스퍼터링을 통하여 다공성 양극산화 알루미늄 기판에 증착되는 니켈 박막의 기공 크기 조절
지상훈1,†⋅장춘만1⋅정우철2
1한국건설기술연구원 국토보전연구본부, 2한국과학기술원 신소재공학과
Control of the Pore Size of Sputtered Nickel Thin Films Supported on an Anodic Aluminum Oxide Substrate
SANGHOON JI
1,†, CHOON-MAN JANG
1, WOOCHUL JUNG
21Department of Land, Water and Environment Research, Korea Institute of Civil Engineering and Building Technology (KICT), 283 Goyang-daero, Ilsanseo-gu, Goyang 10223, Korea
2Department of Materials Science and Engineering, Korea Advanced Institute of Science and Technology (KAIST), 291 Daehak-ro, Yuseong-gu, Daejeon 34141, Korea
†Corresponding author : [email protected] Received 13 August, 2018 Revised 21 October, 2018 Accepted 30 October, 2018
Abstract >> The pore size of nickel (Ni) bottom electrode layer (BEL) for low-tem- perature solid oxide fuel cells embedded with ultrathin-film electrolyte was con- trolled by changing the substrate surface morphology and deposition process parameters. For ~150-nm-thick Ni BEL, the upper side of an anodic aluminum oxide (AAO) substrate with ~65-nm-sized pores provided ~1.7 times smaller pore size than the lower side of the AAO substrate. For ~100-nm-thick Ni BEL, the AAO substrate with ~45-nm-sized pores provided ~2.6 times smaller pore size than the AAO substrate with ~95-nm-sized pores, and the deposition pressure of ~4 mTorr provided ~1.3 times smaller pore size than that of ~48 mTorr. On the AAO substrate with ~65-nm-sized pores, the Ni BEL deposited for 400 seconds had
~2 times smaller pore size than the Ni BEL deposited for 100 seconds.
Key words : Surface morphology(표면 형상), Process parameter(공정변수), Bottom electrode layer(하부전극층), Anodic aluminum oxide substrate(양극산 화 알루미늄 기판)
1. 서 론
고체산화물 연료전지는 높은 에너지 변환 효율과 우수한 연료 유연성 등으로 인하여 유망한 전기 생 산 장치로 알려져 있다
1-11). 하지만 현재 상용화 수준
에 있는 고체산화물 연료전지의 작동 온도는 섭씨
1,000도 근처로 매우 높기 때문에 사용 재료의 폭이
제한되고 시스템의 열 충격 가능성이 높다는 등의
단점을 가지고 있다 . 이러한 단점을 극복하기 위한
방안 중 하나는 낮은 작동 온도에서도 매우 작은 오
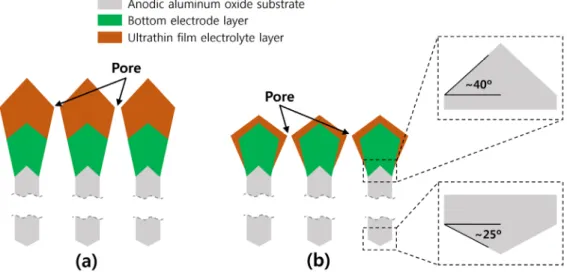
Fig. 1. Cross-sectional schematic diagram of (a) physical vapor deposition and (b) chemical vapor deposition-fabricated thin-film electrolytes coated on the upper side of anodic aluminum oxide (AAO) substrates embedded with bottom electrode layer (BEL)
믹 저항 (ohmic resistance)을 생성하기 위하여 초박막 전해질을 사용하는 것이다
12-15). 초박막 전해질은 수 소극과 공기극을 공간적으로 분리하는 것이 기존의 두꺼운 전해질에 비하여 매우 작기에 이를 확보하기 위한 다양한 연구가 수행된 바 있다 . Yamaguchi 등
12)은 수 마이크로미터 크기의 기공을 가지는 서멧 지 지체에 수십 -수백 나노미터 크기의 기공을 가지는 지지체와 전해질 사이에 삽입되는 하부전극층을 사 용하여 고기밀도 초박막 전해질 연료전지를 개발 및 시연하였다. Kwon 등
13)은 원자층증착법을 통하여 제작되는 산화 알루미늄 기체 침투 방지층을 사용하 여 펄스레이저 기법을 통하여 제작되는 고기밀도 초 박막 전해질 연료전지를 연구하였다. Ji 등
14)은 플라 즈마 원자층증착법을 통하여 체적 밀도가 극대화된 고 기밀도 초박막 전해질 연료전지를 연구하였다 . 이 러한 다양한 시도에도 불구하고 초박막 전해질의 기 밀도 확보를 위한 하부전극층의 미세구조 설계에 대 한 연구는 여전히 부족하다.
