활엽수 표백 크라프트 펄프 대체용 바가스 펄프의 배합비에 따른 수초지의 강도 특성 변화
장동욱·박종문
1†접수일(2017년 1월 13일), 수정일(2017년 1월 25일), 채택일(2017년 2월 1일)
Changes of Handsheet’s Physical Properties depending on Mixing Ratio of Bagasse Pulp for Replacement of Hardwood Bleached Kraft Pulp
Dong-Wook Jang and Jong-Moon Park
1†Received January 13, 2017; Received in revised form January 25, 2017; Accepted February 1, 2017
ABSTRACT
About 80% of pulp is imported from abroad which is used in most of paper mills in Ko- rea. In order to reduce production cost, abundant non-woody pulps attracts interest to papermaker when it has high quality with low price. Bagasse pulp has high brightness with low price among non-woody pulps. Bagasse pulp is widely used to produce news- print, printing paper, and paperboard in subtropic and tropical countries. Bagasse pulp has short fiber length, thick fiber width, and high fines content. In order to replace hardwood bleached kraft pulp (Hw-BKP) efficiently, handsheet’s physical properties de- pending on bagasse pulp mixing ratios were analyzed. When the bagasse pulp mixing ratio was increased, breaking length, stretch, folding endurance, tear strength, and stiffness of handsheets were decreased. Therefore the mixing ratio of the bagasse pulp up to 10-15% was considered proper to replace Hw-BKP.
Keywords: Bagasse pulp, non-woody pulp, refining, hardwood bleached kraft pulp
• 삼화제지 연구소(415-14, Osangajaro, Oksan-myeon, Heungdeok-gu, Cheongju-si, Chungbuk, 28101, Korea)
1 충북대학교 목재·종이과학과(Dept. of Wood and Paper Science, Chungbuk National University, Chungbuk, 28644, Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2017.02.49.1.3
1. 서 론
현대의 제지 공장에서는 대부분 종이 생산 시 침엽수 표백 크라프트 펄프(Softwood bleached kraft pulp, Sw-BKP)와 활엽수 표백 크라프트 펄프(Hardwood bleached kraft pulp, Hw-BKP)를 사용한다. 강도가 높은 종이를 생산하고자 할 때, 섬유 자체의 강도가 큰 Sw-BKP를 사용하고, 지합과 평활도가 우수한 종이를 생산하고자 할 때 Hw-BKP를 사용하되, 흔히 두 펄프 의 장단점을 고려하여 서로 배합하여 사용하고 있다.
1)현재 지류제품 생산을 위해 국내에서 사용하는 대부분 의 펄프는 80% 이상 해외에서 수입하고 있으며, 국제 펄프 가격이 예측 불가능하기 때문에 제지 업계에서 예 의 주시하고 있다. 따라서 국제 펄프 가격의 변화에 능 동적으로 대처하고, 종이 생산 원가를 줄이면서도, 기존 에 생산 중인 제품과 유사한 특성을 가진 제품을 생산할 수 있는 대체 가능한 제지용 섬유의 발굴을 위해 많은 노력을 쏟고 있다. 따라서 목재 펄프의 대체 섬유인 신 규 비목재 섬유에 많은 관심을 보이고 있으며, 그중 대 표적으로 사탕수수로부터 얻는 바가스 펄프가 있다.
바가스 펄프는 열대 또는 아열대 기후인 국가에서 인 쇄용지와 위생용지, 신문용지 그리고 포장용지를 생산할 때 널리 사용한다. 바가스 펄프는 사탕수수를 정제하고 남은 잔여물을 이용하기 때문에 목재 펄프에 비해 가격 이 저렴하며, 여러 비목재 펄프와 달리 백색도가 우수하 고 생산량이 높아 안정적인 공급이 가능하다는 장점이 있다.
2)또한, 섬유장이 Hw-BKP와 유사하고 섬유폭이 보다 넓은 특성을 보여 Hw-BKP의 대체 가능성도 가지
고 있다. 그러나, 국내에는 Hw-BKP를 대체하여 바가 스 펄프를 일정량 배합하였을 때, 바가스 펄프가 종이 생산 원료로서 적절한지에 대한 연구는 아직 부족하다.
따라서 본 연구에서는 인쇄용지 생산 시 펄프 배합비 측 면에서 Hw-BKP 대신 일정량을 바가스 펄프로 대체했 을 때 변화하는 수초지의 강도적 특성을 분석하였다.
