서브-밀리미터 직경의 카테터 표면 위 금속 마이크로 와이어 접착 공정
조우성·서정민·김택수† 한국과학기술원 기계공학과
Manufacturing of Metal Micro-wire Interconnection on Submillimeter Diameter Catheter
Woosung Jo, Jeongmin Seo, and Taek-Soo Kim†
Department of Mechanical Engineering, Korea Advanced Institute of Science and Technology (KAIST), 291, Daehak-ro, Yuseong-gu, Daejeon 34141, Korea
(Received March 15, 2017: Corrected April 23, 2017: Accepted June 2, 2017)
초 록: 본 논문에서는 서브 밀리미터 직경의 카테터 표면 위에 금속 마이크로 와이어를 접착하는 공정을 연구하였다.
최근 유연 전자 디바이스 분야는 유연한 평면 폴리머 기판과 그 기판 위의 마이크로 전극 공정이 계속해서 연구되고 있다.
하지만, 의료 분야에서는 카테터와 같이 곡면을 가진 기판이 중요하다. 특히 카테터 중에서도 여러 한계점을 가진 뇌혈관 수 술을 개선하기 위한 서브 밀리미터의 직경을 가진 조향 가능한 카테터의 중요성이 대두되고 있다. 이러한 카테터를 구현하 기 위해 조향을 위한 엑추에이터들은 연구가 되고 있지만 이를 구동하기 위한 배선 연구는 진행된 바가 없다. 그러므로 본 연구에서는 이러한 서브 밀리미터 카테터 위에 마이크로 금속 와이어를 접착하는 공정을 개발하였다. 적합한 지그를 설계 함으로써 마이크로 와이어를 서브 밀리미터 직경의 카테터에 정렬한다. 그리고 자외선 경화 시스템과 상용품을 이용하여 공정 시간 및 공정 비용을 감소시켰다. 상용품으로 골드 마이크로 와이어, 자외선 경화 에폭시, 자외선 램프 그리고 서브 밀리미터 카테터를 이용하였다. 공정 후 카테터는 광학 현미경, 저항 측정기, 만능 시험기를 통해 분석하였다.
Abstract: In this paper, we investigated a manufacturing process of metal micro-wire interconnection on submillimeter diameter catheter. Over the years, flexible electronic researches have focused on flexible plane polymer substrate and micro electrode manufacturing on its surface. However, a curved polymer substrate, such as catheter, is very important for medical application. Among many catheters, importance of submillimeter diameter steerable catheter is increasing to resolve the several limitations of neurosurgery. Steering actuators have been researched for realizing the steerable catheter, but there is no research about practical wiring for driving these actuators. Therefore we developed a new manufacturing process for metal micro-wire interconnection on submillimeter diameter catheter. We designed custom jigs for alignment of the metal micro-wires on the submillimeter diameter catheter. An UV curing system and commercial products were used to reduce the manufacturing time and cost; Au micro-wire, UV curable epoxy, UV lamp, and submillimeter diameter catheter. The assembled catheter was characterized by using an optical microscope, a resistance meter, and a universal testing machine.
Keywords: Submillimeter diameter, Steerable catheter, Wiring, Metal micro-wire, UV curing system
1. 서 론
최근 전자 디바이스 분야에서는 유연한 디스플레이, 패 키징 그리고 센서 등의 연구가 주목 받고 있다.1) 따라서 평면 형태의 유연기판 및 유연전극 관련하여 공정3-5)과 정확한 기계적 물성 평가2,6) 등이 연구되고 있다. 하지만
이러한 평면 형태의 유연기판 이외에도 곡면을 가진 유 연기판의 수요 또한 증가하고 있다. 의료기기 분야에서 는 현재 최소 침습 수술7-9) (Minimally Invasive Surgery) 개 념이 각광 받으면서 이를 구현하기 위해 다빈치와 같은 수술로봇7,8) 분야뿐만 아니라 미세 엑추에이터9-12) 또한 연구가 진행되고 있다. 이와 같은 미세 엑추에이터로
†
Corresponding author E-mail: [email protected]
© 2017, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is
properly cited.
