Prediction of Mechanical Properties with
Different Cooling Rates of AC4CH Cast Aluminum Alloy and its Application in Computer Simulation
Byoung-Jun Lee and In-Sung Cho†
Cyber Manufacturing Process Group, Korea Institute of Industrial Technology (KITECH), Incheon 21999, Republic of Korea
Abstract
In a numerical study, equations relating the mechanical properties and cooling rate in a casting process have been applied to an AC4CH cast aluminum alloy. Good agreement was found between the measured and predicted material properties. Step-shaped steel blocks were made to comprise a casting mold with a Y-shaped cavity. Thermometers were inserted into each step of the mold to investigate temperature changes. The microstructure and mechanical properties, such as hardness and tensile stress were measured for each cut of piece. The correlation between the cooling rate and SDAS was found by curved fitting. Moreover, both the solid- ification time and the temperature were simulated using a commercial package, ZCast. The simulation results for yield strength, ten- sile strength, elongation, and hardness were compared with experimental results. Using the estimated K and n values, the hardness values of a ship propeller were simulated, and the results were similar to those obtained for actual castings.
Key words: Porosity, Cooling rate, Aluminum casting, Chill, DAS, AC4CH, Computer simulation
1. 서 론
알루미늄 합금주물의 경우 자동차, 선박, 중장비에서 다양 하게 사용되고 있다. 특히 알루미늄 AC4CH 합금주물의 경 우 제품 품질향상에 관한 연구가 많이 행해졌으나[1] 다양한 제품들과 합금성분들의 첨가에 따라 주조 공정조건을 결정하 고 기계적 성질을 예측하는 것에는 아직도 시행오차가 많은 실정이다. 특히 경량화에 따른 자동차, 선박, 중장비 제품에 서의 기계적 강도가 요구됨에 따라서 주조공정 시 고려해야 할 부분이 커지고 있으나 관련 연구가 많지 않다. 제품에 따 라 고사양에 맞는 기계적 성질을 유지하기 위해서는 주조공 정 중 금형 및 사형의 재질, 온도, 금형에서의 Cycle 시간,
냉각조건 등을 적절하게 이용하여야 한다. 냉각속도 조절을 통해 얻을 수 있는 이점은 다음과 같다[2,3].
·미세조직의 미세화 및 SDAS 예측
·효율적인 냉각에 의한 생산성 증대
·제품 주요 부위의 기계적 성질 예측
·방향성 응고 유도
본 연구에서는 열유동을 기반한 주조공정 해석 프로그램 (ZCAST)을 이용하여 응고속도조절이 가능한 Y-Block 형태 로 주조실험 한 결과의 내력, 인장강도, 연신율, 경도값을 활 용하여 상관관계를 검증하였다. 이를 검증하기 위해 실험에 적용한 제품은 중력 금형 주조공정을 활용한 소형 선박용
Received: Mar. 9, 2018 ; Revised: Apr. 16, 2018 ; Accepted: Apr. 24, 2018
†
Corresponding author: In-Sung Cho (KITECH) Tel: +82-32-850-0469, Fax: +82-32-850-0460 E-mail: [email protected]
Journal of Korea Foundry Society 2018. Vol. 38 No. 2, pp. 41~47 http://dx.doi.org/10.7777/jkfs.2018.38.2.41 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
AC4CH 합금의 프로펠러이며 특히 프로펠러의 블레이드는 냉각속도에 따라 기계적 성질의 차이가 나타나므로 주조공정 해석 프로그램을 활용하여 응고속도를 예측하고 그에 따른 기계적 성질을 예측하였다.
2. 실험용 금형 설계 및 주조실험 2.1 시험에 사용된 금형 설계
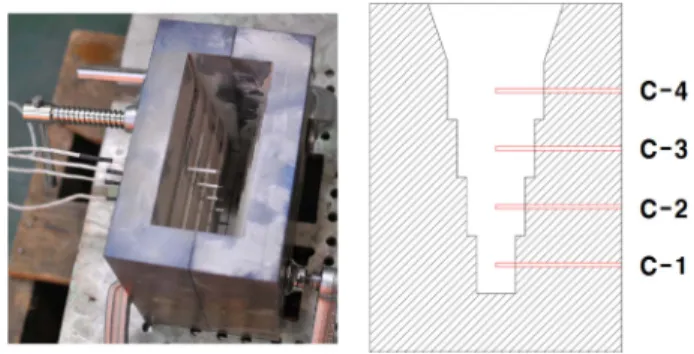
본 연구를 위해 두께에 따른 냉각속도를 파악 할 수 있는 Y-Block을 설계하였다. Fig. 1의 그림에서는 Y-Block의 설계 도면과 형상을 표시하였다. Y-Block의 가장 얇은 부분은 20 mm이고 위로는 30, 40, 50 mm로 높이 방향 30 mm 간 격 4단계로 이루어져 있다. 가장 두꺼운 부분 위쪽으로는 응 고수축을 대비한 압탕(Riser)을 설계하였다.
