http://dx.doi.org/10.15250/joie.2015.14.1.73 ISSN 2288-923X (Online)
국내 휘발성유기화합물의 배출현황 및 제어기술
신명섭·박서현·전용우*
한국산업기술시험원 환경융합기술센터
Volatile organic compounds: Current status and control technologies
Myungseop Shin·Seo-hyun Pak·Yong-woo Jeon*
Korea Testing Laboratory, Environmental Convergence Technology Center (Received 23 January, 2015; Revised 25 February, 2015; Accepted 11 March, 2015)
Abstract
Volatile organic compounds(VOCs) are harmful substances that contribute to stratospheric ozone depletion, tropospheric photochemical ozone formation, and carcinogenic human health effects. Worldwide, there are major concerns over the emission of VOCs. Any plans for pollution reduction and management should be established based on database of VOC emission and characteristics. In this paper, the status of VOCs by year, region, and industry were investigated, and then technologies for VOC emission control were introduced. The estimation of VOC emissions by year was gradually increased, and VOC emission due to the utilization of organic solvents was the most common form. VOCs in the atmosphere were detected at the highest concentration in industrial complexes. In most of the industry, it was confirmed that emissions of toluene were the highest among the VOCs.
Finally, available VOCs control technologies were introduced, including thermal and catalytic oxidation, adsorption, absorption, biological treatment, non-thermal plasma, electron beam irradiation, and photocatalyst.
Keywords : VOCs emission, VOCs control
1. 서 론
우리나라는 산업육성 정책에 따라 60년대 경공업을 시작으로 철강, 기계, 석유화학 등의 대규모 산업단지 를 조성하여 고도성장을 이루어 왔으며, 현재는 반도체 등의 각종 첨단제품들이 국제시장에 진출하여 급속도 로 괄목한 만한 성장을 이루어왔다. 하지만, 성장위주 의 산업 고도화는 도시인구의 증가, 교통량 증가, 각종 화학물질 사용 증가를 촉진시켰고, 그 결과 대기오염물 질이 무분별하게 대기 중으로 배출되어 대기환경의 질 을 악화시켰다. 이로 인해 도시지역에서는 시정장애와 스모그 현상이 번번히 관찰되고 공단지역에서는 유해 대기오염물질 및 각종 악취물질로 인해 주민 진정사례 가 발생하게 되었다(KEI, 1997).
대기오염물질이란 대기환경보전법에서 대기 중에 존 재하는 물질 중 대기오염의 원인으로 인정된 가스·입 자상 물질로서 환경부령으로 정하는 61종의 오염물질 을 말하는데, 이 중 휘발성유기화합물(Volatile Organic Compounds, VOCs) 은 대기 중으로 쉽게 휘발되는 탄 화수소화합물의 통칭하는 말이다. 휘발성유기화합물은 저농도에서도 악취를 풍기며, 피부접촉이나 흡입 시 암 을 유발하는 인체에 직접적으로 유해한 물질이다. 뿐만 아니라 대기 중에서 광화학반응에 참여하여 광화학산 화물 등의 2차 오염물질을 생성하여 지구온난화와 성 층권의 오존층 파괴를 가속화시킨다. 그렇기 때문에 국 내뿐만 아니라 세계 각국에서 휘발성유기화합물의 관 리에 많은 관심을 기울이고 있다. 주요 휘발성유기화합 물의 유해성을 Table 1에 나타내었다(Dewulf and Lan- genhove, 1999; Hester and Harrison, 1998).
미국에서 세계 최초로 휘발성유기화합물에 대한 배 출규제를 시작하였으며, 미국과 유럽 등의 선진국을 중
*Corresponding author
Tel : +82-2-860-1682 E-mail : [email protected]
기술자료
심으로 방지시설 설치의 의무화 또는 장기적인 계획수 립을 통해 배출저감에 앞장서고 있다. 국내에서는 여천 공단에서 배출하는 휘발성유기화합물의 인체유해성이 알려지게 되면서, 1996년 9월 공단이 특별대책지역으 로 지정되었고 이를 시작으로 휘발성유기화합물의 배 출규제를 시행하였다. 현재는 여수 및 울산지역의 공단 과 수도권을 포함한 인구밀집지역인 대도시 위주를 대 기보전특별대책지역으로 선정하여 휘발성유기화합물 관리에 힘쓰고 있다.
대기 중 휘발성유기화합물의 관리를 위해서는 배출 량 및 배출특성 등의 실태파악이 우선적으로 수행되어 야만 한다. 배출량 분석을 바탕으로 사전에 오염예방을 위한 공정과 장비의 개선이나 휘발성유기화합물을 포 함하는 원료 물질의 규제 등의 근본적인 저감계획의 수립이 가능하고, benzene과 같은 저농도에서도 인체 에 유해성을 끼치는 고위험 물질에 대한 대책을 수립 할 수 있기 때문이다. 또한 예방만으로는 배출되는 휘 발성유기화합물의 완전한 제어가 불가하기 때문에, 휘 발성유기화합물의 배출특성을 파악하여 이에 맞는 제 어기술을 선정하여 사후관리를 통한 제어가 가능하기 때문이다.
휘발성유기화합물의 배출량 및 배출특성은 각 국가 의 산업종류나 경제활동에 따라 달라질 수 있다. 그러 므로 국내에서 발생하는 휘발성유기화합물의 배출량을
배출원별, 연도별, 시도별로 알아보았으며, 지역별, 산 업별 특성에 따른 휘발성유기화합물의 배출특성을 조 사하였다. 그리고 이들을 제어하기 위한 다양한 제어기 술을 소개하였다.
2. 배출원별 휘발성유기화합물 발생현황
휘발성유기화합물의 발생현황을 파악하고 이를 정량 적 수치로 평가함으로써 발생원 특성에 따른 저감방안 의 수립이 가능하다. 국립환경과학원에서는 대기환경 보전법 제17조 ‘대기오염물질의 배출원 및 배출량 조 사’에 의거하여 1999년부터 매년 휘발성유기화합물의 배출량을 포함한 7종의 대기오염물질 배출량 산정을 실시하고 있다(NIER, 2013). 산정되는 배출량의 정확 도를 높이고자 매년 산정방법(배출계수, 활동도, 산정 식 등)을 개선하고 있으며, 현재는 150여개 유관기관으 로부터 250여종의 자료를 받아 12개의 대분류 체계에 따라 배출량을 산정한다. Fig. 1과 Fig. 2에 배출원에 따른 휘발성유기화합물의 발생량을 각각 연도별, 시도 별로 구분하여 나타내었다.