Shape Memory Polymer (SMP)9,10), Electroactive Polymer (EAP)11,12)가 대표적으로 연구되고 있으며 이러한 폴리머 기반의 엑추에이터는 기존의 기계적 설계 기반으로 제작 된 엑추에이터에 비해 작고 형상을 자유롭게 만들 수 있 다는 점에서 주목 받고 있다. 따라서 이러한 미세 엑추에 이터의 의료기기 활용으로 뇌혈관 속을 움직이는 조향 가 능한 카테터(steerable catheter) 를 주목하고 있다. 이러한 카테터는 길이가 1 m 이상인 서브 밀리미터의 직경을 가 진 폴리머 튜브이고 조향 가능한 길이 수 mm의 엑추에 이터가 카테터의 시작점에 부착되어 구동한다. 따라서 엑 추에이터가 구동을 하기 위해서는 전기적 신호를 전달해 줄 배선이 필요하다. 현재 일반적으로 사용되고 있는 폴 리머 기판 위 전극 생성 혹은 접합 공정은 박막 증착, 프 린팅, 초음파 용접 등이 있다. 박막 증착 공정은 웨이퍼 크기 및 평면 형태의 기판에 최적화 되어 있으며, 곡면을 가진 기판에도 적용하는 연구17)가 진행되고 있지만 카테 터와 같이 단면적 대비 길이가 긴 형태에는 적합하지 않 다. 전도성 잉크를 이용한 프린팅 공정 같은 경우 기판의 형태에 구애 받지 않는 장점이 있지만, 공정 후 잉크의 성 능 개선을 위해 sintering 공정이 필요하다. 이러한 공정은 일반적으로 200oC 내외인데 카테터를 이루고 있는 폴리 머의 녹는점이 130~170oC 이므로 카테터에 열손상을 줄 수 있다. 그리고 프린팅 공정에서 가장 많이 사용되고 있 는 실버 페이스트와 같은 경우 실버 나노 파티클이 인체 에 유해하기 때문에 이러한 의료기기에 적합하지 않다.18) 또한 마이크로 와이어를 배선하는 와이어 본딩과 같은 초 음파 용접 같은 경우 기판이 딱딱해야 접합을 시킬 수 있 기 때문에 유연한 카테터에는 적용하기 어렵다.
이러한 기존 공정의 한계들을 극복하기 위해 본 논문 에서는 자외선 (UV) 경화 시스템16)을 이용하여 공정시간 을 줄이고 카테터에 손상을 줄 수 있는 열 공정을 제외하 였다. 이러한 자외선 경화 공정은 박막 증착 공정처럼 진 공을 만들기 위한 시간이 필요 없으며, 프린팅 공정에서 잉크의 성능 개선을 위한 추가적인 sintering 공정 시간이 필요 없이 바로 접착제 경화만이 필요하기에 공정시간을 단축할 수 있었다. 또한 카테터와 같이 매우 긴 기판의 공 정에 적합한 배선의 재료로 골드 마이크로 와이어를 이 용하고 이를 통해 카테터의 두께 증가를 최소화 시키면 서 생체적합성(biocompatibility)을 유지하였다. 마지막으 로 마이크로 와이어를 카테터에 정렬하는 지그 및 자외 선 경화 접착제를 마이크로 와이어에 코팅을 하는 지그 를 설계하였다. 이를 통해 매우 긴 길이의 카테터 위에 골 드 마이크로 와이어를 박리 없이 선형으로 잘 접착 시킬 수 있었다. 이러한 공정 신뢰성은 어느 제품에서나 중요 하지만 특히 카테터와 같은 경우 혈류에 노출되기 때문 에 박리 지점이 생기면 이로 인해 배선 전체가 박리가 될 수 있어 공정 신뢰성이 매우 중요하다. 그리고 카테터는 매우 길기 때문에 최대한 배선의 선형을 유지하여 배선 의 저항을 줄여야 한다. 공정 후 결과는 광학 현미경, 저
항 측정기, 만능 시험기를 이용하여 분석하였다.
2. 실험 방법 2.1. 재료 선정
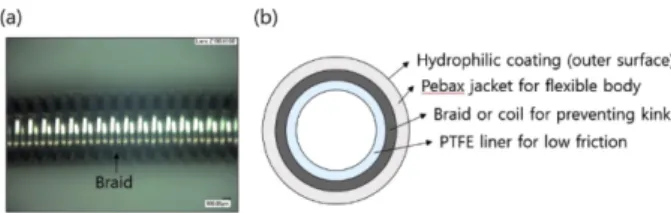
마이크로 와이어로 15, 25 μm 골드 와이어(MK Electron), 자외선 경화 접착제로 자외선 경화 에폭시(OG 142-112, EPO-TEK), 자외선 램프(VL-6.LC, VILBER LOURMAT), 서브 밀리미터 카테터로 뇌혈관 수술용 카테터(XT-27, Stryker)를 이용하였다. 카테터의 형상 및 구성과 같은 경 우 Fig. 1에 나타내었다. 카테터의 가장 안쪽에는 PTFE 덧대가 존재하여 수술도구와의 마찰을 줄여주며 중간에 금속으로 이루어진 braid 혹은 coil을 이용하여 카테터의 kink 현상을 방지해준다. 또한 Pebax 폴리머를 사용하여 카테터의 유연한 굽힘 특성을 확보하고 최외곽 면에는 친 수성 코팅을 하여 혈관 속에서 움직일 시 마찰을 줄인다.
