주조 합금 Alloy 718에서 미세조직과 인장특성에 미치는 열처리의 영향
도정현†·김인수·최백규·정중은·정인용·조창용
한국기계연구원 부설 재료연구소 내열재료연구실
Effect of Heat-treatment on Microstructure and Tensile Properties in Cast Alloy 718
Jeong-Hyeon Do†, In-Soo Kim, Baig-Gyu Choi, Joong-Eun Jung, In-Yong Jung and Chang-Yong Jo High Temperature Materials Group, Korea Institute of Materials Science, Changwon 51508, Korea
Abstract
The effect of various types of heat-treatment on the mechanical properties of cast Alloy 718 has been investigated. Cast Alloy 718 bars were subjected to ‘standard heat-treatment’_(SHT), ‘HIP (Hot Isostatic Pressing) heat-treatment’_(HHT), and ‘HIP-sim- ulated heat-treatment’_(HS). In the absence of long time high temperature heat-treatment, a small amount of Laves phase remained in the ‘SHT’ specimen, and needle shaped δ precipitated in the vicinity of the Laves phase. Due to the formation of the Laves and δ phases in the ‘SHT’ specimen, it exhibited lower tensile properties than those of the others_specimens. On the other hand, the Laves phase was completely dissolved into the matrix after ‘HHT’ and ‘HS’ treatments. It is known that isostatic pressure reduces the self-diffusion coefficient, because of the lower self-diffusivity under HIP conditions in the interdendritic region, Nb segregation and the high amount of γ” precipitation that occurs. Due to the higher fraction of coarse γ” phases, the ‘HHT’ treated Alloy 718 showed excellent tensile strength.
Key words: Cast Alloy 718, Segregation, γ” strengthening, HIP, Heat-treatment
1. 서 론
Alloy 718 은 현재 산업에서 가장 많이 사용되고 있는 초 내열합금 중 하나로서 화학조성은 Table 1과 같다. 일반적인 Ni계 초내열합금은 Ni
3(Al, Ti) 로 구성된 γ’’ 을 강화상으로 강도를 얻는 합금이지만, Alloy 718은 다른 Ni계 초내열합 금과는 달리 Nb이 첨가되어 Ni
3Nb으로 구성된 γ” 을 주 강화상으로 강도를 얻는 특징이 있다[1-3].
일반적으로 Alloy 718은 Ni계 초내열합금으로 온도 변화 에도 비교적 균일한 연신율을 가지는 고강도 재료로 알려져 있으며, 연성과 용접 특성이 우수하여 산업용 가스 터빈 엔 진 부품으로 널리 사용되고 있다[4,5]. 뿐만 아니라 최근에는
Alloy 718의 높은 강도와 우수한 주조성(castability)으로 우 주 항공용 핵심부품 소재로서의 관심이 꾸준히 증대되고 있 다[6]. 우주 항공용 부품 소재의 경우, 복잡한 형상으로 인하 여 단조 합금을 적용하기 어려우며, 부품 간의 용접이나 기 계적인 결합이 용이하지 않기 때문에 주조 합금 개발 요구가 대두되고 있다.
그러나 부품이 대형화 될수록 주조 공정 과정에서 발생하 는 주조 결함과 편석은 합금의 심각한 기계적 특성 저하를 초래하게 된다[7]. 최근까지 여러 가지 진보한 주조 기술이 개발되었지만, 주조 공정 과정에서 주조 결함과 편석은 피할 수 없는 현상으로 이를 주조 공정에서 완전하게 해소하기 불 가능하다. 따라서 주조 결함과 편석을 완화하기 위한 추가적
Received: Sep. 22, 2016 ; Revised: Oct. 14, 2016 ; Accepted: Oct. 25, 2016
†
Corresponding author: Jeong-Hyeon Do (KIMS) Tel: +82-55-280-3298, Fax: +82-55-280-3599 E-mail: [email protected]
Journal of Korea Foundry Society 2016. Vol. 36 No. 5, pp. 167~173 http://dx.doi.org/10.7777/jkfs.2016.36.5.167 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
인 공정으로 Alloy 718 주조 합금의 경우에는 HIP (Hot Isostatic Pressing) 공정과 열처리 공정을 이용하고 있다.