연도별 휘발성유기화합물 배출량 추이의 경우, 매년 배출량 산정법이 개선되어 직접적인 비교는 불가하지 만 전체적으로 증가하는 추세임을 알 수 있다. 2011년 기준으로 배출원별 기여도는 유기용제 사용, 생산공정, Table 1. The harmfulness of main VOCs
VOCs Atomospheric
lifetime(day) POCP
1EPA
2grade
(Carcinogenic grade) Human toxicity Benzene
9.04 20 A (Human carcinogen)
- Metabolite-mediated toxicity, Carcinogen - Osteotabes by leukopenia
- Decrease of erythrocyte, leukocyte, Platelet - Induce Aplastic anemia
Toluene
1.87 55 D
3- Toxicity of the central nervous system-Causes fatigue, headache
- Anesthesia induced by acute intoxication
- Causing anemia, leukopenia, causing gastrointestinal disturbances by chronic addiction
o-Xylene 0.78 65
D
3- Causing vomiting, headache, dizziness, chest tightness, anesthesia
- Bone marrow lesion by kidney trouble, anemia, kopenia m-Xylene 0.47 105
p-Xylene 0.76 90
Ethylbenzene 1.54 60 D
3- Causing dizziness, lethargy, narcosism Styrene
− 60 D
3- Accumulation in fat cells
- Causing mucosal stimulation, hepatotoxicity , lung dysfunction, central nervous system lesion(When exposed to high concentrated VOCs)
- Causing Cancer and leukemia
1
Photochemical Ozone Creation Potential,
2Environmental Protection Agency,
3Not classifiable as to human carcinogen
도로이동오염원, 폐기물처리 순이며 각각 64.1%, 16.8%, 7.9%, 4.7%로 나타났으며, 이외의 배출원에서 발생하는 휘발성유기화합물의 기여도의 총량은 전체의 6.5% 로 확인되었다.
휘발성유기화합물의 배출량이 가장 많은 유기용제 사용시설은 도장시설, 세정시설, 세탁시설, 기타 유기 용제사용시설로 분류되며, 이 중 발생량이 많은 도장시 설에서는 배출저감을 위해 2005년부터 도료 내 휘발성 유기화합물 함유기준을 점진적으로 제한하고 있다. 하 지만, 배출계수의 개선과 산업활동 및 일상생활에서 유 기용제 사용량이 증가함에 따라 배출량은 증가하는 추 세이다. 반면에 도로이동오염원의 경우, 매년 자동차수 는 증가하고 있지만 배출가스의 규제강화와 일평균 자 동차 주행거리가 지속적으로 감소함에(2002년 61.2 km, 2011 년 44.1 km) 따라 휘발성유기화합물의 배출량 이 감소하는 경향을 보였다. 생산공정 및 폐기물처리 시 배출되는 휘발성유기화합물량은 증감을 반복하여 배출량 및 기여도의 큰 변화는 관찰되지 않았으며, 이 들 발생원은 점오염원으로 휘발성유기화합물의 제어가 용이하다. 이외의 배출원을 분석해보면 에너지산업 연 소 및 제조업 연소, 기타 면오염원의 휘발성유기화합물 배출량은 조금씩 증가하고 있으며, 비산업 연소 및 에 너지수송 및 저장, 비도로이동오염원은 증감을 반복하 여 2002년 대비 2011년의 배출량의 변화가 미미하였다.
각 시도별 휘발성유기화물 배출량을 살펴보면, 전국 에서 공통적으로 유기용제 사용에 의한 휘발성유기화 합물의 배출량이 가장 많았으며, 울산광역시를 필두로 충청남도, 전라남도 등의 대규모 석유화학단지와 공업 단지가 위치한 지역은 생산공정에 의한 배출량이 많았
다. 시도별 배출기여도는 경기도, 경상남도, 울산광역 시, 전라남도, 서울 순으로 각각 19.2%, 11.1%, 9.5%, 8.7%, 8.3% 로 산정되었다.
서울, 인천, 경기 일대의 수도권 지역은 인구밀도가 높아 도로이동오염원에서 배출되는 휘발성유기화합물 의 비율이 높았다. 수도권에서는 한정된 지역에 오염원 이 집중되어 있어 대기오염이 발생하기 쉬운 특성을 가진다. 수도권지역의 대기환경을 개선하고자 2005. 1.
1 일부로 수도권 대기환경 개선에 관한 특별법을 시행 하여 대기질 개선을 위한 특별대책을 마련하였고, 이로 인해 대기질이 상당히 개선되었다. 또한 휘발성유기화 합물이 많이 배출되는 대규모 공업단지인 울산광역시 의 울산·미포 및 온산국가산업단지와 여수시의 여천 국가산업단지 및 확장단지는 대기보전특별대책지역으 로 지정하여 배출억제 및 방지시설을 설치하도록 관리 하고 있다(Park et al., 2010). 경상남도의 경우 유기용 제 사용에 의한 휘발성유기화합물 배출이 월등히 높았 으며, 이는 거제도의 조선공업과 창원의 국가산업단지 에 의한 것으로 판단된다. 제주, 강원, 광주, 대전 지역 의 휘발성유기화합물 배출량은 전체의 7.2%로 배출기 여도가 낮았다.
3. 지역특성별 휘발성유기화합물 배출특성
인체에 유해한 휘발성유기화합물 및 PAHs(polycy- clic aromatic hydrocarbons) 등의 오염실태 파악을 목 적으로 유해대기물질 측정망이 2001년에 개설되었다.
대기 농도수준, 인체유해도, 측정 용이성 등을 검토하 Fig. 1. Status of VOCs emission by year(NIER, 2013).