2.2. 마이크로 와이어 코팅 및 정렬 지그 제작
골드 마이크로 와이어에 자외선 경화 접착제를 코팅하 기 위해 제작된 지그를 Fig. 2에 나타내었다. 네 개의 마 이크로 와이어를 독립적으로 코팅을 하며 접착제가 카테 터에 추가로 코팅되지 않도록 카테터가 따로 지나가는 구 멍을 만든다. 또한 마이크로 와이어 특성 상 미세 구멍을 관통하는 것이 어렵다. 따라서 지그를 upper part와 lower part 같이 두 개의 파트로 나누어 각각의 접착제 용기에 개방된 공간을 만들어 와이어를 그 공간을 통해 지그에 올려 놓는다. 카테터와 같은 경우 지그에 장착 시, 공정 의 용이성을 위해 금속 막대를 카테터 속으로 끼워 카테 터의 직진도를 향상시킨다. 이와 같이 먼저 접착제로 와 이어를 코팅하는 이유는 추후 와이어를 정렬 지그에 장 착 시 핸들링을 용이하게 해주며 와이어가 다른 표면에 Fig. 1. (a) Optical image of catheter, (b) Schematic of catheter.
Fig. 2. Solution container for UV adhesive coating.
정전기로 인해 부착되는 것을 방지해준다. 또한 추후 공 정 진행 도중 접착제의 점성이 와이어에 미세한 인장을 주기 때문에 처음에 정렬 지그에 장착해 놓은 위치에서 벗어나지 않도록 도와준다.
네 개의 마이크로 와이어를 카테터 위에 정렬을 도와 주는 지그들을 제작한다. 먼저 Fig. 3(a)는 기계가공을 통 해 마이크로 와이어가 지나가는 길과 카테터가 지나가는 구멍을 제작한 지그이다. 이 때 수평방향의 와이어 같은 경우 미세기계가공을 통해 너비 50 μm, 깊이 50 μm 가이 드를 만들었으며 수직 방향의 와이어의 경우 지그를 조 립 시 150 μm 틈이 생기도록 설계하여 와이어를 정렬한 다. 이와 같은 지그들도 앞선 접착제 코팅 지그와 같이 두 개의 파트로 나누어 제작한다. 다만 수평방향의 와이어 의 경우 가공된 가이드 부분이 수직방향의 가이드 부분 보다 작기 때문에 와이어 장착 시 어려움이 있다. 만일 가 공된 부분에 정확히 장착이 안될 경우 공정 도중 와이어 에 마찰 및 응력이 집중되어 파괴된다. 이를 보완하기 위 해 Fig. 3(b)와 같이 치수 여유를 둔 디자인으로 수정하였 다. 수평방향의 와이어와 같은 경우 lower part의 표면을 카테터의 중심에 위치하게 한 후 와이어를 이 표면 위에 놓으며, upper part와 lower part 사이에 마이크로 와이어 보다 살짝 큰 스페이서를 이용하여 와이어가 압착되지 않 도록 한다. 이 경우 정렬 지그에서 수평방향 와이어가 나 올 경우 와이어와 카테터 간의 접촉이 형성되어 있지 않 다. 그 후 와이어가 카테터에 접촉을 할 수 있도록 압착 용 지그를 만들어 설치한다. 압착용 지그는 실리콘 고무 와 테플론 필름을 이용하여 제작한다. 실리콘 고무를 통 해 응력을 분산시키고 테플론 필름을 이용하여 마찰을 줄 일 수 있도록 하였다. 다만 모든 와이어의 경우 접착제 경 화 전에는 접착제의 점성, 초기 접촉 조건에 영향을 받는 다. 예를 들어 이러한 영향을 가장 많이 받는 와이어의 경 우 밑 방향 와이어인데 접착제의 점성이 낮을 경우 제작 된 지그를 통해 초기 접촉을 형성시키기 어려울 수 있다.