한편, 초박막 고체산화물 연료전지의 지지체로 활 발히 이용되고 있는 양극산화 알루미늄 기판은 전자 전도성과 촉매반응성이 없기 때문에 고체산화물 연 료전지의 지지체로 활용할 경우 추가적으로 하부전
극층을 필요로 한다. 이러한 하부전극층의 미세구조 적 특성은 초박막 전해질의 기밀도에 영향을 미칠 수 있으며 특히 하부전극층에 두께 방향으로 계속해 서 존재하는 기공의 크기가 커질수록 초박막 전해질 의 기밀도가 저하되는 것으로 보고된 바 있다
13). 초 박막 전해질의 기밀도를 확보하기 위해서는 하부전 극층 기공의 크기를 적절히 줄여줄 필요가 있다. Fig.
1은 하부전극층이 코팅된 양극산화 알루미늄 기판에
대표적인 공정 기법 (a: 물리적 기상 증착법, b: 화학
적 기상 증착법)을 통하여 증착되는 초박막 전해질
의 형상을 도시적으로 나타내고 있다. 물리적 기상
증착법으로 코팅되는 전해질은 주로 계단도포성이
낮은 주상구조를 이루며 하부전극층의 상부에 미세
구조적 연속성을 가지고 성장하게 된다. 이 경우 전
해질의 두께를 증가시키면 기공도를 확보할 수 있지
만 오믹 저항 증가로 인하여 저온 작동의 출력 손실
이 크게 증가하게 된다 . 화학적 기상 증착법으로 코
팅되는 전해질은 주로 입자상 형태로 물리적 기상
증착법보다 상대적으로 높은 계단도포성을 가지며
하부전극층의 상부와 더불어 내부 기공에도 일부 침
투하여 성장하게 된다 . 이 경우 물리적 기상 증착법
과 같이 전해질의 두께를 증가시키면 기공도를 확보
Fig. 2. Actual image of the sputtering system used for coating nickel (Ni) BELs
Fig. 3. Field emission scanning electron microscopy (FE-SEM) image of ~400-nm-thick Ni BEL deposited on the upper side of an AAO substrate with ~65-nm-sized pores, Scale bar: 250 nm
할 수 있지만 오믹 저항 증가로 인하여 저온 작동의 출력 손실이 크게 증가하게 된다.
이상에서 살펴본 바와 같이 양극산화 알루미늄 기 판을 지지체로 하는 고기밀도 초박막 전해질을 형성 하기 위해서는 하부전극층의 기공 크기 축소에 관한 연구가 필요하다. 본 연구에서는 하부전극층에 존재 하는 기공 크기를 조절하기 위하여 양극산화 알루미 늄 기판의 표면 형상과 증착 공정변수를 조절하였고 통계적으로 기공의 크기를 평가하였다 .
2. 방 법
2.1 샘플 제작
본 연구에서는 고체산화물 연료전지용 고기밀도
초박막 전해질 형성을 위한 니켈 하부전극층의 코 팅을 위하여 직류 마그네트론 스퍼터링 기법을 사 용하였다. Fig. 2는 사용된 스퍼터링 시스템(A-Tech System, Korea)을 나타내고 있다. 기판은 2인치 크 기의 스테인레스 강 홀더를 통하여 고정되었고 , 이 물질 함유량 최소화를 위하여 자동 로드락 장치가 사용되었다.