Fig. 2. Status of VOCs emission by province(NIER,
2013).
여 휘발성유기화합물 13종 및 PAHs 7종을 측정하고 있으며, 총 31개의 측정소(주거지역 16개소, 도로변 4 개소, 공단인근지역 7개소, 배경농도지역 4개소)에서 휘발성유기화합물을 측정하고 있다(NIER, 2014).
Fig. 3 은 2013년 지역특성별 휘발성유기화합물 농도 및 특성을 나타낸다. 전국적으로 대기 중 휘발성유기화 합물의 농도는 toluene이 가장 높게 측정되었으며 그 뒤를 이어 xylene, ethylbenzene의 농도가 높았다. 이는 toluene 이 주거단지와 산업단지에 상관없이 모든 장소 에서 가장 많이 발생된다는 것을 보여준다.
각 지역별 배출되는 휘발성유기화합물을 비교해보면, 타 측정소에 비해 산업단지 주변의 측정소에서 높은 농 도로 검출되었으며, 광주 하남동과 울산 여천동에서 검 출되는 휘발성유기화합물의 농도가 매우 높았다. 광주 하남동에서는 trichloroethylene의 연평균 농도가 13.34 ppb로 타지역 평균농도(0.09 ppb)보다 약 148배 높게 측 정되었다. 울산 여천동의 경우 xylene(6.50 ppb), toluene (4.97 ppb), ethylbenzene(2.26 ppb), benzene(2.14 ppb) 의 농도가 높았으며, 특히 benzene의 경우 연평균 환경기 준(1.54 ppb)을 초과하였다(NIER, 2014).
서울 및 부산, 대구, 인천, 경기 등의 주거단지의 경 우, 높은 인구 밀집도와 교통량 집중으로 인해 도로변 지역과 대기 중 휘발성유기화합물의 농도차가 미미하 였다. 도시 대기 중 휘발성유기화합물 발생의 주요원인
은 자동차 배가스로 알려져 있으며, 이외에도 주거지역 에서는 건축물의 표면코팅, 공업용제와 화학 원료 등의 영향을 받는 것으로 알려져 있다(Lee et al., 2011). 대 구는 유기용제를 많이 사용하는 공단(서대구공단, 성서 공단, 대구 제3공단 등)이 도심에 위치하고 있을 뿐만 아니라 분지형태를 이루고 있어 공단에서 배출되는 각 종 오염물질이 주거지역에 영향을 미칠 우려가 크다 (Kim et al., 2014). 충북 봉명동 및 충남 성황동에서 고농도의 휘발성유기화합물이 측정되었으며, 이는 각 지역의 바로 인근에 화학제품 제조공장이 위치하고 있 어 이의 영향을 크게 받은 것으로 추정된다. 반면에 울 산 및 광주의 산업단지에서 고농도의 휘발성유기화합 물이 측정되었음에도 불구하고 산업단지와 거리가 떨 어져 있는 울산 신정동과 광주 농성동의 주거지역에서 는 휘발성유기화합물의 농도가 낮게 측정되었다.
국립환경과학원에서는 오존생성에 기여하는 휘발성 유기화합물에 대한 감시 및 효과적인 관리를 목적으로 측정망을 운영하고 있다. 오염물의 배출이 많으며 고농 도 오존 발생지역인 수도권, 부산, 광양만권, 대구지역 에 18개소의 측정소를 운영 중이며, 풍향에 따라 제1 형부터 제4형까지의 유형을 4가지 형태로 나누어 운영 중이다(NIER 2014). 각 측정소는 56항목의 휘발성유 기화합물을 측정 중이며, 측정빈도 및 고농도로 검출되 는 상위 15개 항목을 Fig. 4에 나타내었다.
Fig. 3. The emission characteristics of VOCs by region
(NIER, 2014). Fig. 4. The emission characteristics of VOCs by type
(NIER, 2014).
전 지역에서 측정소 유형에 관계없이 toluene, pro- pane, ethane이 고농도로 분포하였다. Toluene은 자동 차 배출가스, 연소, 석유정제 및 석유화학 공장 등의 저장 탱크, 페인트 및 접착제 등의 발생원에서 발생하 며 배출량도 많은 것으로 사료된다. Propane은 LPG 가스의 주성분이며 ethane은 천연가스나 원유에 함유 되어 있어 난방연료나 차량연료 연소 시에 발생한 것 으로 추정된다.
제1형은 대상지역의 최외각지역에 위치하며 풍상방 향에 있어 유입되는 휘발성유기화합물의 특성조사가 가능한 지역이다. 수도권은 편서풍 지역으로 강화도 석 모리에 1형 측정소를 운영하고 있으며, 반면에 부산지 역은 남풍 내지 남동풍의 지역으로 태종대에 측정소를 배치하였다. 부산지역보다 수도권지역에서 보다 많은 휘발성유기화합물이 유입되는 것을 확인할 수 있었다.
하동읍 측정소는 북풍이 불 때는 광양만으로 유입되는 오염물질 특성을, 해풍이 불 때는 유출되는 오염물질의 특성조사가 가능한 지역이다. 하동읍은 산업단지가 가 까이 있어 휘발성유기화합물농도가 가장 높았으며, 타 제1형 측정소에 비해 ethylene이 많이 검출되었다.
Ethylene 은 석유화학공업의 기본이 되는 화학물질로서 광양만에서 유출되는 휘발성유기화합물의 영향을 받은 것을 확인할 수 있었다.
제2형은 풍하방향으로 오존 생성물질의 배출량이 최 대인 지역의 측정소이다. 광양만지역은 propylene, n- hexane, ethylene, benzene이 고농도로 검출되어 도시 지역에 비해 석유화학공업에서 발생하는 휘발성유기화 합물의 농도가 높았다. 도시지역은 ethane, n-butane, propane, toluene 이 고농도로 검출되었으며, ethane, n- butane, propane 은 도시가스나 차량의 연료에서 발생되 는 물질이다. 수도권지역의 휘발성유기화합물 추정 배 출량이 부산 및 대구 지역보다 높은 만큼 측정된 휘발 성유기화합물의 농도도 높았다.