HIP 공정은 효과적으로 주조 결함을 제거할 수 있는 방안 중 하나로서, 분말 야금학(powder metallurgy)에서 주로 사 용되던 공정이다. 고온의 분위기에서 Ar 가스를 충진하여 등 방향 강한 압력을 가하게 되면 내부에 형성된 주조 결함이 주변 원자들의 확산(diffusion)으로 채워지면서 해소된다. HIP 공정을 이용한 Alloy 718 합금의 주조 결함 제어에 대한 연구는 지속적으로 이루어져 왔으며[8], 1163
oC 에서 100MPa 조건으로 공식화 되었다. 이에 반하여 주조 Alloy 718 합금 의 열처리 공정과 편석 해소 효과에 대한 연구는 다소 미비 한 실정이다. 대부분의 Alloy 718에 대한 연구는 단조 합금 에 국한되어 있으며[9,10], 주조 Alloy 718에 관한 연구도 열처리 공정에 관한 연구는 극히 일부에 지나지 않는다.
따라서 본 연구에서는 주조 공정에서 발생하는 주조 결함 과 편석을 해소하기 위하여 HIP 공정 적용한 세 가지 열처 리 공정에 설계하여 미세조직과 인장특성 간의 상관관계를 분석하고자 하였다.
2. 실험 방법
본 연구에 사용된 Alloy 718 모합금은 Cannon-Muskegon 사에서 구입하였으며, 진공유도용해로에서 재용해한 후, 지름 13 mm 길이 150 mm의 봉상 형태로 정밀주조 하였다. 용해 공정과 정밀주조 공정은 합금원소의 산화 방지를 위하여 10
−3~10
−4Torr 의 진공 중에서 실시하였다. 정밀 주조된 Alloy 718 시험편의 강화상 형성과 미세조직 제어를 위하여 세 가 지 열처리 공정을 설계하였다. 용체화 처리(Solution heat- treatment) 와 시효 처리(aging heat-treatment)로 구성된 일반 적인 열처리 공정(SHT)을 Fig. 1(a)에 나타내었다. 주조결함 해소를 위하여 SHT 열처리 공정에 HIP 처리가 포함된 열 처리 공정(HHT)을 Fig. 1(b)에 나타내었다. 마지막으로 미세 조직에 미치는 압력의 영향을 분석하기 위하여 HHT 열처리 공정의 HIP treatment에서 시편에 가하는 등방향 압력을 제 거하고 온도와 시간을 모사한 HS 열처리 공정을 설계하였으 며, 이를 Fig. 1(c)에 나타내었다. 설계된 세 가지 열처리는 진공 분위기 하에서 수행하였다.
정밀주조된 시험편의 부위별 주조조직과 주조결함을 확인하 기 위하여 시험편을 길이 방향으로 절단하여 주조조직을 관 찰하였으며, 결함 분율을 image analysis 프로그램을 이용하 여 측정하였다. 열처리가 수행된 시편의 미세조직 차이를 분 석하기 위하여 시편을 연마한 후, Kalling 용액(100 ml 에탄 올, 100 ml 염산, 5 g CuCl
2(Cupric chloride))을 이용하여
에칭 하였으며, 광학 현미경과 주사전자현미경(Scanning Electron Microscopy, SEM: JEOL JSM-7001F)으로 미세 조직을 관찰하였다. 미세하게 형성된 강화상을 분석하기 위하 여 투과전자현미경(Transmission Electron Microscopy, TEM:
JEOL JEM-2100F) 을 사용하였으며, TEM 시편은 메탄올 80%, 과염소산 20%를 섞은 전해액을 이용하여 −25
oC 온도 에서 14 V 전압으로 제트 연마하였다. 기계적 특성을 평가하 기 위하여 경도, 상온 인장 시험을 수행하였다. 열처리가 수 행된 합금의 전체적인 경도를 로크웰 경도기(C-scale)로 150 kgf 의 하중 하에서 측정하였다. 인장시편을 시험편 중앙부를 중심으로 채취하였으며, 게이지 지름 6.25 mm, 길이 25 mm 봉상 시편을 가공하였고, 인장시험기(INSTRON 5982)를 이 용하여 상온 분위기 하에서 10
−3/sec 변형률 속도로 인장시 험 하였다.