이는 Fig. 3(a)에서 보시다시피 수직방향의 경우 설계 상 너비 방향만을 보정해주고 위 방향 같은 경우 중력에 의
해 지속적으로 카테터와 와이어 간의 초기 접촉을 형성 시키는 반면 밑 방향 같은 경우 접착제의 점성 및 양에 의해 접촉이 형성되기 때문이다. 따라서 접착제의 점성 이 낮을 경우 이 틈으로 유도되는 와이어에 코팅된 접착 제의 양이 작아지고 점성에 의해 접촉되는 힘이 작아지 기 때문에 초기 접촉을 형성 시키지 못할 수 있다. 이와 같은 경우 Fig. 3(b)에서 제작한 압착용 지그를 밑 방향 와 이어가 나오는 입구에 설치하여 수평방향에서 초기 접촉 조건을 보상하는 바와 같이 접촉을 시켜주면 접착제 경화 전 와이어의 박리 현상을 방지할 수 있다. 따라서 추후에 는 이와 같은 방향에 따라 달라질 수 있는 접촉 조건을 통 일시키기 위해 지금과 같은 변위 조절에 따른 접촉 방식 대신에 접촉 힘에 따른 방식으로 개선해 나갈 예정이다.
2.3. 공정 절차
본 논문에서 개발된 공정 시스템의 전체 개요 및 공정 절차를 Fig. 4(a), (b)에 나타내었다. 이 시스템은 와이어의 접착제 코팅 및 카테터 위의 와이어 정렬을 위한 지그, 드 로잉을 위한 선형 엑추에이터 및 롤 그리고 접착제 경화 를 위한 자외선 램프로 이루어져 있다. 또한 Fig. 4(b)에 나타난 공정 절차는 다음과 같다. (#1) 먼저 코팅 지그를 통해 마이크로 와이어를 자외선 경화 접착제로 코팅을 한 다. (#2) 그 다음 카테터를 먼저 롤을 이용하여 압착시켜 고정시켜 준 후 코팅된 네 개의 와이어를 카테터 표면 위 에 정렬한다. (#3) 순간 접착제와 같이 경화시간이 매우 짧은 접착제를 이용하여 네 개의 와이어의 시작 지점을 카테터 표면 위에 고정시킨다. (#4) 그 후 선형 엑추에이 터를 이용하여 카테터를 고정시킨 롤이 장착된 드로잉 플 랫폼을 자외선 램프 길이만큼 당긴 후 (#5) 램프를 통해 약 5 분간 접착제를 경화시킨다. (#6) 경화가 완료된 부 Fig. 3. Jigs for four micro-wire alignment on the submillimeter
catheter; (a) Micro-machined jig, (b) Revised design for two horizontal side micro-wires.
Fig. 4. (a) 3d modeling overview of developed manufacturing system, (b) manufacturing process (1-7).
분을 롤을 회전시켜 뽑으면 경화가 되지 않은 새로운 부 분이 나타나게 된다. (#7) 따라서 다시 약 5분간 자외선 램프를 통해 접착제를 경화시켜 주며 이와 같은 공정 순 서를 반복하여 원하는 길이만큼의 공정을 진행한다.
2.4. 전기적, 기계적 특성 평가
공정 후 네 개의 마이크로 와이어가 접착된 카테터를 광학현미경(VHX-100, KEYENCE), 저항 측정기를 이용 하여 마이크로 와이어의 손상과 와이어 간의 전기적 합 선을 분석하였다.
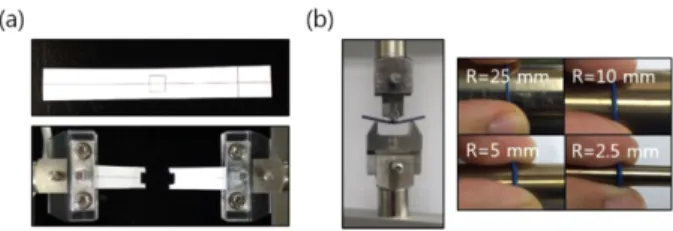
공정에 사용되는 마이크로 와이어의 기계적 인장 물성 과 공정 후 카테터의 굽힘 특성 및 신뢰성을 측정하였다 (Fig. 5). 인장시험과 3점 굽힘 시험은 만능 시험기가 사 용 되었다. 인장시험 시 마이크로 와이어의 정렬 및 시험 기 장착을 위해 종이 프레임을 이용하였고 와이어의 길 이는 43 mm, 와이어 인장 속도는 0.43 mm/min로 인장시 험을 진행하였다.
튜브 형태와 같은 경우 굽힘 시 평판에 비해 단면의 변 형이 크고 공정 후 카테터의 경우 복합재이기 때문에 정 확한 단면의 관성모멘트 값을 정의하기 어렵다. 따라서 굽힘 특성 분석 시 재료의 물성과 기하학적 값을 모두 고 려한 굽힘 강성(bending stiffness) 으로 분석하는 것이 적 합하다. 3점 굽힘 시험을 진행하는 방법은 튜브의 아래 지지대 사이의 가운데에 하중을 가하고, 이 중앙 굽힘량 에 따른 하중의 기울기 P/D를 구한다. 이 때 가운데에 걸 리는 하중에 의해 튜브에 굽힘 모멘트가 발생하고 모멘 트가 가장 큰 최외곽 지점의 응력 및 변형률을 계산하여 굽힘 강성을 구할 수 있다. 이러한 측정에 의해 계산되는 값은 식 (1)~(3)에 정리하였으며 시험 방법은 Fig. 5(b)에 나타내었다.