제3형은 지역 내 오존농도가 최고치인 지점이다. 각 측정소 별 검출된 휘발성유기화합물의 종류 및 농도가 제2형 측정소와 비슷하여 인근지역의 영향을 받는 것 으로 조사되었으나, 광양만지역만 제2형 측정소인 중 흥동에 비해 제3형 측정소인 골약동의 농도가 매우 낮 은 수준으로 조사되었다. 대구지역은 도심에 공단이 밀 집되어 있고 주풍향이 북서풍과 같은 서풍계열로 공단 지역에서 배출되는 각종 오염물질 등이 주거지역까지 영향을 미칠 우려가 있다(Kim et al., 2014).
제4형은 대상지역에서 구간 밖으로 유출되는 광화학 생성물질의 특성을 조사하는 지역으로 풍하 방향으로 도시지역의 경계에 위치한 지역이다. 따라서 제1형 측
정소와 같이 제2형과 제3형 측정소에 비해 휘발성유기 화합물의 농도가 낮다. Propane과 ethane의 농도가 높 게 나타났으며, 도시지역에 비해 휘발성유기화합물의 농도는 낮은 수준으로 측정되었다.
오존생성에 대한 기여도는 toluene, ethylene, m,p- xylene, n-butane 등의 휘발성유기화합물이 전반적으로 높게 나타났으며, toluene의 기여도가 가장 높았다. 수 도권 지역 및 부산, 대구의 도심지역은 페인트 유기용 제와 연료사용에 의해 배출되는 toluene, 주로 휘발유 사용에 의해 배출되는 m,p-xylene, 페인트 유기용제와 가솔린 연소에 의해 주로 배출되는 n-butane의 오존생 성기여도가 공통적으로 높았다. 그리고 일부 측정소에 서 석유화학 산업에서 주로 배출되는 ethylene의 오존 생성기여도가 높았다. 공업지역인 광양만 지역의 휘발 성유기화합물의 오존생성기여도는 1형 측정소인 하동 에서 toluene(11.7%), ethylene(11.3%), i-pentane(10.9%) 순으로 기여하였고, 2형 측정소인 중흥동에서는 pro- pylene(19.9%), ethylene(12.2%), toluene(8.6%) 순으로 기여하였으며, 3형 측정소인 골약동에서는 ethylene (11.5%), m,p-xylene(9.8%), toluene(9.4%) 순으로 오존 생성에 기여하여 석유화학단지에서 배출되는 휘발성유 기화합물에 의한 오존생성기여도가 높게 나타났다 (NIER 2014).
4. 산업별 휘발성유기화합물 배출특성
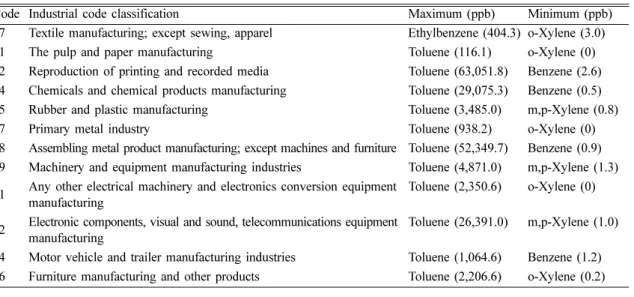
한국수자원공사에서는 시화반월공단 지역내의 178 개 사업장을 대상으로 한국표준산업분류(Korea stand- ard Industrial Classification; KSIC) 의 중분류에 의거하 여 사업장을 구분한 뒤, 여러 휘발성유기화합물 중 대 표성이 있다고 사료되는 BTEXS(benzene, toluene, ethylbenzene, xylene, styrene)를 대상으로 배출특성을 조사하였다(Kwater, 2009). Table 2에 산업분류에 따른 분류와 사업장에서 측정된 BTEXS의 최고 및 최저값 을 나타내었다. 섬유제품 제조업(17)을 제외한 모든 사 업장에서 toluene의 농도가 최고조로 검출되었으며, 출 판, 인쇄 및 기록매체 복제업(22)에서 toluene의 농도가 63,051.8 ppb로 측정되어 가장 높은 농도를 보였다.
Byeon et al. (2009) 은 시화공단을 9개의 구역으로 나
누어 휘발성유기화합물의 농도를 측정하였으며, 이의
연구결과에서도 모든 구역에서 toluene이 가장 고농도
로 검출되었다. 섬유제품 제조업(17)은 ethylbenzene이
404.3 ppb로 최고값을 나타내었다. Xylene과 benzene
이 최저값으로 측정되었으나 xylene의 경우 POCP지수
가 높아 광화학 오존생성능력이 크며 benzene은 인체
에 미치는 독성이 강하므로 배출관리에 주의를 기울여 야 할 것이다.
Fig. 5는 사업장별 평균 BTEXS농도를 보여준다. 섬 유제품 제조업(17)과 고무 및 플라스틱제품 제조업(25) 을 제외한 모든 사업장에서 BTEXS 중 toluene의 배출 기여도가 가장 높았다. 특히, 출판, 인쇄 및 기록매체 복제업(22)·전자부품, 영상, 음향 및 통신장비 제조업 (32)·가구 및 기타 제품 제조업(36)은 toluene의 배출 기여도가 90% 이상을 차지하였으며, 화합물 및 화학 제품 제조업(24)·조립금속제품 제조업(28) 또한 tolu- ene의 배출기여도가 68% 이상으로 확인되었다(K water, 2009). 2008년 한국수자원공사의 시화반월공단 의 전수조사 결과는 펄프, 종이 및 종이제품 제조업 (21) 에서 휘발성유기화합물 배출농도가 가장 낮게 측정
되었다. 하지만 2004년 Im et al.의 반월공단의 47개 사업장을 대상으로 휘발성유기화합물을 측정한 결과에 의하면 펄프, 종이 및 종이제품 제조업(21)에서 toluene 을 비롯한 휘발성유기화합물의 농도가 타 사업장에 비 해 가장 높게 검출되었다(Im et al., 2006). 따라서 이들 의 산업에서는 toluene을 중점으로 한 휘발성유기화합 물관리가 필요하다 판단된다. 섬유제품 제조업(17)은 ethylbenzene이, 고무 및 플라스틱제품 제조업(25)은 o- xylene 이 각각 평균 농도 90.3 ppb, 2235.2 ppb로 기여 도가 높았다. 화합물 및 화학제품 제조업(24)을 세분화 하여 살펴보면 기타 화학제품 제조업의 잉크와 페인트 관련 사업장이 주로 toluene 등의 용제와 연관성이 높 게 관찰되었으며, 몇몇의 특수한 사업장에서 benzene 이 특징적으로 높게 검출되어 타 사업분류에 비해 높 은 benzene 농도를 보인다(Kim and Kim., 2010). 동일 한 연구대상에 포함된 4개 사업장(조립급속제품 제조 업(28))의 2004년, 2005년, 2007년 그리고 2008년의 평균농도를 비교해 보면, 휘발성유기화합물의 최고값 이 지속적으로 감소하였다. 그러므로 대상지역에서 대 기오염을 개선하고 있음을 알 수 있었다(Kim et al., 2010).
