한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 53, No. 1, 2020.
https://doi.org/10.5695/JKISE.2020.53.1.36
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
알루미늄 합금 양극산화피막의 표면경도 측정법
문성모1,2*
1재료연구소 표면기술연구본부, 2과학기술연합대학원대학교 신소재공학과
Novel Methods for Measuring the Surface Hardness of Anodic Oxide Films on Aluminum Alloy
Sungmo Moon1,2*
1
Surface Technology Division, Korea Institute of Materials Science, Republic of Korea
2
Advanced Materials Engineering, Korea University of Science and Technology, Republic of Korea (Received 24 February, 2020 ; revised 27 February, 2020 ; accepted 28 February, 2020)
Abstract
In this study, two novel methods to measure the surface hardness of anodic oxide films on aluminum alloys are reported. The first method is to impregnate oil-based ink into pores in the anodic oxide film and then to clean the ink on the surface using ethanol, resulting in an impregnation of inks only inside of the pores in anodic oxide film. The second method is to coat the anodic oxide film surface with thin Au layer less than 0.1 ?. Both the ink-impregnating method and Au-coating method provided clear indentation marks on the anodic oxide film surface when it was indented using a pyramidal-diamond penetrator. Thus, Vickers hardness of anodic oxide films on aluminium alloy could be measured successfully and precisely from the anodic film surface. In addition, advantages and disadvantages of the ink-impregnating method and Au-coating method for the measurement of surface hardness of anodic oxide films are discussed.
Keywords: Surface hardness, Anodic oxide film, Anodizing, Al alloy
1. 서 론
아노다이징(anodizing) 피막은 알루미늄 합금의 표면에 내식성 및 내마모성을 부여하기 위한 효과 적인 표면처리법으로서, 자동차, 항공기, 기계부품, 케이스류, 주방용품, 레저용품, 건축자제, 악세사리 및 반도체 장비 부품에 이르기까지 광범위하게 이 용되어 왔다. 알루미늄 합금의 아노다이징 기술은 1923년 부식방지용으로 크롬산법 아노다이징 피막 이 비행기 부품에 적용된 이후 옥살산법, 황산법, 인산법, 유기산법 및 여러 산들을 섞은 혼산법 등
이 있다[1]. 아노다이징은 금속 표면에 단단하고 두꺼운 산화피막을 전기화학적으로 형성시켜주는 양극산화법(anode oxidation method)의 한 종류로 서, 양이온과 음이온들이 높은 전기장 속에서 산 화물층 내부를 이동하여 서로 만나 산화물 코팅층 을 성장시키는 공정이다. 아노다이징 피막은 비정 질 산화물의 형태로 금속 표면에 형성되어 소지금 속을 부식과 마모 작용으로부터 보호해 주는 역할 을 한다[2-7].
아노다이징 피막은 보통 연질피막과 경질피막으 로 나뉜다. 내식성이나 칼라링을 목적으로 할 경우 연하고 색상이 밝을 뿐만 아니라 상대적으로 높은 용액온도에서 처리하여 경제성이 있는 연질피막이 적합하다. 반면에 높은 내마모성을 요구하는 부품 들에는 비이커스 경도 400 Hv 이상의 높은 경도를 얻기 위하여 낮은 온도에서 처리하는 경질 아노다
*
Corresponding Author: Sungmo Moon
Surface Technology Division, Korea Institute of Materials Science
Tel: +82-55-280-3549 ; Fax: +82-55-280-3570
E-mail: [email protected]
일반적으로 아노다이징 피막의 경도는 표면에 가 까울수록 경도가 낮아진다[5]. 따라서 피막의 중간 부분을 압입자로 눌러서 측정한 경도는 아노다이징 피막의 표면경도라고 할 수 없다. 따라서 아노다이 징 피막의 표면을 직접 압입자로 눌러서 경도를 측 정할 수 있다면 피막의 단면을 만들고 연마해야 하 는 번거로움을 피할 수 있으며, 동시에 피막의 표 면경도 값을 구할 수 있다는 장점이 있다. 하지만 아직까지 아노다이징 피막의 표면경도를 직접 측정 하는 방법은 알려져 있지 않고 있다.