3. 실험 결과
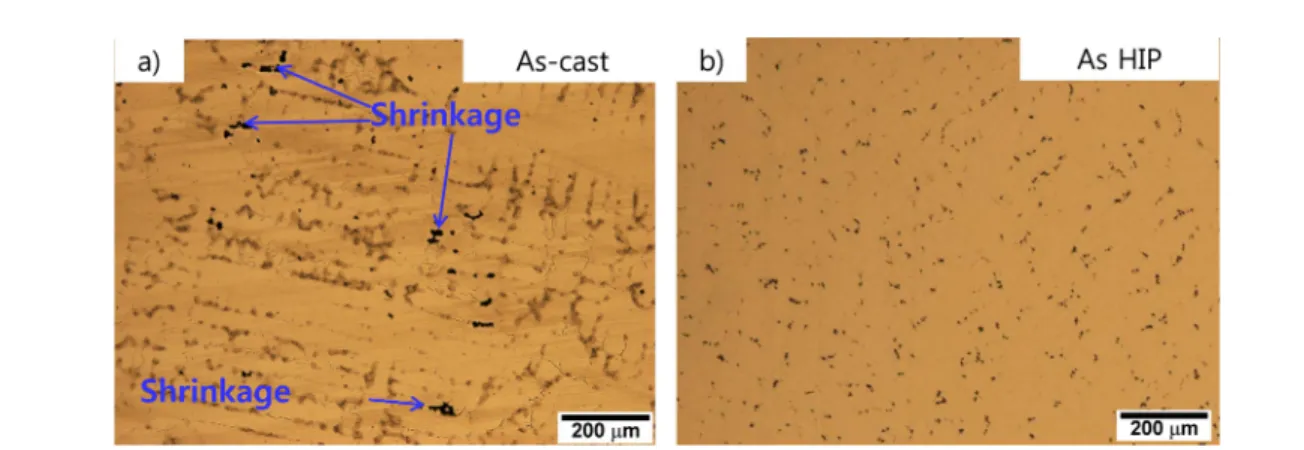
Fig. 2 는 정밀주조로 제작된 시험편의 광학현미경 미세조직 을 나타낸 것이다. Fig. 2(a)는 as-cast 상태의 시험편을 관 Fig. 1. Heat treatment schemes: (a) SHT, (b) HHT, (c) HS.
Table 1.
Chemical composition of Alloy 718.Element Ni C Mn Fe Cr Al Ti Mo Nb
Wt.% Bal. 0.03 0.11 17.7 18.7 0.6 0.93 2.9 5.0
찰한 미세조직으로서, 수지상 형태를 나타내고 있으며, 옅은 색의 수지상 중심부(dendrite core)와 짙은 색의 수지상간 영 역(interdendritic region)으로 구분된다. 수지상간 영역에서는 짙은 갈색의 eutectic phase, Laves phase와 검정색의 주조 결함이 관찰되는데, 주조 결함은 상대적으로 응고 온도가 낮 은 수지상간 영역에서 일반적으로 형성된다. 이에 반하여 HIP 처리를 거친 시험편의 미세조직에서는 Fig. 2(b)와 같이 주조 결함이 관찰되지 않는다. 주조결함의 정량적인 분석을 위하여 image analysis 프로그램을 이용하여 주조 결함의 분 율을 측정하여 Table 2에 나타내었다. As-cast 시험편의 경 우 주조 결함의 분율이 0.05% 였지만, HIP 처리를 수행한 후에 주조 결함이 대부분 소멸되어 0.001% 보다 적은 분율
만 남아 있었다. 이는 설계된 HIP 처리의 고온 고압 조건이 Alloy 718 합금의 주조 결함 제거에 효과적이라는 것을 확 인할 수 있는 결과이다.
설계된 세 가지(SHT, HHT, HS) 열처리 공정으로 각각 열처리된 시편의 미세조직을 주사전자현미경으로 관찰하여 Fig. 3 에 나타내었다. SHT 시편에서는 수지상 형태의 주조 조직이 쉽게 구분되며(Fig. 3(a)), 침상 형태의 δ상과 MC 탄화물이 관찰된다[8](Fig. 3(b)). 또한 주조 과정 중에 형성 된 Laves 상이 열처리 공정 중에 기지로 완전하게 용해되지 않아 잔류하고 있다. 반면에 HHT와 HS 시편은 γ 기지와 MC 탄화물로 미세조직이 이루어져 있으며, 주조 과정 중에 형성된 Laves 상이 기지 내로 용해되어 관찰되지 않는다 Fig. 2. Optical images of Alloy 718: (a) as-cast, (b) After HIP.
