한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 51, No. 6, 2018.
https://doi.org/10.5695/JKISE.2018.51.6.393
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
황산 용액에서 Al6061 합금의 아노다이징 피막 형성거동
문성모a,b,*, 정기훈c,d, 임수근c
a재료연구소 표면기술연구본부 전기화학 연구실,
b과학기술연합대학원대학교 신소재공학과,
c경상대학교 재료공정융합공학과, d오메가
(Received November 6, 2018 ; revised 6 December, 2018 ; accepted December 10, 2018)
Formation Behavior of Anodic Oxide Films on Al 6061 Alloy in Sulfuric Acid Solution
Sungmo Moona,b,*, Kihun Jeongc,d and Sugun Limc
a
Surface Technology Division, Korea Institute of Materials Science, Republic of Korea
b
Advanced Materials Engineering, Korea University of Science and Technology, Republic of Korea
c
Gyeongsang National University, Republic of Korea
d
Omega, Republic of Korea
Abstract
Formation behavior of aluminum anodic oxide (AAO) films on Al6061 alloy was studied in view of thick- ness, morphology and defects in the anodic films in 20 vol.% sulfuric acid solution at a constant current density of 40 mA/cm
2, using voltage-time curve, observation of anodized specimen colors and surface and cross-sectional morphologies of anodic films with anodization time. With increasing anodizing time, voltage for film formation increased exponentially after about 12 min and its increasing rate decreased after 25 min, followed by a rapid decrease of the voltage after about 28 min. Surface color of anodized specimen became darker with increasing anodizing time up to about 20 min, while it appeared to be brighter with increasing anodizing time after 20 min. The darkened and brightened surfaces with anodizing time are attributed to an increase in thickness of porous anodic oxide film and a chemical damage of the films due to heat generated by increased resistance of the film, respectively. Cross-sectional observation of AAO films revealed the for- mation of defects of crack shape at the metal/oxide interface after 15 min which prevents the growth of AAO films. Width and length of the crack-like defect increased with anodizing time up to 25 min of anodizing, and finally the outer part of AAO films was partly dissolved or detached after 30 min of anodizing, resulting in non-uniform surface structures of the AAO films.
Keywords : Anodic oxidation behavior, Sulfuric acid anodizing, Anodic oxide film, Al6061 alloy
1. 서 론
“양극산화법(anodic oxidation method)은 아노다이 징 (anodizing)이라 불리기도 하며, 알루미늄, 마그
네슘 및 티타늄과 같은 경금속의 내식성, 내마모성 및 내 플라즈마성을 향상시키기 위하여 널리 사용 되고 있는 표면처리법이다. 양극산화 처리된 알루 미늄은 새시와 같은 건축자재, 반도체 장비 몸체나 부품, 자동차 부품/바디, 항공기 몸체, 기계부품, 철 도차량. 레저용품, 휴대폰 케이스 및 전자장비 케이 스 등에 다양하게 사용된다. 에너지 효율을 높이기 위하여 기존에 사용되던 철강소재를 가벼운 알루미 늄으로 대체하려는 연구들이 지속적으로 이루어지
*
Corresponding Author: Sungmo Moon
경남 창원시 성산구 창원대로 797 재료연구소 표면기술 연구본부
Tel: +82-55-280-3549 ; Fax: +82-55-280-3570
E-mail: [email protected]
않고 흐르는 전류밀도도 높지 않다. 정전류 조건에 서 형성된 피막은 전압이 지속적으로 변동되는 조 건에서 형성되므로 피막 내부에 형성된 기공의 크 기는 균일하지 않은 특징이 있다. 반면에, 정전압법 의 경우 처음부터 피막저항이 낮은 조건에서 갑자 기 전압을 인가하기 때문에 초기에 많은 전류가 흐 르지만, 형성된 기공의 지름이 균일한 크기로 형성 되는 특징을 나타낸다. 정전류법으로 피막을 형성 시킬 경우 피막성장속도를 일정하게 유지할 수 있 으므로 용액의 종류나 농도에 관계없이 피막 두께 를 제어하기가 쉬운 장점이 있으나 피막형성전압이 과다하게 올라갈 경우 많은 저항열의 발생으로 피 막손상이 가속화 될 수 있는 단점을 가지고 있다.
