A356.2 합금의 수축과 기공에 미치는 주조 조건의 영향
전규태·김기영·김석준† 한국기술교육대학교 에너지 신소재 화학공학부
The Effect of Casting Conditions on Shrinkage and Porosity of A356.2 Alloys
Gyu-Tae Jeon, Ki-Young Kim and Suk-Jun Kim†
School of Energy, Materials and Chemical Engineering, KOREATECH, Cheonan 31253, Korea
Abstract
In this study, volumes of shrinkage and porosity of A356.2 alloys during casting were analyzed as a function of melt tem- perature, pouring diameter, mold temperature, and Sr content. The temperature of the melt barely affected the shrinkage and poros- ity formation. The pouring diameter determined the pouring rate, and it was proportional to the shrinkage, yet no relationships with the density of porosity were observed. When the mold was heated at 400oC, shrinkage and porosity in the alloy increased above the one in the mold without heating. However, the mold without heating experienced interior shrinkage and the porosity was mainly distributed near interior shrinkage. The addition of Sr to the melt resulted in more shrinkage and less porosity.
Key words: A356.2 alloys, Shrinkage, Porosity, Tatur mold, Tailored additive casting
1. 서 론
최근 자동차 산업에서 자동차의 연비향상 및 배기가스 저 감에 대한 요구가 주요 이슈가 됨에 따라, 차체의 경량화, 연비, 주조성 등을 고려한 알루미늄 합금 적용사례가 증가하 고 있다[1,2]. 이 외에도 알루미늄은 다른 합금보다 재활용이 용이하여 차세대 에너지 산업에서도 많은 연구가 이뤄지고 있다[3]. 이렇게 알루미늄 합금이 각광 받고 있는 이유는 첨 가물에 따라 알루미늄 합금의 성질이 달라지기 때문이며, 기 계적 성질이 향상되어 가벼우면서도 고강도의 합금을 만들 수 있기 때문이다[2]. 그러나 알루미늄 합금은 응고가 진행되 는 동안 수축이 발생하며 내부에서는 기공이 발생한다[4]. 수 축은 외관 불량의 원인이 되며, 내부에서 발생하는 경우 기 계적 성질을 저하시키는 원인이 된다. 기공 또한 제품의 기 계적 성질을 떨어뜨리고, 심한 경우 제품 파단의 원인이 되 기도 한다[5]. 수축을 보완하기 위한 방법으로 압탕을 설치하
는 등의 주조방안 등이 있지만, 이는 최종적으로 제품화하는 단계에서 제거해야 하는 부분이므로 제품의 회수율 측면에서 효율을 저하시킨다[6]. 이러한 문제를 해결하는 새로운 방법 으로 ‘점진적 응고제어 기술(Tailored additive casting)’이 제안되었다[7]. 점진응고는 수축하는 부위를 예상하여 적절한 시간에 적절한 양으로 순차적으로 나누어서 주입하는 방법으 로 앞선 주조방안에 비해 회수율을 크게 증가시킬 수 있는 방법이다. 점진응고와 유사한 방식으로 수축공을 감소시키기 위해 연속주조 방식이 고안되었으나, 연속주조는 단순한 형상 의 제품 제조에 국한되어 있다[8]. 점진응고를 통해 수축을 보상하기 위해서는 적용하고자 하는 제품에서 어느 위치에 얼마만큼의 수축이 발생하는지에 관한 정보가 반드시 필요하 다. 본 연구에서는 주조용 합금으로 널리 사용되는 A356합 금에서 불순물로 여겨지는 원소들을 줄여 개량한 A356.2 합 금을 이용하였다. 정확한 고액구간 판단을 위하여 사전에 상 용 시뮬레이션 프로그램인 JMat-Pro를 이용하여 고상선과 액
Received: Aug. 24, 2017 ; Revised: Dec. 1, 2017 ; Accepted: Dec. 14, 2017
†
Corresponding author: Suk-Jun Kim (KOREATECH) Tel: +82-41-560-1328, Fax: +82-41-560-1360 E-mail: [email protected]
Journal of Korea Foundry Society 2017. Vol. 37 No. 6, pp. 193~198 http://dx.doi.org/10.7777/jkfs.2017.37.6.193 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
상선을 계산하고 DTA (Differential Thermal Analysis)분석 을 통하여 직접 측정하여 실험의 정확성을 더하였다[9]. 그 후 수축 및 기공량 측정을 위해 사용되는 금형들의 종류 중 Tatur mold를 이용하여 용탕 온도, 주입구 구경, 금형 온도 그리고 Sr양에 따른 수축의 정도와 기공의 분포 및 양을 계산 및 측정하여 점진적 응고제어 기술 개발에 기여하고자 했다[10].