2. 재료 및 방법
2.1 공시 재료
국내 제지회사에서 사용하는 Sw-BKP, Hw-BKP와 해외에서 수입한 바가스 소다 펄프를 사용하였다. 각 펄 프의 특성을 Table 1
3)에 나타냈다.
2.2 실험 방법
2.2.1 지료의 조성Sw-BKP, Hw-BKP와 바가스 소다 펄프를 Table 2
3)와 같이 일정 비율로 혼합했으며, 실험실용 Valley beat- er를 이용하여 고해 하중 5.6 kg
f에서 여수도 400 mL C.S.F.까지 고해했다.
2.2.2 섬유 특성 분석
Table 2와 같이 Sw-BKP, Hw-BKP와 바가스 소다 펄 프를 배합한 지료의 초기 여수도로부터 200 mL C.S.F.까 지 고해할 때, 여수도 100 mL C.S.F. 간격으로 각 단계에 서 지료의 섬유장, 섬유폭과 미세분 함량을 섬유분석기 (Kajaani Fiber Lab V.3)로 분석하였다.
Table 1. Characteristics of Sw-BKP, Hw-BKP and bagasse soda pulp
Pulps Fiber length (mm) Fiber width (μm) Fines contents (%)
Sw-BKP 2.48 27.7 1.81
Hw-BKP 0.68 16.1 2.56
Bagasse soda pulp 0.80 23.1 10.5
Table 2. Refining method and mixing ratio of pulps
Refining Method Sw-BKP (%) Hw-BKP (%) Bagasse pulp (%)
Mixed 30 (108 g)
70 (252 g) 0 (0 g)
60 (224 g) 10 (36 g)
50 (108 g) 20 (72 g)
40 (156 g) 30 (96 g)
2.2.3 수초지 제작
Table 2의 배합비로 조성한 각각의 펄프 지료를 여수 도 400 mL C.S.F.까지 고해하고 지료 농도 0.5%로 희 석한 뒤, 200 cm
2의 실험실용 원형 수초지기를 이용하 여 평량 75 g/m
2의 수초지를 제작하였다.
2.2.4 수초지 특성 분석
제작한 수초지의 강도적 특성을 분석하기 위해 열단장 과 신장률(TAPPI standard T 220 sp-96), 내절도 (TAPPI standard T 511 om-02), 인열강도(TAPPI standard T 414), 강직성(TAPPI standard T 556), 겉 보기밀도를 측정했다.
3. 결과 및 고찰
3.1 펄프 배합비 변화에 따른 여수도 변화 분석
고해시간이 경과함에 따라 여수도의 변화를 Fig. 1에 나 타냈다. 지료의 초기 여수도는 바가스 소다 펄프 배합비 증 가에 따라 큰 변화는 없었다. 그러나 고해 시간의 경과에 따라 여수도 200 mL C.S.F.까지 도달하는 시간은 바가스 소다 펄프의 배합비가 10%일 때 6분, 20%일 때 7분, 30%
일 때 약 10분 가까이 감소하는 것을 확인할 수 있었다.
이는 바가스 소다 펄프가 Sw-BKP와 Hw-BKP에 비 하여 섬유의 조도가 낮으며
4), 이에 따라 고해 처리에 섬 유가 저항하는 성질이 감소해 고해 시 유리하기 때문으 로 판단되었고, 바가스 펄프의 배합비가 증가할수록 200 mL C.S.F.까지 도달하는데 소요되는 고해 시간은 점차 감소하였다.
3.2 섬유 특성 분석
각각의 펄프를 일정한 비율로 배합하고 200 mL C.
S.F.까지 고해한 후 섬유장, 섬유폭, 미세분 함량을 분 석한
3)바가 있었다. 섬유장은 Hw-BKP를 대체한 바가 스 소다 펄프 투입량이 증가해도 큰 변화를 볼 수 없었 는데, 이는 바가스 소다 펄프의 섬유장이 Hw-BKP와 유사하며 섬유폭은 넓고, 섬유의 세포벽이 얇은 특성
5)을 갖기 때문으로 판단됐다.
