금형재료용 주철의 다이오드 레이저 표면경화처리에 관한 연구(Ⅲ) - 경화부의 미세조직 특성 -
김종도†․송무근
1․황현태
2(원고접수일:2011년 7월 4일, 원고수정일:2011년 11월 9일, 심사완료일:2011년 12월 22일)
A Study on the Diode Laser Surface Hardening Treatment of Cast Iron for Die Material(Ⅲ)
- Characteristics of Microstructures in Hardened Zone -
Jong-Do Kim†․Moo-Keun Song1․Hyun-Tae Hwang2
요 약 : 금형의 공정 과정에서 금형과 성형품 사이에서 발생하는 마찰로 인해 발생하는 금형의 마모가 공차로 작용하여 성형 품질을 저하시킬 수 있다. 따라서 금형의 내마모성을 향상시키기 위해 질화나 침 탄처리, 화염 및 고주파 표면처리 등의 방법들이 적용되어 왔다. 하지만 형상의 제한이나 제품의 변형 등 과 같은 문제점을 수반하고 있기 때문에, 이러한 문제점을 해결할 수 있는 표면처리 방법으로써 레이저 표면처리 기술이 검토되고 있다. 따라서 본 연구에서는 고출력 다이오드 레이저를 이용, 금형재료용 주철 의 표면처리를 시도하였다. 앞서 제1보와 제2보의 논문에서는 금형의 재료 및 형상의 차이에 따른 열처 리 특성을 비교하였다면, 본 논문에서는 열처리 후 생성되는 경화부, 경계부위 및 모재의 조직적 차이를 분석하기 위해 광학 현미경 및 전자 현미경을 이용하여 미세조직을 관찰하고, EDS를 통해 조직의 상태 를 파악하였다. 미세조직 관찰 결과, 경화부는 침상의 마르텐사이트 조직이 형성되어 있었다.
주제어 : 금형, 표면경화처리, 주철, 미세조직, 내마모성, 경화부
Abstract:
Mold may experience deterioration of molding quality as the abrasion of mold occurring due to friction between mold and molded product works as allowance in the course of press process. Therefore, to improve the wear-resistance of mold, methods like nitriding, carburizing, flame and induction surface hardening treatment etc have been applied. However, as such methods are accompanied by problems like shape limitation or product deformation etc, laser surface treatment technology is under review as surface treatment method that can solve such problems. Therefore, in this study, mold material cast iron was surface-treated by using high power diode laser. In previous report 1 and report 2, the heat treatment characteristics were compared by the differences of die materials and shapes, then this paper observed microstructure by using optical microscope and scanning electronic microscope to analyze the structural difference of hardened zone, interface area and base metal after heat treatment. And the structural condition was grasped through EDS. As a result of microstructure, hardened zone showed formation of acicular martensite.Key w ords:
Die, Surface hardening treatment, Cast iron, Microstructure, Wear-resistance, Hardened zone†교신저자
(
한국해양대학교 기관공학부, E-mail:[email protected], Tel: 051-410-4253) 1
한국해양대학교 대학원2
자동차부품혁신센터Spheroidal graphite Ferrite
200㎛
200㎛ 200㎛200㎛
Flake graphite
Spheroidal graphite
200㎛
200㎛
(a) FCD550 (b) HCI350 (c) HD700
Figure 1: Microstructure of base metal
1. 서 론
최근 레이저를 이용한 가공법은 산업 전반에 걸 쳐 급속도로 확대되어가고 있다. 레이저는 고밀도 의 열원이기 때문에 정밀 가공이 가능하며, 원거리 전송이 가능하여 기존 공작기계와 복합화할 수 있 어 다양한 공정을 효과적으로 처리할 수 있다. 또 한 피가공재와 직접적으로 접촉하지 않으므로 공 구의 마모가 없을 뿐만 아니라 가공부위에 열영향 을 거의 미치지 않는다. 이러한 레이저 열원의 우 수한 특성으로 인해 기존의 절단, 접합, 표면처리 등과 같은 공정들이 레이저를 적용한 가공법으로 대체되고 있으며, 이에 따른 품질, 신뢰성 및 생산 성 향상이 기대되고 있다[1-4].
