응용
안 동 규 조선대학교 기계공학과 교수 ㅣ e-mail : [email protected]
이 글에서는 3D Printing 기술의 금형산업분야 응용에 대해 소개하고자 한다.
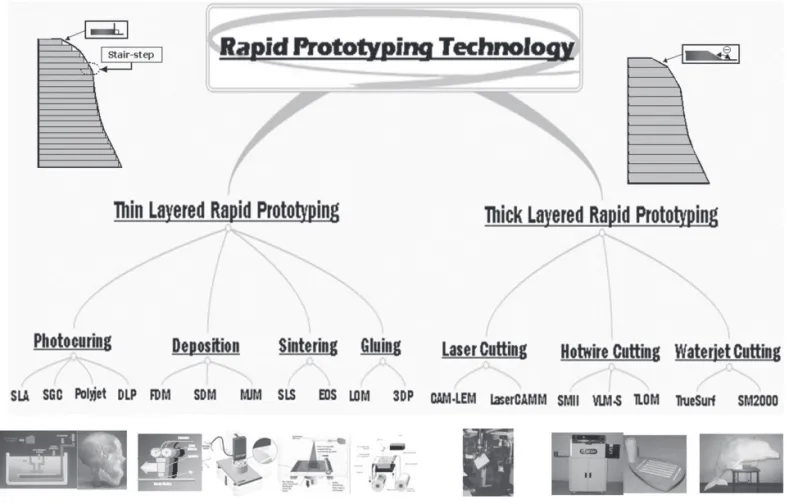
1984년 Charles Hull에 의한 광조형(SL: Stereo lithography) 공정이 개발된 후로 40종 이상의 쾌속조형 및 생산(RP&M: Rapid Prototyping & Manufacturing) 공 정들이 개발되었다. 쾌속조형 공정은 그림 1과 같이 수 직벽을 가지는 얇은 층을 적층하여 제품을 제작하는 얇
은 층 적층형 쾌속조형공정(Thin Layered Rapid Prototyping Process)과, 측면에 경사각을 가지는 두꺼 운 층을 적층하여 제품을 제작하는 두꺼운 층 적층형 쾌 속조형공정(Thick Layered Rapid Prototyping Process) 으로 분류할 수 있다. 상용화된 공정은 대부분 얇은 층
그림 1쾌속조형 공정의 분류
적층형 쾌속조형 공정들이며, 대표적인 쾌속조형 공정 들로는 광조형 공정, 융착조형(FDM: Fused Deposition Modeling) 공정, 선택적 소결(SLS: Selective Laser Sintering) 공정, 3차원 프린팅(3DP: Three-dimensional Printing) 공정, 박판 적층(LOM: Laminated Object Manufacturing) 공정, 다중젯(Polyjet Process) 공정, 디 지털 광원 처리(DLP: Digital Light Processing) 공정, 직 접식 금속 레이저 소결(DMLS: Direct Metal Laser Sintering) 공정, 레이저 활용 정형가공(LENS: Laser Engineered Net Shaping) 공정, 직접식 금속 적층 (DMD: Direct Metal Deposition) 공정, DMT(Laser- aided Metal Rapid Tooling) 금속 3차원 프린팅공정, 선 택적 레이저 용융(SLM: Selective Laser Melting) 공정 등 이 있다. 쾌속조형 공정의 유사어로서 적층조형(AM:
Additive Manufacturing) 공정, 입체 임의 형상 제작
(SFF: Solid Freeform Fabrication) 공정 및 적층 조형 (LM: Layered Manufacturing) 공정 등이 있다.
2000년도 월러 보고서(Wohler’s Report)에서부터 쾌 속조형공정의 적용 분야 중 그림 2와 같은 순수 엔지니 어링, 견적, 제안서 등 순수 가시화 보조(Visual Aids) 분 야에 적용하기 위하여 사무실 환경에 빠른 시간 내에 저 가의 비용으로 가시화 제품을 제작하는 3차원 프린터 (3D Printer)의 개념이 소개되기 시작하였다. 1세대 3차 원 프린터로는 Objet, Genisys, Z40X series 및 Thermojet 등을 들 수 있다. 2000년도 후반부터는 Mendel, Replicator2, Cube, Willybot, Edison 등 다양한 저가형 개인용 3차원 프린터들이 개발되고 있다. 최근에는 각 종 매체를 통하여 3차원 프린터들에 기존 상용화된 고가 의 쾌속조형 공정들을 포함하는 통칭으로 3차원 프린터 를 각종 매체에서 소개하고 있다. 이 글에서는 3차원 프 린팅 공정 제품들의 적용분야로 초 기부터 적용되어 왔으며, 3차원 프 린팅 공정과 제품 대량 생산을 연 결시킬 수 있는 3차원 프린팅 기술 의 금형 산업분야 적용에 대하여 기술하고자 한다.
