Vol. 17, No. 5, 2010
DOI: 10.4150/KPMI.2010.17.5.359
HD
처리 및 열처리공정 개선에 의한(Nd, Dy)-Fe-B
소결자석의 자기특성 향상
남궁석·이연호·김문갑·장태석
*
선문대학교대학원재료금속공학과
Improvement of the Magnetic Properties of (Nd, Dy)-Fe-B Sintered Magnets by Modification of HD and Annealing Processes
S. Namkung, Y. H. Lee, M. K. Kim, and T. S. Jang
*
Department of Materials and Metallurgical Engineering, Graduate School, Sunmoon University, Asan, Choongnam 336-708, Korea
(Received June 17, 2010; Revised August 5, 2010; Accepted August 19, 2010)
Abstract In an attempt to optimize the magnetic properties of (Nd, Dy)-Fe-B sintered magnets, hydroge- nation and post-sintering heat treatment processes were investigated at various hydrogenation temperatures and heat treatment temperatures. The coercivity of (Nd, Dy)-Fe-B sintered magnets hydrogenated at 400
oC increased to about 1.2 kOe without any detrimental effect on the remanence. Moreover, the coercivity of the magnets was enhanced further by a consecutive 2
ndand 3
rdstep heat treatment. These results eventually leaded to the reduction of the Dy content in a high coercive (> 30 kOe) (Nd, Dy)-Fe-B sintered magnets, as much as 10%.
Keywords : Nd-Fe-B magnets, Hydrogen decrepitation, Jet-milling, Sintering, Heat-treatment
1. 서 론
Nd-Fe-B
소결자석은1984
년에 등장한[1, 2]
이후 가장에너지가높은자석이기때문에 소형화와경량 화에 적합하여 컴퓨터의VCM(voice coil motor)
에 가장많이 적용되어왔다.
그런데최근들어미래형 자동차, motor, generator,
그린에너지등 차세대성 장동력산업에서도자성소재및응용부품의 적용이더 욱 중요하게 되면서 이 자석의수요가 크게 증가하 고 있다.
따라서 이 자석에 대한 연구개발 또한2000
년대중반까지는부품의소형화와고에너지화를위해 자석의에너지
((BH)max)
를 극대화하는방향으로주로진행되어왔으나
,
최근에는응용분야가고성 능 모터분야로 확대되면서 자기적으로 열악한 환경 에서도 사용 가능하도록 보자력(iHc)
을 극대화하는 방향으로 진행되고 있다.
하이브리드자동차의 경우200~220
oC
이상에서도안정적으로기능을발휘할수있도록 상온에서
30 kOe
이상의큰 보자력을 갖는자석이요구되고있다
[3, 4].
현재
Nd-Fe-B
소결자석의 잔류자화는 이론치의97%, (BH)max
값도이론치의92%
까지얻을수있어
59.5 MGOe[5]
에 이르고 있다.
그러나보자력은삼원계
Nd-Fe-B
조성에서이론값의30%
도얻지못하고 있어서아직도 개발해야 될 여지가많다
. Nd-
Fe-B
소결자석의보자력은다음과 같은식으로 나타낼 수있다
[6].
(1)
여기서
H
A는 이방성자장(anisotropy field), M
s는 포 화자화(saturation magnetization)
를 나타내며,
α와N
eff는 각각 재료상수(materials constant)
와 감자상수(demagnetizing factor)
로써 조직의 국부적 불균일성i c
H = αH
A– N
effM
s*Corresponding Author : [Tel : +82-41-530-2341; E-mail : [email protected]]
희토류 원소는
Fe
와 반강자성 결합(antiferromagnetic coupling)
을 하게 되어M
s 값을 낮추게 되고,
결국자석의
(BH)max
값이 상당히 감소되게 된다.
또한중희토류 원소는가격이
Nd
에비해 월등히비싸자 석의 가격을 상승시키며,
매장량이 많지 않아 이들 원소의고갈사태가야기될우려도있다.
