DOI: 10.4150/KPMI.2011.18.1.029
Dy
화합물 혼합에 의한(Nd, Dy)-Fe-B
소결자석의 자기특성 변화남궁석·이민우·조인식·박영덕·임태환·이성래a·장태석*
선문대학교 대학원 재료금속공학과, a고려대학교 신소재공학부
Magnetic Properties of (Nd, Dy)-Fe-B Sintered Magnets Mixed with Dy Compounds
S. Namkung, M. W. Lee, I. S. Cho, Y. D. Park, T. H. Lim S. R. Leea, and T. S. Jang*
Department of Materials and Metallurgical Engineering, Graduate School,
Sunmoon University, Asan, Choongnam 336-708, Korea
a
Department of Materials Science and Engineering, Korea University, Seoul 136-713, Korea
(Received January 5, 2011; Revised January 26, 2011; Accepted January 31, 2011) Abstract
In order to increase the coercivity of (Nd, Dy)-Fe-B sintered magnets without much reduction of remanence, small amount of Dy compounds such as Dy
2O
3and DyF
3was mixed with (Nd, Dy)-Fe-B powder.
After mixing, the coercivity of (Nd, Dy)-Fe-B sintered magnets apparently increased with the increase of Dy com- pound in the mixture. Addition of DyF
3was more effective than Dy
2O
3for the improvement of coercivity. Reduc- tion of the remanence by the addition of Dy compound, however, was larger than expected mostly due to unresolved coarse Dy compound in the magnet. EPMA analysis revealed that Dy was diffused throughout the grains in the magnet mixed with DyF
3whereas Dy was rather concentrated around grain boundaries in the magnet mixed with Dy
2O
3.
Keywords :
Dy, Nd-Fe-B magnet, Dy
2O
3, DyF
3, Magnetic property
1. 서 론
Nd-Fe-B 소결자석은 지금까지 알려진 자석 중에서 가장 높은 최대자기 에너지적((BH)max)을 갖는 자석 으로 부품의 소형화, 경량화에 적합하여 VCM, 핸드 폰, 오디오 시스템, 네비게이션 등에 폭넓게 응용되 어 왔다. 따라서 그 동안 더 높은 최대자기 에너지적 ((BH)max)을 갖는 자석을 개발하기 위한 연구가 활발 히 진행되어 왔고, 이미 58 MGOe를 상회하는 고특 성 Nd-Fe-B 소결자석이 개발된 바 있다[1]. 그러나 최근 에너지 저감 및 환경친화형 녹색성장사업이 이 슈화되면서, 자동차산업에서는 전기모터를 사용하는 하이브리드 자동차와 전기자동차에 대한 연구가 활 발히 진행되고 있다. 이들 자동차들은 공통적으로 전 기에너지를 이용하여 구동되기 때문에 영구자석형 모
터 및 발전기가 채용되고 있고, 자동차 부품의 소형·
경량화와 에너지 효율 향상을 위하여 더 높은 성능 의 희토류 영구자석을 요구하고 있다.
자석이 고온(200~220oC)에서 구동되는 하이브리드 자동차의 모터에 적용되기 위해서는 높은 열적 능력 을 필요로 한다. 그러나 Nd-Fe-B 소결자석은 큐리온 도가 낮고, 보자력의 온도계수(≒0.55%/oC)가 커서 높은 온도에서 보자력이 크게 감소하는 단점이 있다.
이러한 단점은 이방성 자장이 큰 Dy 또는 Tb를 첨 가하여 보자력을 향상시킴으로써 극복할 수 있다. 그 런데, 이러한 중희토류 원소는 Fe와 반강자성결합을 하게 되어 포화자화값을 낮추게 되고, 결국 자석의 (BH)max 값이 감소하게 된다. 또한 Nd에 비해 상당 히 고가이며 매장량도 많지 않아 현재와 같은 추세 로 사용된다면 자원고갈을 야기할 수도 있다. 따라서
*Corresponding Author : [Tel : +82-41-530-2341; E-mail : [email protected]]
구된다
.