금형의 재질은 현업에서 실용적으로 많이 쓰이는 SKD61 로 선정하였다. 또한 금형설계 시 제품 탈취와 합형의 어려 움을 없애기 위해 빼기구배와 다보를 부여하였다. 또한 두께 마다 온도측정을 위한 4 mm Hole 4개를 가공하였다.
2.2 주조시험
준비된 Y-Block의 몰드를 열처리로에 넣어 200oC의 조건
으로 약 3시간 가열하여 몰드 온도를 약 200oC로 가열하였 다. 주조실험에 앞서 금형몰드에 열전대를 삽입하였고, 열전 대는 가장 얇은 부위부터 C-1, C-2, C-3, C-4로 지정하였다.
Fig. 2에서 나타낸 것과 같이 준비된 금형에 차례로 열전대 를 삽입하고 금형과 금형을 클램프로 고정하였다.
주조실험 전 Argon bubbling에 의한 탈가스 작업을 약 5~8분정도 실시하였으며, 또한 용탕주입 전 온도를 확인하여 723oC에서 주입을 시작하였다. 용탕주입 시간은 약 5~6초간 용탕을 주입하였으며 이때의 금형의 온도는 약 150~180oC로 예상된다.
3. 결과 및 고찰
3.1 냉각곡선에 따른 SDAS 및 계계적 성질
Fig. 3의 그래프는 Y-Block의 주조실험에서 주입 후 온도 가 떨어지며 그려진 그래프이다. Y-Block의 두께가 가장 얇 은 부위의 C-1은 급격하게 온도가 하강하며 액상온도부터 고 상온도까지 응고되는 시간은 약 15~20초로 나타난다. C-2부 터 C-4까지는 차례로 지연되며 응고가 진행되어 가장 얇은 부위부터 위 방향으로 응고가 진행됨을 알 수 있다.
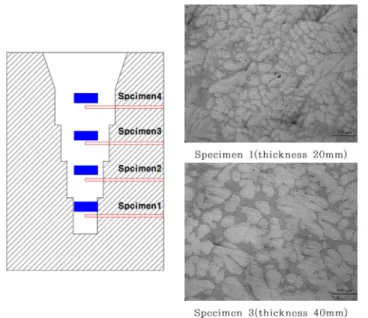
Fig. 4 그림의 경우 각 지점의 조직으로 두께 20 mm의 경우 비교적 미세한 조직으로 결과가 나왔으며, 이후 30, 40, 50 mm로 두꺼워짐에 따라 점차 조대한 조직의 결과로 나타났다.
Fig. 5 그림의 경우 시편2 지역의 시편에서 얻어진 조직으 로 SDAS (Secondary Dendrite Arm Spacing)를 측정한 것 이며, SDAS를 측정하는데 사용한 방법은 스케일바의 비율로 200µm 해당하는 길이의 수지상정 결정립계 개수를 파악하고 개수로 200 µm를 나누어 SDAS를 측정한다. 이 과정을 5번 진행하여 평균값을 산출하였다. 또한 각 지역의 SDAS 측정 값을 Fig. 5에 표시하였다.
Fig. 2.
Photograph of experiment and position of thermocouples.Fig. 1.
2D and 3D model of Y-Block.Fig. 3.
Cooling curves of thermocouples in the Y-Block.Table 1은 비교적 두꺼운 시편4 부위에서 인장 및 경도값 등이 가장 낮은 값으로 나타났으며 두께가 얇은 시편1의 경 우 가장 높은 값을 나타냈다. 인장시험을 통해 기계적 특성 평가 시 시편마다 편차가 발생 되었으나 모든 시편에 대해 냉각속도의 크기를 나열하면 시편4 < 시편3 < 시편2 < 시편1 순으로 나타났으며 이는 인장시험의 결과의 순서와 일치하므
로 냉각속도에 따른 기계적 성질이 직접적인 상관관계가 성 립됨을 알 수 있었다.