본 연구에서는 Al2024 합금 표면에 형성된 아노 다이징 피막의 표면경도를 마이크로비커스 경도계 로 측정하기 위하여 아노다이징 피막의 표면에서 압입자로 직접 눌러서 피막의 표면경도를 측정하는 방법들에 대하여 토의하였으며, 실험결과를 바탕으 로 아노다이징 피막의 표면경도를 쉽고 빠르게 측 정할 수 있는 두 가지의 새로운 방법을 제안하였다.
2. 실험방법
본 연구에서 사용된 시편은 Al2024 합금이며, 20 × 20 × 3 mm로 절단 후 에폭시로 마운팅하고 시편의 한면을 #4000 SiC paper로 연마 후 아노 다이징 처리에 사용하였다. 아노다이징 피막은 DC power supply를 이용하여 15oC, 20% 황산 용액에서 40 mA/cm2의 전류밀도에서 20분 동안 형성시킨 후 표면경도 측정에 사용되었다. 피막 의 표면경도 측정은 마이크로비커스 경도계 (V- testII, Bareiss)를 이용하여 100 g의 하중 하에서 이루어졌으며, 표면의 압흔을 명확하게 측정하기 위하여 유성펜 (Namepen, Monami)을 사용하여 아노다이징 피막 표면에 잉크를 도포하는 방법과 Au 박막을 스퍼터링법으로 증착하는 방법을 사 용하였다. 압흔의 크기 및 모양은 광학현미경 및 주사레이저현미경 (CSLM, Confocal Scanning Laser Microscopy)을 이용하여 관찰되었다.
3. 실험결과 및 고찰
그림 1은 본 연구에 사용된 시편의 황산 아노다 이징 처리 후 모습을 보여주는 사진이다. 황산 용 액에서 Al2024합금을 아노다이징 처리하면, 그림 1 과 같이 황색을 띤다. 황색의 아노다이징 피막 표 면에 흑색 유성펜을 사용하여 마킹한 후 에탄올로 닦아내면 표면의 잉크는 제거되지만 피막 내부의 기공으로 함입된 잉크는 남아서 그림 1에서처럼 흔 적이 남는다. 아노다이징 피막의 미세한 기공 내부 에 잔존하는 잉크는 표면에서 경도를 측정하기 위 하여 압입자로 눌렀을 때 압입자의 흔적을 정밀하 게 관찰하는데 큰 역할을 한다.
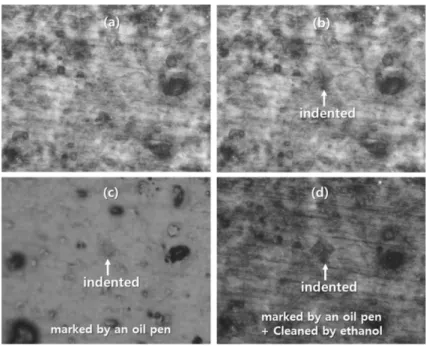
아노다이징 피막의 기공 내부에 잔존하는 잉크의 역할을 구체적으로 관찰하기 위하여 본 연구에서는 (1) 그림 2와 같이 압입자로 흔적을 내고 그 위에 잉크를 도포한 후 표면의 잉크를 제거하는 방법, (2) 그림 3과 같이 잉크를 도포하고 압입자로 누른 후 표면의 잉크를 제거하는 방법 그리고 (3) 그림 4와 같이 잉크를 도포하고 표면의 잉크를 제거한 후 압입자로 누르는 방법의 세 가지 서로 다른 경 로를 사용하여 경도를 측정하였고, 그 결과를 각각 그림 2~4에 나타내었다.