또한,
확산을 이용한보자력증가 방법은두 께가 얇은자석에만적용될수 있으며,
확산에 의해 중희토류 원소의이동이 일어남으로 자석의 깊이에 따라,
즉자석의표면과중심부에서중희토류원소의분포차이가발생하게된다
[2-4].
이에본연구에서는보다효과적이고경제적인보 자력 향상 방안을 모색하고자
, Dy
광물을정제하는 과정에서 쉽게얻을수있는분말상태의Dy
화합물을
(Nd, Dy)-Fe-B
자성 분말에 소량 혼합한 후 소결자석을제조함으로써 강자성입자들표면으로부터 의
Dy
확산에 의한보자력향상여부를알아보았고,
이에따른전반적자기특성의변화를조사하였다
.
2. 실험방법
본 연구에서는
Nd
26.1Dy
6.5TM
balB
1 조성의 합금을 용해한 후스트립캐스터를통해급속냉각하여두께 가약0.2~0.4 mm
인합금스트립을제조하였다.
제조 된 스트립은0.1 MPa
의수소압력으로400
oC
에서2
시간 동안 수소처리를 실시한 후 진공 분위기에서
550
oC
의 온도로가열하여 수소를 제거하였다.
수소/
탈수소 처리한 스트립은 젯밀을 이용하여 분쇄하였 으며약
5~6
µm
의 분말을제조하였다.
제조된 분말 에Dy
2O
3와DyF
3를 소량 첨가한 후 각각 건식 혼합하였다
.
이렇게혼합된분말은1.9 T
의자장하에서일축자장성형을 한후
, 1070
oC
에서4
시간동안진공 소결 하였다.
소결 후에는850
oC
에서2
시간 동안1
차 열처리를 하였고
,
이어서530
oC
와500
oC
에서각 각2
시간씩1
차 및2
차 열처리를 실시하였다.
제조 된분말의형상과분포,
소결체의미세구조는주사전 자현미경(Scanning electron microscopy; Hitachi S-
대한분말도포함되어 있음을 알수 있었다
.
이러한 분말2 wt%(
자석내Dy
의 목표함량이8.1 wt%
가 되도록 하기위한첨가량)
를Nd
26.1Dy
6.5TM
balB
1 조성 의 분말과혼합하여 제조한 소결자석의 감자곡선을 그림2
에 나타내었다.
검정색 실선은 혼합 전Nd
26.1Dy
6.5TM
balB
1조성의 소결자석감자곡선을나타 낸다. Dy
2O
3 혼합후에는점선으로나타난바와같이Dy
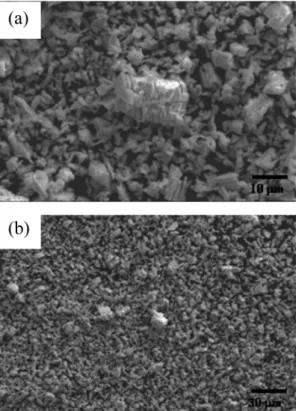
의첨가 효과로보자력이크게증가하는 것을확Fig. 1. SEM images of Dy
2O
3powder observed at (a) high
magnification and (b) low magnification.
인할수있었다
.
그러나,
잔류자속밀도(B
r)
및최대자 기에너지((BH)
max)
값은줄어들었으며,
영구자석성능 지수,
즉(BH)
max+
iH
c 값 또한 감소하였다.
이러한 감소는 조대한Dy
2O
3 분말이분해되지 못하고 그대 로 존재함으로써 비자성상이 증가하였기 때문인것 으로 판단하여(
그림5
참조.) Dy
2O
3 분말에대해밀 링을실시하였다.
그림
3
은Planetary mill
을 이용하여30
분간분쇄한 분말의사진을보여주고있다.