3차원 프린팅 기술의 금형 산업 분야 적용 방법
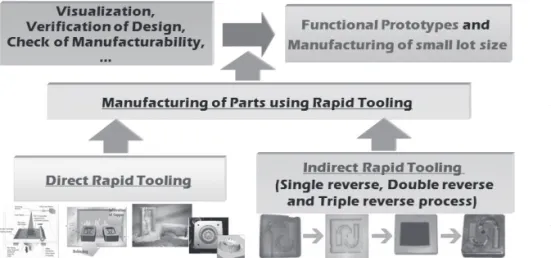
3차원 프린팅 기술을 금형산업 분야에 적용하는 방식은 그림 3과 같이 크게 두 가지로 분류할 수 있 다. 첫 번째는 3차원 프린팅된 플 라 스 틱 제 품 을 금 형 의 패 턴 (Pattern)으로 사용하여, 역전 공정 (Reverse Process)으로 금형면에 3 차원 프린팅된 제품의 표면 형상 을 전사하여 간이형 플라스틱 금 형이나 주조금형을 제작하는 간접
그림 23D Printer의 적용범위(출처 : Wholer’s Report 2000)
그림 33차원 프린팅 기술을 금형산업분야에 적용하는 방법
식 쾌속 툴링(Indirect Rapid Tooling) 방식이다. 두 번 째는 금속을 레이저(Laser)나 전자빔(E-beam) 등 고에 너지 열원을 이용하여 직접 절단 및 적층, 소결, 클레딩, 용융시켜 금형을 직접 제작하는 직접식 쾌속 툴링 (Direct Rapid Tooling) 방식이다.
간접식 쾌속 툴링 기술을 이용한 금형 제작
간접식 쾌속툴링 방식은 금형을 역전시키는 횟수에 따라 1단 역전 공정(Single Reverse Process), 2단 역전 공정(Double Reverse Process) 및 3단 역전 공정(Triple Reverse Process)으로 구분된다. 금형의 역전 횟수가 증 가할수록 패턴 형상 대비 금형 표면 형상의 정확도는 감소하게 된다. 그러나 역전 횟수를 증가시킬 때마다 기계적 물성이 우수한 금형 재료로 변경할 수 있어, 역 전 횟수를 증가시켜 금형의 내구성을 증가시킬 수 있 다. 표 1에서는 간접식 쾌속 툴링 방식을 이용한 금형 제작 방법의 종류와 특징을 나타내었다.
1단 역전 공정에서는 3차원 프린터로 제작된 마스터 패턴을 분리면 블록에 삽입한 후, 분리면 블록 위에 에 폭시 등 금형 재료를 부어서 한쪽의 금형을 제작한다.
그 후, 분리면 블록을 제거하고 제작된 반쪽 금형에 삽 입된 마스터 패턴 상부에 금형 재료를 부어서 반대쪽 금형을 제작한다. 1단 역전 공정에서는 분리면 블록이 요구된다. 2단 및 3단 역전 공정에 비하여 금형의 정밀 도가 우수하고 빠른 시간 내에 금형을 제작할 수 있는 장점을 가지고 있다. 그러나 분리면 블록 제작을 위한 작업자의 기술과 지식이 요구되며, 대부분의 1단 역전 금형의 경우 제작 가능 제품수가 100-200여 개 정도로 금형의 수명이 매우 제한적이다. 대표적인 1단 역전 공 정으로는 케스트 에폭시 툴링(Cast Epoxy Tooling), 화 학적 접착 세라믹 툴링(Chemically Bonded Ceramic Tooling), 케스트 고무 툴링(Cast Rubber Tooling), 금 속 분사 툴링(Spray Metal Tooling), 전기 주조 툴링 (Electroformed Tooling), 실리콘 고무 툴링(Silicon Rubber Tooling) 등이 있다. 1단 역전 공정 중 상온 가
구분 장점 단점
Single reverse
Double reverse
Triple reverse
주요 특징
•금형 제작을 위한 3차원 프린팅 된 마스 터 패턴이 필요함.