결론적으로 위의 세 가지 방법 모두 피막 내부 기공에 잔존하는 잉크로 인하여 압흔을 정확하게 측정할 수 있었다. 그러나 그림 2의 방법 (1)과 그 림 3의 방법 (2)는 표면의 잉크를 제거한 후 압흔 을 다시 찾아야 하므로 번거롭고 시편의 위치에 변 동이 생겨서 압흔을 찾는데 시간이 소요되는 단점 이 있다. 반면에 그림 4의 방법 (3)은 표면의 잉크 를 모두 제거한 후 경도를 측정하기 때문에 압입자 로 누른 후 시편의 위치가 일정하게 유지되어 압흔 을 쉽게 찾을 수 있는 장점이 있다. 따라서 잉크를 아노다이징 피막에 먼저 도포하고 에탄올로 표면의
잉크를 제거한 후 경도를 측정하는 방법이 가장 유 용하다고 할 수 있다.
아노다이징 피막 내부의 기공에 잔존하는 잉크가 없을 경우 그림 2(b)에서 보는 것처럼 압흔의 모양 을 정확하게 관찰하기 어렵다. 이는 아노다이징 피 막이 투명하여 빛의 반사도가 낮기 때문이라 할 수 있다. 또한 표면의 잉크를 제거하지 않고 압입자로 누르면 그림 3(c)와 같이 압흔이 표면의 잉크로 인
하여 과다하게 커지므로 정확한 표면경도 값을 얻 을 수 없다.
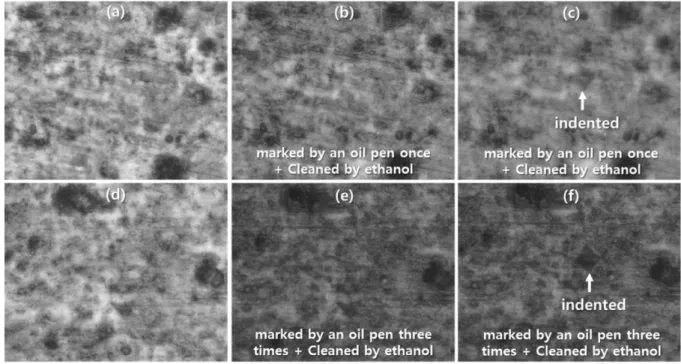
한편, 잉크를 아노다이징 피막에 먼저 도포하고 에탄올로 표면의 잉크를 제거한 후 경도를 측정할 경우, 아노다이징 피막 내부의 기공에 잔존하는 잉 크의 량이 적으면 압흔의 모양이 정확하게 나타나 지 않는다. 따라서 충분한 량의 잉크를 아노다이징 피막의 표면에 도포해야 한다. 그림 5는 잉크 도포
Fig. 2. Optical microscopy images of Al2024 alloy anodized in sulfuric acid solution: (a), as-anodized; (b), indented under a load of 100 g by a pyramidal-diamond penetrator; (c), indented and marked by an oil pen; (d), indented, marked by an oil pen and then cleaned with ethanol.
Fig. 3. Optical microscopy images of Al2024 alloy anodized in sulfuric acid solution: (a), as-anodized; (b), marked by an oil pen; (c), marked by an oil pen and then indented by a pyramidal-diamond penetrator under a load of 100 g;
(d), marked by an oil pen, indented and then cleaned with ethanol.
량의 효과를 알아보기 위하여 잉크를 1회 도포한 시편과 3회 도포한 시편의 표면 사진을 보여주고 있 다. 3회 강하게 도포한 시편은 1회 약하게 도포한 시편보다 더 어두운 색상을 띠며, 압흔도 더 명확하 게 나타난다. 유성펜을 아노다이징 피막 표면에 강
하게 누른 상태에서 느리게 전진시켜 잉크를 3회 이 상 도포하고 표면의 잉크를 에탄올로 제거하면 기 공 내부에 잔존하는 잉크의 량을 충분하게 증가시 킬 수 있다. 따라서 압흔을 정확하게 관찰하기 위해 서는 잉크의 도포량을 충분히 많게 해 주어야 한다.