한편, 금형의 기계적 향상을 위한 표면처리에 레 이저 열원을 적용하는 것은 복잡한 형상과 국부적 인 경화를 요하는 금형에 적합하기 때문에, 금형의 강화 기구로서 레이저 표면경화처리가 주목을 받 고 있다. 레이저 표면경화처리법은 레이저 조사 후 열원을 제거하여 추가적인 외부냉각 없이 재료의 열전도에 의해 급격한 온도구배가 형성되어 재료 표면이 급랭되는 자기냉각(self quenching) 방식으로 상변태가 이루어져 표면경화를 유도하는 것이다.
이 경화법은 고밀도를 이용한 빠른 열싸이클의 특 성 때문에 입열량이 상대적으로 적어 열변형이 거 의 없고, 후처리가 필요없다. 또한 공작기계와의 복합화로 인해 자동화하기 쉽고, 레이저 열원의 제 어가 용이하여 유연성 있는 가공 시스템의 구축이 가능하다[5-8].
본 연구에서는 이러한 특징들을 가진 레이저를 이용하여 금형재료인 주철에 대한 열처리를 실시
하였으며, 이미 제 1보[9] 및 2보[10]에서 금형 재 료 및 열처리 부위에 따른 경화특성에 대해 알아 보았다. 주철의 열처리는 탄소강의 열처리와 비교 하여 크게 다르지 않지만, 탄소강에서는 담금질의 열처리시 조직이 오스테나이트상으로 변태하는데 반해 주철은 오스테나이트화 상태에서 오스테나이 트와 흑연의 이상공존의 상태로 된다. 따라서 오스 테나이트화 상태에서 흑연의 일부가 기지내로 확 산되고, 오스테나이트화 온도의 차이에 의해 기지 의 탄소량이 변화하는 등 탄소강의 담금질과는 차 이가 생길 수 있다[11,12]. 따라서 이번 연구에서는 주철의 표면처리시 열처리 영역의 미세조직 관찰 을 통해 재료별 열처리 특성을 분석하고, 경화부의 조직분포 특성을 파악하고자 하였다.
2. 실험 재료 및 방법
2.1 실험재료
일반적으로 금형재료는 높은 인성과 내마모성이 요구되며, 기계 가공성이 양호하고 열처리가 용이 해야 한다. 또한 고내식성을 가지면서 가격이 저렴 하고 손쉽게 구입할 수 있어야 한다. 이러한 요구 조건들을 고려할 때 금형재료로서 가장 많이 사용 되고 있는 것이 철강재이다. 이 중 주철은 넓은 영 역의 강도 및 경도를 갖는 우수한 합금으로 내마 모성, 내식성이 뛰어나며 주조성이 우수하여 복잡 한 형상의 주물 제품을 값싸게 생산할 수 있어 [12,13] 금형재로서의 활용 폭이 점차 증가하고 있 는 추세이다. 본 실험에서는 세 종류의 주철을 사 용하였으며, 각 재료별 모재조직의 사진을 Figure 1 에 보인다. 재료는 페라이트형 구상흑연 주철인
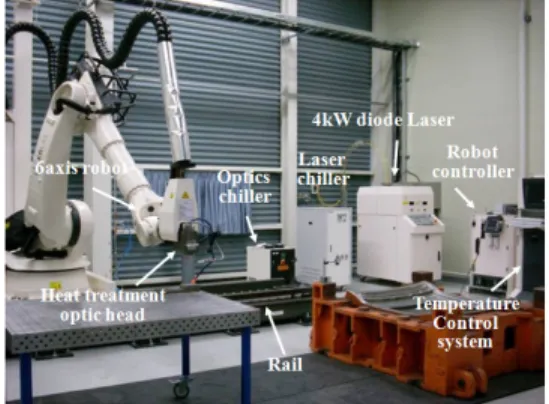
Figure 2: Experiment setup of laser heat treatment
Element(wt%)
Material C Si Mn P S Alloy element
FCD550
~3.83.0 ~2.61.8 ~0.500.10 ~0.04 ~0.02Mg 0.3 min., Cu 0.02 min.HCI350
~3.32.8 ~2.251.6 ~1.050.7 ~0.12 ~0.12Mo 0.3~0.6 Cr 0.3~0.6HD700
~3.73.3 ~2.51.6 ~0.6 ~0.04 ~0.02Mg 0.3 min., Cu 0.6~1.1, Mo 0.35~0.45, Ni 0.6~1.0
Table 1: Chemical composition of specimen
FCD550, 편상흑연 주철 HCI350 그리고 펄라이트형 구상흑연 주철 HD700이다. FCD550 소재는 구상화 된 흑연 주위로 페라이트가 감싸고 있고, 그 주변 이 펄라이트로 구성된 조직을 가진 구상흑연 주철 이며, HCI350 소재는 흑연이 편상화 되어있으며, 기지조직은 펄라이트인 편상흑연 주철이다. HD700 은 구상흑연과 기지조직이 펄라이트인 조직분포를 나타내고 있다. 각 재료의 화학조성을 Table 1에 나타낸다.