정전압법으로 피막을 형성시킬 경우 피막성장속도 가 처리시간에 따라 낮아지기 때문에 피막 두께를 관리하기 어려운 단점이 있으나 과다한 전압 상승 으로 인한 피막손상을 피할 수 있는 장점이 있다.
정전압 조건에서 피막 형성전류밀도가 과다하게 높 아지거나 정전류 조건에서 전압이 과다하게 높아지 면 열 발생량이 크게 증가하여 피막이 파손되는 버 닝 (burning) 현상이 일어날 수 있다 [9]. 고강도 Al7075 알루미늄 합금의 정전류 아노다이징 시간 에 따른 피막두께, 구조, 색상 및 경도 값의 변화에 대한 결과는 기존 논문에서 연구된 바 있다 [10].
합금성분이 달라지면 피막의 성장속도, 피막 형성 전압의 상승속도 및 피막 내 결함이 발생하는 경향 도 달라질 것으로 예상된다. 현재 Al6061 합금의 경우 황산 용액에서 정전류 조건하에서 피막의 성 장 및 피막 내 결함의 발생에 대한 자세한 연구결 과는 보고되어 있지 않다.
본 논문에서는 20% 황산용액에서 Al6061 합금에 일정한 전류를 인가하는 정전류 조건하에서 아노다 이징 처리 시간에 따른 피막의 형성거동을 이해함 으로써 피막의 파손을 일으키지 않는 아노다이징 처리 시간을 도출하고자 하였다. 이를 위하여 아노
실험에 사용하였다. 본 연구에서 사용된 아노다이 징 용액은 20 Vol.% 의 황산용액 500 ml이며, 인가 전류밀도는 40 mA/cm2, 지름 8 mm × 길이 20 mm 마그네트를 300 rpm으로 회전하면서 그리고 용액의 온도 20 ± 0.5oC에서 아노다이징 처리를 시작하였 다. 전류는 Agilent Technologies사의 N5772A 직류 전원공급기로 이루어졌으며, 보조전극으로는 백금 메쉬 전극이 사용 되었다. 아노다이징 처리는 시편 전극과 보조 전극만 사용하는 2전극법으로 이루어 졌으며, 아노다이징 처리 동안 전압을 시간에 따라 측정하여 피막 형성전압-시간 곡선을 얻었다. 아노 다이징 처리 후 피막의 표면 색상을 보여주는 사진 은 디지털카메라를 사용하여 촬영되었으며, 산화피 막의 표면 및 단면은 SEM (Scanning Electron Microscopy, JSM-6610LV)을 이용하여 관찰되었다.
얻어진 아노다이징피막의 두께는 ISOSCOPE (Fischer)를 사용하여 측정되었다.
3. 결과 및 고찰
황산용액에서 알루미늄을 정전류 모드로 아노다 이징 처리할 경우 그림 1과 같은 피막 형성전압-시 간 곡선을 얻을 수 있다. 삽입된 그림은 0.5분까지 아노다이징 초기단계에서 얻어진 피막형성전압을 보여주는 그림으로서 a로 표시된 것처럼 전압의 피 크가 나타남을 알 수 있다. a지점의 전압 피크 이 전에는 장벽형 피막의 성장이 일어나고 a 지점 이 후에는 기공이 생성되어 저항이 낮아짐으로써 피막 형성 전압이 감소한다. 그리고 b로 표시된 약 0.3 분 이후에는 피막 형성전압이 다시 서서히 증가하 는 현상이 나타나고, 약 12분 이후 c지점부터는 전 압이 지수함수적으로 증가하다가 d 지점부터는 전 압증가 속도가 감소하고 e 지점을 지나면 전압이 낮아지기 시작한다. b 지점 이후 피막 형성전압이 증가하는 이유는 피막이 성장함에 따라 기공의 길
이만큼 저항이 증가하였기 때문으로 해석할 수 있 다. c지점부터의 전압의 급격한 증가, d 지점 이후 전압 증가속도의 감소 및 e 지점 이후 전압의 감소 현상은 표면 및 단면관찰 결과를 토대로 설명하고 자 한다.