(1)
(2)
(3)
(탄성계수 E, 단면의 관성모멘트 I, 지지점 거리 L, 하 중 P, 굽힘량 D, 측정 기울기 m)
또한 공정 후 카테터의 굽힘 신뢰성 평가를 위해 파이 프 굽힘 시험을 진행하였다. 굽힘 조건은 Fig. 5(b)와 같 이 2.5, 5, 10, 25 mm 곡률 반경을 가진 금속 파이프를 이 용하였다. 이러한 시험 방법은 금속 파이프에 카테터를 사람의 손으로 인위적인 굽힘을 시킨 후 금속 파이프가 가지고 있는 곡률반경과 카테터의 단면 정보를 이용하여 접착된 골드 와이어에 응력을 가하는 방법이다. 와이어 가 튜브의 중심 축에서 수직방향으로 가장 먼 외곽에 존 재하도록 하여 굽힘 시 최대 인장응력을 받게 하였다. 다 만 이러한 시험은 앞서 언급한 바와 같이 사람의 손으로 굽힘을 가하기 때문에 시험 회수를 통해 이러한 시험 에 러를 최소화시켰다. 굽힘 신뢰성 시험 후 광학 현미경을 통해 마이크로 와이어의 파괴 및 박리 여부를 관찰하였다.
3. 실험결과 및 고찰 3.1. 접합 상태 및 전기적 특성
Fig. 6(a)는 길이 1 m의 서브 밀리미터 카테터 표면 위에 네 개의 25 μm 골드 와이어를 본 공정을 통해 접착 후, 광 학 현미경을 통해 와이어의 접착 상태 및 손상에 대해 분 석한 것이다. 공정 후 골드 마이크로 와이어가 카테터 표 면 위에 손상 없이 제작된 지그를 통해 의도된 정렬로 접 착되어 있음을 확인할 수 있었다. 또한 네 개의 골드 마 이크로 와이어의 저항을 각각 측정하였고, 저항 측정 시 약 45 Ω으로 1 m 길이의 카테터에 합선 및 손상 없이 선 형으로 잘 접착되어 있는 것을 확인하였다. 그리고 15 μm 골드 와이어를 공정에 적용하여 분석하였고 이를 Fig. 6(b) 에 나타냈다. 이와 같은 경우 0.5 m 길이의 카테터를 통 해 보다 작은 와이어의 공정 가능성을 확인하였고 저항 측정 시 약 73 Ω으로 이 또한 본 공정 시스템에 잘 적용 할 수 있는 것을 알 수 있었다.
3.2. 기계적 물성 및 접합 신뢰성
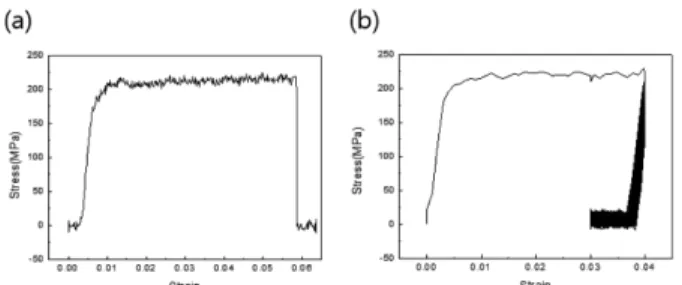
Fig. 7(a), (b)는 각각 공정에 쓰인 25 μm 골드 와이어의
σ Mc ---I PLc
4I ---
= = Dε
---- σ E⁄ ---D 12c
L2
---→ε 12cD L2 ---
= = =
EI σ ---εI L3
48--- P D----
⎝ ⎠⎛ ⎞ L3 48---m
=
=
=
Fig. 5. (a) Micro-wire tensile test, (b) 3 point bending test and bending reliability test of assembled catheter.
Fig. 6. Optical images of (a) four 25µm Au wires attached on the 1 m catheter, (b) four 15µm Au wires attached on the 0.5 m catheter. (left: top view, right: bottom view).
인장시험 결과와 인장을 통한 피로시험 결과 그래프이다.