구상흑연 주철은 앞선 제1보에서 나타낸바와 같 이 편상흑연 주철에 비해 열전도성이 떨어지지만, 흑연이 구상으로 존재하므로 흑연에서의 균열 생 성이 어려워 강도가 우수할 뿐만 아니라 연성도 향상된 소재이다.
2.2 실험방법
실험은 최대출력 4.0 kW의 다이오드 레이저를 사용하였으며, 열처리 전용의 사각빔 광학계를 로 봇에 장착하여 FCD550 및 HCI350 소재에 대하여 평면부를, HD700 소재에 대해서는 모서리부 열처
리를 실시하였다. 또한 레이저빔의 진행방향으로 후면에는 실드가스 노즐을 설치하여 열처리시 시 험편 표면의 산화를 방지하였다. Figure 2에 실험에 사용한 레이저 열처리 장치의 사진을 나타낸다.
이번 연구에서는 제 1보 및 제 2보에서 얻어진 각 재료별 최적 열처리 조건에서의 경화부의 조직 을 관찰하였다. 조직 관찰을 위한 시험편의 에칭은 2 %의 질산수용액 100 ㎖과 피크린산 0.5 g을 혼합 하여 실시하였다.
표면 열처리를 실시하는 동안에는 표면과 재료 내부에 따라 전달되는 온도가 다르기 때문에 부위 별로 생성되는 조직 구성도 달라지므로, 열처리 부 위별 조직적 차이를 분석하기 위해 광학 현미경 및 SEM을 이용하여 미세조직 분포를 관찰하였으 며, FCD550 소재에 대하여 구상흑연 주위의 열처 리부에 대하여 EDS를 사용하여 조직내의 탄소농도 상태를 파악하였다.
3. 실험 결과 및 고찰
3.1 열처리 부위별 미세조직 분포
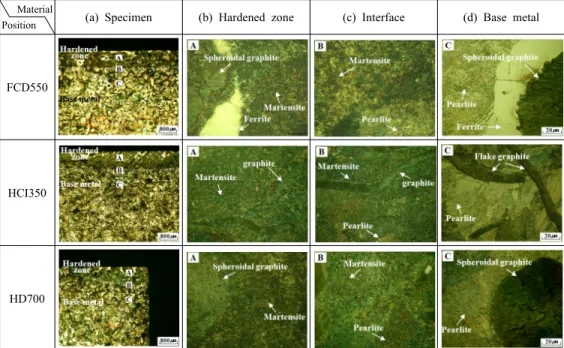
각 소재별로 최적 열처리 조건에서 열처리한 시 험편의 모재, 경화부 및 경계부위의 미세조직을 광 학현미경 및 SEM을 이용하여 관찰하였으며, 그 사 진을 Figure 3 및 Figure 4에 각각 나타낸다.
FCD550 소재의 각 부위별 미세조직을 살펴보면, 모재조직은 앞서 설명한 바와 같이 흑연 주위로 페라이트가 감싸고 있는 소눈(Bull's eye) 조직을 취 하고 있다.