2. 실험 방법
2.1 A356.2 합금의 액상선 및 고상선 측정
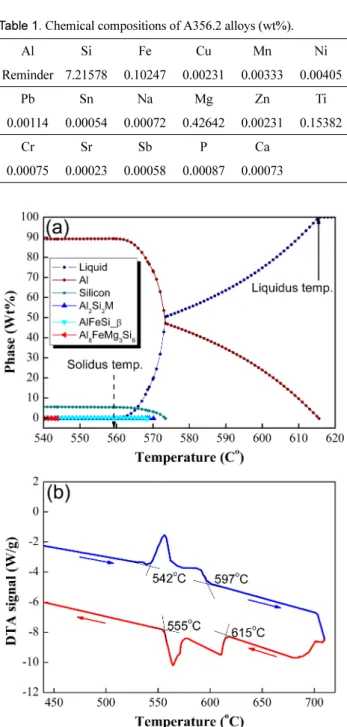
본 실험에서는 A356의 개량 합금인 A356.2 합금을 사용 하였으며, 조성은 Table 1과 같다[11,12]. A356.2합금의 액 상선과 고상선을 알아내기 위하여 상용 소프트웨어인 JMat- Pro를 이용하여 계산하였다. 그 결과 Fig. 1(a)에서와 같이 액상선과 고상선이 각각 615oC와 559oC로 계산되었다. 그 후 실제 합금을 가지고 DTA (DTA PT 1600, Linseis)분석 을 통하여 액상선과 고상선을 측정하였다. 그 결과는 Fig.
1(b)에 도식화 하였으며, 합금을 냉각할 때 액상선과 고상선 이 각각 615oC, 555oC로 이론적으로 계산된 결과값과 유사 하게 나타났다.
2.2 시편 제작
합금의 용해는 전기로를 이용하여 30호 흑연도가니에 합금 을 6.5 kg가량 담아 830oC에서 용해한 후 2시간 유지 후 주입하였다. 용탕을 주입하기 30분 전에 알루미늄 호일에 감 싼 결정립 미세화제(TiB) 1000 ppm을 첨가하였으며, Sr이 추가되는 실험 조건인 경우 함께 첨가한 후 30분 동안 유지 0.00114 0.00054 0.00072 0.42642 0.00231 0.15382
Cr Sr Sb P Ca
0.00075 0.00023 0.00058 0.00087 0.00073
Fig. 1.
(a) Phase transition of A356.2 alloy simulated by JMat-pro, (b) DTA profiles of A356.2 alloy during heating and cooling.Sr (ppm) 0, 50, 100
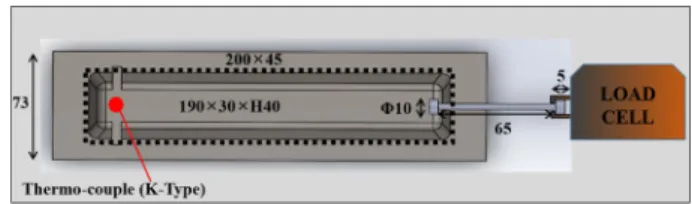
Fig. 2.
Schematic diagram of Tatur mold for casting experiment.하였다.
실험은 Table 2와 같이 용탕 온도, 주입구 구경, 금형 온 도, 첨가된 Sr 양 총 4가지 변수로 하였으며, 본 논문에서 각각의 시편명은 용탕 온도-주입구경-금형 온도-Sr 양 순으로 기입하였다. Fig. 2와 같이 Tatur mold와 pouring cup을 이 용하여 기공량 및 수축량을 측정하기 위한 샘플을 제조하였 다. Tatur mold는 금속 응고 시 발생하는 수축과 미세 기공 형성을 측정하기 위해 제작된 금형이다. 금형 상부가 원추형 으로 되어있어 응고 시 시편 중심부에서 중력방향 수축이 발 생하는데, 이때 기공들이 중심부로 방출되어 내부의 기공형성 을 최소화 시킬 수 있는 장점이 있다. 실험 장치에서 Stopper 와 Pouring cup은 알루미나, 실리카를 각각 일대일 비율로 혼합하여 제작하였고 Tatur mold는 열간 공구강(SKD-61)을 사용하였다. 실험방법은 Pouring cup을 Stopper로 막은 상태 에서 용탕을 붓고 K-type 열전대를 이용하여 용탕의 온도를 측정하였다. 그리고 원하는 주입온도가 되었을 때 stopper를 들어올려 용탕을 주입시켰다. 예열을 하는 조건의 경우 용탕 이 주입되기 시작할 때 예열 히터의 전원을 차단하였다. 금 형은 방향성 응고를 유도할 수 있는 수축 측정용 금형인 Tatur mold를 이용하였다[13].