그러므로Dy
나
Tb
의사용을최대한억제하면서도높은보자력을 얻을 수 있는 방법,
즉α
는 향상시키고N
eff는 감소 시키는 기술을개발하는 것이 필요하다.
즉,
자석의 전반적인 미세조직 특성을 개량함으로써 조직의불 균일성에의해보자력이감소하는것을방지할수있 는 요소기술들의 개발이필요하다.
이에본연구에서는
Nd-Fe-B
소결자석 제조를위 한 단계별 단위기술들의 개선 및 최적화를 통하여 소결자석의자기적특성,
특히보자력향상을도모하 고자하였으며,
그중에서수소처리공정및후열처 리 공정의 개선이 자기적특성에 미치는영향에대 하여조사하였다.
2. 실험방법
본 연구를 위하여
Nd
32.6-xDy
xFe
balB
1TM(x=1.6~9.8
wt%)
조성의합금을용해한후스트립캐스터를통해급속냉각하여두께가약
0.2~0.4 mm
인합금스트립을제조하였다
.
제조된스트립은수소처리온도에따른변화를관찰하기위하여
0.1 MPa
의수소압력으로20~500
oC
의온도구간에서각각2
시간동안수소처리 를실시한후진공분위기에서550
oC
의온도로가열 하여수소를 제거하였다.
수소/
탈수소 처리한스트립은 젯밀을이용하여 분쇄하여약
5~6
µm
의 분말을제조하였다
.
이렇게제조된분말은1.9 T
의자장하에 서 일축자장성형을 한 후,
진공 분위기에서 소결(1070
oC
에서4hr)
을 하였다.
소결후에는850
oC
에서2
시간 동안1
차 열처리를 하였고, 2
차 및3
차 열처 리는각각530~590
oC
와485~515
oC
에서각각2
시간 씩진공분위기에서실시하여최적의열처리조건을수 립하고자하였다.
제조된분말의 입도,
형상및분포3. 실험결과 및 고찰
본 연구는 하이브리드 자동차의 구동모터에 사용 될 자석
,
즉상온에서의 보자력이30 kOe
이상이면 서동시에 영구자석성능지수로불리는((BH)max + iHc)
의 값이65
이상인 고보자력,
고특성Nd-Fe-B
자석의개발을목표로실험을진행하였다
.
이를위하 여 우선 총 희토류량(total rare earth: TRE) 32.6
wt%
중의Dy
비율을5~30%
까지 변화시키며 일정한조건에서소결자석을제조한후자기적특성을측 정하여그결과를그림
1
에나타내었다.
그림에서보 는바와같이,
이방성자장이큰Dy
의함량이증가할Fig. 1. Variation of (a) coercivity and energy product and (b)
performance index of sintered magnets with Dy content.
수록 보자력이 증가하고 있으며
,
반대로(BH)max
값은
Fe
와의반강자성결합에 의해감소하고있음을 알 수 있다.
또한 영구자석 성능지수,
즉((BH)max +iHc)
값은 그림1(b)
에 나타낸바와같이Dy
함량 이 증가할수록증가하고 있으며, 30 kOe
이상의보 자력과 함께65
이상의 성능지수를 얻기 위해서는Dy
의 함량이9.8 wt%(TRE
중30%)
는 되어야 하 는것을알수 있다.
이와같은결과를토대로,
공정 개선에의해Dy
함량을줄이면서도보자력을 향상시 키고 나아가 성능지수도 향상시키기 위한 후속실험 은 일차적으로TRE
중Dy
의 비율이25%
인,
즉Dy
함량이8.1 wt%
인Nd
24.5Dy
8.1Fe
balB
1TM
조성의합금을이용하여진행하였다
.
그림
2
는수소처리온도를20~500
oC
까지 변화시키 며제조한 분말을이용하여제조한 소결자석의감자 곡선을 보여주고있다.
그림에나타난바와같이,
수 소처리온도가 증가할수록,
잔류자화값은 유사한 반 면,
보자력은 증가하는 경향을 보이면서400
oC
에서 수소처리한 분말을 사용한 경우 다른 경우보다1 kOe
이상증가한 보자력값을나타내고있다.
