A356 알루미늄 합금 슈퍼차저 하우징의 미세조직과 기계적 성질에 미치는 열처리의 영향
김대환·반근호·성봉학·조복환 *·엄정필 **·박성기 ***·임수근† 경상대학교, i-Cube Center, 공학연구원, *동의대학교, **경남테크노파크, ***유진금속공업㈜
Effect of Heat Treatment on the Microstructure and Mechanical Properties of the Gravity Cast Superchargers
Housing Using A356 Aluminum Alloy
Dae-Hwan Kim, Guen-Ho Van, Bong-Hak Seong, Bok-Hwan Cho*
Jeong-Pil Eom**, Seong-Gi Park***, and Su-Gun Lim†
i-Cube Center, Engineering Research Institute, Gyeongsang National University, Jinju 660-701, Korea
*Dongeui University, Busan 614-714, Korea
**Gyeongnam Technopark, Changwon 641-460, Korea
***YUJIN Non-Ferrous Metal Company, Najeon, Saemglim, Gimhae 621-821, Korea
Abstract
In present study, the effect of heat treatment on the microstructure and mechanical properties of the gravity cast superchargers housing using A356 alloy were investigated. In order to identify the characteristics of superchagers housing casting with heat treat- ment, Vickers hardness test, electrical conductivity test, opical and scanning electron microscopy were performed. And also, to investigate their mechanical properties, the T6 treated superchagers housing casting in optimum heat treatment condition were car- ried out tensile test using UTM (Universal Testing Machine).
Key word : Al-Si-Mg alloy, Superchagers housing, SDAS, Heat treatment.
1. 서 론
최근 석탄 및 석유 에너지원의 과잉 사용으로 이산화탄소의 양이 증가함에 따라 지구가 온난화되고 이로 인해 많은 자연 재해가 발생하여 인적 및 물적 손실이 증대되고 있으며, 이러한 문제들은 국내뿐만 아니라 전 세계적으로 이슈화되고 있다. 이 때문에 미국, 일본 등 선진국을 주축으로 선진국 전체의 온실 가스 배출량을 1990년 수준보다 적어도 5.2% 이하로 감축할 것을 목표로 하는 교토 의정서를 채택하여 이를 이행하지 못 하는 국가에서는 수출을 제한하는 등의 규제를 가하고 있다.
이에 세계 10위권의 온실가스 배출국인 우리나라에서는 앞으로
발전, 수송, 산업 생산 등 다방면에서 감축 노력이 이어져야 할 것이며, 특히 우리나라 수출의 많은 부분을 차지하는 선박 및 자동차 등의 수송 부문의 경우, 배기가스에 대한 규제가 심화됨에 따라 이를 해결하기 위하여 경량소재의 사용에 따른 차량중량의 저감과 엔진효율 및 연소방식의 개선, 동력전달의 효율화함으로써 온실가스를 저감시키는 등 부단한 노력들이 이 루어지고 있다[1-4]. 이 중에서 차량 중량의 저감 및 연소방식 의 개선은 엔진의 효율을 증대시키는 방법보다 더 쉽게 차량의 연료효율을 증대시켜 공해물질의 배출 저감 및 연비향상을 도 모할 수 있어 많은 부분 적용되고 있다. 자동차 부품 중 슈퍼 차저는 실린더 안으로 추가 혼합가스를 유입하여 체적 효율을
Received: July 31, 2012 ; Accepted: October 19, 2012
†
Corresponding author: Su-Gun Lim (Gyeongsang National Univ) Tel: +82-55-772-1664, Fax: +82-55-772-1670
E-mail: [email protected]
Journal of Korea Foundry Society 2012. Vol. 32 No. 5, pp. 231~240 http://dx.doi.org/10.7777/jkfs.2012.32.5.231 ISSN 1598-706X
© The Korea Foundry Society. All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
증대시킴으로서 연료 소비율을 향상시키며 엔진의 더 큰 동력 을 발생시켜 엔진의 효율성을 증대시키기 위한 필수 장치로서 경주용 자동차의 고출력을 위하여 개발되었다[5]. 하지만, 최근 국내/외의 완성차 업계를 중심으로 자동차의 고급 승용차의 연비 향상과 고성능화 및 고 출력화를 위하여 적용되고 있으며, 그 수요는 증가하고 있다[5,6]. 이러한 고급 승용차용 슈퍼차저의 하우징 부품은 대형 주조품으로 최근 경량화를 위해 알루미늄 합금을 적용하고 있으며, 이를 이용하여 건전한 주조조직을 갖 는 부품을 제조하고 부품의 특성 향상을 위한 추가적인 열처 리를 행하고 있다[7-9]. 하지만, 슈퍼차저 하우징 부품의 경우 복잡한 형상으로 주조 및 응고 시 부위별 주조 조직의 차이를 나타내므로 이에 대한 특성 또한 조사되어야 한다. 따라서 본 연구에서는 건전한 주조 조건에서 제조된 슈퍼차저 하우징 부 품의 부위별 미세조직 분석 및 기계적 특성 평가를 행한 후 열처리에 따른 미세조직 및 기계적 특성 변화를 조사하고자 하였다.