와이어의 인장 탄성계수는 61.4±4.8 GPa, 파단 연신율은 5.3±1.2%로 측정되었다. 와이어의 기계적 물성을 측정하 는 이유는 공정 후 카테터의 굽힘 특성 및 신뢰성 분석 시 필요하다. 일반적으로 마이크로 와이어 같은 경우 제 조 후 열처리에 따라 인장 탄성계수와 파단 연신율이 많 이 달라지기 때문에 인장시험을 통해 정확한 기계적 특 성을 측정 해야한다. 또한 업체에서 제공하는 기계적 특 성과 같은 경우 파단하중 및 파단 연신율 만을 제공하기 때문에 이러한 인장시험을 통해 공정 후 기계적 특성 평 가 및 신뢰성 시험 조건에 필요한 데이터를 직접 구해야 한다. 또한 인장 시험에서 측정한 파단 연신율을 바탕으 로 편차 고려 시 변형률 4% 가 최대로 가할 수 있는 조 건이라 판단하였으며, 카테터가 일회용품이기 때문에 500 회의 피로 시험을 진행하여 와이어의 신뢰성을 평가하였 고 파괴되지 않음을 확인하였다.
굽힘 시험을 통해 공정 전의 카테터와 공정 후 네 개의 25μm 골드 와이어가 접착된 카테터의 굽힘 특성을 측정 하였다. 굽힘 강성은 공정 전 18.6±2.2 N·mm2, 공정 후 25.8±1.4 N·mm2로 측정되었으며 Fig. 8(a)에 나타내었다.
이러한 굽힘 특성은 공정에 쓰이는 카테터, 마이크로 와 이어, 접착제의 기계적 물성에 따라 달라질 수 있다. 특 히 마이크로 와이어는 다른 재료와 달리 금속이기 때문 에 공정 후 기계적 물성에 많은 영향을 줄 수 있으며, 열 처리에 따라 인장강도 및 연신율이 달라질 수 있다.21) 따 라서 와이어의 신뢰성을 생각할 경우 고온 열처리에 따 른 좋은 연신율을 가진 와이어를 사용하는 것이 좋다. 접 착제와 같은 경우에도 화학적 구조에 따라 기계적 특성 이 다르다. 단단한 에폭시 계열과 같은 경우 공정 후 굽 힘 강성을 증가시키지만 경화조건이 유연한 아크릴-우레 탄 계열보다 만족하기 쉽다. 이와 같은 이유는 아크릴 계 열이 경화 시 산소에 민감하기 때문에 산소에 노출된 표 면 경화를 위해서는 질소 환경의 챔버가 필요하기 때문 이다.20) 따라서 유연한 굽힘 강성을 만족시키기 위해서는 아크릴-우레탄 계열을 사용해야 하지만 에폭시 계열을 사 용함으로써 공정 장비를 보다 간소화 시킬 수 있다.
또한 굽힘 조건에 따른 공정 후 카테터의 굽힘 신뢰성
을 평가하여 Fig. 8(b)에 나타내었다. 시험 결과 파이프 곡 률 반경 5~10 mm에 임계 곡률 반경이 있음을 알 수 있었 다. 이러한 파이프 곡률 반경을 통해 카테터의 굽힘 중립 면(Neutral plane) 에 가해지는 곡률 반경을 파이프 곡률 반경과 카테터의 반지름을 더하여 구할 수 있다. 그 후 이 면으로부터 와이어까지 떨어진 거리를 이용하여 와이어 에 가해지는 변형률을 계산하면 약 5~10%의 변형률이 구 해진다. 따라서 앞서 측정한 와이어의 파단 연신율이 이 곡률 반경 범위 안에 존재하기 때문에 이와 같은 굽힘 조 건에서 와이어가 파괴 되었다. 또한 시험 후 마이크로 와 이어의 파괴 및 계면 박리가 동시에 관찰되었다. 이는 2 가지 경우로 해석할 수 있다. 먼저 와이어에 파단 전 까 지 쌓여있던 에너지가 파단 후 접착제와의 계면으로 분 산되면서 박리를 유도한 것이라 생각할 수 있으며, 반대 로 접착제 계면에 쌓여있던 에너지가 박리 후 와이어에 분산되면서 와이어의 파단을 유도한 것이라 생각할 수 있 다. 하지만 어떠한 경우에서도 와이어의 박리 현상을 방 지해야 하기 때문에 추후 적합한 접착제 선정을 통해 접 착력을 개선해야 한다. 또한 공정에 쓰인 골드 와이어보 다 파단 연신율이 좋은 골드 와이어를 사용한다면 앞서 정확히 해석하지 못한 접착제 박리 현상에 대한 원인에 대해 분석할 수 있을 것으로 판단된다.
