을 가지는 것을 확인하였 으며 반복 횟수가 늘어나면서 서로 비슷한 값을 나타내 었다 .
벌크 Ag 저항은 1.62 × 10
−6Ω· cm 의 값을 가지며 소결 온도 및 반복횟수에 따른 측정한 비저항 값보다 약
3~24 배 정도 더 높게 측정되었다 .
4. 결 론
잉크젯 프린팅 기술을 이용하여 PET 필름에 직접적으 로 라인을 형성하고 전도성을 파악하는 연구하였다 . 이
를 위해 압전소자 방식에 의해 구동되는 잉크젯 헤드와
Ag 잉크를 사용하여 액적 토출 최적화를 하기 위해 액
적 토출 시의 토출 조건들이 어떠한 영향을 미치는지 관찰하였다 . 기판 위로 액적이 탄착될 때 소수성 처리를
한 기판 위에 형성시킨 액적은 젖음성 제어로 인해 일 정한 형상과 간격을 유지하도록 하였으며 소결 온도와 반복 횟수에 따른 Ag 비저항 값은 벌크 Ag 의 비저항 값
에 비해 약 3~24 배 정도 높은 결과를 얻을 수 있었다 . 향
후 프린팅 공정을 통한 금속 배선의 개선을 위해서는 잉크의 건조시간 및 기판 온도를 제어하여 어느 정도의 건조상태를 만들기 위한 조건을 설정할 필요가 있다고 판단된다 .
참고문헌
(1)
고재범
,강찬희
,박홍철
,이호민
,손희주
,주병권
, “차 세대 디스플레이
FED의 기술현황 및 전망
”,월간전자 부품
, 2005, pp. 90~100.(2)
백만인
,홍순국
,최영준
,이달원
,유상전
,강동우
,양기
섭
, “Inkjet Printing기술 동향과 향후 전망
”,인포메
이션 디스플레이
, 2009, pp. 2~13.(3)
김기현
,송윤호
, “디스플레이용 플라스틱 기판의 전망
”,전자통신동향분석
Vol. 23, No. 5, 2008, pp.111~123.(4)
장성연
, “전도성 고분자의 패터닝 기술
”,고분자과학
과 기술
, Vol. 18, No. 2, 2007, pp. 173~179.(5) S. W. Han, T. W. Lim, J. W. Chung, D. J. Kim and J.
H. Moon, “Sintering and Nanosecond Laser Ablation of Silver Nanoparticle Film”, The Korea Society of Mechanical Engineers spring autumn symposium, Vol.
2006, No. 6, 2006, pp. 2120~2126.
(6) A. L. Dearden, P. J. Smith, D. Y. Shin, N. Reis, B.
Derby and P. Brien, “A Low Curing Temperature Sil- ver Ink for Use in Ink-jet Printing and Subsequent Pro- duction of Conductive Tracks”, Micromol. Rapid Commun, Vol. 26, 2005, pp. 315~318.