따라서 Hw-BKP와 바가스 소다 펄프의 섬유장이 서 로 유사해 Hw-BKP를 대체한 바가스 소다 펄프의 투입 량이 증가하여도 지료 내 평균 섬유장의 변화가 거의 없 는 것으로 판단됐다. 섬유폭과 미세분 함량은 바가스 소 다 펄프 투입량 증가하면 비례적으로 증가하였고, 이는 Hw-BKP보다 넓은 섬유폭과 고해에 대한 저항성이 낮 아서 많은 미세분을 발생시키기 때문으로 판단됐다.
3.3 수초지 특성
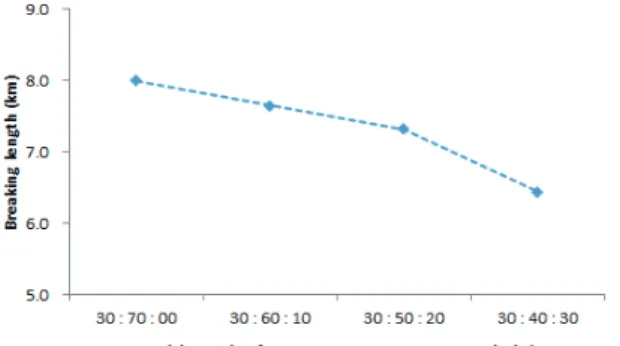
3.3.1 열단장열단장은 섬유 자체의 강도와 섬유 간 결합력이 중요 한 요소이며, 섬유 간 결합력은 섬유의 외부·내부 피브 릴화에 의한 섬유 간의 결합 면적의 변화, 단위 결합 면 적 당 결합 강도, 섬유의 유연성, 섬유장 등 여러 섬유 특성에 영향을 받는다. 펄프의 배합비를 변화시키고 400 mL C.S.F.까지 고해하여 수초지를 제조하고 열단 장을 측정한 결과를 Fig. 2에 나타냈다.
Fig. 2에서 열단장은 Hw-BKP를 대체한 바가스 소다 펄프의 투입량이 증가하면 점차 감소했다. 이는 Table 1 에서 보는 바와 같이 바가스 소다 펄프는 짧고 섬유장에 비해 섬유폭이 넓은 구조의 섬유 특성을 갖기 때문에 섬
Fig. 1. Freeness changes depending on refin- ing time and pulp mixing ratios.
Fig. 2. Breaking length depending on mixing
ratios of pulps.
유의 유연성이 저하되고 섬유 간 결합의 감소를 야기하 기 때문으로 판단됐다.
3.3.2 신장률
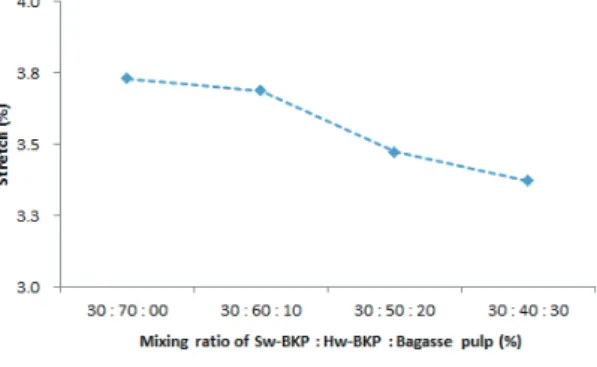
신장률은 종이가 늘어나는 성질로 인장강도와 열단장 에 반비례하는 특성을 가진다. 또한, 종이의 신장률은 펄프 내의 섬유가 고해 시 고해 처리에 의해 파괴될 때 급격하게 저하되었다.
6)펄프의 배합비를 변화시키고 수 초지의 신장률을 측정한 결과를 Fig. 3에 나타냈다.
수초지의 신장률은 Fig. 3에서 보는 바와 같이 바가스 소다 펄프 투입량이 증가할 때 감소했다. 이는 열단장의 경우와 유사하게 바가스 펄프 섬유 특성에 의해 섬유 간 결합력의 저하와 섬유의 유연성이 기존 Hw-BKP보다 떨어지기 때문으로 판단됐다. 일반적으로 볼 때 펄프 섬 유를 고해하면, 섬유간 결합이 증가하고, 인장강도가 증 가하면서, 신장률은 감소하는 경향을 가진다. 그러나 상 대적으로 Sw-BKP와 Hw-BKP보다 약한 바가스 소다 펄프 배합비를 증가시켰기 때문에, 인장강도가 하락하고
동시에 신장률도 하락하는 것으로 판단됐다.