3.2 SDAS와 기계적 성질의 관계식 도출
Y-Block 실험의 조직으로 SDAS와 냉각속도를 이용하여 기계적 성질 즉 경도, 인장강도, 연신율을 예측하는 상관관계 식을 도출하였다.
Fig. 6에 표시된 온도곡선의 액고상온도는 액상온도 610oC, 고상온도 555oC이며 냉각속도는 아래의 식과 같다.
Cooling rate =V TL–TS tf: 응고시간 (1) tf
---
=
Fig. 4.
Microstructures of specimens with various cast thickness (× 200).Fig. 5.
Measurement of SDAS (× 200) of specimen 2 and SDAS values.Table 1.
Mechanical Properties and cooling rates.Specimen No.
YS [MPa]
TS [MPa]
Elongation [%]
Hardness [HB]
Cooling rate (oC/Sec)
4 88.9 178.4 2.97 42.4 0.8
3 94.2 183.5 6.05 45.4 1.22
2 95.5 199.1 10.67 51.1 1.96
1 101.3 210.8 16.06 52.5 5.5
Fig. 6.
Liquidus and solidus line in cooling curves.Fig. 8.
Relationship of mechanical properties and SDAS.Fig. 7은 냉각속도와 SDAD의 상관관계를 나타낸 그래프 로 냉각속도와 SDAS의 상관관계를 Curve Fitting하여 아래 의 식에서 K와 n값을 유추하였다.
(2)
유추 된 AC4CH의 K와 n값: K: 56.72, n: −0.38 Fig. 8는 SDAS와 인장강도, 항복강도(내력), 연신율, 경도 의 상관관계를 나타낸 그래프를 Curve Fitting하여 상관관계
값을 유추하였다. 그 값은 아래와 같다.
TS[MPa] =−1.16 SDAS + 246.16 YS[MPa] =−0.38 SDAS + 112.64 El[%] =−0.44 SDAS + 29.5 (3)
HB[HB] =−0.36 SDAS + 64.4 SDAS K TL–TS
tf ---
⎝ ⎠
⎛ ⎞n
=
Fig. 10.
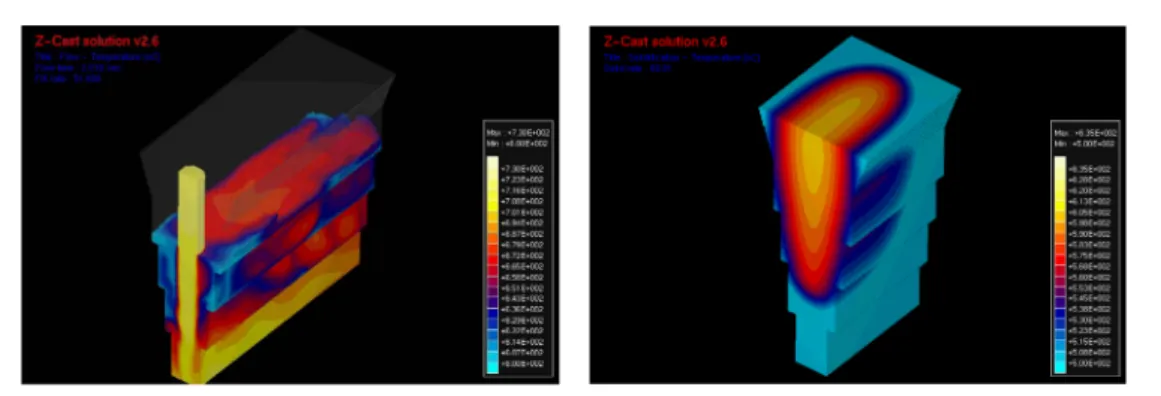
Comparison of experiment and calculate cooling rates with curves in Y-Block.Fig. 9.
Result of fluid flow and solidification analysis.Table 2.
Comparison of mechanical properties in experiment.SDAS (µm) YS [MPa] TS [MPa] Elongation [%] Hardness [HB]
No Exp. Cal. Acc.
(%) Exp. Cal. Acc.
(%) Exp. Cal. Acc.
(%) Exp. Cal. Acc.
(%) Exp. Cal. Acc.