~0.1 mm 두께의 양극산화 알루미늄 기판(Synkera Technologies, USA)이 니켈 하부전극층의 지지체로 사용되었다. 양극산화 알루미늄 기판은 하부전극층 코팅 전에 아세톤과 탈이온수의 초음파 처리를 통 하여 세척되었다. 양극산화 알루미늄 기판의 위/아 래 면에 형성된 요철부의 경사각은 각각 ~40도,
~25도로 확인되었다. Fig. 3은 ~65 nm 크기의 기공을 가지는 양극산화 알루미늄 기판에 증착된 ~400 nm 두께의 니켈 하부전극층의 단면 형상을 보여주고 있다.
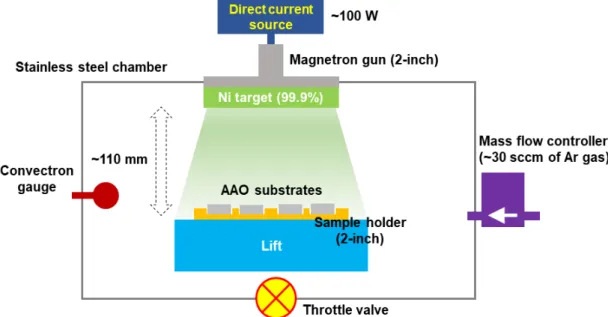
Fig. 4는 스퍼터링 공정의 모식도를 나타내고 있 다. 2인치 크기 지름의 99.9% 순도 니켈 타겟이 니켈 하부전극층의 코팅을 위하여 사용되었다 . 99.99% 순 도의 아르곤가스가 공정을 위하여 사용되었다. 타 겟과 기판과의 거리는 ~110 mm, 스퍼터링 출력은
~100 W, 기준 증착 압력은 ~4 mTorr로 설정하였다.
증착기판의 온도는 별도로 제어되지 않았다.
2.2 샘플 분석
양극산화 알루미늄 기판 상에 코팅된 니켈 하부
전극층의 표면 형상은 10 kV의 가속 전압을 가지
는 전계방출형 주사전자현미경(S-4800, Hitachi,
Japan)을 사용하여 분석하였으며, 표면 형상 왜곡
을 최소화하기 위하여 전도성 막의 추가 코팅은 수
