A Study on the Signal Correction for Multiple Defects in MFL Type Nondestructive Testing System
7
0
0
전체 글
(2)
(3)
(4)
(5)
(6)
(7)
수치
+2

관련 문서
For this study, we developed the scan type magnetic camera to resolve issues on shortcomings and restrictions of the magnetic particle testing (MT), the magnetic flux
In order to get the feature of pedestrian, a block-by-block histogram is created using the direction of the gradient based on HOG (Histogram of
For the gender, while training and direction, democratic direction, positive regard, and autocratic direction of leadership type sub-factors were perceived as high in
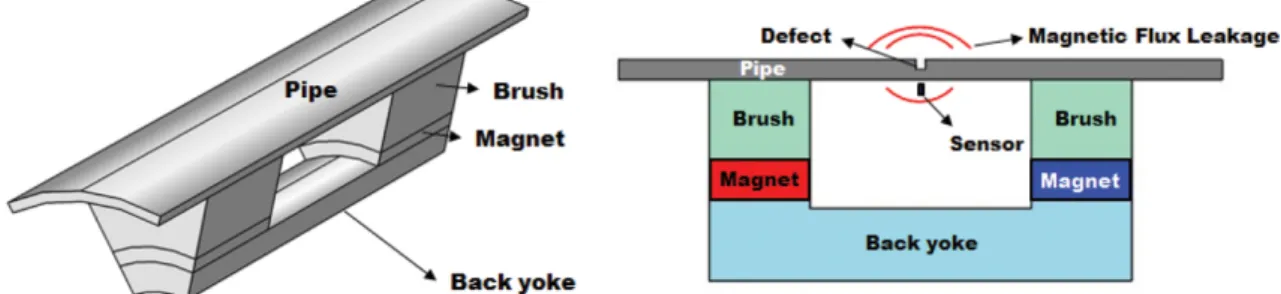
The magnetic flux leakage inspection method is more advanced than the magnetic particle inspection method in terms of quantitative evaluation and can detect flaws and
Magnetic characteristic of Zr-7Cu-xSn alloys: (a) The magnetization of applied magnetic field for Zr-7Si-xSn and (b) Magnetic susceptibilities of Zr-7Si-xSn and
- flux of solute mass, that is, the mass of a solute crossing a unit area per unit time in a given direction, is proportional to the gradient of solute concentration
2-5 Distribution of radial component of magnetic field around a hole-type crack (Br) .. 2-6 Distribution of eddy current around a cirumferential groove ... 2-7 Distribution
Park, “NDT of a nickel Inconel specimen using by the complex induced current - magnetic flux leakage method and linearly integrated hall sensor array”, Journal of the