그러나500
oC
에서수소처리하였을때에는 다시보자력이감 소하였다.
이와같은보자력변화 원인을찾고자 분 말 및소결체에대한미세구조를분석하였다.
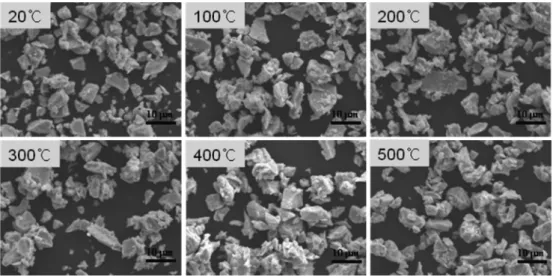
그림
3
과4
는 수소처리 후 젯밀링하여제조된분말의
SEM
사진과 입도분석결과를보여준다.
그림에Fig. 2. Demagnetization curves of the sintered magnets fabricated with the powder hydrogen decrepitated at 20~
500
oC.
Fig. 3. SEM images of the powders hydrogen decrepitated at 20~500
oC.
Fig. 4. Particle size distribution of the powders hydrogen
decrepitated at 20~500
oC.
서알 수있는바와같이다양한 온도에서수소처리 한후 젯밀에의하여제조된 분말의입도및형상에 서는 눈에 띄는 큰 차이점을 찾을 수 없었다
.
다만400
oC
에서수소처리된분말의경우미분발생이 비교 적 적고 조분이 약간 더 많은 것을 알 수 있었다.
이들 분말을 사용하여 제조한소결체의 결정입도나 분포도 그림
5
에 나타난것처럼큰차이점을보이지 않았다.
일반적으로 수소처리 후의 스트립은그림
6
에 나 타낸것과같이외곽으로부터수소를 흡수하면서양파껍질 모양으로균열
(crack)
이존재하여내ㆍ외부간불균일한수소흡수형태를보인다
.
이와같은불균일 한수소흡수를제어하고자 수소처리온도에변화를준 것이며,
수소처리온도에따라보자력이변화하는것 은 그림7
에예시된것과 같이온도에 따라분말의 형태가 미시적으로 변화하기 때문인것으로 판단된다
.
즉, 25~300
oC
에서수소처리한후제조된분말은역자구 생성의 원인이되는
Nd-rich
상이 어느 정도Fig. 5. SEM images of fracture surface of the sintered magnets fabricated with the powder hydrogen decrepitated at 20~500
oC.
Fig. 6. SEM image of a (Nd, Dy)-Fe-B strip after hydro- genation.
Fig. 7. Schematic diagram of the powders after hydrogen decrepitation at different temperatures.
분말입자 내부에 포함되면서 분쇄가 되는데 비해
, 400
oC
에서 수소처리된분말은그러한부분이없이분말외부에
Nd-rich
상이비교적고르게분포하여소결후 보다균일하게자기절연층을형성해주기때문에
보자력이증가한것으로추정된다
. 500
oC
에서수소처리한경우에는
Nd-rich
상의분리가 지나치게일어나면서많은부분이독립된 미분으로존재하면서분급 과정에서 이탈되거나 소결 후
Nd-rich pocket
형태 로 존재하면서보자력 증가에크게기여하지못하는 것으로생각된다.
그러나이와같이수소처리 후분 쇄된분말에서의 미시적인Nd-rich
상의분포변화는 분석및 관찰이 용이하지않으며,
이의정밀관찰과 분석을위한후속연구가진행중이다.
일반적으로
Nd-Fe-B
소결자석의 열처리는850
oC
에서
1
차로 실시하고 다시500
oC
부근에서2
차로실시하는 등 총
2
회에 걸쳐 실시한다.
여기서2
차 열처리 온도인500
oC
부근에서의 열처리는 보자력향상에 큰 영향을준다
[7-9].