경화부는 침상의 마르텐사이트 조직을 나타내고 있으며, 흑연 주위로 마르텐사이트화 되지 않은 페 라이트와 그 사이의 일부 마르텐사이트가 존재하 고 있다. 전체적으로 흑연의 크기가 작아지거나 흑 연과 페라이트 사이에 마르텐사이트가 형성되어 있는 것을 볼 수 있는데, 이는 흑연의 일부가 열처 리시 분해되어 주변 영역으로 확산되기 때문이라 고 생각된다. 하지만 주변에 페라이트가 여전히 존 재하는 이유는 이 영역이 오스테나이트화 되지 못 하였기 때문이라고 생각된다. 페라이트의 오스테나 이트화 온도는 약 910 ℃인데, FCD550의 열처리시 측정된 표면온도가 약 1,070 ℃이기 때문에, 흑연
Material
Position
(a) Specimen (b) Hardened zone (c) Interface (d) Base metal
FCD550
HCI350
HD700
Figure 3: Optical microscope photos of microstructure
Material
Position
(a) Hardened zone (b) Upper part of
interface (c) Lower part of
interface (d) Base metal
FCD550
HCI350
HD700
Figure 4: SEM images of microstructure
주위의 페라이트 영역이 오스테나이트화 온도까지 도달하지 못하여 그대로 페라이트 상태로 존재하 는 것이다. 또 다른 이유로는 열처리 전의 페라이 트 영역이 상대적으로 광범위하고, 레이저 공정의 특성상 빠른 열싸이클로 인한 재료의 냉각시간이 짧아서 탄소의 확산시간이 충분치 않기 때문이다.
모재와 경화부 사이인 경계부위에는 상부에 마 르텐사이트, 하부에는 미세한 펄라이트 조직이 관 찰되고 있으며 SEM 사진을 통해 더욱 자세하게 확인할 수 있다.
편상흑연 주철인 HCI350의 모재조직은 구상흑연 주철과는 달리 흑연이 편상으로 뒤엉키듯 존재하
고 있으며, 기지조직은 완전한 펄라이트로 구성되 어 있다. 사진에서와 같이 편상으로 흑연이 분포되 어 있으므로 구상흑연과 비교하여 상대적으로 열 전도도가 좋아 FCD550 소재보다 조금 더 높은 레 이저 출력의 열처리 조건을 나타내었다[9]. 경화부 조직은 펄라이트 기지가 미세한 마르텐사이트 조 직으로 변태되어 있으며, SEM 사진을 통해서는 시 멘타이트로 보이는 조직이 일부 보이고 있다. 모재 에서 시멘타이트 조직이 치밀하게 형성되어 있기 때문에 탄소의 함유량이 많아 오스테나이트 영역 의 온도에서도 일부 시멘타이트가 분해되지 못하 고 잔존한 것이라고 판단된다. 경계부위는 상부에 마르텐사이트가, 하부에는 펄라이트 조직이 혼재되 어 있는 것을 확인할 수 있다.
HD700 소재의 모재조직은 완전 구상화된 흑연 과 주변의 펄라이트 조직으로 분포되어 있다.
FCD550과 같은 구상흑연 주철이지만 흑연 주위에 페라이트가 존재하지 않는 펄라이트형 구상흑연 주철이다. SEM 사진을 통해 시멘타이트가 매우 치 밀하게 분포되어 있는 것을 확인할 수 있다. 경계 부위는 상부에 경화부에서와 마찬가지로 마르텐사 이트와 일부 시멘타이트가 관찰되는데, 시멘타이트 가 좀 더 선명하게 관찰되고 있다. 이러한 이유는 경계부위가 경화영역의 최하부이기 때문에 비교적 낮은 입열로 인하여 경화부보다 탄소의 확산이 늦 기 때문이다. 경계부의 하부에서는 열영향에 의해 시멘타이트가 미세화된 펄라이트 조직을 확인할 수 있다.