Table 2.
Shrinkage fraction of as-cast and As-HIP treated specimens.As-cast As HIP
Central part Surface part Reference[11] Central part Reference[11]
Shrinkage Fraction (vol. %) 0.061 0.048 0.6 ~0.001 ~0.01
Fig. 3.
SEM micrographs of Alloy 718 after (a-b) SHT, (c-d) HHT and (e-f) HS.(Fig. 3(c,d,e,f)). 이러한 미세조직 차이는 HHT와 HS에 비 하여 상대적으로 낮은 온도에서 짧은 시간 동안 수행되는 SHT 의 열처리 공정에 기인하는 것으로 판단된다.
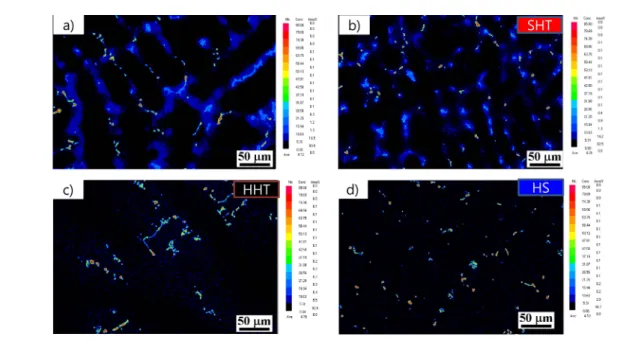
미세조직에 미치는 열처리 영향을 분석하기 위하여 Alloy 718 합금의 γ”와 δ 구성원소인 Nb의 분포를 EPMA mapping 으로 분석하였으며, 그 결과를 Fig. 4에 나타내었다. As-cast
시편(Fig. 4(a))에서는 수지상의 형상에 따라 수지상간 영역 에 국한되어 Nb 원소가 분포되어 있음을 확인할 수 있으며, SHT 시편에서는 Fig. 4(a)에서 확인된 심각한 편석이 열처 리로 인하여 다소 해소되었지만, 아직 수지상의 형상을 쉽게 구분할 수 있을 만큼 Nb 원소의 편석이 존재한다(Fig.
4(b)). 이에 반하여 HHT와 HS 시편에서는 수지상 형상을 Fig. 4. Nb EPMA mapping images of Alloy 718: (a) as-cast, (b) after SHT, (c) after HHT, (d) after HS.
Fig. 5.
TEM dark field images showing γ” precipitates of Alloy 718 (a) in the interdendritic region after HHT, (b) in the dendrite core region after HHT, (c) in the interdendritic region after HS and (d) in the dendrite core region after HS.구분할 수 없으며 상대적으로 Nb 원소가 균일하게 분포되었 음을 확인할 수 있다(Fig. 4(c-d)). 따라서 HHT와 HS 열처 리 공정 간의 차이인 압력의 유무와는 관계없이 장시간 고온 의 열처리 공정을 수행하면서 편석이 대부분 해소되었다고 판단된다.
압력의 영향에 따른 강화상과 미세조직 차이를 분석하기 위하여 HHT 시편과 HS 시편의 TEM 분석을 수행하였다.
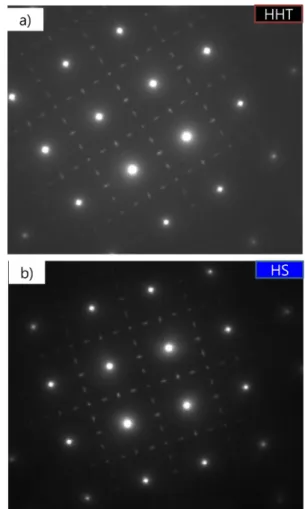
균일하게 분포된 γ”을 관찰할 수 있었지만, 시편의 위치에 따라 γ”의 형상이 조금씩 다름을 확인하였다. 집속이온빔(FIB technique)을 이용하여 수지상 중심부와 수지상간 영역을 구 분하여 시편을 채취하였으며 이를 투과전자현미경으로 관찰한 사진은 Fig. 5(a-d)와 같다. DF (dark field) image를 통하 여 HIP, HS 시편의 수지상 중심부와 수지상간 영역에서 γ”
이 잘 형성되었음을 확인할 수 있으며, 이것은 SAD (Selected Area Diffraction pattern)에서도 확인할 수 있다(Fig. 6(a-b)).