2. 실험 방법
소재 및 부품의 부위별 미세조직 관찰을 위해서 시료를 채 취하고, 이를 연마 및 미세 연마를 행한 후, 에칭액을 사용하 여 미세조직을 관찰하였다. 미세조직 관찰을 위한 에칭은 5 ml HF + 95 ml H2O 에칭액을 사용하여 수십 초 동안 실시하였으 며, 내부 조직 및 기공 그리고 개재물 등은 광학 및 주사 전 자현미경을 이용하여 관찰하였다. 또한, A356 합금에 대한 성 분은 ICP (Inductive Couple Plasma)장치를 이용하여 분석하 였으며, ASM Handbook [10]에 명시된 A356 합금 조성과 비교 분석하였다. 주조용 A356 합금의 조직 개량화를 위하여 용해 주조 시 Al-10Sr 모합금의 형태로서 Sr 원소를 첨가하였 으며[11,12], 이에 대한 영향을 확인하기 위하여 완전 용해한 A356 용탕에 약 0.02~0.06 wt%Sr을 첨가 후 30분 유지하여 응고시켰으며 첨가하지 않은 A356 합금의 미세조직과 비교하 였다. 슈퍼차저 하우징 부품의 열처리 특성 및 이에 따른 기 계적 특성과의 상호관계를 알아보기 위하여, 합금의 최적 용체 화 열처리 조건 및 열처리 조건에 따른 특성 변화를 조사하였 다. 용체화 열처리 조건은 각 용체화 열처리 조건에 따른 합 금의 경도 및 전기전도도 변화를 측정하여 비교 분석하였으며, 설정된 용체화 열처리 조건에서 열처리된 시험편을 소정의 온 도에서 시효 처리하는 동안 각 시간에서의 경도를 측정하여 합금의 경화 거동을 조사하였다. 최적 열처리 조건을 도출하기 위해, 용체화 처리 온도는 520oC와 540oC에서, 그리고 시효처
리 온도는 160oC와 180oC에서 각각 그 변화를 비교 평가하여 최적 조건을 도출하여 나타내었다. 열처리에 따른 부품의 부위 별 연화 및 경화 거동을 조사하기 위하여 측정한 경도 시험은 비커스경도기를 이용하였으며, 이때의 시험 조건은 ASTM E 384-99(하중 100 g, 유지시간 10초)에 따르는 시험 규격을 적 용하였다. 경도 측정은 각 부품 당 7회씩 측정하였으며, 이를 산술·평균하여 비교하였다. 열처리한 부품의 부위별 기계적 특 성치를 평가하기 위하여 인장시험을 실시하였으며, 측정한 결과 를 바탕으로 A356 합금 부품의 항복 및 인장강도 그리고 연 신율 등을 산출하였다. 인장시험을 위한 시편 준비는 최적 조 건에서 열처리한 부품의 서로 다른 부위에서 ASTM E8M small-size 규격에 해당하는 판상형 인장 시험편을 채취하였고, 이를 UTM (Universial Test Machine, R&B Inc.)을 이용하여 상온에서 1×10−3mm/s의 변형속도로 인장시험을 실시하였다.
또한, 인장시험 시 연신율은 Epsilon사의 표점거리가 25 mm인 신율계(extensometer)를 사용하여 측정하였다.
3. 실험 결과 및 고찰
3.1 원소재 특성 및 원소 첨가의 영향 3.1.1 원소재 특성 분석
중력 주조한 슈퍼차저 하우징 부품의 열처리 특성 및 이에 따른 기계적 특성과의 상호관계를 알아보기 위하여 먼저, 부품 제조를 위해 사용한 합금의 건전성 확보를 위한 성분분석을 실 시하였다. 성분분석은 비교적 정밀도가 높은 습식분석 방법으로 유도결합 플라즈마 분광계(ICP)를 이용하였으며, 사용한 소재의 성분분석 결과를 Table 1에 나타내었다. 그리고 이를 ASM Handbook의 A356 합금 조성과 비교하였다. 사용한 소재의 합 금 성분은 주로 Si와 Mg 원소를 주 합금화 원소로서 약 7.0 wt%Si 와 0.7 wt%Mg으로 ASM Handbook에 명시되어 있는 조성을 만족하는 것으로 나타났으며, 나머지 원소는 금속간 화 합물과 같은 불순물 형성에 기인하므로 적은 양을 함유하고 있는 것으로 나타났다.