Figure 5: Hardness distribution of depth direction
각각의 조직 분포에 따른 경도의 차이를 Figure 5 에서 확인할 수 있다. Figure 5는 열처리된 시험편의 깊이방향에 대한 경도분포[9,10]를 나타낸 것으로써, 전체적으로 거의 같은 경도분포를 나타내고 있고, 표면에서부터 약 0.7mm까지의 경도값은 모재에 비 하여 약 3배 정도 상승한 것을 볼 수 있다. 이러한 경도상승은 역시 열처리에 의해 펄라이트 기반의 기 지조직이 마르텐사이트로 상변태하여 야기되었다는 것을 미세조직 관찰을 통해 확인할 수 있다.
3.3 조직내의 탄소농도 분석
조직의 차이에 따라 격자구조가 다르기 때문에 격자내에 고용될 수 있는 탄소의 양도 다르게 된 다. 따라서 FCD550의 모재 및 경화부 조직의 탄소 농도를 측정하여 열처리 전후의 조직 상태를 비교 해보았다. Figure 6와 Figure 7은 EDS를 통해 FCD550의 모재 및 경화부를 면분석한 결과이다.
Figure 6: EDS analysis of base metal on FCD550
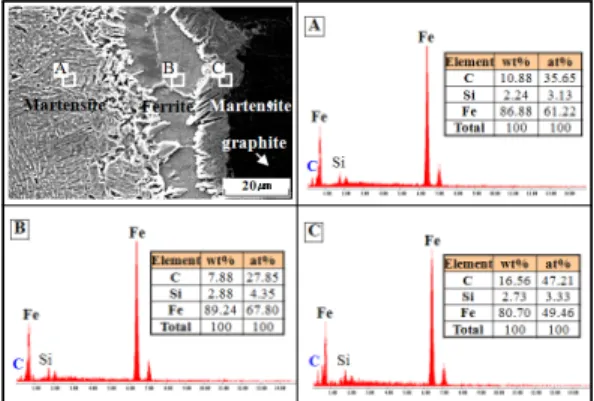
Figure 7: EDS analysis of hardened zone on FCD550
Figure 6에서 모재영역을 각 부위별로 면분석하 여 탄소농도를 정성적으로 비교해본 결과, 역시 시 멘타이트와 페라이트로 구성된 펄라이트 조직이 페라이트에 비하여 탄소농도가 높은 것을 볼 수 있으며, 흑연은 탄소농도가 현저하게 높은 것을 확 인할 수 있다.
FCD550 소재의 경화영역을 면분석한 결과, 마르 텐사이트 조직은 Figure 6의 펄라이트 조직과 탄소 농도가 비슷하며, 페라이트 조직은 낮은 탄소농도 를 보이고 있다. 페라이트와 흑연 사이의 조직은 열처리를 실시하는 동안 흑연의 탄소가 분해되어 주위의 페라이트로 확산하여 마르텐사이트를 형성 하지만, 레이저 열처리의 특성에 기인하여 냉각시 간이 짧기 때문에 페라이트 전체 영역으로 확산하 지 못하고 일부의 마르텐사이트 조직을 나타내고, 나머지 영역은 페라이트로 존재한다는 것을 확인 할 수 있다.
4. 결 론
고출력 다이오드 레이저를 이용하여 구상흑연 주철인 FCD 550, HD700과 편상흑연 주철 HCI350 에 대한 열처리를 실시하였으며, 열처리된 조직의 분포를 관찰한 결과, 다음과 같은 결론을 얻을 수 있었다.
(1) 경화부는 레이저 열처리의 특성에 기인한 자 기냉각에 의해 대부분 기지조직이 마르텐사이트로 변태되어 있었으나, FCD550 소재는 흑연 주위에 일부 페라이트가 존재하였다. 이는 레이저 공정의 특성상 빠른 열싸이클로 인하여 오스테나이트 영 역까지 온도가 상승하지 못하였거나, 탄소의 확산 시간이 충분하지 못하였기 때문이다.
(2) 경계부위의 조직은 상부에 마르텐사이트가 존재하였지만, 하부에는 온도구배의 차이로 인해 오스테나이트 영역까지 온도 상승이 일어나지 못 한 상태에서 열영향에 의해 시멘타이트가 분해되 어 미세한 펄라이트가 형성되었다.
(3) 조직분포 특성을 파악한 결과,경도의 상승은 기지조직의 상변태로 인한 마르텐사이트의 형성에 기인한다는 것을 확인할 수 있었다.