행하지 않았다. 전계방출형 주사전자현미경으로
500×500 nm 크기의 이미지를 촬영하였으며, 이를
통하여 니켈 하부 전극층 기공의 평균 크기를 평가
하였다.
Fig. 4. Schematic of direct current sputtering system of Ni thin films
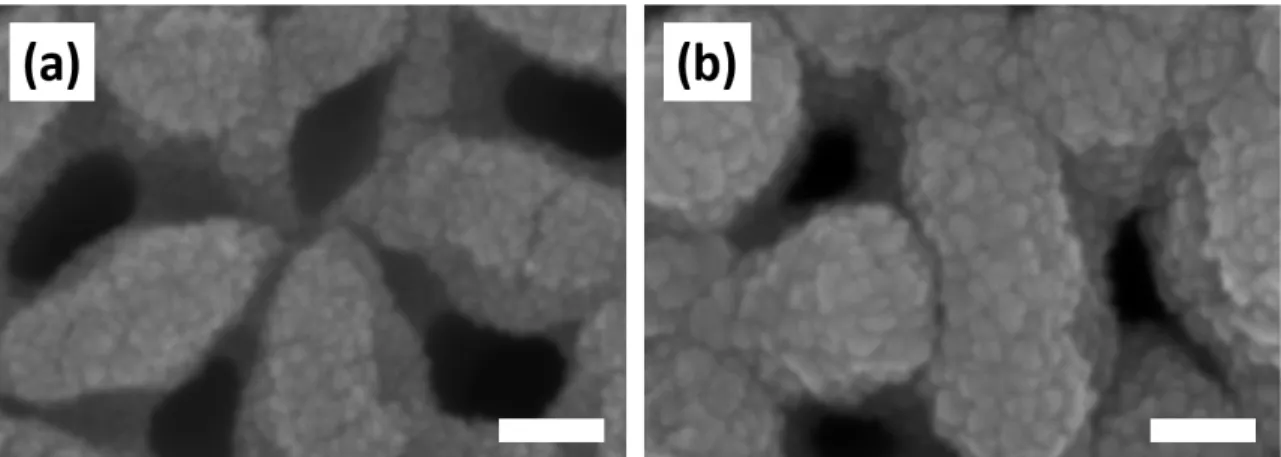
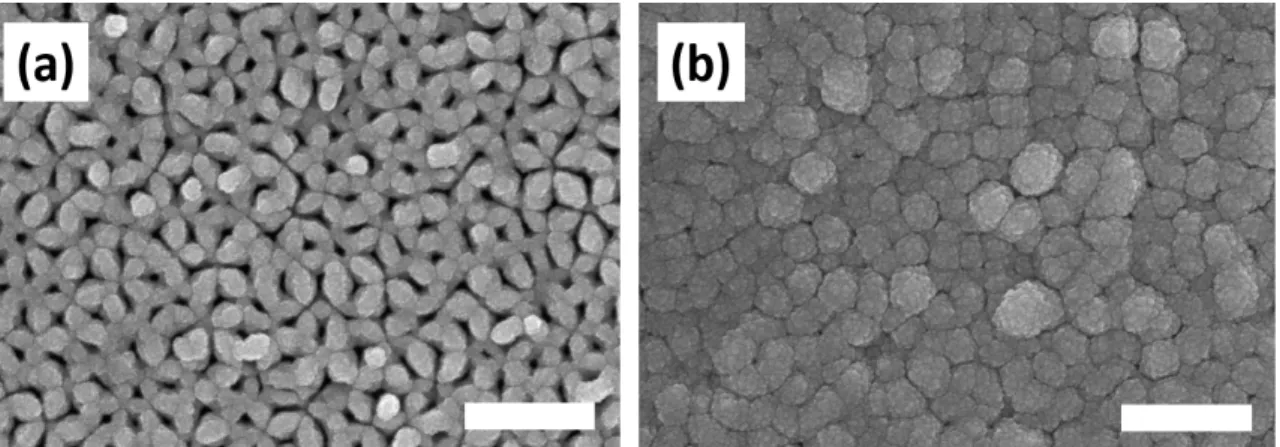
Fig. 5. FE-SEM top view images of ~150-nm-thick Ni BELs deposited on an AAO substrate with ~65-nm-sized pores: (a) AAO lower side, (b) AAO upper side. Scale bar: 250 nm
3. 결과 및 고찰
3.1 기판 표면 형상의 영향
3.1.1 기판 요철부 경사도
Fig. 5는 ~65 nm 크기의 기공을 가지는 양극산화 알루미늄 기판의 아래 /위 면에 코팅된 ~150 nm 두께 의 니켈 하부전극층의 표면 형상을 보여주고 있다.
양극산화 알루미늄 기판의 제작 공정의 특성으로 인
하여 요철부의 경사각이 상대적으로 큰 윗면의 경우
기판 수직면과 입사면의 각도 차이로 인해 발생하는
그림자 효과 (shadowing effect)의 증가로 인하여 니
켈 주상의 경사각은 더 커지는 결과를 보여주었다
15).