(%)
4 57.6 58.8 97.9 90.7 88.9 98 179.3 178.4 99.4 4.15 2.97 71.5 43.6 42.4 97.2
3 52.5 52.6 99.8 92.7 94.2 98.4 185.2 183.5 99 6.4 6.05 94.5 45.5 45.4 99.7
2 45.0 41.6 92.4 95.5 95.5 100 193.9 199.1 97.3 9.7 10.67 90.9 48.2 51.1 94.3
1 33.7 30 89 99.8 101.3 98.5 207.0 210.8 98.1 14.67 16.06 91.3 52.2 52.5 99.4
Ave. 94.8 98.7 98.5 87 97.6
* Exp: Experiment, Cal: Calculate, Acc: Accuracy, Ave: Average
3.3 주조해석 및 결과비교
Fig. 9의 그림은 Y-Block의 유동 및 응고해석 결과로 해 석에 사용된 주입조건은 224.79 cm3/s의 유량으로 주입이 완 료된 후의 온도분포는 약 720~580oC의 범위로 예상된다. Y- Block의 하단부에서 가장 낮은 온도분포로 나타나며, 압탕방 향으로 일방향 응고가 진행된다.
Fig. 10에서는 실제 실험과 응고해석의 냉각속도를 비교한 결과를 나타낸 것으로 가장 두꺼운 부분에서 차이를 보였으 나 비교적 유사한 결과로 분석된다.
3.4 기계적 물성 비교
각 지점의 시뮬레이션 냉각속도를 활용하여 SDAS를 상관 관계식에 적용하였다.
시뮬레이션의 냉각속도를 활용하여 SDAS를 예측한 결과 위 Table 2와 같이 각 시편의 위치에서 높은 정확도를 나타 내었다. 예측된 SDAS값으로 (3)식을 활용해 기계적 물성을 예측한 결과 SDAS 94.8%, YS 98.7%, TS 98.5%, El 87%, HB 97.6%의 평균 정확도를 보였다.
3.5 주조제품 적용
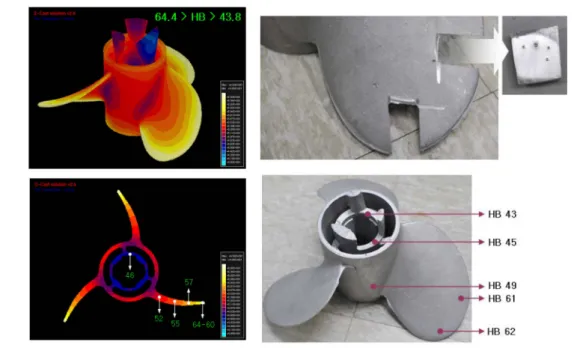
Fig. 11의 그림은 응고해석을 통해 예측한 경도값과 생산 된 제품의 경도값을 비교한 것으로 날개부위의 경도값 범위 를 예측 할 수 있다.
4. 결 론
본 연구에서는 주조공정 시 제품의 냉각속도에 따른 기계
적 성질의 상관 관계식을 도출하고 주조 시뮬레이션을 활용 하여 냉각속도에 따른 알루미늄 AC4CH 합금주물의 기계적 성질을 예측하였다. 또한 도출된 상관관계식을 이용하여 프로 펠러 주조제품의 기계적 물성을 주조 시뮬레이션하여 예측하 였다.
1) AC4CH 주조합금의 Y-Block 주조실험으로 각 두께에 따른 냉각속도 및 조직, SDAS의 변화를 알 수 있었으며, 기계적 물성 관계식을 도출하였다.
2) Y-Block의 주조실험과 시뮬레이션의 냉각속도 결과 값 을 일치시켜 해석결과를 검증하였다.
3) 해석결과에서 도출된 금형온도로 프로펠러를 주조한 결 과 주조 건전성과 기계적 물성이 만족할 만한 제품이 생산되 었다.
4) AC4CH 합금의 금형주조 활용 시 주조공정해석을 통해 금형의 온도에 따른 기계적 물성 예측이 가능하다.
5) 주조 특성에 따라 용탕의 품질, 기포, 수축공 등에 의 해 예측한 부위의 기계적 물성 값이 크게 달라질 수 있다.
References
[1] Lee WS and Ye BJ, J.Korea Foundry Society, “The variation of pore distribution behavior according to melt treatments for Al alloys”, 19 (1999) 134-140.
[2] Sin SL, Han SW, Lee GH and Lee JH, J. Korea Foundry Society, “Factors affecting the accuracy in the measurement of hydrogen gas content of the aluminum melt during reduced pressure test”, 23 (2003) 343-350.
[3] Kim JG, “Metallography”, (1999) 369-387.