이에 본 연구에서는2
차 열처리온도를 세분하여
2
차, 3
차열처리를 진행 하였고,
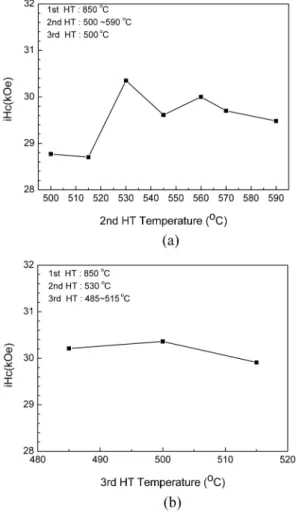
그림8
에열처리온도에따른보자력의변화 를 나타내었다.
그림8(a)
는1
차 열처리온도를850
oC, 3
차 열처리온도를500
oC
로 각각 고정한 후, 2
차열처리온도만을500~590
oC
로변화시키며열처리 를 실시한결과를보여준다.
그림에나타난바와같 이, 2
차열처리를530
oC
에서실시하였을때가장우수한 보자력이 얻어졌다
.
또한 그림8(b)
는 그림8
(a)
에서가장우수한결과를보인530
oC
에서2
차열 처리를실시한 후3
차열처리 온도를변화시킨결과 를보여주는 것으로,
선행된실험과 같이500
oC
에서3
차열처리를실시한경우가장큰보자력을나타내었다
(
그림9
의 자기이력곡선 변화 참조).
그러나잔 류자속밀도는열처리 온도의변화에 관계없이큰차 이를나타내지않았다.
Nd-Fe-B
소결자석의 보자력이500
oC
부근의2
차열처리에 의해서 크게 증가하는 것은
magnetic
decoupling
에 의해 보자력을 생성하는데 필수적인Nd-rich
계면상에서의 구조,
화학적 변화,
특히Nd
산화물의형성과깊은 관계가있는것으로알려져있 다
[9]. Park
등은500
oC
에서 열처리한 후에는Nd- rich
계면에서형성되는Nd
2O
3상의구조가hexagonal
type
에서cubic type
으로 변하면서 주상인 강자성(Nd,Dy)
2Fe
14B
상과 비자성Nd-rich
상 사이의lattice
mismatching
을줄여줌으로써역자구 생성요인이감Fig. 8. Variation of coercivity of the sintered magnets with
(a) 2
ndand (b) 3
rdheat treatment temperatures. Fig. 9. Improvement of coercivity of the sintered magnets
by modification of process parameters.
때문인것으로생각된다
.
앞에서 보여주었던수소처리및 열처리실험의 결 과들을종합한결과를그림
9
에나타내었다.
그림에서 와같이잔류자속밀도의변화는거의없었으며,
수소 처리를400
oC
에서실시한분말을이용하여제조한소결자석의 보자력은 약
1.2 kOe
증가하였고(
그림9
(b)),
최적화된수소처리조건과열처리조건을결합한,
즉 수소처리를
400
oC
에서 실시하고,
열처리를2
차530
oC, 3
차500
oC
에서실시한경우 보자력이약2.2 kOe
증가하는것(
그림9(c))
을알수있었다.
이와같 이 수소처리및 열처리 공정 개선에 의해 보자력이 증가함으로써Dy
의 함량을1.7 wt%
감소시키고도65
이상의영구자석성능지수를얻을수있었다. 4. 결 론
고보자력
(Nd, Dy)-Fe-B
소결자석의제조를 위하여 다양한 조건에서 수소처리 및 소결후 열처리를 실시한후자기특성의변화를관찰하였다
. 400
oC
에서 수소처리한 분말을사용할경우,
소결자석의보자력 이 약1.2 kOe
증가하였고,
소결 후3
차 열처리를실시할경우약
1 kOe
의보자력이증가하였다.
이와같은 최적의수소처리 공정 및 열처리 공정을 적용 할 경우잔류자속밀도의 저하없이약
2.2 kOe
의보감사의 글
본연구는 지식경제부소재원천기술개발사업의연 구비지원으로수행되었으며