각 시편의 상온 인장 시험결과를 Table 3에 나타내었다.
SHT 시편는 HHT와 HS 시편에 비하여 항복강도와 연신율 이 떨어짐을 확인할 수 있는데, 이는 인장특성을 저해하는 Laves 상과 δ상이 형성되었기 때문이다. δ상의 형성으로 인
하여 화학조성이 같고 강화효과가 높은 γ”의 분율이 상대적 으로 줄어들게 되며, 이런 경향성은 경도 결과에서도 잘 나 타난다(Table 3). HHT과 HS 시편을 비교하였을 때, HHT 의 강도가 높게 나타났으나 이에 반하여 연신율은 떨어지는 것으로 확인되었다.
4. 고 찰
HHT 와 HS 시편의 인장특성 차이를 HIP 공정으로 인한 결함의 감소로 해석하기는 어렵다. 인장시험에서 결함은 응력 집중을 야기시켜 균열의 생성과 전파를 용이하게 하는 역할 을 하기 때문에 강도보다는 연신율에 크게 영향을 미친다.
HHT 와 HS 시편의 연신율을 비교해보았을 때, HS 시편의 결함 분율이 HHT 시편보다 높음에도 불구하고(Table 2) 연 신율이 HS 시편이 HHT 시편보다 높게 나타나고 있어 (Table 3) 결함이 인장 특성에 주요한 역할을 했다고 판단하 기에는 무리가 있다. HIP 공정으로 인하여 결함이 감소 했 음에도 불구하고 연신율이 반대의 경향성을 띄는 것은 HS 시편에 형성된 결함의 분율이 일반적인 주조 결함 분율보다 낮았고[11], 그보다 연신율에 더 큰 영향을 미치는 인자가 있음을 의미한다.
HHT 시편과 HS 시편의 Nb 편석 계수 k’ 을 계산하였으 며 그 값은 각각 0.76, 0.80이다. 편석 계수는 EPMA 분석 법으로 수지상 중심부와 수지상간 영역 부위에서 각각 Nb 의 조성을 측정하고, Nb
dendrite core/Nb
interdendritic region으로 계산 하여 편석의 정도를 비교할 수 있는 값이다. 편석계수가 1에 가까울수록 수지상 중심부와 수지상간 영역에 조성차이가 없 기 때문에 편석의 정도가 약함을 의미하며, 1보다 크거나 작 을수록 조성차이가 크기 때문에 편석의 정도가 심해짐을 의 미한다.
HHT 시편과 HS 시편의 Nb 편석 계수 모두 1보다 낮은 값을 나타내는데, 이것은 Nb 원소가 상대적으로 수지상 중심 부에 비하여 수지상간 영역에 편석되기 때문이다. HS 시편의 Nb 편석 계수가 0.80으로 HHT 시편의 Nb 편석 계수 0.76 보다 1에 가깝기 때문에 HS 시편이 HHT 시편에 비하여 Nb 원소가 균일하게 분포하고 있음을 알 수 있다.
등방향의 압력이 가해지는 HIP 공정이 포함된 HHT 열처 리가 일반 열처리인 HS 열처리에 비하여 편석 해소 효과가 떨어지는 이유는 확산으로 설명될 수 있다. 일반적인 저압에 Fig. 6. SAD patterns of Alloy 718 after (a) HHT and (b) HS.
Table 3.
Tensile properties and hardness results of the SHT, HHT and HS specimens.Y.S. (MPa) T.S. (MPa) Elongation (%)
Hardness (HRC)
SHT 796.3 1019.0 14.1 38.0
HHT 929.1 1057.3 15.4 39.8
HS 862.8 1010.0 23.6 39.0
서는 activation volume ΔV 값을 확산에서 고려하지 않지 만, HIP 공정과 같이 고압 하에서는 activation volume 값 의 변화로 인하여 self diffusion coefficient, D 값이 떨어 져 diffusion이 상대적으로 어렵다[12]. HIP 공정을 거치면서 강한 등방향 가압으로 인하여 원자의 diffusion이 어려워지면 서 편석되어 있던 Nb 원소가 고온의 열처리 과정에서 이동 이 어렵게 되고 편석 해소 효과가 떨어지게 된다.