•분리면 블록(Parting line block)이 요구 됨.
•상/하 금형 제작을 위한 각각의 3차원 프 린팅 된 마스터 패턴이 필요함.
•금형을 만들기 위해 중간 금형(Cast reverse)이 필요함.
•1차 모형 금형(Dummy mold)를 제작하 기 위한 1단 역전 공정이 필요함.
•1차 모형 금형을 사용하여 2단 역전 공정 으로 상/하형 금형을 각각 제작함.
•금형을 만들기 위해 상/하 금형에 대한 중 간 금형(Cast reverse)이 각각 필요함.
•우수한 정밀도
•빠른 제작성
•우수한 분리면 매칭
•1단 역전 금형 보 다 내구성이 우수 한 재료를 사용할 수 있음.
•내구성이 우수한 금형을 제작할 수 있음.
•분리면 블록 제작을 위한 기술이 요 구됨.
•분리면 결정을 위한 지식이 요구됨.
•수명이 제한적임.
•상/하 금형 각각에 대한 CAD 모델 과 마스터 패턴이 필요함.
•다중 주조 시 비용이 많이 소요됨.
•추가적인 역전에 의하여 정밀도가 감 소함.
•초기 형상 대비 금형 형상의 변형이 발생할 수 있음.
•분리면을 맞추기 위한 추가적인 작업 이 필요함.
•케스트 에폭시 툴링
•화학적 접착 세라믹 툴링
•케스트 고무 툴링
•금속 분사 툴링
•전기 주조 툴링
•실리콘 고무 툴링
•퀵케스트 툴링
•케스트 커크사이트/
알루미늄 툴링
•쇼우 공정
•켈툴 공정 주요 공정 표 1간접식 쾌속 툴링 방식을 이용한 금형 제작 방법 및 특징
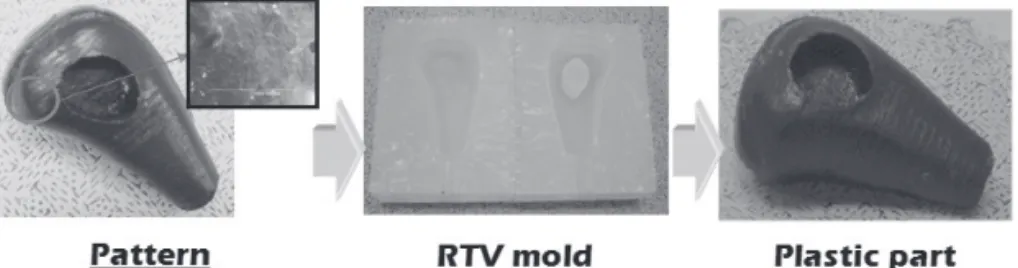
황 현상(RTV: Room Temperature Vulcanization)을 이 용한 실리콘 진공 주형 금형(Silicon Vacuum Mould)은 100-200개 정도의 플라스틱 제품을 생산할 수 있으며, 최대 자동차 범퍼 크기의 플라스틱 제품을 제작한 예가 보고되고 있다. RTV 실리콘 툴링 공정의 경우 3차원 프 린터로 제작된 마스터 패턴이 있으면 거의 24시간 내에 실리콘 금형을 제작할 수 있다. 이 실리콘 금형을 진공 로에 넣고 플라스틱 재료를 금형 내부로 삽입하면 실리 콘 금형 내부의 진공압에 의하여 플라스틱 재료가 금형 의 케비티 내를 채우게 되고, 일정 시간 경화를 시키면 플라스틱 제품을 제작할 수 있다.
2단 역전 공정에서는 상/하 금형에 대한 마스터 패턴 을 각각 제작한 후, 각각의 마스터 패턴 위에 중간 금형 (Cast Reverse) 재료를 부어 상/하 금형에 대한 중간 금 형을 각각 제작한다. 그 후 각각의 금형 형상에 대한 마 스터 패턴을 제거하고 각각의 중간 금형들을 역전시킨 다. 최종적으로 각각의 중간 금형 상부에 최종 금형 재 료를 부어서 상/하형의 금형을 제작한다. 2단 역전 공 정의 주요특징은 상/하 금형 제작을 위한 2개의 3차원 프린팅된 마스터 패턴과 2개의 중간 금형들이 요구되는 것이다. 2단 역전 공정은 1단 역전 금형보다 내구성이 우수한 재료를 최종 금형에 적용할 수 있어 금형의 내 구성을 증가시킬 수 있는 장점을 가지고 있다. 그러나 상/하 금형 각각에 대한 CAD 모델과 마스터 패턴이 요 구되고 1차 주조 시는 비용이 다소 저렴한 편이다. 다중 주조 시 비용이 많이 소요되는 단점을 가지고 있다. 대 표적인 2단 역전 공정으로는 퀵케스트 툴링(Qucikcast Tooling) 공정을 들 수 있다.