5. 휘발성유기화합물 제어기술
각 산업에서 배출하는 휘발성유기화합물의 종류, 가 스량, 온도, 농도 등은 발생원에 따라 그 조건이 다양 하므로, 공정특성에 맞는 효율적이고 적절한 제어기술 의 선정이 요구된다. 산업공정에서 휘발성유기화합물 제어를 위한 기술은 크게 제거기술과 회수기술로 분류 Table 2. Maximum and minimum values among BTEXS emitted from industries(Kwater, 2009)
Code Industrial code classification Maximum (ppb) Minimum (ppb) 17 Textile manufacturing; except sewing, apparel Ethylbenzene (404.3) o-Xylene (3.0) 21 The pulp and paper manufacturing Toluene (116.1) o-Xylene (0) 22 Reproduction of printing and recorded media Toluene (63,051.8) Benzene (2.6) 24 Chemicals and chemical products manufacturing Toluene (29,075.3) Benzene (0.5) 25 Rubber and plastic manufacturing Toluene (3,485.0) m,p-Xylene (0.8) 27 Primary metal industry Toluene (938.2) o-Xylene (0) 28 Assembling metal product manufacturing; except machines and furniture Toluene (52,349.7) Benzene (0.9) 29 Machinery and equipment manufacturing industries Toluene (4,871.0) m,p-Xylene (1.3) 31 Any other electrical machinery and electronics conversion equipment
manufacturing
Toluene (2,350.6) o-Xylene (0)
32 Electronic components, visual and sound, telecommunications equipment manufacturing
Toluene (26,391.0) m,p-Xylene (1.0) 34 Motor vehicle and trailer manufacturing industries Toluene (1,064.6) Benzene (1.2) 36 Furniture manufacturing and other products Toluene (2,206.6) o-Xylene (0.2)
Fig. 5. Distribution of BTEXS emitted from industries
(Kwater, 2009).
할 수 있다. 제거기술에는 직접 및 촉매 연소법, 생물 학적처리법, UV산화법, 코로나방전법, 플라즈마 기술 등의 제어방법이 있고, 회수기술에는 흡착법, 흡수법, 냉각법, 응축법, 막분리법 등이 있다. 주요 휘발성유기 화합물 제어기술의 장단점을 Table 3에 나타내었다 (Khan and Ghoshal, 2000; KEI, 1997).
5.1 연소에 의한 제어방법
연소에 의한 제어방법은 휘발성유기화합물 제어기술 중 역사가 가장 오래되었으며, 꾸준히 발전하여 현재도 널리 사용되는 기술이다. 연소법은 일정한 산소, 온도, 체류조건에서 휘발성유기화합물은 산화되어 H
2O 와 CO
2로 분해된다. 일반적으로 직접연소법의 연소온도를 650 ~ 870°C 정도로 유지시켜 주어야 하는데, 고농도 휘발성유기화합물의 연소시에는 폭발의 위험이 있으며 저농도 운전시에는 연료비 소모가 크고 NOx와 다이옥 신 같은 대기오염물질이 생성되는 문제가 발생한다 (Hedin, N., et al. 2013).
이러한 문제를 해결하고자 촉매연소법과 재생산화법 이 개발되었다. 촉매연소법은 촉매를 사용하여 연소에 필요한 활성화 에너지를 낮춰 산화온도가 250 ~ 400°C
범위에서 조업한다. 따라서 연료비 저감이 가능해진다.
하지만 촉매연소법은 처리가스에 촉매활성을 저하시키 는 물질이 포함될 경우 효율이 감소하므로 적용이 제 한되는 단점이 있다. 재생산화법은 기존의 연소법에 배 기가스에서 발생하는 폐열의 사용효율을 극대화하기 위해 열교환기를 사용하지 않고 표면적이 넓은 ceramic 등의 축열재를 이용한 직접 열교환법이다. 처리대상이 되는 가스는 연소실에 유입되기 전 축열재에 의해 예 열되어 연소실에 투입되므로 열에너지의 이용효율이 95% 이상 가능하게 되며 보조연료의 사용을 최소화 할 수 있다. 하지만 여전히 저농도 대풍량의 휘발성유 기화합물 처리에 부적합하다는 단점이 있다.