영상분석 방법을 통하여 γ”의 크기와 분율을 측정한 결과 를 Table 4에 나타내었다. HHT 시편과 HS 시편의 γ” 분 율은 영상분석 방법에 의한 오차를 감안하였을 때, 비교적 유사하다. γ”의 크기를 비교해보면 HS 시편은 수지상간 영 역과 core 부분의 γ”의 형상과 크기가 크게 차이가 없음에 반하여, HHT 시편에서는 수지상간 영역의 γ”이 core 에 비 하여 크기가 비교적 조대하다는 것을 확인할 수 있다. 이러 한 γ” 크기 차이는 합금의 강도에 영향을 줄 수 있다고 알 려져 있다. Sundaraman 등의 보고[13]에 의하면 γ”의 강도 향상에 가장 효과적인 크기는 10 nm ~ 12 nm 이다. HHT와 HS 시편의 부위별로 10 nm ~ 12 nm 크기를 갖는 γ”의 분율 을 Table 4에 나타내었다. 인장특성에서 강도 향상에 효과적 인 10 nm ~ 12 nm 크기를 갖는 γ” 분율이 수지상간 영역의 HHT 시편에서 HS 시편에 비하여 상대적으로 높다는 것을 Table 4 를 통하여 확인할 수 있다. 10 nm ~ 12 nm 크기는 평균 γ” 크기와 비교해 보았을 때 상당히 큰 값으로, γ”이 조대하게 성장하였음을 의미한다.
γ”이 조대하게 성장하기 위해서는 γ” 구성원소인 Nb과 Ni 이 충분히 공급이 되어야 하는데, Ni은 Alloy 718 합금의 주요 구성원소로 부위에 상관없이 충분하게 분포되어 있기 때문에 Nb 의 분포가 γ”의 성장에 중요한 역할을 할 것으 로 예상할 수 있다. Nb 편석을 분석해보면, 등방향 압력하의 HIP 공정으로 인하여 HHT 시편에서 편석 해소 효과가 HS 시편에 비해 상대적으로 미비하여 Nb이 수지상간 영역에 편 석되어 있음을 확인할 수 있다. 이렇게 편석되어 있는 Nb 은 γ”이 조대하게 성장하기 좋은 환경을 만들어주었으며, 이 를 통하여 γ”이 10~12 nm 크기로 조대하게 형성되었다. 이 렇게 형성된 10~12 nm 크기의 조대한 γ”은 강도를 효과적 으로 향상시켜 HHT시편이 HS 시편에 비하여 높은 강도를 갖는 인장특성과 높은 경도를 나타내었다. 그러나 조대한 γ”
은 형성은 상온에서 연성을 저해하기 때문에 HHT 시편이 HS 시편에 비하여 낮은 연신율을 나타내었다. SHT 시편은
Fig. 4(b) 에서 확인할 수 있듯이 HHT 시편보다 편석이 심 하지만, Nb 원소가 편석된 부분에서 강화효과가 γ”에 비하여 저조한 δ 상이 형성되었다. Fig. 7은 Fig. 4(b) 부위의 BSE image (Back Scattered Image) 로, Nb이 편석된 부분에서 침상의 δ 상이 형성되었음을 확인할 수 있다. SHT 시편은 상대적으로 온도가 낮고 짧은 열처리 시간으로 Laves 상이 잔존하고 δ가 형성되면서 가장 낮은 인장강도 및 경도, 연신 율을 나타내었다.
5. 결 론
본 연구에서는 주조 Alloy 718 합금의 열처리 공정에 따 른 미세조직과 기계적 특성간의 상관관계를 고찰하였다. 주요 연구 결과는 다음과 같다.
1) 정밀주조법으로 봉상의 Alloy 718 합금을 제조하였으며, 단조 Alloy 718용 일반 열처리 공정 ‘SHT’, 주조결함을 완 화시킬 수 있는 HIP 공정이 포함된 열처리 공정 ‘HHT’, 등방향 가압 요소를 제외하고 HIP 공정을 모사한 열처리 공 정 ‘HS’ 설계하였다.
2) 상대적으로 고온 장시간 열처리 공정이 포함되어 있지 않은 SHT 시편의 미세조직에서는 Laves 상이 잔류하고 있 었으며, 그 주변에 침상의 δ 상이 관찰되었다. 반면에 HHT 시편과 HS 시편의 미세조직에서는 Laves와 δ 상이 관찰되 Table 4. Volume fraction and average size of γ” in dendrite core and interdendritic region.