Fig. 4. Optical microscopy images of Al2024 alloy anodized in sulfuric acid solution: (a), as-anodized; (b), marked by an oil pen; (c), marked by an oil pen and then indented by a pyramidal-diamond penetrator under a load of 100 g;
(d), marked by an oil pen, indented and then cleaned with ethanol.
Fig. 5. Optical microscopy images of Al2024 alloy anodized in sulfuric acid solution: (a, d), as-anodized; (b, e),
marked by an oil pen and then cleaned with ethanol; (c, f), marked by an oil pen, cleaned with ethanol and then
indented by a pyramidal-diamond penetrator under a load of 100 g. The anodized surface was marked by an oil pen
once (b, c) and three times (e, f).
아노다이징 피막의 표면경도를 직접 측정할 수 있는 잉크도포법은 쉽고, 빠르고, 저렴하게 측정할 수 있는 장점과 얇은 두께의 아노다이징 피막은 표 면의 잉크를 제거할 때 피막 내부기공의 잉크도 쉽 게 닦여나가기 때문에 10 µm 이하의 얇은 두께의 피막에는 적용하기 어려운 단점을 가지고 있다. 일 반적으로 표면경도를 측정하는 피막은 30 µm 이상 의 두께를 가지는 경질피막으로서 잉크도포법이 적 용가능하다. 따라서 표면경도를 측정하는 방법으로 서 잉크도포법은 실제적으로 적용이 가능한 유용한 방법이라고 할 수 있다.
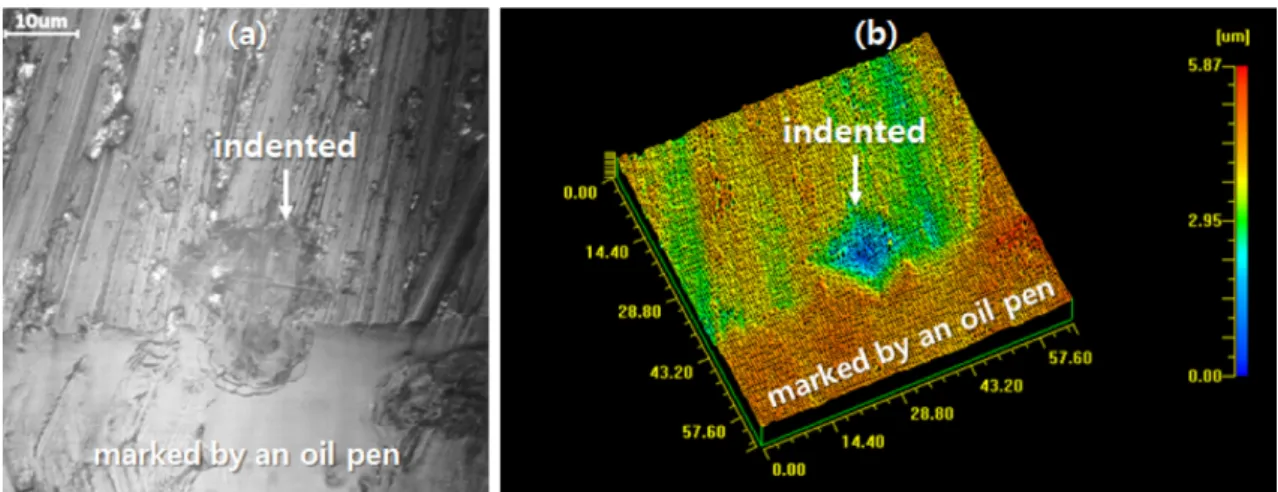
그림 6(a) 와 같은 CSLM으로 얻은 2차원 밝기 영상이 명확하지 않을 경우, 스캔하는 높이의 영역 을 달리하여 그림 7과 같이 다양한 이미지를 얻을 수 있다. 그림 7(a)는 잉크의 표면에 초점을 맞추어 스캔한 것으로서, 잉크의 표면형상을 명확하게 보
여준다. 그림 7(b)는 아노다이징 피막의 표면에 초 점을 맞추어 스캔한 것으로서, 압흔의 표면선이 명 확하게 나타난 반면, 잉크표면 및 압흔의 내부는 흐 릿하게 나옴을 알 수 있다. CSLM을 이용하여 압 흔의 내부에 초점을 맞추어 스캔할 경우 그림 7(c) 와 같이 압흔의 내부를 명확하게 관찰할 수 있다.