3.3.3 내절도
내절도는 종이의 강도가 크고, 섬유의 유연성이 우수 할수록 상승하는 특성으로 펄프 섬유가 가지는 고유 섬 유의 강도와 섬유 길이에도 영향을 받았다.
7)펄프의 배 합비를 변화시키고 고해를 실시했을 때 수초지의 내절도 를 측정한 결과를 Fig. 4에 나타냈다. Fig. 4에서 내절 도는 바가스 소다 펄프 투입량이 증가할 때 감소했다.
이는 바가스 소다 펄프 섬유의 조도가 일반적으로 알려 져 있는 바와 같이 목재 펄프보다 낮고 섬유의 고유 강 도가 낮고, 또한 이전 연구의 결과
3)와 같이 섬유장이 짧 은 동시에 넓은 섬유폭을 가져 섬유의 유연성이 저하되 기 때문으로 판단됐다.
3.3.4 인열강도
인열강도는 종이가 찢어질 때 견디는 힘을 나타내는 것으로써, 내절도와 유사하게 섬유가 갖는 섬유의 고유 강도와 유연성이 클수록 증가하며, 섬유 간 결합력이 클 수록 초기에는 증가하나 그 후에는 악영향을 끼치는 강 도이다.
8)펄프의 배합비를 변화시키고 고해를 실시했을 때 수초 지의 인열강도를 Fig. 5에 나타냈다. Fig. 5에서 보는 바와 같이, 바가스 소다 펄프 배합비를 증가했을 때 인 열강도가 감소하였는데, 이는 앞에서 언급한 열단장, 신 장률, 내절도와 동일한 경향을 나타냈다. 인열강도가 낮 아지는 이유는 바가스 소다 펄프 섬유의 짧고 섬유장에 비해 섬유폭이 넓은 특성에 의한 섬유의 유연성의 저하 와 섬유 간 결합의 저하에 의한 결과로 판단됐다.
Fig. 3. Stretch depending on mixing ratios of pulp.
Fig. 4. Folding endurance depending on mix- ing ratios of pulp.
Fig. 5. Tear strength depending on mixing
ratios of pulp.
3.3.5 강직성(Stiffness)
강직성은 종이의 빳빳한 정도를 말하며, 그라비아 또 는 활판 인쇄보다 평판 옵셋 인쇄에서 중요한 특성 중 하나이며, 각각의 펄프 섬유가 가지는 섬유의 고유 강도 가 큰 영향을 미치는 결과를 보였다.
9,10)펄프의 배합비를 변화시키고 고해를 실시했을 때 수초 지의 강직성을 Fig. 6에 나타냈다. Fig. 6에서 바가스 소다 펄프 배합비를 증가했을 때 종이의 강직성이 감소 했는데, 이는 바가스 소다 펄프의 섬유 특성에 기인한 결과로 보였다. 섬유의 강직성보다 섬유간 결합과 종이 의 두께가 종이의 강직성에 더 중요한 영향을 끼치는 것 으로 알려져 있으므로, 그들의 영향에 대한 추가적인 연 구가 필요할 것으로 판단됐다. 강직성은 Figs. 2-5의 열 단장, 신장률, 내절도와 인열강도와 다르게 종이를 파괴 하기 위해 가해지는 외력이 잡아당기거나 찢는 큰 힘이 아니고, 바가스 소다 펄프 자체가 빳빳한 특성을 가지기 때문에 투입량 증가에 따른 강직성의 감소폭은 미미하게 나타난 것으로 판단됐다.
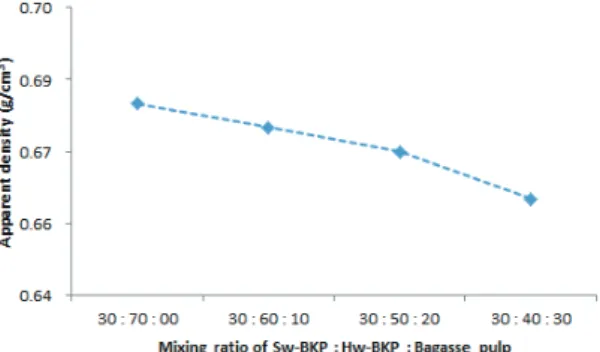
3.3.6 겉보기밀도