Alloy HHT HS
dendritic core interdendritic region dendritic core interdendritic region
γ” Vol. fraction (%) 9.5 9.2 9.1 9.2
γ”(10~12nm)
Average size (nm) 10.33 11.36 10.08 11.02
Vol. fraction (%) 0.03 1.02 0.06 0.11
Fig. 7.
BSE image of Alloy 718 after SHT (corresponding Nb EPMA mapping image after SHT(Fig. 4(b)).지 않았으며, Alloy 718 합금의 주요 강화상인 γ”이 잘 형 성되어 있음을 확인하였다. 등방향 가압공정이 포함된 HHT 열처리 공정은 HS 열처리 공정에 비하여 Nb 원소의 편석 해소 효과가 떨어지는 것으로 나타났다. HHT 시편의 수지상 간 영역에 편석된 Nb 원소는 γ” 조대화에 기여하여 HS 시 편의 γ”보다 상대적으로 크게 성장하였다.
3) 인장특성을 저해하는 Laves와 δ 상의 형성으로 SHT 시편의 인장특성은 HHT와 HS 시편에 비하여 상대적으로 낮게 나타났다. HHT 시편의 조대화된 γ”은 인장특성과 경도 향상에 효과적으로 기여하여 HS 시편보다 높은 인장특성과 경도를 나타내었으며, 연성이 감소하여 낮은 연신율을 나타내 었다.
감사의 글
본 연구는 미래창조부의 민간활성화 수탁사업(No. 234- 4432C-.C) 의 지원으로 이루어진 결과이며, 이에 감사드립니다.
References
[1] H. L. Eiselstein, Metallurgy of Columbium-Hardened Nickel- Chromium-Iron Alloy, Advances in the Technology of Stainless Steels and Related Alloys, STP 369, ASTM (1965).
[2] D.D. Krueger, Proc. Superalloy 718-Metallurgy and Appli- cations. Conf. Superalloy 718-Metallurgy and Applications (ed. E.A. Loria), p.279, TMS., Warrendale, PA (1989).
[3] Jeong YK, Jo CY and Kim IB, Metals and Materials, “Effects of δ phase and cold phase and cold drawing ratio on the LCF properties of Alloy 718 wire”, 6 (2000) 423.
[4] M. Sundararaman, P. Mukhopadhyay and S. Banerjee, Metall.
Trans. A, “Some aspects of the precipitation of metastable intermetallic phases in Inconel 718”, 23A (1992) 2015-2018.
[5] D.Fournier and A. Pineau, Metall. Trans. A, “Low-cycle fatigue behavior of inconel 718 at 298 K and 823 K”, 8A (1977) 1095-1105.
[6] A. Ulas and E. Boysan, Aerospace Sci. Tech., “Numerical analysis of regenerative cooling in liquid propellant rocket engines”, 24 (2013) 187-197.
[7] Z.-J. Miao, A.-D. Shan, Y.-B. Wu, J. Lu, W.-L. Xu and H.-W.
Song, Trans. Nonferrous Met. Soc. China, “Quantitative analysis of homogenization treatment of Inconel 718 superalloy”, 21 (2011) 1009-1017.
[8] Lee SC, Chang SH, Tang TP, Ho HH and Chen JK, Mater.
Trans., “Improvement in the microstructure and tensile properties o Inconel 718 superalloy by HIP treatment”, 11 (2016) 2877-2881.
[9] K.V.U. Praveen, G.V.S. Sastry and V. Singh, Metall. Trans. A,
“Work-hardening behavior of the Ni-Fe based superalloy IN718”, 39A (2008) 65-78.
[10] K. Prasad, R. Sarkar, P. Ghosal and V. Kumar, Mater. Design,
“Tensile deformation behavior of forged disc of IN718 superalloy at 650oC”, 31 (2010) 4502-4507.
[11] Chang SH, J. Alloys & Compounds, “In-situ TEM obser- vation of γ’, γ” and δ precipitations on Inconel 718 superalloy through HIP treatment”, 486 (2009) 716-721.
[12] R.H. Dickerson et al., Physical review, “Effect of hydrostatic pressure on the self-diffusion rate in single crystals of gold”, 137 (1965) A 613-619.
[13] M. Sundararaman, P. Mukhopadhyay, S. Banerjee, Acta Metall,
“Deformation behavior of γ” strengthened Inconel 718”, 36 (1988) 847-864.