3단 역전 공정은 상/하 금형에 대 한 1차 모형 금형(Dummy Mold)을 제작하기 위한 1단 역전 공정과 상/
하 금형 각각을 제작하기 위한 2단 역전 공정으로 구성된다. 상/하 금 형에 대한 1차 모형 금형을 제작하 기 위한 1단 역전 공정에서는 마스 터 패턴으로부터 분리면 블록을 제작하고, 이 분리면 블록에 마스터 패턴을 삽입한다. 그 후, 분리면 블록과 마스터 패턴 상부에 1차 모형 금형 재료를 부어서 한 쪽 면 1차 모형 금형을 제작한다. 분리면 블록을 제거하고 마스터 패턴이 삽입되어 있는 반쪽의 1차 모형 금형 상 부에 1차 모형 금형 재료를 다시 부어서 상/하 금형에 대한 1차 모형 금형을 제작한다. 상/하 금형에 대한 각 각의 1차 모형 금형들의 상부에 중간 금형 재료를 부어 서 상/하 금형의 중간 금형을 제작한다. 그 후, 중간 금 형을 역전시키고 중간 금형 상부에 최종 금형 재료를 부어서 최종적인 상/하 금형을 독립적으로 제작한다. 3 단 역전 공정의 주요 특징은 상/하 금형에 대한 1차 모 형 금형들과 1차 모형 금형들을 이용한 상/하 금형에 대 한 중간 금형이 제작되는 것이다. 3단 역전 공정에서는 계속되는 역전 공정을 통하여 금형 재료를 내구성이 우 수한 재료로 변경시킬 수 있어, 금형의 내구성을 현저 히 증가시킬 수 있는 장점이 있다. 그러나 추가적인 역 전 공정들에 의하여 금형의 형상 정밀도가 감소할 수 있으며, 금형의 변형이 발생할 수도 있다. 또한, 반복되 는 역전 과정 중에서 분리면을 맞추기 위한 추가적인 작업이 요구되는 단점이 있다. 대표적이 3단 역전 공정 으 로 는 케 스 트 커 크 사 이 트 /알 루 미 늄 툴 링 (Cast Kirksite/ Aluminum Tooling) 공정, 쇼 공정(Shaw Process), 켈툴 공정(Ketl-Tool Process) 등이 있다. 그림 5는 3단 역전 공정 중 한 가지 방법으로 조선대학교에 서 연구를 수행한 RTV 실리콘 몰딩과 정밀 주조 공정을 혼합한 알루미늄 금형 제작 공정이다.
그림 4상온 가황 실리콘 고무 툴링 공정 예(한국, KAIST)
직접식 쾌속 툴링 기술을 이용한 금형 제작
직접식 쾌속 툴링 방식에서는 3차원 형상 에 대한 적층 경로에 따라 고에너지 열원으 로 금속 재료를 직접 절단 및 적층, 소결, 클 레딩, 융착하여 금형을 직접 제작한다. 그 러므로 간접식 금형 제작 방식에서 소요되 었던 패턴의 제작과 이 패턴을 이용한 역전 공정에 소요되는 시간과 비용이 소요되지 않는다. 그림 6은 금형 제작에 적용된 직접 식 쾌속 툴링 공정들을 기반 공정별로 분류 하여 나타내었다. 적층부 표면의 측면 단차 (Stair Step)가 발생과 적층부의 수축 및 내 부 잔류응력에 의한 금형 후변형 등에 의하 여 직접식 쾌속 툴링 공정으로 제작된 금형 을 실제 제품 생산에 적용하기 위해서는 금 형면의 후가공(Post-processing)이 필수적 으로 요구된다. 또한, 직접식 툴링 공정으 로 금형 전체를 제작할 경우, 기계가공으로 금형을 제작하는 시간보다 제작시간이 증 가하게 된다. 이러한 문제점들을 해결하기 위해서 금형의 기저부는 기계가공으로 생 성하고 기능성을 가진 금형 형상부는 직접 식 쾌속툴링 공정으로 적층한 후, 금형면의 최종 형상은 후가공 공정을 이용하여 생성 하는 하이브리드 쾌속툴링(Hybrid Rapid
Tooling) 공정에 대한 연구가 폭넓게 진행되고 있다.