결과적으로 기판 요철부의 상대적으로 경사각이 큰
윗면에 코팅되는 니켈 하부전극층은 상대적으로 작
은 크기의 하부전극층 기공을 형성하였다 . 양극산화
알루미늄 기판의 아래 /위 면에 증착된 하부전극층 기
공의 평균 크기는 각각 ~53 nm, ~32 nm였다. 한편
기판 요철부의 경사각이 지나치게 커지면 매우 강한
Fig. 6. FE-SEM top view images of ~100-nm-thick Ni BELs deposited on the upper side of an AAO substrate: (a) ~95-nm pore AAO, (b) ~45-nm pore AAO. Scale bar: 250 nm
Fig. 7. FE-SEM top view images of ~150-nm-thick Ni bottom electrode layers (BELs) deposited on the upper side of an anodic aluminum oxide (AAO) substrate with ~65-nm-sized pores: (a) ~4 mTorr Argon, (b) ~48 mTorr Argon. Scale bar: 50 nm
그림자 효과로 인하여 니켈 주상과 기판과의 접착력 이 약해지고 상호 연결성이 낮아져 집전 성능이 저 하될 수 있다. 따라서 이러한 특성을 동시에 고려하 여 기판 요철부의 경사도를 결정할 필요가 있을 것 이다.
3.1.2 기판 기공 크기
Fig. 6은 각각 ~95 nm와 ~45 nm 크기의 기공을 가지는 양극산화 알루미늄 기판의 윗면에 코팅된
~100 nm 두께의 니켈 하부전극층의 표면 형상을 나타내고 있다 . 니켈 하부전극층의 대부분은 양극 산화 알루미늄이 존재하는 요철부 상부에 국한되 어 형성되었다. 이는 스퍼터링 기법을 통하여 기판
으로 투하되는 니켈 입자의 크기가 수 나노미터 수
준으로 매우 작기 때문에 기판의 기공을 완전히 막
지 않기 때문이다. 결과적으로 상대적으로 작은 크
기의 기공(또는 기공 간 거리)을 가지는 양극산화
알루미늄 기판에 코팅되는 니켈 하부전극층은 상
대적으로 작은 크기의 하부전극층 기공을 형성하
였다. ~95 nm/~45 nm 크기의 기공을 양극산화 알
루미늄 기판에 증착된 하부전극층 기공의 평균 크
기는 각각 ~60 nm, ~23 nm였다. 한편 기판의 기공
크기가 너무 작아지면 지지체를 통한 기체투과도
의 저하로 인하여 연료전지의 물질 전달 손실이 증
가될 수 있다. 따라서 이러한 특성을 동시에 고려하
여 기판 기공 크기를 결정할 필요가 있을 것이다.
Fig. 8. FE-SEM top view images of Ni BELs deposited on the upper side of an AAO substrate with ~65 nm-sized pores: (a) 100 s dura- tion, (b) 400 s duration. Scale bar: 100 nm
3.2 증착 공정 변수의 영향
3.2.1 증착 압력
Fig. 7은 ~65 nm 크기의 기공을 가지는 양극산화 알루미늄 기판의 윗면에 ~48 mTorr/~4 mTorr의 아 르곤 압력에서 증착된 ~150 nm 두께의 니켈 하부 전극층의 표면 형상을 나타내고 있다. 상대적으로 증착 압력이 낮은 경우(진공도가 높은 경우) 니켈 하부전극층을 이루는 개별 니켈 클러스터의 간격 이 상대적으로 짧게 형성되었다. 이는 아르곤 압력 이 낮을수록 니켈 입자의 투하 강도가 높아져 상대 적으로 높은 표면 에너지를 가지고 있기 때문으로 고려할 수 있다. 결과적으로 상대적으로 낮은 증착 압력에서 형성된 니켈 하부전극층은 상대적으로 작은 크기의 하부전극층 기공을 형성하였다. ~48 mTorr/~4 mTorr 압력에서 증착된 하부전극층 기공 의 평균 크기는 각각 ~41 nm, ~32 nm였다. 한편 하 부전극층의 코팅 압력이 너무 낮아지면 니켈 입자 의 투하 강도가 지나치게 높아져 기 코팅 입자의 손상이나 박리가 발생할 수 있다 . 따라서 이러한 특 성을 동시에 고려하여 코팅 압력을 결정할 필요가 있을 것이다.