그림 2는 그림 1의 전압-시간 곡선의 순간기울기 를 아노다이징 시간에 따라 도시한 결과이다. 삽입 된 그림은 0.5분까지 아노다이징 초기단계에서 얻 어진 피막형성전압-시간 곡선의 기울기를 보여주고 있다. 장벽형 피막의 성장이 일어나는 a 지점까지 는 양의 값을 보이고, 기공의 생성이 일어나는 a지 점과 b지점 사이에서는 음의 값을 나타낸다. 그리 고 b지점과 c지점 사이에서는 기공의 성장에 따른
느린 저항증가 효과에 기인한 낮은 양의 값을 보인 다. c지점과 d지점 사이에서는 곡선의 기울기가 양 의 방향으로 점차 커지고 d지점과 e지점 사이에서 는 곡선의 기울기가 양의 방향 뿐만 아니라 음의 방향으로도 증가하는 것을 볼 수 있다. 특히 e지점 이후에는 매우 큰 음의 기울기만을 보이는 부분이 있음을 볼 수 있다.
그림 1에서 전체적인 전압 변동의 경향을 보여주 기 위하여 30개의 데이터를 평균하여 구한 전압-시 간 곡선의 기울기를 그림 3에 도시하였다. c지점 이 후 전압의 급격한 증가가 일어나고 d 지점에서 전 압-시간 곡선의 기울기가 최대값에 도달함을 볼 수 있다.
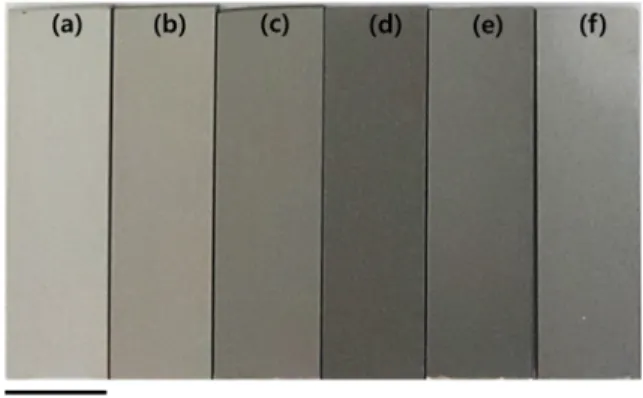
그림 4는 아노다이징 시간에 따른 피막 표면의 색상을 보여주는 디지털카메라 사진이다. 20분 아 노다이징 (그림 1에서 d 지점) 까지는 아노다이징
Fig. 1. V-t curves of Al6061 at 40 mA/cm
2in 20%
sulfuric acid solution containing 20 g/l of dissolved Al.
Fig. 2. Slope of V-t curves obtained during anodizing of Al6061 alloy at 40 mA/cm
2in 20% sulfuric acid solution containing 20 g/l of dissolved Al.
Fig. 3. Averaged slope of V-t curves obtained during anodizing of Al6061 alloy at 40 mA/cm
2in 20% sulfuric acid solution containing 20 g/l of dissolved Al.
Fig. 4. Digital photographs of Al6061 alloy anodized
for (a) 5, (b) 10, (c) 15, (d) 20, (e) 25 and (f) 30 min at
40 mA/cm
2in 20 % sulfuric acid solution containing
20 g/l of dissolved aluminum.
시간이 증가함에 따라 피막의 색상이 점차 어두워 지는 반면, 20분 이후부터는 아노다이징 시간이 증 가함에 따라 오히려 색상이 더 밝아지는 현상이 관 찰된다. 아노다이징 시간이 증가하면 다공성 피막 의 두께가 증가하고 두꺼워진 피막은 빛의 반사량 을 줄임으로써 피막을 더 어둡게 보이게 한다. 그 러나 그림 4에서 20분 이후에는 아노다이징 시간 이 증가함에 따라 오히려 밝아지는 현상은 아노다 이징 피막의 구조변화와 관련되어 있을 것으로 판 단된다.