2.3 수축량 측정
수축량을 측정하기 위하여 Fig. 3(a)와 같이 시편을 Tatur mold에 넣고 Fig. 3(b)와 같이 시편과 금형 사이의 틈으로 물이 새어 나오지 않도록 찰흙으로 빈틈을 막았다. 그리고 Fig. 3(c)와 같이 스포이드를 이용하여 물을 주입하고 주입된 물의 양을 통해 수축량을 측정하였다.
2.4 기공 계산 및 관찰
기공량을 계산하기 위하여 아래의 식을 이용하여 각 시편 의 밀도 값을 계산하였다[14].
= Density (g/ml) mair : the weight of sample in air mwater : the weight of sample in water dwater : water density
계산한 각 시편의 밀도 값을 이용하여 아래의 식을 통해 기공의 양을 아르키메데스의 원리로 계산하였으며, 샘플당 5 번씩 측정하여 표준편차와 평균값을 도출했다.
= Porosity contents (ml/100g) d : density of sample
d0 : theoretical density of A356.2 alloy
Fig. 4와 같이 계산된 기공의 양을 확인하기 위하여 시편 을 4등분으로 절단하고 그 중 한 면을 연마하여 기공의 분 포와 양, 그리고 모양을 관찰 및 비교하였다. 부식액에 첨가 되는 물, 염산, 질산, 불산의 양은 각각 50 ml, 20 ml, 15 ml, 25 ml로 혼합하여 에칭용액으로 사용하였다.
2.5 Sr 여부에 따른 수축 시 발생하는 수축 강도 측정 합금의 Sr 첨가 여부에 따라 수축할 때 발생하는 수축 강 도를 측정하기 위하여 Fig. 5와 같이 보트주형의 한쪽 모서 리에 홈을 내고 Load cell을 설치하였다. Load cell에 I자 모양의 핀을 설치하고 합금이 수축할 때 샘플에서 발생하는 수축강도가 측정될 수 있도록 하였고, 측정 시 온도에 따른 수축강도의 변화를 알아보기 위해 열전대를 보트주형의 한 쪽 모서리 홈 중앙에 설치하였다.
mair⋅dwater mwater ---
1 d--- 1
d0 ---
⎝ – ⎠
⎛ ⎞ 100%×
Fig. 3.
Schematic diagram of procedure of measuring shrinkage: (a)place the casting inside the tatur mold, (b) seal the opening between the casting and the tatur mold using clay, (c) insert water into the tatur mold until it is filled while measuring the volume of the water inserted.
Fig. 5.
Schematic diagram of an experimental set-up for measurement of thermal stress.Fig. 4.
Specimen produced by Tatur test mold cut into quarters for measurement of pore shape.3. 실험 결과 3.1 수축량
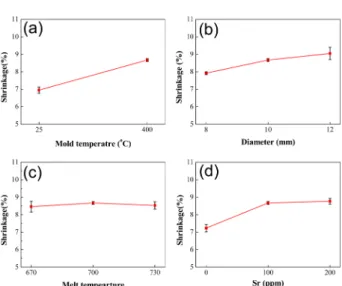
실험 변수인 주입온도, 주입구 구경, 금형 온도, Sr양에 따 른 수축량을 Fig. 6에 나타내었다. 금형 예열 조건에 따른 결과인 Fig. 6(a)에서는 예열되지 않은 금형에서 제조된 시편 이 예열된 금형에서 제조된 시편보다 수축량이 더 적게 나타 났다. 이는 예열되지 않은 금형에서 제작된 시편이 상대적으 로 열이 방출되는 속도가 빠르기 때문에 예열한 금형에 주입 된 용탕보다 고액구간에서의 냉각시간이 짧아지게 되므로 응 고수축이 충분히 일어나지 않아 벽면수축과 중력방향으로의 수축이 감소하고 대신 수축 기공이 증가하였다[15]. Fig.