Fig. 1은 사용한 A356 합금의 일부에서 시료를 채취 후 광 학현미경을 이용하여 관찰한 조직을 나타낸 것이다. 일반적으로 A356 합금은 일반금형 및 중력 주조에서는 조대한 덴드라이트 (dendrite)의 초정 α상(Al)과 그 주변으로 공정상이 분포하는 조직을 가진다. Fig. 1에 나타낸 A356 합금에서도 동일한 주 조 조직을 관찰할 수 있었으며, 조대한 수지상 주변으로 공정 응고에서 정출하는 얇고 폭이 좁은 침상 또는 판상의 공정 Si 상이 있는 것으로 확인되었다. 또한, 일부 원소들의 결합에 의
Table 1.
Chemical composition of A356 alloy(wt%) [10].Si Mg Fe Mn Zn Cu Ti Al
Law material 6.8 0.35 0.09 0.02 0.02 0.02 0.1 Bal.
ASM standard 6.50~7.50 0.20~0.45 0.6 0.35 0.35 0.25 0.25 Bal.
한 화합물도 관찰되었다.
3.1.2 Sr 첨가에 따른 미세조직 변화
일반적으로 A356 합금은 주조성이 뛰어나고, 유동성 및 용 접성이 우수하여 대형 주물이나 형상이 복잡한 주물에 많이 사 용되는 아공정계(Al-Si) 합금으로 잘 알려져 있다. 그러나 Al- Si계 합금에서 합금화 원소로 사용되는 Si은 알루미늄 합금화를 위한 원소로 가장 효능이 좋은 것으로 잘 알려져 있으나 사형 또는 금형 주조와 같이 낮은 응고속도를 갖는 주조공정에 의해 부품을 제조 시 조대한 침상의 Si 상을 형성하여 제품의 강도 및 인성과 같은 기계적 특성을 저해시키는 요인으로 작용한다 [3]. 그러므로 이 합금의 경우 주조 공정 시 Na 원소나 Sr 원소를 용융 합금에 첨가함으로써 합금의 조직을 개량화하여 사용하고 있다. 본 연구에서도 A356 합금의 조직 개량화를 위 하여 용해 주조 시 Al-10Sr 모합금의 형태로서 Sr 원소를 첨 가하여 공정 Si 상의 형상을 제어하였으며, Sr 첨가에 대한 영 향은 미세구조학적 특성 분석을 실시하여 Fig. 2에 나타내었다.
Sr의 첨가에 의해 개량화된 A356 합금의 미세조직에서는 조대 한 침상의 공정 Si 상이 아닌, 미세하고 구형에 가까운 공정 Si 상과 보다 미세해진 초정 α상으로 구성되어 있으며, Sr 원 소의 첨가량이 증가할수록 더욱 미세화되는 것으로 확인되었다.
하지만, 주조/응고 시 Sr 원소의 양이 증가할수록 용융금속의 유동성이 감소하므로 공정상의 제어를 위한 Sr 첨가량은 0.02~0.03 wt%가 적절할 것으로 판단된다[11,12].
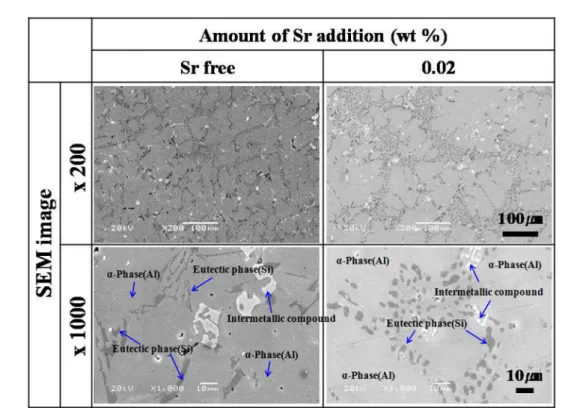
Sr을 첨가하지 않은 조직과 0.02 wt%Sr 첨가한 두 조직을 주사 전자 현미경을 이용하여 보다 상세하게 관찰하여 Fig. 3 에 나타내었다. Fig. 3에서는 앞서 언급한 초정 α상(Al)과 공 정 Si 상을 명확히 구분할 수 있었으며, 개량화 처리 전 원소 재의 덴드라이트 가지 사이 부분에 위치한 약 20µm 이상의 침상 또는 판상의 공정 Si 상이 Sr 첨가 후 약 5µm 이하의 미세하고 구형의 공정 Si 상으로 변화한 것으로 확인되었다.