앞의 시험들을 통해 측정된 신뢰성의 적합성을 판단하 기 위해 뇌혈관의 굽힘 환경을 예측할 수 있는 문헌들을 조사하여 곡률 반경을 계산하였다.19)이와 같이 정량적인 수치의 기준이 아닌 문헌 조사를 통해 예측한 이유는 다 음과 같다. 많은 측정시험 관련하여 참고하는 ASTM, ISO 등은 카테터 기계적 특성 관련하여 적합한 시험 방법을 제시해주지만 측정된 카테터의 특성이 어떠한 기준 혹은 수치를 만족해야 하는 지를 제시하지 않는다. 따라서 이 러한 이유로 카테터가 지나가게 되는 뇌혈관을 모델링한 문헌들을 참고하여 곡률 반경들을 예측할 수 밖에 없었 다. 문헌을 참고하여 계산한 곡률 반경 중 가장 가혹한 경 우는 3 mm이며 이에 따른 카테터의 최외곽 면에 발생하 는 변형률은 17%로 계산된다. 하지만 카테터는 튜브 형 상이기에 이와 같은 가혹한 굽힘을 가할 시 단면이 납작 하게 변형되기 때문에 실제 가해지는 변형률은 계산된 값 Fig. 7. (a) 25µm Au wire tensile test graph, (b) 25 µm Au wire
fatigue test graph.
Fig. 8. (a) 3 point bending test graph of bare catheter and four 25µm Au wire integrated catheter, (b) Optical images of the 25µm Au wire integrated catheter after bending reliability test.
보다는 작을 것으로 판단된다. 또한 이렇기 때문에 변형 률 계산보다는 곡률 반경으로만 굽힘 신뢰성을 분석하는 것이 적합할 것이다. 현재 측정된 신뢰성은 이와 같은 예 측 환경과 비교할 경우 만족하지 않기 때문에 보다 파단 연신율이 좋은 골드 와이어와 접착력이 좋은 접착제를 선 정하여 가혹한 굽힘 환경에서도 파단 및 박리 현상을 방 지해야 한다. 와이어의 파단이 일어날 경우 엑추에이터 의 구동이 멈추게 되고 박리가 될 경우 제품의 파티클이 인체에 남을 수 있기 때문에 이러한 굽힘 신뢰성 시험을 진행해야 하며 예측 굽힘 환경을 만족해야 한다.
4. 결 론
본 논문에서는 길이가 긴 서브 밀리미터 카테터 표면 위에 네 개의 마이크로 와이어를 접착하는 공정을 개발 하였다. 기존 공정의 문제점인 폴리머에 열 손상을 주지 않기 위해 자외선 공정을 이용하였으며 이를 통해 공정 시간 또한 매우 절감하였다. 또한 곡면을 가진 기판의 형 상을 극복하기 위하여 마이크로 와이어를 적합한 지그와 접착제를 이용하여 카테터에 정렬 및 접착하였다. 다양 한 직경의 마이크로 와이어와 길이 1 m의 서브 밀리미터 카테터를 공정에 적용하여 공정의 범용성 및 양산화 가 능성을 검증하였다. 공정 후 네 개의 마이크로 와이어가 서브 밀리미터 카테터 위에 정렬 및 접착되어 있음을 광 학 현미경과 저항 측정기를 통해 검증하였다. 인장 시험 및 피로시험을 통해 마이크로 와이어의 기계적 물성 및 신뢰성을 측정하였고 3점 굽힘 시험 및 다양한 곡률 반 경을 이용한 굽힘 신뢰성 시험을 통해 공정 후 카테터의 굽힘 강성과 굽힘 신뢰성에 대해 측정하였다. 추후 계산 한 카테터의 예측 굽힘 신뢰성 조건을 만족하기 위해 적 합한 마이크로 와이어 및 접착제의 선정이 필요하다. 본 공정은 폴리머 평면 기판 외에 점차 수요가 늘어가고 있 는 카테터와 같은 곡면을 가진 기판의 공정 가능성 및 마 이크로 공정의 양산화 연구에 기여할 것으로 기대한다.
감사의 글
This work was supported by the Wearable Platform Materials Technology Center (2016R1A5A1009926), by the Basic Science Research Program (2015R1A1A1A05001115) funded by the National Research Foundation under the Ministry of Science, ICT & Future Planning, and by the Graphene Materials and Components Development Program of MOTIE/KEIT (10044412, Development of basic and applied technologies for OLEDs with graphene).
References
1. J.-H. Ahn, H. Lee, and S.-H. Choa, “Technology of Flexible
Semiconductor/Memory Device”, J. Microelectron. Packag.
Soc., 20(2), 1, (2013).