6(b)의 주입구 구경 변화에 따른 수축량 결과 그래프의 경우 주입구 구경이 작아짐에 따라 수축량이 감소하는 것을 확인 할 수 있다. 주입구경이 작아지게 되면 시간 당 용탕의 유입 량이 감소하여 충진속도가 느려지게 된다. 그 결과 먼저 주 입된 용탕이 수축할 시간은 상대적으로 충분해지고, 나중에 주입되는 용탕이 보상하기 때문에 상대적으로 주입구 구경이 작은 시편의 수축이 적게 나타난 것으로 보인다. 용탕 온도
730oC에서 평균 수축량은 포화되었지만 표준편차가 증가하였 고 이는 용탕 온도 증가에 따른 수축량 증가의 일반적인 경 향에 따른 것으로 사료된다. Fig. 6(d)에서의 경우 Sr을 첨 가하지 않은 경우는 첨가했을 경우보다 수축량이 적게 나타 났다[16]. 본 연구에서 측정된 수축량은 7-9% 이고 이는 기 존 발표된 알루미늄 합금 수축량(5-6%) 및 JMatPro에서 제 시한 액상과 고상의 밀도차이로 계산한 수축량(4.5%) 대비 다소 높다. 그 이유는 탈가스 처리 GBF (gas bubbling filtration) 공정을 진행하지 않았기 때문인 것으로 사료된다.
3.2 기공
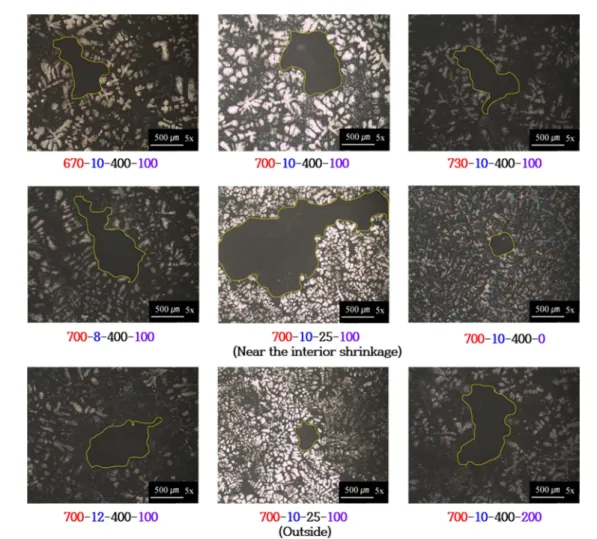
Table 3과 Table 4에 정리된 바와 같이 대부분의 주조 조 건에서 기공양은 0.3~0.4 ml / 100 g으로 차이가 크게 나타나 지 않았다. 하지만 Fig. 6에 정리된 수축량과는 대체적으로 반비례하는 경향을 보였다. 이 이유는 동일조성의 용탕의 경 우 수축량과 기공량의 합이 유사하기 때문인 것으로 사료된 다. 기공의 평균 크기 및 모양을 Fig. 7과 Table 5에 정리 하였다. Sr을 첨가한 경우에는 용탕의 표면장력이 상대적으로 낮기 때문에 크기가 대체로 크고 불규칙한 모양으로 형성된 것으로 사료된다[15]. 반면, Sr이 첨가되지 않은 경우는 기공 의 크기가 작고 구형으로 나타났다.