그리고 일부 원소에 의해 기지 내에 존재하는 금속간 화합물 또한 Sr 첨가 후 감소한 것으로 확인 되었으며, 이로 인해 주 조품의 인성 및 연성 등의 기계적 특성이 향상될 수 있을 것으 로 예측된다. 하지만, 앞서 언급한 바와 같이 보통 Al-Si 계로 이루어진 합금에서, 조직 개량화를 위한 원소 첨가의 방법은 첨 가 원소의 양에 따라 연성 및 인성을 크게 향상시키고, 소정의 기계적 특성 향상을 시킬 수 있으나 첨가량의 증가에 따라 합 금의 주조성을 매우 저해시킬 수 있다. 그러므로 A356 합금을 이용한 슈퍼차저 하우징 부품의 제조에 있어서 주조품의 불량 률을 고려한다면 합금의 개량화를 위한 Sr의 첨가량은 A356 합금의 용해량에 따라 0.02~0.03 wt% 정도로 적절한 양을 사 용해야 할 것으로 사료된다.
Fig. 1.
Microstructures of A356 Al alloy using for this study.Fig. 2.
Microstructures evolution of A356 with Sr contents; (a) (e)As-casted(Sr free), (b)(f) 0.02 wt%Sr, (c)(g) 0.04 wt%Sr and (d)(h) 0.06 wt%Sr.3.2 슈퍼차저 하우징 주조품의 특성 3.2.1 부위별 미세조직 특성
일반적으로 알루미늄 합금의 경우 제조하고자 하는 주물의 형상, 크기, 치수 정밀도, 소요수량, 품질 수준, 기계적 성질, 경제성 등을 고려하여 주조방법이 선택된다. 금형 주조법의 경 우, 사형 주조법과 비교하여 고강성으로 주물의 형상, 크기의 정도가 보증되고 열전도도가 좋아 용탕을 급속 응고시켜 알루 미늄 합금 조직의 미세화로 강도 향상과 생산성을 증가시킬
수 있다. 하지만, 이러한 우수한 열전도도 때문에 주조 조건 따라 조직의 차이를 발생시킨다. 따라서 본 연구에서는 주조 조건 중 그 변화에 있어 비교적 차이가 큰 주물의 두께와 온 도 분포에 따른 미세조직 변화를 확인하였으며, 그 결과를 Fig.
4에 나타내었다. Fig. 4의 슈퍼차저 하우징 부품은 0.02 wt%
Sr을 첨가 후 중력주조하여 제조하였으며, 미세조직 관찰 결과 에서는 각각 서로 다른 두께를 갖는 부위에서 시료를 채취하 여 관찰한 것으로서 앞서 결과에서 언급한 바와 같이 알루미
Fig. 3.
SEM images of A356 alloy; (a) as-cast ingot (b) adding 0.02 wt% Sr.Fig. 4.
Microstructures of A356 alloy casting containing Sr.늄 초정의 조대한 수지상 주위로 Sr 첨가에 의한 구형의 미세 공정 Sr 상이 분포하는 전형적인 주조 조직을 확인할 수 있었 다. 그리고 부품의 두꺼운 부위의 경우 많은 양의 용탕으로 인한 비교적 낮은 응고속도에 의해 얇은 두께를 갖는 부위의 조직에 비해 조대한 것으로 확인되었다(section C).
3.2.2 SDAS 측정을 통한 부위별 냉각속도 측정 Fig. 5에서는 Fig. 4에서 나타낸 조직사진에서 SDAS를 측 정한 것으로서, SDAS를 측정하는데 이용된 방법은 조직사진 상의 스케일바 비율에서 400µm에 해당하는 길이를 동일 방향 으로 형성된 2차 수지상정 위에 위치시켜 그 사이에 위치하는 결정립계 개수를 파악하여 이를 400µm 나누어 측정하였다.
그리고 이 과정은 5회 반복하여 산술 평균하였으며[13], 그 결 과는 Table 2에 나타내었다. 각 조건에서 측정된 SDAS의 평 균 크기는 낮은 온도 분포를 하여 빠른 응고를 나타내는 주조 조건인 section A와 section B의 경우가 각각 평균 49.43과 50.20µm로 76.76µm인 section C 부위에 비해 다소 간격이 좁은 것으로 확인되었다. 이는 냉각속도와 SDAS의 상관관계를 유추한 다음 식 1에 의해 부위 별 냉각속도의 차이를 유추할 수 있었으며[13], 냉각속도의 차이에 따라 부품의 내부 조직
형성에 차이가 발생될 수 있음을 확인할 수 있었다.
· SDAS 와 냉각속도(V)와의 관계식
SDAS = KVn (1)
(K = 56.72, n =−0.38)
여기서, K, n은 냉각속도와 SDAS 상관관계식에서 유추한 고유상수 값을 나타낸다.