하이브리드 쾌속툴링 공정이 개발된 초기에는 이 공 정을 이용하여 박판성형 금형 및 사출성형 금형을 직접 제작하는 연구가 많이 수행되었다. 그러나 최근의 하이 브리드 쾌속툴링 공정이 사출성형 금형에 적용 예는 그 림 7과 같은 형상적응형 냉각채널(Conformal cooling channels)을 가진 균일 냉각 사출성형 금형과 경사기능 재료(FGM: Functionally Graded Material) 개념을 이용
한 균일/고속 냉각 금형인 열전도 사출성형 금형 (Thermal Conductive Mould)을 들 수 있다. 이 금형들 의 경우 균일 냉각을 통하여 사출성형 제품의 변형을 최소화하고 냉각 시간 감소를 통한 사출성형 공정의 생 산성 향상을 도모할 수 있다. 하이브리드 쾌속툴링 공 정이 박판성형 금형에 적용된 예는 핫 스템핑(Hot Stamping) 금형의 균일/고속 냉각을 유도하기 위한 형 상적응형 냉각채널을 가진 핫 스템핑 금형, 고장력 강
그림 53단 역전 공정 예(한국, 조선대학교)
그림 6직접식 쾌속 툴링 공정의 분류
그림 7형상적응형 냉각채널을 가진 사출성형 금형과 열전도성 금형 예(한국, 조선대학교)
판의 성형용 박판성형 금형의 수명향상을 위한 하드페 이싱된 박판 성형 금형 및 기존 금형의 국부적 형상 변 화를 통한 중/대형 금형의 재생산(Remanufacturing) 등 이 있다. 열간단조/열간압출등 열간 체적 성형 금형과 다이케스팅 금형 분야에 공동으로 적용할 수 있는 하이 브리드 쾌속툴링 공정 기술은 그림 8과 같은 열간 체적 금형과 다이케스팅 금형의 고온 수명을 향상시킬 수 있 는 하드페이싱 기술을 들 수 있다. 하이브리드 쾌속툴 링 공정이 사출성형 금형, 박판 성형 금형, 체적 성형 금 형 및 다이케스팅 금형에 모두 적용될 수 있는 응용 기 술로는 금형 보수(Restoration) 기술이 있다.
맺음말
플라스틱 재료를 이용한 3차원 프린팅 기술은 역전 공정을 기반으로 한 간접식 쾌속툴링 공정을 이용하여 금형 제작에 적용될 수 있다. 간접식 쾌속 툴링 공정은 1단 역전, 2단 역전 및 3단 역전으로 분류할 수 있으며, 역전 횟수가 증가할수록 제품/금형의 정밀도는 감소하 나 금형의 내구성을 증가시킬 수 있다. 금속/초합금 등 의 재료를 사용하여 3차원 프린팅 공정으로 기능성 제 품/금형을 제작하는 직접식 쾌속툴링 공정을 금형 제작 에 적용할 경우, 간접식 금형 제작 방식에서 소요되었 던 패턴의 제작과 이 패턴을 이용한 역전 공정에 소요 되는 시간과 비용이 거의 소요되지 않는다. 이러한 이 유로 직접식 쾌속툴링 공정의 경우 추후 활발한 적용이 예상된다. 또한 직접식 쾌속툴링 공정을 이용할 경우 형상적응형 냉각채널을 가진 균일 냉각 사출성형 금형, 균일/고속 냉각 금형인 열전도 사출성형 금형 및 균일/
고속 냉각 특성을 가진 핫 스템핑 금형의 제작과 금형 재생산 및 금형 보수 등을 수행할 수 있다. 추후 직접식 쾌속툴링 공정의 금형 분야 적용 기술의 경우 금형의 기능성, 생산성 및 내구성을 향상과 관련된 연구 개발 이 지속될 것으로 사료된다.
그림 8하드페이싱이 적용된 금형 예(한국, 조선대학교)