3.3 Sr에 의한 영향
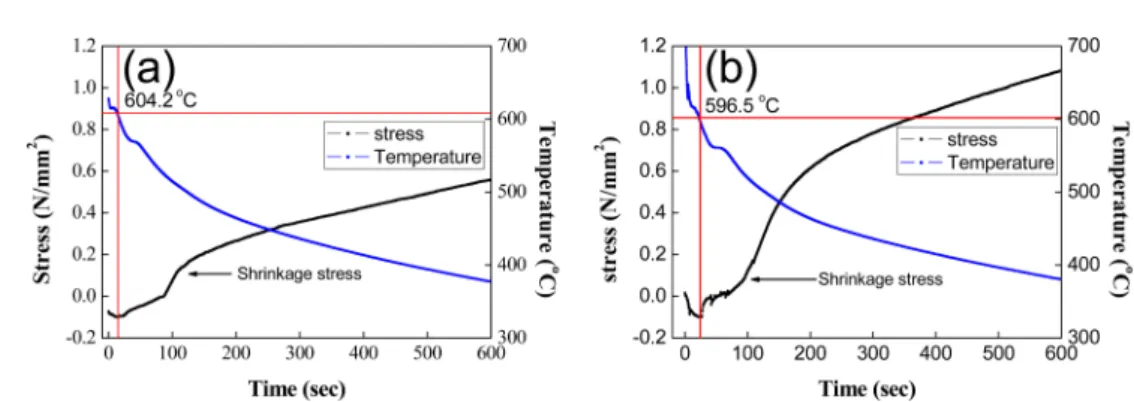
Fig. 8과 같이 Sr을 첨가하지 않은 경우, 604.2oC에서 수축 강도가 나타나기 시작하여 고상분율이 100%가 되는 557oC에 서의 수축강도는 0.06 N/mm2으로 나타났다. Sr을 100 ppm 첨가하였을 때 596.5oC에서 수축강도가 나타났으며, 557oC에 서의 수축강도는 0.12 N/mm2으로 상대적으로 크게 나타났다.
Sr을 넣은 경우의 강도 곡선 기울기로 판단하였을 때 수축 시 발생하는 강도가 빠르게 증가함을 알 수 있다. 이를 통해 A356.2 합금에 Sr을 첨가한 경우, 첨가하지 않은 조건에 비 해 수축강도가 상대적으로 증가함에 따라 수축량도 증가할
Table 3.
Porosity in the casting prepared with the standard condition.conditions Melt temp. (oC) Pouring cup diameter (mm) Mold temp. (oC) Sr (ppm) porosity (ml/100g)
Standard sample 700 10 400 100 0.33 ± 0.001
Table 4.
Porosities in the castings prepared with the modified conditions.Condition Melt temp. (oC) Pouring cup Diameter (mm) Mold temp. (oC) Sr addition
Samples 670 730 8 12 25 0 200
Porosity (ml/100g) 0.29 ± 0.001 0.32 ± 0.002 0.39 ± 0.004 0.39 ± 0.006 0.35 ± 0.006 0.40 ± 0.001 0.36 ± 0.001
Fig. 6.
Changes of shrinkage volumes of A356.2 alloy by castingconditions of (a) mold temperature, (b) injection port diameter, (c) injection temperature, and (d) Sr addition.
가능성이 높다고 판단된다. Sr 첨가에 따른 수축량 증가는 기존 발표된 연구결과와 동일한 경향성을 보인다[16].
4. 결 론
본 연구에서는 주조용 합금으로 사용되는 A356.2 합금을
이용하여 점진적 응고 기술에 필요한 정보인 수축량과 기공 량을 주입 온도, 주입구 구경, 금형 온도, Sr 양에 따라 계 산 및 측정하였다.
1) 몰드 예열온도가 증가함에 따라 용탕의 냉각 속도가 감 소하였고 그 결과 A356.2 합금의 수축양상은 내부 기공량이 감소하고, 벽면과 중력방향으로 일어나는 수축량이 증가하였다.
Fig. 7.
Micro structures and shapes of porosity depending on casting conditions (melt temperature (oC) - pouring diameter (mm) - mold temperature (oC) - Sr addition (ppm)).Table 5.
Pore sizes in the castings prepared with the modified conditions.conditions pouring temp (oC) Pouring cup diameter
(mm) Mold temp (oC) Sr addition (ppm) Average Pore size (mm2)
Standard sample 700 10 400 100 0.52 ± 0.04
Condition Pouring temp (oC) Pouring cup diameter (mm) Mold temp (oC) Sr addition (ppm)
samples 670 730 8 12 25 0 200
Average
Pore size (mm2) 0.42 ± 0.06 0.42 ± 0.04 0.58 ± 0.02 0.51 ± 0.06
*1.63 ± 0.55
**0.10 ± 0.01 0.16 ± 0.01 0.58 ± 0.05
*(Near the interior shrinkage)
**(Outside)
2) 주입구 구경의 직경이 증가함에 따라 기공량에 영향을 미치지 않았지만, 먼저 유입된 용탕의 수축이 충분히 이루어 지기 전 후속 용탕이 빠르게 유입됨에 따라 수축된 부분의 보상이 효율적으로 이루어지지 못하였다.
3) 금형을 예열하지 않은 조건에서 실험한 경우, 예열한 조건에서 실험한 조건에 비해 고액구간 유지시간이 짧았다.