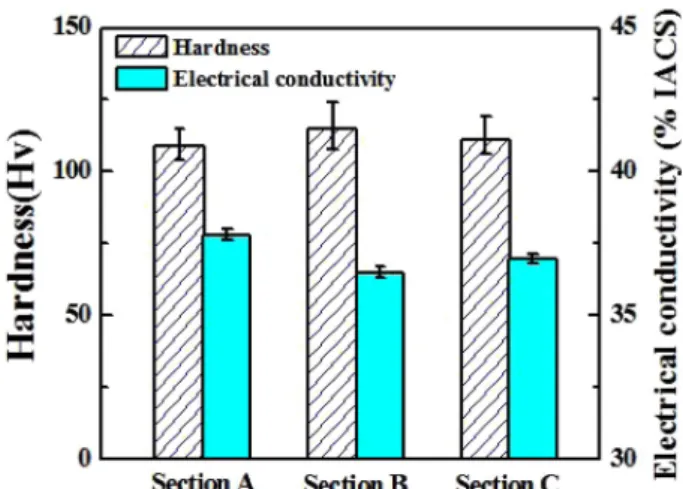
Fig. 6은 열처리 전 부품의 부위별 경도 및 전기전도도를 측정하여 나타낸 것이다. 각 부위별 7회 이상 측정하여 이를 산술 평균한 결과를 나타낸 것으로써 부위별 소정의 차이는 있었으나, 열처리 전 부품의 경도는 약 110 Hv와 전기전도도 는 약 37% IACS로 대부분 유사한 결과를 나타내는 것으로 확인되었다.
3.3 열처리 조건에 따른 미세조직 및 기계적 특성 평가 3.3.1 용체화 열처리 특성
시효 열처리에 의하여 더 높은 기계적 특성을 얻기 위해서는 열처리 동안 많은 미세한 준안정상을 석출시켜야하며, 이를 위 해서는 용체화 열처리 단계에서 가능한 많은 양의 용질원자를 기지내에 고용시켜야 하므로 적절한 용체화 조건이 필요하다.
따라서, A356 합금을 이용한 슈퍼차저 하우징 부품의 열처리를 위한 조건을 합금의 특성을 참고하여 설정하였다. 보통, 용체화 열처리는 불연속적으로 존재하는 용질 원자를 기지내로 고용시 킨 후 이를 급냉 시킴으로써 단일 과포화 고용체로 존재하도록 하는 열처리이다. 그리고 열처리동안 입자 조대화로 인해 합금 은 연질 상태가 되므로 고용경화가 크지 않으면 합금에 적절하 게 용체화 열처리가 이루어졌을 때 최저 경도를 얻게 된다.
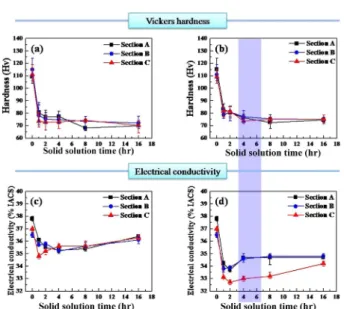
Fig. 7은 서로 다른 용체화 처리 온도에서 용체화 시간에 따른 경도 및 전기전도도 변화를 나타낸 것이다. 그 결과, 열 처리 시간이 지남에 따라 점차적으로 합금의 경도는 낮아지는 것을 확인할 수 있었으며, 용체화 4시간 이후 경도의 감소는 미미한 것으로 나타났다. 이 때의 경도는 약 70 Hv 정도로 수
Table 2.
Relationships between SDAS and cooling rate in A356 alloy.Section A Section B Section C Average SDAS size
(SDAS = 400µm/number of grain boundary)
49.4µm 50.2µm 76.8µm Cooling rate 274.44 K/s 274.38 K/s 273.45 K/s
Fig. 5.
SDAS measurements using microstructure of Fig. 5.Fig. 6.
Vickers hardness and electrical conductivity of A356 alloy casting containing Sr.렴하였으며, 이러한 경도 감소율은 용체화 처리 온도가 높을수 록 더욱 짧은 시간 내에 수렴하는 것으로 나타났으며 이는 용 질원자의 확산 속도에 기인하는 것으로 판단된다. 열처리에 따 른 A356 합금의 전기전도도 변화의 경우, 용체화 처리가 진행 됨에 따라 경도변화와 유사한 변화로 감소하는 결과를 나타내 었다. 용체화 처리 온도 540oC의 경우, 용체화 처리 온도 520oC보다 낮은 전기전도도를 나타내었다. 이는 비교적 높은 온도에서 용체화처리가 진행됨에 따라 결정립계에 분포하는 용 질원자들이 확산에 의해 기지내로 고용되고 이렇게 고용된 용 질원자들에 의해 전자의 이동이 방해되기 때문이며, 용체화 온 도에 따라 전기 전도도의 차이가 발생한 것은 열처리 온도에
따라 Al 기지내의 용질원자의 고용 한계가 서로 다르기 때문 이라 판단된다.