따라서 압흔의 내부로부터 아노다이징 피막의 표면 높이까지 스캔한다면 압흔의 크기를 정확하게 측정 할 수 있는 이미지를 얻을 수 있다. CSLM을 이용 하여 압흔의 크기를 측정하는 방법은 압흔의 크기 를 정확하게 측정할 수 있으나 압흔을 찾는데 시간 이 많이 소요되는 문제점을 가지고 있다.
아노다이징 피막의 표면경도를 측정할 수 있는 또 다른 방법으로 그림 8과 같이 Au 박막을 스퍼 터링법으로 피막 표면에 증착한 후 측정하는 박막 코팅법이 있다. Au 박막은 압흔의 크기를 측정할
Fig. 6. CSLM (a) brightness and (b) 3D height images of indented surface under a load of 100 g at the boundary between as-anodized surface and oil pen-marked surface by a pyramidal-diamond penetrator on Al2024 alloy anodized in sulfuric acid solution.
Fig. 7. CSLM brightness images of indented surface with different scanning ranges around (a) ink surface, (b)
specimen surface and (c) bottom of the indented surface. The indentation was conducted under a load of 100 g at
the boundary between as-anodized surface and oil pen-marked surface by a pyramidal-diamond penetrator on
Al2024 alloy specimen anodized in sulfuric acid solution.
때 정확성에 영향을 주지 않을 정도의 0.1 µm 이하 의 얇은 두께로 코팅되었다. 그림 8에서 보는 것처 럼 Au박막을 아노다이징 피막의 표면에 코팅하면 압흔의 이미지가 명확하게 관찰되어 압흔의 크기를 정확하게 측정할 수 있다. 일반적으로 압흔의 크기 가 10~20 µm 임을 고려해보면 증착된 0.1 µm 이하 의 Au 층은 1% 이하의 측정 에러를 야기시킨다.
따라서 Au박막층에 의한 에러는 고려하지 않아도 된다고 할 수 있다. 박막코팅법은 아노다이징 피막 의 두께가 얇을 경우에도 적용가능하다는 장점이 있다.
4. 결 론
본 연구에서는 Al2024 합금 표면에 형성된 아노 다이징 피막의 표면경도를 직접 쉽고 빠르게 측정 할 수 있는 두 가지 새로운 방법에 대하여 연구하 였다. 첫 번째 방법은 유성펜을 이용하여 아노다이 징 피막 내부기공에 잉크를 합입시키고 피막 표면 의 잉크를 에탄올로 제거한 후 미파미드 모양의 다 이몬드 압입자로 눌러서 표면경도를 측정하는 잉크 도포법이다. 잉크도포법은 압흔을 정확하게 관찰할 수 있기 때문에 아노다이징 피막의 표면경도를 쉽 게 측정할 수 있게 해주며 쉽고 저렴하다는 장점이 있는 반면, 잉크가 함입되지 않는 얇은 두께의 아 노다이징 피막에는 적용하기 어려운 단점이 있다.
아노다이징 피막의 표면경도를 측정할 수 있는 두 번째 방법으로 Au 박막을 아노다이징 피막의 표면 에 증착한 후 측정하는 박막코팅법이다. Au 박막은 압흔의 크기를 측정할 때 정확성에 영향을 주지 않 을 정도의 0.1 µm 이하의 얇은 두께로 코팅되었다.
박막코팅법은 아노다이징 피막의 두께가 얇을 경우 에도 적용가능하다는 장점이 있다.
감사의 글
This research was financially supported by a research grant of general research program of KIMS and R&D program of Ministry of Trade, Industry & Energy.
참고문헌