이런 이유로 총 수축량은 감소하였지만, 중력방향 수축량은 벽면 수축량에 비해 증가하는 경향을 보였다.
4) Sr양에 따라서 기공량의 변화는 없었지만, Sr을 첨가함 에 따라 찌그러진 기공모양이 관찰되었고 수축량과 수축강도 가 증가하는 경향이 관찰되었다.
감사의 글
본 연구는 2017년도 산업통상자원부의 산업소재핵심기술개 발사업 (과제번호: 10045239)재원으로 수행되었습니다. 그리 고 이 논문은 2017년도 한국기술교육대학교 교수 교육연구진 흥과제 지원에 의하여 연구되었습니다.
References
[1] W.S. Miller a, L. Zhuang a, J. Bottema a, A.J. Wittebrood a, P.
De Smet b, A. Haszler c and A. Vieregge c, Meterials Science and Engineering, “Recent development in aluminium alloys for the automotive industry”, A 280 (2000) 37-49.
[2] Kim HJ and Jeong CY, J. Korea Foundry Society, “Effect of Fe, Mn content on the castability in Al-9wt%Si-Mg system alloys for high elongation”, 33 (2013) 233-241.
[3] Youn JW, Jeon JB, Park JM, Seo SY, Lim JT, Kim SJ and Kim KY, Met. Mater. Int., “Influence of the permeability of networked primary Si on the ejection of hypereutectic Al-Si melts by centrifugation”, 23 (2017) 378-384.
[4] M. Avalle, G. Belingardi, M.P. Cavatorta and R. Doglione, Int J Fatigue, “Casting defects and fatigue strength of a die cast aluminium alloy: a comparison between standard specimens and production components”, 24 (2002) 1-9.
[5] H. Mayer, M. Papakyriacou, B. Zettl and S.E. Stanzl-Tschegg,
Int J Fatigue, “Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys”, 25 (2003) 245-256.
[6] Kim HJ, Lee SM, Park SO, Yoon JM, Kwon YN, Sung SY, Kim KY and Kim YJ, KSMTE, “Development of the unified casting-forging technology by progressively solidification control method for manufacturing net shape aluminium alloy parts with 90% yield and 400 MPa tensile strength”, (2014) 51-51.
[7] Kim HJ, Lee JH, Hwang KC, Bae JC and Lee SM, “Casting method and casting device”, 23 July 2015.
[8] Gang GP, Kim SY and Lee SH, Korean J. Met. Mater., “Review of the Control Parameter for Hydraulic Mold Oscillation in Continuous Casters”, 55 (2017) 320-321.
[9] Jeon KS, Roh HR, Kim MS, Kim JH and Park JP, Korean J.
Met. Mater, “Microstructure and high temperature plastic deformation behavior of Al-12Si based alloy fabricated by an electromagnetic casting and stirring process”, 55 (2017) 388- 389.
[10] Kwon EH, Kwon JH, Kim BC and Han JW, Korean J. Met.
Mater, “Effect of overflow geometry and injection speed on the casting product during the magnesium alloy Die-casting process for Thin-walled electronic housing components”, 55 (2017) 518.
[11] S.R.Shrma, Z.Y.Ma and R.S. Mishra, Scripta Materialia,
“Effect of friction stir processing on fatigue behavior of A356 alloy”, 51 (2004) 238.
[12] Guanhai Yan, Shengdun Zhao, Shenggiang Ma and Hongtao Shou, MATER CHARACT, “Microstructural evolution of A356.2 alloy prepared by the SIMA process”, 69 (2012) 46.
[13] Umewo Honma and Akihiko Kamio, JILM, “Castability of aluminum-base alloys”, 28 (1978) 607-619.
[14] D. Siva Prasad1 Dr. A. Rama Krishna, IJAST, “Production and Mechanical Properties of A356.2 /RHA Composites”, 33 (2011) 51-58.
[15] Kazufumi Morimoto, Yoji Awano and Motoyuki Nakamura, The Journal of the Japan Foundrymen’s Society, “effect of dissolved gas on the formation ratio of interior and exterior shrinkage in hypoeutectic al-si alloys”, 63 (1991) 757-762.
[16] D. Emadi, J.E. Gruzleski and J.M. Toguri, Metall. Mater.
Trans. B, “The Effect of Na and Sr Modification on Surface Tension and Volumetric Shrinkage of A356 Alloy and Their Influence on Porosity Formation”, 24B (1993) 1056.