5.2 흡착에 의한 제어방법
흡착에 의한 제어방법은 다종의 오염가스 처리가 가 능하고 회수가 용이하여, 예로부터 각종 공업에서 배출 되는 가스를 대상으로 폭넓게 이용되어 왔다. 흡착은 물리적 흡착과 화학적 흡착으로 나뉘며 일반적으로 흡 착에 의한 제어방법은 물리적 흡착을 이용하는 방법으 로, 휘발성유기화합물과 고체 흡착제 간의 반데르발스 힘에 의한 분자간의 인력을 이용하여 흡착제 표면에 Table 3. The pros and cons of major technologies for VOCs control
Technology Advantage Disadvantage
Regenerative Thermal Oxidation; RTO
- High heat recovery efficiency - Simple structure and long life - Reduction of NOx
- Highly efficient processing of VOCs
- High capital costs
- Size and weight of the RTO device is greater than catalyst bed
Regenerative Catalytic Oxidation; RCO
- High energy efficiency by low combustion - Highly efficient processing of VOCs - Reduction of NOx
- Heat recovery (>90%)
- Limited scope of application - Need of catalyst replacement - High capital costs
Adsorption - High removal efficiency
- The control of low emissions of VOCs - Concentrated recovery of VOCs - Unaffected by process
- Pre-treatment required
- Reduced adsorption efficiency of adsorbent increases as the number of recovery
- High operating and maintenance cost Absorption - The control of corrosive pollution
- The control of High and low emissions of VOCs - Collecting particulate in air
- Low installation cost and high space efficiency - Ease of expansion and modification
- Treatment of waste absorbent - Blockage
- Maintenance costs - Sensitive to temperature Biofiltration - low operating and maintenance cost
- The control of High capacity and low emissions of VOCs
- The use of natural products
- Impossible to deal with non-egradable biological material
- Impossible to recovery and reuse - Particular about operating methods Membrane Separation - No byproduct of pollution
- The control of High and low emissions of VOCs - Recovery of VOCs (regardless of the phase)
- The difficulty of concentrated VOCs
피흡착질 분자가 축적되는 것이다. 흡착될 수 있는 물 질의 양은 흡착제의 비표면적 크기(BET)에 달려 있으 므로, 고체 흡착제의 특성에 따라 공정의 효율이 크게 달라지게 된다. 흡착제의 종류로는 활성탄, 알루미나, 실리카겔, 제올라이트, 활성탄 섬유 등이 있으며, Table 4에 고착흡착제의 특성을 나타냈다(AGEC, 2007). 예 로부터 흡착법에는 활성탄을 이용한 활성탄 흡착법이 일반적으로 사용되고 있다. 활성탄이란 입자 하나에 무 수한 미세공으로 이루어진 무정형의 탄소집합체이며, 복잡한 세공구조를 보이며 거대한 내부표면적(800 ~ 1500 m
2/g)을 이루고 있어 휘발성유기화합물의 제거에 우수하다. 또한 가격이 저렴하며 흡착된 휘발성유기화 합물을 비교적 쉽게 회수 가능한 장점이 있다.
흡착장치에서는 흡착과 탈착을 반복하며 대상가스에 서 휘발성유기화합물을 제거하고 고농도로 탈착하여 폐기하거나 자원화한다. 흡착과정에서는 흡착제로 충 진된 컬럼에 휘발성유기화합물이 함유된 공기가 유입 되면, 휘발성유기화합물이 고체 흡착제에 고정되며 대 상가스로부터 휘발성유기화합물을 분리한다. 시간이 지남에 따라 흡착제 내부의 흡착량이 포화되어 더 이 상 흡착이 이루어지지 않게 되고, 배출가스 중에 휘발 성유기화합물도 따라 나오기 시작하는데 이 때를 파과 점(breakthrough point)이라고 한다. 흡착량이 파과점에 도달하게 되면 배출가스에서 휘발성유기화합물의 제거 가 불가능하므로, 흡착제를 교체하거나 재생을 위한 탈 착과정이 필요하다. 탈착과정은 흡착과정과는 역으로 흡착제에 강한 인력으로 흡착되어 있는 휘발성유기화 합물을 역으로 떼어놓는 공정이다. 고체 흡착제의 재생 방식으로는 흡착제 온도나 압력에 의한 흡착량의 차를 이용한 고온 및 감압 탈착방식이 있으며, 온도차와 압 력차를 모두 이용하는 탈착방식이 있다. 또한 탈착없이 흡착제를 재생하지 않고 교체하는 방식도 있으나 경제
적인 이유로 추천되지 않는다.
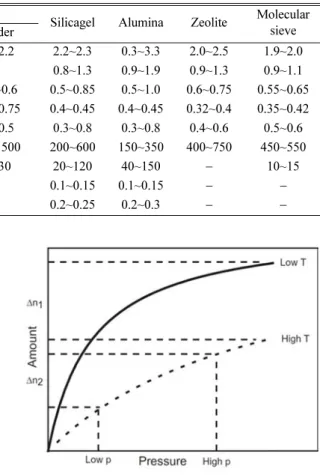
Fig. 6 은 온도와 압력에 따라 고체-액체의 열역학적 거동이 어떻게 나타나는지 보여주는 등온곡선을 보여 준다. 온도변동흡착(thermal swing adsorption)은 흡착 제에 용제를 흡착시킨 후 온도를 T
L에서 T
H로 증가시 키면, 흡착제에 흡착 가능한 용제의 총량이 줄어듬에 따라 흡착된 용제가 탈착된다. 흡착제의 온도를 상승시 키는 방법으로는 스팀 regeneration과 hot nitrogen regeneration이 있다. 스팀을 사용할 경우 흡착제에 수 분을 제거하여야 하므로 재생시간이 증가하게 된다.
Hot nitrogen 을 이용할 경우에는 수분제거 단계가 필요 없으므로 재생시간을 단축할 수 있으나 스팀이용법에 비해 운영비가 비싸다. 최근에는 열선이나 마이크로파 를 이용하여 온도를 증가시키는 방법도 연구되고 있다.
일반적으로 온도에 의한 탈착방식은 가열과 냉각이 연 속적으로 이루어져 많은 비용과 시간이 수반된다. 활성 탄의 경우 온도증가로 인한 폭발의 위험이 있으며, 할 Table 4. Characteristics of adsorbent
Objectives Activated carbon
Silicagel Alumina Zeolite Molecular sieve granularity powder
Net density (g/cm
3) 0.2~2.2 0.9~2.2 2.2~2.3 0.3~3.3 2.0~2.5 1.9~2.0 Apparent density (g/cm
3) 0.6~1.0 − 0.8~1.3 0.9~1.9 0.9~1.3 0.9~1.1 Charge density (g/cm
3) 0.35~0.6 0.15~0.6 0.5~0.85 0.5~1.0 0.6~0.75 0.55~0.65 Fractional void 0.33~0.45 0.45~0.75 0.4~0.45 0.4~0.45 0.32~0.4 0.35~0.42 Pore volume (cm
3/g) 0.5~1.0 0.4~0.5 0.3~0.8 0.3~0.8 0.4~0.6 0.5~0.6 Specific surface area (cm
2/g) 700~1500 700~1500 200~600 150~350 400~750 450~550 Average pore diameter (Å) 12~30 15~30 20~120 40~150 − 10~15 Heat conductivity (Kcal/m·hr·
oC) 0.1~0.2 − 0.1~0.15 0.1~0.15 − − Specific heat (cal/g·
oC) 0.2~0.25 − 0.2~0.25 0.2~0.3 − −
Fig. 6. Adsorption isotherms of gas-solid system depends
on temperature and pressure.