그림에서보는바와같 이분쇄후에는약1
µm
크기의분말로고르게분쇄 되었음을 확인할수있었으며,
분쇄된분말은다양한 크기로응집되어있는것을알수있었다.
이렇게분쇄 된분말을이용하여자석내의Dy
목표함량이6.9~8.1 wt%
가되도록,
즉0.5~2 wt%
를Nd
26.1Dy
6.5TM
balB
1 조 성의분말과혼합하여소결자석을제조하였고, Dy
2O
3혼합에의한보자력증가정도를비교하기위하여용
해공정을 통해
Dy
를8.1 wt%
첨가한스트립합금을이용해서도 소결자석을제조하였다
.
이와같이 제조 된 소결자석들의 감자곡선을 그림4
에 나타내었다.
그림에나타난바와같이
Dy
2O
3의 첨가량이증가할 수록보자력은증가하였고,
잔류자속밀도는감소하였 다.
또한, 2 wt%
를 혼합한(
자석내Dy 8.1 wt%)
경 우를 비교하여 보았을 때, Dy
2O
3를 분쇄하지 않고 혼합하여 제조한 소결자석(
그림2)
보다 자기특성이 향상되었음을 알 수있었다.
그러나,
일반적인공정,
즉 용해공정에서
8.1 wt%
의Dy
을첨가하여 제조한 소결자석과 비교할경우보자력은 유사하나,
잔류자 속밀도가낮은 것을알수 있었는데,
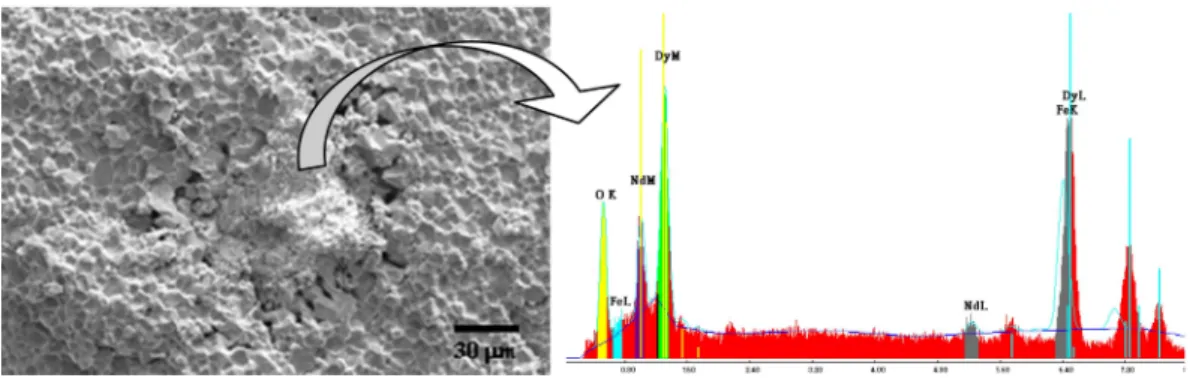
이것은그림5
의 소결자석 파단면 사진에나타난바와 같이 응집 된분말들이분해되지 않고덩어리 형태로존재하고 있기때문인것으로판단된다
.
이렇게응집되어있는분말들을
EDS
분석을통하여확인한 결과Dy
와산소가 집중된
,
즉Dy
2O
3 임을 알 수 있었다.
이렇게 분해되지 않고 존재하는Dy
2O
3 분말들은 밀링을하Fig. 2. Demagnetization curves of sintered magnets: (a) before mixing and (b) after mixed with 2 wt% Dy
2O
3.
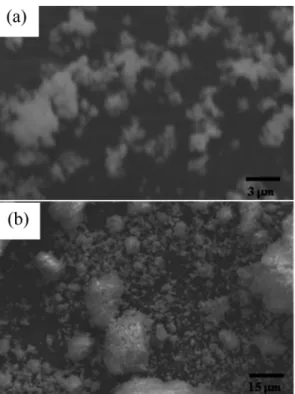
Fig. 3. SEM images of milled Dy
2O
3powder observed at (a) high magnification and (b) low magnification.