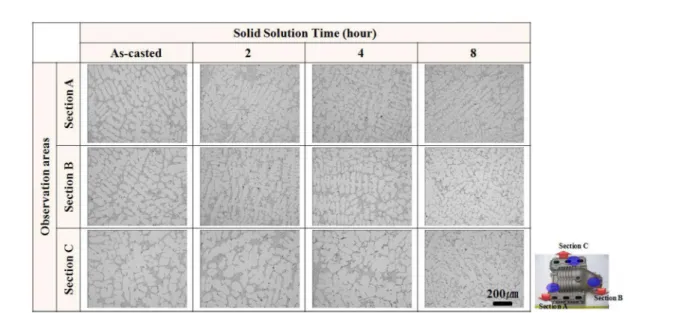
Figs. 8~10은 용체화 처리 온도 및 시간에 따른 A356 합 금 슈퍼차저 하우징 부품의 미세조직 변화를 나타낸 것이다.
Fig. 8은 520oC의 용체화 온도에서 용체화 처리하는 동안 미 세조직 변화를 나타낸 것으로서 초정의 수지상 주변으로 분포 하는 공정상이 용체화 시간이 증가함에 따라 모든 부위에서 분해 및 고용으로 인한 미미한 변화만을 관찰할 수 있었다.
반면, Fig. 9의 보다 높은 온도(용체화 온도: 540oC)에서 열처 리한 주조품의 경우, 모든 부위에서 열처리하는 동안 용체화 시간이 증가함에 따라 수지상 주변에 분포한 공정상이 점차적 으로 감소하였으며, 용체화 4시간 이후 많은 양의 공정 조직이 분해되어 고용되는 것으로 확인되었다. Fig. 10은 특정 부위 (section C)에서 용체화 처리하는 동안의 미세조직 변화를 관찰 한 것으로 용체화 처리 온도가 높을수록, 용체화 처리 시간이 길어질수록 초정 주위로 편석된 Si 상이 보다 빠르게 고용되어 균질한 조직을 형성하는 것으로 확인되었다. 이는 용체화 열처 리 온도가 높을수록 용질 원자들의 확산 속도가 증가하여 용 질 원자가 알루미늄 기지 내로 빠르게 고용되기 때문이라 판 단된다. 하지만, 용체화 온도가 높아짐에 따라 과포화 고용체는 빠르게 형성시킬 수 있었으나 상대적으로 용체화 온도가 높을 경우 결정입도의 조대화가 발생되는 것으로 확인되었다. 이는 부품의 기계적 특성을 저하시킬 수 있으므로 열처리 시 적절 하게 고려되어야 할 것으로 판단된다. 이상의 결과를 바탕으로 시효열처리를 위한 용체화 열처리 시 이 합금의 용체화 처리 온도 및 시간은 540oC에서 4~6시간 정도가 적절한 것으로 판 단하였으며, 시효 열처리 조건 선정에서 위의 조건에서 용체화 열처리를 실시하였다.
3.3.2 시효경화특성
일반적으로 Al-Si-Mg계 합금의 경우 시효 열처리 시 석출
Fig. 7.
Change in Vickers hardness and electrical conductivity ofA356 alloy casting containing Sr with solution treatment;
(a)(c) 520oC and (b)(d) 540oC.
Fig. 8.
Microstructures of A356 alloy casting containing Sr with different solution time at 520oC.과정은 다음과 같이 쓸 수 있으며 SS→ GP →β'(Mg2Si)→β(Mg2Si)
여기서, 준 안정상인 β'에서 평형상인 β로의 상변화는 확산
없이 빠르게 이루어지며, 이때 석출되는 β'중간상은 봉상이며, 안정상인 β상은 판상인 것으로 잘 알려져 있다[10].
Fig. 11는 A356 합금 부품의 시효 열처리 특성을 조사한 것으로써, 앞서 설정된 용체화 조건에서 열처리 후 시효 온도 및 시간에 따른 합금의 시효 경화 거동을 나타낸 것이다. 두 시효 온도 모두에서 시효거동은 시효시작 후 4시간까지 급격한 경도 증가를 나타내었으며, 시효 4시간 이후에는 경도 증가없이 유사한 경도치를 나타내는 것으로 확인되었다. 각 시효온도에서 최대 경도치는 시효온도 160oC에서 약 120 Hv를, 180oC에서 115 Hv로 각각 나타났으며, 시효 열처리 동안 경화속도 및 경 화량은 시효 온도가 높을수록 빠르고 높게 나타나는 것으로
Fig. 9.
Microstructures of A356 alloy Casting containing Sr with different solution time at 540oC.Fig. 10.
Microstructures of A356 alloy Casting containing Sr with different solution temperature and time in the same area (section C).Fig. 11.