로겐 계열의 탄화수소를 처리할 경우 활성탄의 촉매작 용에 의해 염산이 발생하여 부식에 대한 대책이 필요 하다.
온도의 제어 없이 상온에서 압력차를 이용하는 압력 변동흡착은 두 가지 방식이 있다. 첫번째는 흡착탑에 압력을 가하여 가압상태(P
H) 에서 용제를 흡착시킨 후, 압을 대기압까지 하강하여 탈착시키는 PSA(pressure swing adsorption)방식이다. 두번째는 상압에서 용제를 흡착시킨 후 감압하여 용제를 탈착시키는 VSA(vac- uum swing adsorption) 방식이 있다. 압력변동흡착은 온 도변동흡착 방식에 비해 공정의 순환시간이 짧아 단위 시간당 처리량이 높으며, 에너지 소모량이 적어 경제적 이다. 하지만 휘발성유기화합물의 경우 낮은 압력에서 도 강하게 흡착하는 성질을 가지고 있어 일반적인 저 압의 조건에서 탈착 효율이 낮아 적용하기 힘들다 (KEI, 1997).
따라서 온도차와 압력차의 장점을 모두 이용하는 TVSA(temperature and vacuum swing adsorption)방식 이 각광받고 있다(Nastaj and Rudnicka, 2006). 이는 온도차를 이용하는 TSA방식과 압력차를 이용하는 VSA 방식의 혼합으로 상온·상압 상태에서 휘발성유기 화합물을 흡착하여 고온·저압에서 탈착하는 방법이다.
감압상태에서는 비교적 휘발성유기화합물의 휘발하는 온도가 낮아져 제거효율이 개선되는데 고온상태에서 탈착을 하므로 재생효율이 우수하며 순도 높은 휘발성 유기화합물의 회수가 가능하다. 또한 탈착 시 온도를 증가시키긴 하나 TSA방식에 비해 저온으로 운전하므 로 에너지효율이 좋으며 활성탄에 의한 화재의 위험성 이 낮아 안정적인 운전이 가능하다.
5.3 흡수에 의한 제어방법
흡수법은 기체상태의 휘발성유기화합물을 액상의 흡 수제에 접촉시켜 흡수하여 제어하는 방법이다. 그러므 로 흡수액은 대상 휘발성유기화합물에 대해 용해도가 높은 것으로 선정하여야 하며, 휘발성, 부식성, 인화성, 및 독성이 없어야 하며, 화학적으로 안정해야 한다. 흡 수장치의 형태는 충전형, 판산형, 액살수형, 벤츄리형 등이 있으며, 보통 기체와 액체의 접촉은 향류로 이루 어지나 병류와 교차흐름도 가능하다. 흡수법의 장점은 제거효율이 높고 공기유량의 처리범위가 매우 크다는 장점이 있다. 또한 확장과 변형에 융통성이 있다. 하지 만 액상 흡수제로는 물, 가성소다 용액, 암모니아 또는 고비점 탄화수소 등이 많이 쓰이고 있는데, 사용된 흡 수제는 재생 등의 폐흡수액 처리가 필요하게 되므로 유지비가 많이 든다(Kim, 2006)
5.4 생물학적 제어방법
생물학적 처리방법은 주로 천연물질인 퇴비나 흙 등 으로 만들어진 바이오 필터에 휘발성유기화합물을 통 과시켜, 필터 안의 미생물이 휘발성유기화합물을 생분 해하여 이산화탄소, 물, 그리고 유기물로 변환시킨다.
따라서 화학물질이나 열을 사용하지 않으므로 운영비 가 합리적이며 천연물질을 사용하므로 친환경적인 기 술이다. 하지만 공정의 효율이 미생물 및 휘발성유기화 합물 종류에 의해 달라지며, 난분해성 물질은 분해가 되지 않는다는 단점이 있다. 생분해도가 낮은 휘발성유 기화합물(benzene, toluene, xylene, styrene 등의 할로 겐화합물)을 처리하기 위해서는 여과층의 면적을 증가 시켜 체류시간을 늘려야 하므로 자본비의 상승을 초래 한다. 또한 미생물의 왕성한 활동과 성장조건을 적절히 맞춰야만 하는데, 우리나라의 경우 계절적 변화에 따른 온도차가 심하여 운전의 관리가 어렵다(Kim, 2006).
5.5 저온 플라즈마에 의한 제어방법
플라즈마는 영국의 패러데이에 의해 1835년 최초로 만들어 졌으며, 이는 초고온에서 음전하를 가진 전자와 양전하를 띤 이온으로 분리된 기체의 집합을 말한다.