Fig. 4. Demagnetization curves of sintered magnets mixed
with 0.5~2 wt% Dy
2O
3and the one made by conventional
method.
지 않고혼합한 실험에서와동일하게비자성상을증 가시키는역할을하여궁극적으로잔류자속밀도를더
욱 감소시킨것으로보인다
[11].
그림
6
은 또 다른Dy
화합물인DyF
3의분말형상 을 보여주고 있다.
그림에서와 같이DyF
3 분말은1
µ
m
이내의 크기를가지며,
그림6(b)
에나타난 것처 럼Dy
2O
3의 경우와 같이부분적으로응집되어 존재 하는 것을 알 수 있었다.
이러한DyF
3 분말도 최종자석내의
Dy
목표함량이6.9~8.1 wt%
가되도록0.6
~2.4 wt%
의DyF
3를Nd
26.1Dy
6.5TM
balB
1 조성의분말 과혼합하였다.
이렇게혼합된분말을이용하여제조 한 소결자석의 감자곡선을 그림7
에 나타내었다. Dy
2O
3 분말을 혼합하여제조한소결자석의자기특성(
그림4)
과유사하게DyF
3의혼합양이증가할수록보 자력은증가하였고,
잔류자속밀도및최대자기에너지((BH)
max)
값은줄어들었다.
그러나보자력의증가및 잔류자속밀도의감소정도가Dy
2O
3를 혼합한경우보 다 크게나타났다.
흥미롭게도
DyF
3를 첨가했을 때는Dy
2O
3를 첨가 한 그림4
의 경우와는 다르게DyF
3의 양이 증가할 수록 자기이력곡선에 나타나는2
번째knee point
가 점차적으로 사라지는양상을나타내고 있다.
이러한2
번째knee point
는Dy
와 같이이방성자장이 큰 희토류원소가 함유된고보자력
Nd-Fe-B
자석의자기Fig. 6. SEM images of DyF
3powder observed at (a) high magnification and (b) low magnification.
Fig. 7. Demagnetization curves of sintered magnets mixed
with 0.6~2.4 wt% DyF
3and the one made by conventional
method.
이력곡선에서 일반적으로 나타나는 현상으로, 소결 후 보자력을 향상시키기 위한 2차 열처리의 조건에 따라서도 그 크기가 달라지나 아직 그 원인은 확실 하게 밝혀지지 않고 있다. 일반적으로는 Dy가 첨가 되었을 때 Dy의 확산이 균일하게 일어나지 않는 어 떠한 부분에서 국지적으로 Dy-rich (Nd, Dy)2Fe14B 상들이 형성되면서 이방성자장은 크나 포화자화가 낮 은 이들 상으로부터 유발된 것으로 추측되고 있다.
또한 한 연구에 의하면[12], Nd-rich 삼중점 부근에 서의 Nd36Fe64-xAlx(2 < x < 4) 상 형성도 이 2번째 knee point 발생과 관계가 있는 것으로 추정되고 있다.
한편, 그림 8에 보이는 것처럼 DyF3 분말을 이용
하여 제조한 소결자석에서도 DyF3 분말이 부분적으 로 분해되지 않고 응집되어 있는 것을 알 수 있었다.
이 때에도 Dy2O3를 혼합한 그림 5에서와 같이 응집 된 분말 주위로 기공이 관찰되었다. 이러한 기공들은 소결체의 상대밀도를 낮추게 되며, 이에 따라 잔류자 속밀도가 더욱 감소한 것으로 판단된다[11]. 이러한 응 집현상은 첨가 분말의 혼합과 분산이 균일하게 이루어 지지 않아 일어난 것으로, 혼합의 균일도 및 분산도를 향상시키기 위한 후속 연구를 필요로 하고 있다.