Change in Vickers hardness and electrical conductivity of A356 alloy casting containing Sr with aging heat treat- ment; (a)(c) 160oC and (b)(d) 180oC.확인되었다.
Fig. 11에서 시효 온도 및 시간에 따른 전기전도도 변화를 측정한 결과에서는 시효 경화 거동 곡선과 유사한 형태를 나 타내었으며, 시효 온도가 증가할수록 전기 전도도 가 증가하기 시작하는 시간이 짧아지는 것으로 나타났다. 그리고 이 합금의 전기전도도는 160oC의 시효온도에서 초기 용체화 직후, 33.5%
IACS에서 T6 열처리 후 약 37% IACS로 증가하였고, 180oC 의 경우, 33.5% IACS에서 38.5% IACS로 증가하였다. 높은 시효 온도와 유지시간에 의해 과포화 고용된 용질 원자가 빠르 게 확산하여 많은 양의 용질 원자가 석출하면서 기지 내에서 활주(滑走)하는 전자의 이동이 용이하였기 때문으로 판단된다.
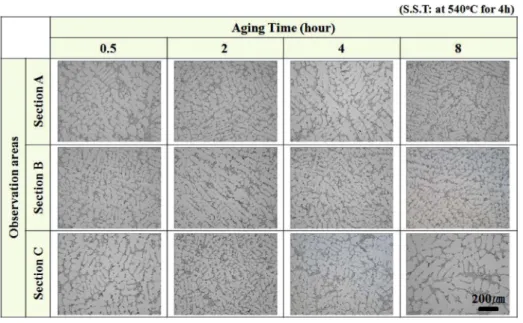
Fig. 12 및 13는 용체화 처리 후 시효 온도 및 시간에 따 른 미세조직 변화를 나타낸 것으로써 시효 시간이 증가함에 따라 고용되었던 용질 원자가 점차적으로 석출하는 것으로 예 상하였으나, 각 시효온도 및 시효시간에 따른 미세조직의 변화 는 미미한 것으로 확인되었다. 이는 시효 열처리 동안 석출하 는 석출상의 크기가 매우 미세하여 그 변화를 확인하는 것이 어렵기 때문이라 판단된다. 본 연구 결과에서는 4시간 이후에 일부 관찰되었으나 그 양은 많지 않은 것으로 확인되었으며, 초정상 및 초정상 주위로 분포하는 상들이 크기가 점차적으로 증가하는 것으로 나타났다. 이상의 결과에 의해 이 합금 부품 의 시효 열처리 시 초정 및 공정상의 조대화를 피하고 최고의
Fig. 12.
Microstructures of A356 alloy Casting containing Sr with different aging time at 160oC.Fig. 13.
Microstructures of A356 alloy Casting containing Sr with different aging time at 180oC.경화능을 갖는 열처리 조건은 앞서 언급된 용체화 열처리 온 도 540oC에서 4~6시간, 시효 열처리 160oC에서 4시간이 가장 적당할 것으로 판단된다.
3.3.3 열처리품의 기계적 특성
이상의 열처리에 조건에서 A356 합금을 이용한 슈퍼차저 하우징 부품을 T6 열처리 하였으며, 합금 부품의 부위별 시료 를 제작하여 인장시험을 실시하였고 그 결과를 Fig. 14와 Table 3에 나타내었다.
Fig. 14는 Strain-Stress 곡선을 나타내며, 열처리한 시료에 대한 인장시험에서 인장하는 동안의 응력변화를 나타낸다. 그 결과, 부위별 미세조직 관찰 결과에서 느린 응고속도에 의해 조대한 조직을 갖는 부위에서 채취한 시료에서 낮은 인장강도 를 나타내는 것으로 확인되었다. 이는 미세한 결정립을 가진 재료가 조대한 결정립을 갖는 재료보다 더 강하고 단단하다는 Hall-petch 이론에 입각한 결과라 판단된다[14-16]. 각각 인장 시험 결과는 Table 3에 나타낸 결과와 같이 열처리한 부품이 기계적 특성은 평균 295 MPa의 항복강도와 310 MPa의 인장 강도 그리고 약 3%의 연신율을 나타낸 것으로 확인되었다.
인장 후 파단한 시험편은 주사 전자 현미경을 이용하여 파 단 양상을 관찰하였으며, Fig. 15에 나타내었다. 대부분의 파단 한 시험편의 파단 양상은 일반적인 주조에 의해 낮은 연신율을 갖는 전형적인 취성 파단면을 관찰하였다. 보통 주조에 의한
부품의 경우 내부에 존재하는 기공 및 수축공 그리고 개재물의 혼입에 의해 파단이 일어나는 경우가 많으나 본 실험을 위해 제조한 슈퍼차저 하우징 부품의 경우 이러한 불순물은 존재하 지 않은 것으로 확인되었다.