2. T.-I. Lee, C. Kim, M. S. Kim, and T.-S. Kim, “Measurement of Flexural Modulus of Lamination Layers on Flexible Sub- strates”, J. Microelectron. Packag. Soc., 23(3), 63, (2016).
3. Y. Shang, C. Wang, X. He, J. Li, Q. Peng, E. Shi, R. Wang, S. Du, A. Cao, and Y. Li, “Self-stretchable, helical carbon nanotube yarn supercapacitors with stable performance under extreme deformation conditions”, Nano Energy, 12, 401, (2015).
4. L. G. D. Arco, Y. Zhang, C. W. Schlenker, K. Ryu, M. E.
Thompson, and C. Zhou, “Continuous, Highly Flexible, and Transparent Graphene Films by Chemical Vapor Deposition for Organic Photovoltaics”, ACS Nano, 4, 2865, (2010).
5. J. Jin, J.-H. Ko, S. Yang, B.-S. Bae, “Rollable Transparent Glass-Fabric Reinforced Composite Substrate for Flexible Devices”, Adv. Mater., 22, 4510, (2010).
6. C. Kim, T.-I. Lee, and T.-S. Kim, “Measurement Technolo- gies of Mechanical Properties of Polymers used for Flexible and Stretchable Electronic Packaging”, J. Microelectron.
Packag. Soc., 23(2), 19, (2016).
7. M. J. Mack, “Minimally Invasive and Robotic Surgery”, JAMA, 285, 568, (2001).
8. A. M. Okamura, “Haptic Feedback in Robot-Assited Mini- mally Invasive Surgery”, Curr. Opin. Urol, 19, 102, (2009).
9. Y. Haga, and M. Esashi, “Biomedical Microsystems for Min- imally Invasive Diagnosis and Treatment”, Proc. IEEE, 92, (2004).
10. M. F. Metzger, T. S. Wilson, D. Schumann, D. L. Matthews, and D. J. Maitland, “Mechanical Properties of Mechanical Actuator for Treating Ischemic Stroke”, Biomed. Microde- vices, 4, 89, (2002).
11. M. Shahinpoor, and K. J. Kim, “Ionic polymer-metal com- posites: I. Fundamentals”, Smart Mater. Struct., 10, 819, (2001).
12. S. Ruiz, B. Mead, V. Palmre, K. J. Kim, and W. Yim, “Cor- rigendum: A cylindrical ionic polymer-metal composite-based robotic catheter platform: modeling, design and control”, Smart Mater. Struct., 24, 1, (2015).
13. P. H. Lau, K. Takei, C. Wang, Y. Ju, J. Kim, Z. Yu, T. Taka- hashi, G. Cho, and A. Javey, “Fully Printed, High Perfor- mance Carbon Nanotube Thin-Film Transistors on Flexible Substrates”, Nano Lett., 13, 3864, (2013).
14. A. Russo, B. Y. Ahn, J. J. Adams, E. B. Duoss, J. T. Bernhard, and J. A. Lewis, “Pen-on-Paper Flexible Electronics”, Adv.
Mater., 23, 3426, (2011).
15. H. M. Ho, W. Lam, S. Stoukatch, P. Ratchev, C. J. Vath III, and E. Beyne, “Direct gold and copper wires bonding on cop- per”, Microelectronics Reliability, 43, 913, (2003).
16. B. Goss, “Bonding glass and other substrates with UV curing adhesives”, Int. J. Adhes. Adhes., 22, 405, (2002).
17. C. D. Petruczok, and K. K. Gleason, “Initiated Chemical Vapor Deposition-Based Method for Patterning Polymer and Metal Microstructures on Curved Substrates”, Adv. Mater., 24, 6445, (2012).
18. M. Ahamed, M. S. Alsalhi, and M. K. J. Siddiqui, “Silver nanoparticle applications and human health”, Clin. Chim.
Acta, 411, 1841, (2010).
19. L. Morris, N. Hynes, S. Sultan, P. McCarthy, P. Delassus, and P. Fahy, “An In Vitro Assessment of the Cerebral Hemody-
namics Through Three Patient Specific Circle of Willis Geometries”, J. Biomed. Eng., 136, 011007, (2014).
20. K. Studer, C. Decker, E. Beck, and R. Schwalm, “Overcom- ing oxygen inhibition in UV-curing of acrylate coatings by carbon dioxide inerting, Part I”, Prog. Org. Coat., 48, 92,
(2003).
21. K. S. Kim, J. Y. Song, E. K. Chung, J. K. Park, and S. H.
Hong, “Relationship between mechanical properties and microstructure of ultra-fine gold bonding wires”, Mech.
Mater., 38, 119, (2006).