3.2.2 증착시간
Fig. 8은 ~65 nm 크기의 기공을 가지는 양극산화
알루미늄 기판의 윗면에 100초/400초 동안 코팅된 니켈 하부전극층의 표면 형상을 나타내고 있다 . 상 대적으로 증착시간이 긴 경우 니켈 하부전극층의 두께가 증가함에 따라 니켈 주상의 크기는 상대적 으로 굵어졌다. 니켈 하부전극층의 두께 증가에 따 른 니켈 주상의 크기 증가는 그림자 효과 그리고/또 는 결정입자의 성장 때문으로 고려할 수 있다
15). 결 과적으로 상대적으로 오랜 시간 동안 양극산화 알 루미늄 기판에 코팅된 니켈 하부전극층은 상대적 으로 작은 크기의 하부전극층 기공을 형성하였다.
100초/400초 동안 증착된 하부전극층 기공의 평균 크기는 각각 ~33 nm, ~16 nm였다. 한편 하부전극층 의 코팅시간이 지나치게 길어지면 전극-전해질 계 면에 대한 기체 투과도의 저하로 의하여 연료전지 의 물질 전달 손실이 증가하고 타겟으로부터 공급 되는 니켈 원재료의 요구량이 증가할 수 있다. 따라 서 이러한 특성을 동시에 고려하여 코팅시간을 결 정할 필요가 있을 것이다.
4. 결 론
본 연구에서는 저온 고체산화물 연료전지용 고기
밀 초박막 전해질 형성을 위한 니켈 하부전극층의
기공 크기 축소 방안을 기판 표면의 형상과 스퍼터
링 공정 측면에서 실험적으로 살펴보았다 .
1) 양극산화 알루미늄 기판의 윗면에 증착된 니켈 하부전극층의 기공 크기는 상대적으로 높은 요철부 경사도로 인한 상대적으로 큰 그림자 효과의 영향으 로 인하여, 아랫면에 증착된 하부 전극층의 기공 크 기보다 약 1.7배 작았다.
2) ~35 nm 크기의 기공을 가지는 양극산화 알루 미늄 기판에 증착된 니켈 하부전극층은 기판의 요철 부 상부에 제한되는 니켈 입자의 증착으로 인하여 ,
~80 nm 크기의 기공을 가지는 양극산화 알루미늄 기판에 증착된 니켈 하부전극층보다 약 2.6배 작은 기공 크기를 가졌다.
3) ~4 mTorr의 압력으로 양극산화 알루미늄 기판 에 증착된 니켈 하부전극층의 기공 크기는 상대적으 로 높은 표면 에너지를 통하여 기판에 투하되는 니 켈 입자들로 인하여, ~48 mTorr의 압력으로 양극산 화 알루미늄 기판에 증착된 니켈 하부전극층보다 약 1.3배 작은 기공 크기를 가졌다.
4) 400초 동안 양극산화 알루미늄 기판에 증착된 니켈 하부전극층의 기공 크기는 그림자 효과 그리고/
또는 입자 성장을 특성으로 인하여 , 100초 동안 양극 산화 알루미늄 기판에 증착된 니켈 하부전극층보다 약 2배 작은 기공 크기를 가졌다.
궁극적으로 , 본 연구로부터 얻어진 하부전극층 제 작 방안은 초박막 전해질의 기밀성을 확보하여 저온 고체산화물 연료전지의 작동 신뢰성을 향상시킬 수 있을 것으로 기대된다.
후 기
본 연구는 한국건설기술연구원 내부사업(No.
20180364), 한국연구재단 이공분야기초연구사업(No.
NRF-2018R1D1A1B07048082) 그리고 산업통상자 원부와 한국에너지기술평가원의 연구비 지원(No.
20163030031850)에 의하여 수행되었다.
References
1. Y. Choi and J. Ahn, “Study on reversible electrolysis charac- teristic of a planar type SOFC”, Trans. of the Korean
Hydrogen and New Energy Society, Vol. 28, No. 6, 2017, pp.