4. 결 론
중력주조를 이용한 인터쿨러가 장착된 알루미늄 슈퍼차저 하 우징 주조품 개발을 위하여 최적 주조조건에서 제조된 주조품 에 대한 금속학적 특성 분석과 부품의 열처리 조건에 따른 미 세조직 및 기계적 특성을 분석/평가한 결과, 다음과 같은 결론 을 얻을 수 있었다.
1) 용해 주조 시 Al-10Sr 모합금의 형태로서 첨가하여 합금 용탕의 유동성 저해를 최소화하고 조대한 침상의 공정 Si 상을 미세화시키고 구형의 형상을 갖기 위해서는 용해 주조시 Sr 첨가량은 약 0.02~0.03 wt%가 적절한 것으로 나타났다.
2) 미세조직 관찰 결과를 바탕으로 한 SDAS (Secondary Dendrite Arm Spacing) 측정을 통하여 합금의 냉각속도를 측 정할 수 있었으며, 주조품 제조 시 부위별 냉각속도는 약 0.5 에서 283.5 K/s인 것으로 나타났다.
3) Sr 이 첨가된 A356 합금 부품의 경우 T6 열처리 조건 으로 용체화 열처리는 540oC 온도에서 4~6시간이 적절하며, 이후 160oC의 온도에서 4~5시간 동안 시효 처리 시 300 MPa 이상의 우수한 기계적 특성을 나타내는 것으로 확인되었다.
감사의 글
본 연구는 교육과학기술부와 한국연구재단의 지역혁신인력양 성사업으로 수행된 연구결과임
Table 3.
Mechanical properties of T6 treated A356 alloy casting containing Sr.Section Y.S(MPa) U.T.S(MPa) El(%)
As-casted 223 257 3.0
T6
A 286 309 3.3
B 298 307 2.5
C 302 323 3.0
Fig. 14.
Stress-strain curves of T6 treated A356 alloy casting contain- ing Sr.Fig. 15.
SEM fractographies of T6 treated A356 alloy casting con- taining Sr after tensile test.참고문헌
[1] Automotive Technology and Outlook, The Korean Society of Automotive Engineers, Korea (2010) 157-173.
[2] Vision and development strategy for building environmentally friendly industrial structure, Ministry of Knowledge Economy, Korea (2003).
[3] Kim KS, Master Thesis, Gyeongsang National University,
“Microstructures and mechanical properties of A356 semi- solid metal fabricated by cooling plate” (2000) 1.
[4] Shim SY, Master Thesis, Gyeongsang National University,
“Retrogression and reaging of extruded Al-Zn-Mg-Gu 0.1 wt%Sc Al alloy” (2004) 1.
[5] William H. Crouse and Donald L. Anglin, Automotive Mechanics, McGraw-Hill, New york (1998) 148-160.
[6] http://blog.naver.com/armada76/60113103102.
[7] Lee HI, Han YS, Kim DH and Kim YT, Understanding and Utilization of Aluminum Application Technologies, KMJ, Seoul (2006) 236-237.
[8] Song JY, Park JC and Ahn YS, J. KFS, “Effect of cast microstructure on fatigue behaviors of A356 aluminum alloy
for automotive wheel”, 30 (2010) 46-51.
[9] Lee KH, Kwon TN and Lee SH, J. Kor. Inst. Met&Mater.,
“Effect of eutectic Si particles on mechanical properties and fracture toughness of cast A356 aluminum alloy”, 45 (2005) 18-29.
[10] J.Gilbert Kaufman and Elwin L.Rooy, Aluminum alloy castings; Properties, Processes and Applications, ASM inter- national, USA (2004) 12.
[11] M.Adchi, Modification of hypoeutectic and eutectic Al-Si system casting alloys, Light metals, 34 (1984) 361.
[12] An YH, Kwon HW and Ye BJ, J. KFS, “The effect of Sr on the solidification behavior of Al-Si alloy under the condition of unidirectional solidification”, 15 (1995) 73.
[13] K.J Oswalt, Int. Cast Met. J. Dendrite Arm Spacing(DAS); “A Nondestructive test to evaluate tensile properties of premium quality aluminium alloy Al-Si-Mg castings”, 6 (1981) 23-40.
[14] E.O.Hall, Proc. Phys. Soc., Ser. B. 643 (1951) 747-753.
[15] N.J.Petch, J.Iron and Steel Institute, “The cleavage strength of polycrystals”, 173 (1953) 25-28.
[16] A.A.Griffith, Phil. Trans. Roy. Soc., “The phenomena of rup- ture and flow in solids”, Ser A. 221 (1920) 163-198.
![Table 1. Chemical composition of A356 alloy(wt%) [10].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5473875.440835/2.892.78.823.1038.1105/table-chemical-composition-a-alloy-wt.webp)