아노다이징 피막의 두께는 그림 5에서 보는 것처 럼 정전류 조건에서 아노다이징 시간에 비례해서 증가하며 20%황산 용액에서 40 mA/cm2의 전류밀 도를 인가할 경우 1분당 약 1.4 µm의 속도로 성장 함을 알 수 있다. 이는 10 mA/cm2의 전류밀도를 인 가할 경우 1분당 약 0.35 µm의 피막성장속도로 성 장하는 것과 같다. 만약 약 28.6 mA/cm2의 전류밀 도를 인가할 경우 1분당 1 µm의 속도로 피막을 성 장시킬 수 있음을 알 수 있다. Al7075 알루미늄 합 금의 경우 20%황산 용액에서 40 mA/cm2의 전류밀 도를 인가할 경우 1분당 약 1.5 µm의 속도로 성장 한다고 보고된바 있다 [10]. 이는 Zn성분이 다량 포 함된 Al7075 알루미늄 합금의 산화피막 형성 효율 이 더 높음을 보여 준다.
그림 1에서 c 지점에서부터 피막형성전압이 지수 함수적으로 증가하는 현상, d 지점부터는 전압증가 속도가 느려지는 현상 및 e 지점 이후 전압이 감소 하기 시작하여 급격히 떨어지는 현상에 대한 이유 를 설명하기 위해서는 피막구조의 변화를 고려해야
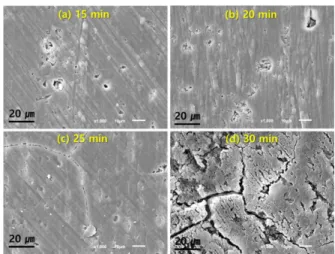
한다. 그림 6은 아노다이징 시간에 따른 피막의 표 면구조를 보여주는 SEM 사진들이다. 아노다이징 처리 25분까지는 입자들의 용해 후 남은 기공들과 약간의 균열이 관찰된 반면, 30분 처리 시 아노다 이징된 표면은 국부적으로 파손되어 매우 불규칙한 표면구조를 보여주고 있다. 이는 25분 아노다이징 시간까지는 피막형성전압이 급격히 올라가는 동안 에도 피막의 표면은 크게 파손되지 않고 원래의 모 습을 그대로 유지하는 반면, 25분 이후에는 피막이 표면부분이 크게 파손됨을 보여준다. 그림 1에서 25분 이후 피막 형성전압이 떨어지기 시작하는 이 유는 그림 6(d)와 같이 피막이 크게 파손되었기 때 문이라 할 수 있다.
그림 7은 정전류 조건에서 아노다이징 시간에 따 른 피막의 두께, 피막 내부의 결함 그리고 표면 및 금속/피막 계면의 모양의 변화를 명확하게 보여주 는 SEM 결과이다. 아노다이징 시간이 증가할수록 전체 피막 두께는 증가하는 양상을 보이나 15분 이 상 아노다이징 처리할 경우 그림 7(c) ~ 7(e)에서 적색 점선으로 표시된 것처럼 균열형태의 피막결함 이 피막/금속 계면에서 형성됨을 알 수 있다. 금속 /피막 계면에서 형성된 균열 모양의 결함은 아노다 이징 시간이 증가할수록 점차 폭과 길이가 늘어나 는 경향을 보였다. 특이한 점은 균열 모양 결함의 아랫부분은 표면 쪽으로 튀어나온 모양으로 변형되 어 있음을 볼 수 있다. 그 결과, 금속/피막 계면의 모양은 아노다이징 처리시간이 증가함에 따라 균일 한 직선모양에서 점차 불균일한 곡선모양으로 변화 되고 있음을 알 수 있다. 이는 피막/금속 계면에서 균열형태의 피막결함이 발생하면 결함이 이온의 이
Fig. 5. Thickness of anodic oxide films on Al6081 alloy
with anodizing time at 40 mA/cm
2in 20% sulfuric acid solution containing 20 g/l of dissolved Al.
Fig. 6. SEM surface images of anodic oxide films on
Al6061 alloy formed for (a) 15 min, (b) 20 min, (c) 25
min and (d) 30 min at 40 mA/cm
2in 20 vol.% sulfuric
acid solution containing 20 g/l of dissolved aluminum.
동을 방해하여 산화피막의 성장이 잘 일어나지 않 도록 했음을 의미한다. 이러한 결함은 저항을 증가 시키는 역할을 함으로써 피막 형성전압을 상승시킨 다. 그림 1에서 약 12 분 이후부터 전압이 지수함 수적으로 증가된 결과는 피막 결함이 약 12분부터 발생하여 아노다이징 처리시간에 따라 피막 내 균 열모양 결함의 면적이 지수함수적으로 증가함을 지 시해 준다.