(4) FCD550 소재의 경화부의 EDS 분석을 통해
탄소농도를 측정한 결과, 페라이트와 흑연 사이의 마르텐사이트 형성은 열처리시 분해된 흑연의 탄 소가 오스테나이트 영역으로 확산하여 형성된 것 이지만 확산시간이 충분치 않아서 페라이트가 잔 존한다는 것을 알 수 있었다.
후 기
본 연구는 지식경제부 및 정보통신진흥원의 대 학 IT 연구센터 지원사업의 연구결과로 수행 (NIPA-2011- C1090-1121-0015)되었으며, 또한 국토 해양부의 지원으로 수행한 해양에너지 전문인력 양성사업의 연구결과입니다.
참고문헌
[1] 望冃仁, 姫野俊一, 浜本佳彦 共訳, レ―ザの基礎 と応用, 1994
[2] 鋼優著, レ―ザ加工, 曰刊工業新聞社, 1999 [3] John C. Ion, Laser Proceeding of Engineering
Materials, Elsevier, 2005.
[4] John F. Ready, LIA Handbook of Laser Materials Processing, Laser Institute of America, 2001.
[5] Ole A.sandven, “Laser Surface hardening”, ASM Handbook, vol. 4, pp. 286-295.
[6] E. Kennedy, G. Byrne and D.N. Collins, “A review of the use of high power diode lasers in surface hardening”, Journal of Materials Processing Technology 155-156, pp. 1855-1860, 2004.
[7] I.R. Pashby, S. Barnes and B.G. Bryden, “Surface hardening of steel using a high power diode laser”, Journal of Materials Processing Technology 139, pp. 585-588, 2003.
[8] 홍영환, 박정웅, 이대웅, 이병엽 공역, 탄소강 열 처리, 원창출판사, 1993.
[9] 山田銑一, 塚原茂男, 鋳鉄の熱処理と力学的性質, アグネ技術センタ-, 2004.
[10] J.D. Kim, M.K. Song and H.T. Hwang, “A study on the diode laser surface hardening treatment of cast iron for die material(Ⅰ)”, Journal of the Korean Society of Marine Engineering, vol. 35, no.
8, pp. 1041-1047, 2011.
[11] J.D. Kim, M.K. Song and H.T. Hwang, “A study on the diode laser surface hardening treatment of cast iron for die material(Ⅱ)”, Journal of the Korean Society of Marine Engineering, vol. 35, no.
8, pp. 1048-1054, 2011.
[12] T.L. Chen, Y.H. Guan, H.G. Wang and J.T. Zhang,
“A study on austenite transformation during laser heating”, Journal of Material Processing Technology 63, pp. 546-549, 1997.
[13] 김수영, 홍종휘, 강춘식, 라영용 공저, 주철공 학, 보성문화사, 1992.
저 자 소 개
김종도(金鍾道)
1985년 한국해양대학교 기관공학과 졸 업, 1993~1997년 일본오사카대학 생산 가공공학과 응용고온공학코스(공학석사 및 공학박사), 2009년~현재 대한기계학 회 총무이사, 2011년 대한용접⋅접합학 회 총무이사, 한국레이저가공학회 학술 이사, 1998년~현재, 한국해양대학교 기관공학부 교수, 당 학회 연구이사, 관심분야 : 레이저용접결함의 규명과 억제 법, 레이저 하이브리드 가공법, 가공현상 규명과 실시간 모 니터링
송무근(宋武根)
2007년 단국대학교 전자공학과 졸업, 2010년 한국해양대학교 기관시스템공학 과(공학석사), 2011년~현재 한국해양대 학교 기관시스템공학과 박사과정, 관심 분야 : 레이저 열처리, 레이저-아크 하 이브리드 용접
황현태(黃鉉泰)
1999년 경일대학교 기계공학과 졸업, 2001년 영남대학교 기계공학과 기계전 공(공학석사), 2007년-현재 한국해양대 학교 기관시스템공학과 박사과정, 관심 분야 : 레이저열처리 레이저-이온질화 복합열처리