고압의 전기방전에 의해 발생된 전자가 가스분자와 충
돌하면 가스분자의 외곽 전자상태가 변하게 되면서 반
응성이 풍부한 화학적 활성종은 양 또는 음으로 하전
되어 중성상태의 가스인 저온 플라즈마가 된다. 저온
플라즈마 기술의 가장 큰 장점은 배출가스에 포함된
질소, 산소, 수증기 및 이산화탄소의 엔탈피를 크게 증
가시키지 않고 유해대기가스만을 선택적으로 처리할
수 있다는 점이다. 즉, 배출가스를 촉매산화 반응보다
훨씬 낮은 온도에서 분해할 수 있다는 점이다(Song,
2006; Jo and Mok, 2014). 또한 최근 개발된 저온 플라
즈마 반응기는 기존의 습식공정에 비해 설치면적이 매
우 적고, 건식공정이므로 2차 폐수처리가 필요하지 않
다. 저온 플라즈마 공정의 VOCs 제거에 관한 연구가
진행되었으며, toluene, ethylene, benzene 등의 분해에
적용할 경우 100%의 제거효율에 이르는 것으로 보고
되었다(Jo and Mok, 2014). 하지만 이와 같은 장점에
도 불구하고, 플라즈마를 만들려면 직류, 초고주파, 전
자빔 등 전기적 방법을 가해 플라즈마를 생성한 다음
자기장 등을 사용해 이런 상태를 유지하도록 해야 한
다. 따라서 운전비용이 증가하게 되며, 설비의 가격, 내
구성 및 안정성 문제를 극복할 수 있는 상용화 기술이
아직까지 충분하지 않다는 점이다(Song, 2006). 또한
플라즈마 반응은 선택성이 낮아 다양한 분해 부산물을
발생시킨다는 단점을 가지고 있다(Jo and Mok, 2014).
5.6 전자빔에 의한 제어방법
전자빔이란 전극에서 연속하여 방출된 전자가 모아 져서 가는 다발과 같이 되고, 이것이 전계에 의해 가속 되어 직선형으로 방사되는 속도가 균일한 전자의 연속 적 흐름을 말한다. 전자빔을 이용한 대기오염물질의 제 어는 1970년 일본에서 처음으로 시도되었으며, 이후 일본, 미국, 독일, 폴란드 등에서 지속적인 연구개발을 진행하였다. 전자빔은 10
−18~10
−12초 사이에 생성되어 대상물질로 조사가 이루어지고, 10
−8~10
−1초 사이에 휘 발성유기화합물과 반응하여 분해가 시작된다. 따라서 제어시간이 짧다는 장점이 있으며, 저농도의 대용량 휘 발성유기화합물의 제어에 적합하다(Kim, 2006). 전자 빔 제어기술은 휘발성유기화합물에 대한 비선택성으로 다양한 물질을 동시에 제어가능하며, 타오염원에 대한 대처가 가능하다는 장점이 있다(Kim et al., 2012). 또 한 대기 중 온도에서 제어가 가능하여 에너지 소모량 이 비교적 적고, 내구성이 우수하여 다른 제어기술에 비해 유지관리비가 저렴하다는 장점이 있다(Kim, 2006; Kim et al., 2012).
5.7 광촉매에 의한 제어방법
광촉매에 의한 분해기술은 광원에 의해 촉매반응을 일으키는 물질을 이용하여 환원반응과 정공에 의한 산 화반응으로 휘발성유기화합물을 제거하는 방법으로 최 근 주목 받고 있는 기술이다(Youm et al., 2007). 광촉 매로는 TiO
2가 가장 보편화되어 많이 사용되고 있다.
광촉매에 의해 휘발성유기화합물, H
2S 및 NH
3가 산화 분해되면 이산화탄소와 기타 중간유도체, N
2, H
2그리 고 Solid S를 생성하며, 광촉매작용이 최적화되었을 경 우에는 유기화합물이 CO
2와 H
2O 로 완전무기화 된다 (Lee et al., 2012). 광촉매는 반영구적으로 사용 가능하 며, 기술적용 시에 대기압 및 주변온도에서 운전가능하 고 낮은 동력만을 소모하므로 유지관리비가 적게 든다 는 장점을 가진 경제적인 기술이다(Youm et al., 2007;
Lim, 2013). 하지만 타기술과 비교하여 제거효율이 낮 아 저농도의 휘발성유기화합물의 제거에만 적용 가능 하다(Youm et al., 2007). 또한 벤조익산과 같은 산소함 유 화합물은 TiO2 활성에 대한 비가역적 비활성화를 초래하여 광촉매를 비활성화시키므로 현장적용에 어려 움이 따른다(Lim, 2013).
6. 결론 및 제언
휘발성유기화합물의 발생현황 및 특성을 조사함으로 써 저감방안을 수립 할 수 있으며, 발생특성에 맞는 제
어기술의 선택이 가능하다. 10년간의 휘발성유기화합 물 발생량을 조사해보면, 국내의 휘발성유기화합물 발 생량은 점진적으로 증가하는 추세에 있다. 경기지역의 휘발성유기화합물의 배출량이 가장 많으며, 경기를 포 함한 전 지역에서 유기용제 사용에 의한 휘발성유기화 합물의 배출량이 가장 많았다. 주거단지, 도로변, 산업 단지 등의 지역특성에 따른 휘발성유기화합물의 측정 결과를 보았을 때, toluene이 많이 검출되었고, 산업단 지 인근의 대기 중 휘발성유기화합물의 농도가 가장 높았다. 또한 산업단지 인근지역의 주거단지에서 비교 적 고농도의 휘발성유기화합물이 검출되었으며, 대도 시의 주거단지와 도로변의 농도차는 미미하였다. 산업 별로 배출특성을 조사해본 결과, 대부분의 산업에서 toluene 의 농도 및 배출기여도가 높았다.
휘발성유기화합물의 제어기술로 연소법, 생물학적처 리법, 흡수법, 흡착법 그리고 신기술로 저온 플라즈마, 전자빔, 광촉매를 사용하는 기술에 대하여 소개하였다.
이 중 활성탄을 사용하는 흡착법이 휘발성유기화합물 에 대한 적용성이 넓고, 비용 및 운전관리가 용이하여 널리 이용되고 있었다. 흡착제의 재생방식으로는 온도 와 압력을 이용하여 휘발성유기화합물을 흡착제로부터 탈착하는 가압 및 감압방식, 고온, 저온감압방식을 소 개하였으며, 저온감압방식이 탈착시간이 짧고 운전비 용이 적으며, 화재 등의 염려가 적어 경제적이며 안정 성까지 보장되는 높은 기술로 사료된다.
감사의 글
본 연구과제는 환경산업선진화기술개발사업의 “악취 배출업체 적용을 위한 저비용자체재생방식 복합악취처 리기술개발”과제에 의해 수행한 연구과제입니다(2014 000110013).
References