한편, 그림 7의 피막단면에서 피막 표면선의 모 양을 관찰하면, 25분까지는 표면선이 전체적으로 연 결된 직선모양을 유지하였으나, 30분 이후에는 피 막의 바깥쪽 부분이 국부적으로 떨어져 나가 직선 이 불연속적으로 이어지는 불규칙한 표면선 모양을 보여준다. 본 연구에서 발견된 중요한 실험적 사실 은 그림 7(c) ~ 7(e)에서 확인된 것처럼 피막 내부 균열결함이 발생하더라도 그림 6에서와 같이 25분 아노다이징 처리 시간까지는 피막 표면이 파손되지 않고 원래의 형태대로 유지된다는 점이다. 따라서 외부에서 결함이 관찰되지 않더라도 피막 내부에 결함이 있을 수 있다는 사실을 간과하지 말아야 한 다. 정전류 조건하에서 피막 내부 결함의 형성은 그 림 1의 c지점부터 시간에 따라 피막 형성전압이 급 격하게 올라가는 현상으로부터 간접적으로 확인할 수 있다.
그림 7에서 보는 것처럼 피막 내 균열 모양의 결 함이 발생되면 이온의 이동이 어려워져 저항이 증 가하게 된다. 이러한 저항의 증가는 정전류 모드에
서 피막형성전압의 증가 및 온도 상승의 원인이 된 다. 그림 1에서 보면 c 지점 이후 d 지점 이전까지 피막 형성전압 (V) 이 아노다이징 시간에 따라 급 격하게 지수함수적으로 증가하는 이유는 식 (1)과 같이 정전류 모드에서 전류 (I)는 일정하게 유지되 는 반면 저항 (R)이 빠르게 증가하였기 때문이다.
V = I× R (1)
저항열의 발생으로 높아진 용액의 온도는 피막과 용액과의 화학반응 속도를 촉진함으로써 피막의 파 손을 야기 시키는 원인이 된다. 결론적으로 피막 내 부에 균열모양의 결함이 형성되면 이온이 이동할 수 있는 단면적이 감소함으로써 저항이 증가한다고 할 수 있다. 그 결과 결함 아랫부분의 피막성장속 도가 느려지고 더 많은 저항열이 발생하여 피막두 께의 불균일성 및 피막의 파손을 크게 조장한다고 할 수 있다.
금속/피막 계면에서 균열모양의 결함이 발생하는 이유는 아직 명확하게 밝혀져 있지 않다. 만약 아 노다이징 과정에서 발생된 산소가스가 외부로 빠져 나가지 못하는 조건이 될 경우 금속/피막 계면에 모 여 형성될 가능성이 있다. 금속/피막 계면에서 균열 모양의 결함의 생성에 미치는 다양한 인자들의 영 향은 후속 연구에서 보다 자세하게 다루어질 예정 이다.
한편, 30분 아노다이징 처리된 피막의 단면구조
Fig. 7. Cross-sectional SEM images of anodic oxide films on Al6061 alloy formed for (a) 5 min , (b) 10 min, (c) 15
min, (d) 20 min, (e) 25 min and (f) 30 min at 40 mA/cm
2in 20 Vol.% sulfuric acid solution containing 20 g/L of
dissolved aluminum.
를 고배율로 자세히 살펴보면 그림 8과 같이 표면 과 가까운 부분에서는 국부적으로 피막이 제거되어 형성된 침상모양의 구조를 볼 수 있다. 빈 공간들 은 피막의 용해가 일어나 부분적으로 떨어져 나가 형성된 것으로 사료된다. 피막의 파손은 식 (2) ~ 식 (4)과 같이 산화피막 또는 수산화 피막이 수소 이온과 화학적으로 반응하여 용해가 일어날 수 있다.