657-662.
2. B. H. Choi, S. K. Hong, and M. J. Ji, “Performance of SOFC according to thickness of shell with Ni-YSZ core-shell”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 28, No. 6, 2017, pp. 663-668.
3. G. H. Choi, S. S. Hwang, D. G. Kim, and C. Choi, “A numer- ical study on the expectation effect of thermal balance ac- cording to SOFC hot BOP insulation application method”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 28, No. 5, 2017, pp. 512-520.
4. Y. Lee, C. Yang, C. Yang, S. Park, and S. Park, “Optimization of operating conditions for a 10 kW SOFC system”, Trans.
of the Korean Hydrogen and New Energy Society, Vol. 27, No. 1, 2016, pp. 49-62.
5. C. H. Oh, K. H. Song, J. Han, and S. P. Yoon, “A study of ce- ria on low-temperature sintering using sintering aids for solid oxide fuel cells”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 25, No. 3, 2014, pp. 280-288.
6. T. Ghang, Y. Kim, S. Lee, and K. Ahn, “An experimental study on the performances of a coupled reactor with cata- lytic combustion and steam reforming for SOFC and MCFC”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 25, No. 5, 2014, pp. 364-377.
7. W. Kim, S. Lee, R. Song, S. Park, T. Lim, and J. Lee,
“Fabrication and performance evaluation of tubular solid oxide fuel cells stack”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 24, No. 6, 2013, pp. 467-471.
8. W. Kim, S. Lee, R. Song, S. Park, T. Lim, and J. Lee,
“Development of tubular solid oxide fuel cells with ad- vanced anode current collection”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 24, No. 6, 2013, pp.
480-486.
9. S. Sohn and I. H. Nam, “A simulation study of the effect of microstructural design on the performance of solid oxide fuel cells with direct internal reforming”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 24, No. 5, 2013, pp. 401-412.
10. W. Wahyudi, B. Ahmed, S. B. Lee, R. H. Song, J. W. Lee, T.
H. Lim, and S. J. Park, “Quantitative microstructure analy- sis to predict electrical property of NiO-YSZ anode support for SOFCs”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 24, No. 3, 2013, pp. 237-241.
11. S. Lee, H. Woo, and K. Ahn, “Effect of flow uniformity de- vice on the catalytic combustor for 5 kW high temperature fuel cell system”, Trans. of the Korean Hydrogen and New Energy Society, Vol. 22, No. 6, 2011, pp. 878-883.
12. T. Yamaguchi, H. Sumi, K. Hamamoto, T. Suzuki, Y.
Fujishiro, J. D. Carter, and S. A. Barnett, “Effect of nano- structured anode functional layer thickness on the sol-
id-oxide fuel cell performance in the intermediate temper- ature”, Int. J. Hydrog. Energy, Vol. 39, 2014, pp. 19731- 19736.
13. C. W. Kwon, J. W. Son, J. H. Lee, H. M. Kim, H. W. Lee, and K. B. Kim, “High‐performance micro‐solid oxide fuel cells fabricated on nanoporous anodic aluminum oxide tem- plates”, Adv. Funct. Mater., Vol. 21, 2011, pp. 1154-1159.
14. S. Ji, G. Y. Cho, W. Yu, P. C. Su, M. H. Lee, and S. W. Cha,
“Plasma-enhanced atomic layer deposition of nanoscale yt-
tria-stabilized zirconia electrolyte for solid oxide fuel cells with porous substrate”, ACS Appl. Mater. Interfaces, Vol. 7, 2015, pp. 2998-3002.
15. S. Ji, H. G. Seo, S. Lee, J. Seo, Y. Lee, W. H. Tanveer, S. W. Cha, and W. Jung, “Integrated design of a Ni thin-film electrode on a porous alumina template for affordable and high-per- formance low-temperature solid oxide fuel cells”, RSC Adv., Vol. 7, 2017, pp. 23600-23606.