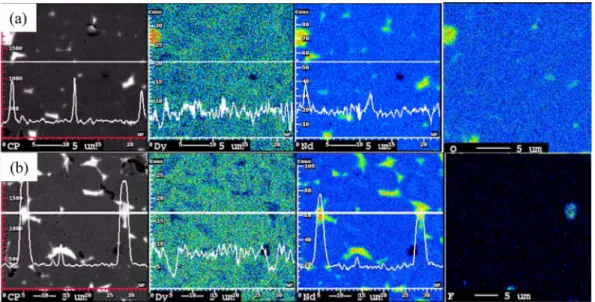
그림 9는 Dy2O3와 DyF3를 혼합하여 제조한 소결 자석의 EPMA 결과를 보여주고 있다. 그림 9(a)에서 와 같이 Dy와 O가 집중된 상이나, (b)에서와 같이 Nd-rich 삼중점상에 F가 집중된 것이 종종 관찰되었 는데, Dy와 O가 집중된 상은 Dy2O3의 응집에 의해 분해되지 못하고 잔존한 부분으로 여겨지며, F가 집 중된 삼중점에서는 알려진 바와 같이 NdOF상이 형 성된 것으로 판단된다. 또한, Dy의 분포를 보면 Dy2O3를 혼합한 소결자석에서는 결정립 계면주위에 비교적 집중되어 있는 반면, DyF3를 혼합한 소결자 석에서는 Dy가 결정립내에서 고르게 분포하고 있는 것을 보여주고 있다. 따라서 DyF3를 혼합하였을 때 Dy2O3를 혼합한 경우보다 보자력은 더 증가하나 잔 류자속밀도는 더욱 감소하는 것은 결정립내에 Dy가 고르게 분포하면서 Fe와의 반강자성결합이 더 증가 하였기 때문인 것으로 생각된다. 이러한 두 소결자석
Fig. 8. SEM image of fracture surface of a sintered magnet mixed with 2.4 wt% DyF
3.
Fig. 9. EPMA mapping images and line profiles of sintered magnets mixed with (a) 2.0 wt% Dy
2O
3and (b) 2.4 wt% DyF
3.
것으로
, Dy
2O
3에서Dy
는부분적으로치환되어흡수되 지만DyF
3에서Dy
는F
와 쉽게분리되어 결정립내부 로 확산되고, F
는Nd-rich
삼중점의Nd
와 결합하여NdOF
를형성하는것으로알려져있다[2, 3, 10].
산소농도의 증가는 가장 산화가 쉽게 일어나는
Nd-rich
상에서 발생하며,
산소농도가 과도하게 증가하면액상소결을방해하고자기적특성에 영향을주 게 된다
[13, 14].
특히, Dy
2O
3를 혼합할 경우산화물 이기 때문에혼합 소결 후 급격한산소농도의 증가 가 예상된다.
따라서Dy
화합물과 혼합하여 자석을 제조할경우의산소농도증가를확인하기위하여Dy
화합물 혼합전후의소결자석내산소농도변화를조 사하여 표
1
에 나타내었다. DyF
32 wt%
가 혼합된 소결자석에서는 산소농도가혼합전에비해270 ppm
정도 증가하였으나
, Dy
2O
3의 경우 첨가량이0.6
wt%
증가할때마다 약500 ppm
씩증가하는경향을나타내었다
. Dy
2O
3 혼합에따른 산소농도의 증가는 전술한바와같이Dy
2O
3에서분해된산소에의한것이지만
, 5000 ppm
이하의 산소농도에서는 자기적특성에크게영향을미치지않는것으로생각된다
.
4. 결 론
본 연구를 통하여
Dy
화합물을 소량 혼합하여Nd-Fe-B
소결자석을 제조하여도보자력이 증가하는것을 확인하였으며
,
혼합양의 증가에따라비례하여 보자력도 증가하는 것을확인하였다.
그러나불균일 혼합에 의해 발생한 미 반응Dy
화합물의 응집에본연구는 지식경제부소재원천기술개발사업의연 구비지원으로수행되었으며