Al2O3 + 6 H+ = 2Al3+ + 3H2O (2)
AlOOH + 3 H+ = Al3+ + 2H2O (3)
Al(OH)3 + 3 H+ = Al3+ + 3H2O (4)
식 (2) ~ 식 (4)의 화학반응 속도는 온도에 지수 함수적으로 비례한다. 따라서 그림 1에서와 같이 20분 이후 높은 피막형성전압에서 발생된 많은 저 항열은 피막의 용해반응을 크게 촉진시키는 역할을 한다. 높아진 용액온도로 인하여 피막의 용해가 전 체적으로 진행될 경우 피막저항의 감소가 일어나 결국 그림 1에서 보는 것처럼 28분 이후 급격한 피 막형성전압의 감소가 일어난 것으로 판단된다. 용 액온도의 증가에 따른 피막파손 현상은 용액온도, 교반속도 및 인가전류밀도의 관점에서 추후 자세하 게 연구될 예정이다.
4. 결 론
Al6061 합금을 20 g/l 용존 알루미늄을 포함하고 있는 20% 황산 용액 내에서 40 mA/cm2 전류밀도 를 인가하여 아노다이징 처리할 경우 피막 형성전 압은 약 12분 이후 지수함수적으로 증가하다가 25
분 이후 증가속도가 감소되어 약 28분 이후에는 오 히려 감소되는 현상을 보였다. 형성된 피막의 색상 은 20분 아노다이징까지는 처리시간이 증가함에 따 라 점차 어둡게 변한 반면, 20분 이후부터는 처리 시간이 증가함에 따라 오히려 색상이 더 밝아지는 것으로 나타났다. 아노다이징 시간에 따라 어두워 진 피막 색상은 다공성 피막의 두께가 증가하기 때 문이며, 20분 이후 피막의 색상이 오히려 밝아진 현상은 아노다이징 피막이 손상되는 현상이 일어났 기 때문으로 확인되었다. 아노다이징 피막의 단면 을 SEM으로 관찰한 결과, 15분 아노다이징 처리한 시편의 경우 균열형태의 피막결함이 피막/금속 계 면에서 형성되어 있음을 알 수 있었다. 금속/피막 계면에서 형성된 균열 모양의 결함은 아노다이징 시간이 증가할수록 길이와 폭이 점차 커졌으며, 결 함 아랫부분의 금속/피막 계면은 표면 쪽으로 튀어 나온 모양으로 변형되어 있었다. 따라서 금속/피막 계면의 모양은 아노다이징 처리시간이 증가함에 따 라 균일한 직선모양에서 점차 불균일한 곡선모양으 로 변화되었다. 피막/금속 계면에서 발생된 균열형 태의 결함은 이온의 이동을 방해하여 산화피막의 성장이 잘 일어나지 않도록 했으며, 저항을 증가시 킴으로써 피막 형성전압의 상승을 야기시켰다. 피막 형성전압-시간 곡선에서 전압이 지수함수적으로 증 가하기 시작하는 약 12분부터 결함이 발생된 것으 로 판단된다. 따라서 20% 황산 용액에서 40 mA/cm2 전류밀도로 아노다이징 할 경우 피막 내부에 균열 모양의 결함이 형성되지 않는 균일한 피막은 아노 다이징 시간은12분 이하에서 형성 가능하며, 피막 의 화학적 용해에 의한 피막 손상이 문제가 되지 않는 아노다이징 처리시간은 약 25분 이내로 나타 났다. 아노다이징 피막의 두께는 정전류 조건하에
Fig. 8. Cross-sectional SEM images of anodic oxide films on Al6061 alloy formed for (a) 25 min and (b) 30 min at
40 mA/cm
2in 20 Vol.% sulfuric acid solution containing 20 g/L of dissolved aluminum.
서 피막의 손상과 관계없이 시간에 따라 일정한 속 도로 증가하였다. 피막 표면의 구조는 시간에 따라 전압이 감소되기 전까지는 원래 상태인 직선 형태 를 그대로 유지했으나 전압이 감소되기 시작하는 약 28분 이후 에는 피막의 바깥쪽 부분이 부분적 으로 용해되어 떨어져 나간 모양으로 변형되었다.
결론적으로 외부에서 결함이 관찰되지 않더라도 피 막 내부에 결함이 있을 수 있다는 사실을 간과하지 말아야 한다.
감사의 글
This research was financially supported by a research grant of general research program of KIMS.
참고문헌