접수 11. 07. 22 / 심사종료 11. 08. 24 / 게재승인 11. 09. 05 Printed in the Republic of Korea
CO
2Snow Cleaning 적용 철제유물 표면 이물질 제거 연구
이은지 | 조남철1 | 이종명* | 유재은**
공주대학교 문화재보존과학과, *(주)아이엠티, **국립문화재연구소 보존과학연구실
Application Study of CO
2Snow Cleaning for Cleaning of Foreign Matter and Corrosion Products on Iron Artifacts
Eun-Ji Lee | Nam-chul Cho1 | Jong-Myong Lee* | Jae-Eun Yu**
Department of Cultural Heritage Conservation Science, Kongju National University, Gongju, 314-701, Korea
*Laser Engineering Group, IMT Co. Ltd., Uiwang, 437-821, Korea
**Conservation Science Division, National Research Institute of Cultural Heritage, Daejeon, 305-380, Korea
1Corresponding Author: [email protected], +82-41-850-8541
초 록 철제유물의 보존처리 과정 중 표면 이물질 제거는 유물의 원형을 찾아주는 중요한 단계이다. 현재 표면 이물질 제거 시 가장 많이 사용하는 sand blaster (air brasive)의 경우, 분사되는 유리가루는 인체에 유해하고 환경오염을 유발하는
주요한 물질이다. 그러므로 이런 문제점을 보완하기 위해 타 산업분야에서 친환경세정장비로 많이 쓰이고 있는 CO2
snow cleaning을 철제유물 표면 이물질 제거에 적용하여 비교·연구 하였다. 실험은 부식시험편과 철제유물에 sand blaster와 CO2 snow cleaning을 적용하여 비교·분석하였다. 부식시험편의 경우, sand blaster와 CO2 snow cleaning 방법 모두 이물질 제거 정도, 표면 거칠기, 색도 측정 결과가 유사하게 나타났으며, 특히 SEM을 통해 CO2 snow cleaning을 적용한 부식시험편은 sand blaster에 비해 표면을 마모시키지 않는 것을 확인하였다. 또한 철제유물에 적용한 경우, CO2
snow cleaning의 power nozzle은 sand blaster에 비해 표면을 마모시키지 않고 고른 표면을 유지하는 등 세정효과가 우수 하게 나타났다. 그리고 X-ray촬영을 통해 이물질 제거 전과 후 금속 내부의 구조적 변화는 없음을 관찰하였다. 결론적으로 sand blaster와 CO2 snow cleaning의 power nozzle은 이물질 제거 효과가 유사함을 확인할 수 있었다. 그러나 CO2 snow cleaning의 power nozzle을 철제유물에 적용하여도 sand blaster와 유사한 효과는 얻을 수 있으나, 분사압력이 높을 경우 철제 유물이 손상될 우려가 있으므로 유물 내부 상태에 따라 적용여부를 판단해야 함을 본 실험을 통하여 알 수 있었 다.
중심어: CO2 snow cleaning, 철제문화재, 부식시험편
ABSTRACT Cleaning of foreign matter and corrosion products on surface among conservation treatment of iron artifacts is an important part for looking up a original form. The sand blaster is the most popular equipment when it removes the foreign matter and corrosion products on iron artifacts surface. Current foreign matter and corrosion products equipment, which mostly uses, is sand blaster. Glass dust which sprayed from sand blaster is harmful and causing environmental pollution. In order to solve these problems, we investigated the CO2 snow cleaning that use a eco-friendly equipment to apply for cleaning foreign matter and corrosion products on surface of iron artifacts. It examined by using sand blaster and CO2 snow cleaning to aged steel coupon and iron artifacts. In case of aged steel coupon, the result showed that the
1. 서 론
출토된 금속유물 중 가장 많은 양을 차지하는 것이 철제 유물이며, 매장 출토 철제유물은 땅 속에서 부식이 활성화 된 상태로 출토되므로 부식화합물, 이물질 등이 심하게 고 착되어 있어 유물의 형태가 변형되어 있는 경우가 많다. 그 러므로 유물의 형태를 정확하게 규명하여 원형으로 복원하 는 것은 보존 과학적으로 매우 중요한 작업이다. 특히 철제 유물을 보존처리하는 과정 중 이물질 제거는 유물 본래의 형태를 찾을 수 있는 과정으로, 물리적인 방법과 화학적인 방법으로 나눌 수 있다. 물리적인 방법은 치과용 소도구, motor-tool, sand blaster(정밀가공분사기: air brasive) 등을 이용하여 제거하는 것이 일반적이다. 특히 이물질 제거 시 많이 사용되는 sand blaster의 경우 미세유리가루를 공기와 함께 분사하여 표면 이물질을 제거하는 것으로, 치과용 소 도구로 제거되지 않는 미세한 이물질을 제거하는데 효과적 이다1,2. 그러나 sand blaster에서 분사되는 유리가루는 유물 표면의 부식층을 제거하고 환경오염을 유발하며, 인체에도 유해하다. 이를 보완하기 위해 본 연구에서는 현재 산업분 야에서 사용되고 있는 친환경적 첨단 표면 세척 장비인 드 라이아이스 클리닝을 철제유물 이물질 제거에 적용하여 상 호 비교하였다.
본 실험에서 사용되는 CO2 snow cleaning과 sand blaster 의 이물질 제거 정도를 비교하기 위해서 부식시험편을 제작 하여 유사 실험을 실시하였으며, 이후 철제 관정 및 철솥편 을 이용하여 적용 실험을 실시하였다. 각각 이물질 제거 전·
후의 중량을 측정하여 비교하였으며, 표면의 변화를 현미경 과 색도계를 이용하여 측정하였고, 또한 표면을 세부적으로 관찰하기 위하여 주사전자현미경을 이용하였다. 또한 부식 시험편의 이물질 제거 전·후 표면의 상태를 비교 · 분석하기
위해서 비접촉 표면 조도 측정기를 이용하여 알아보았다.
마지막으로 CO2 snow cleaning을 분사하였을 때 철제 관정 내부의 구조적 변화를 확인하기 위해서 X-Ray촬영을 실시 하였다. 이 두 가지 장비의 상호 비교 실험을 통해서 철제유 물의 이물질 제거정도와 드라이아이스 클리닝을 이용한 철 제유물의 이물질 제거 가능성을 검토하고자 한다.
2. 드라이아이스 클리닝의 원리
드라이아이스는 이산화탄소의 고체 형태로 무색, 무취, 무미한 가스로 대기 중에 존재하며, 액체나 기체 상태의 이 산화탄소를 단열 팽창시켜 생성한다. 이산화탄소는 미국 E.P.A, F.D.A, USDA가 공식적으로 승인한 안전하고 환경 오염을 유발시키지 않는 가스로 분류되어 있다3,4.
드라이아이스 입자의 경도는 2mohs 내외로 모래나 유 리가루 보다 훨씬 작으며, 이 입자를 사용하여 드라이아이 스 클리닝을 수행하게 된다. 드라이아이스 클리닝은 유기 물과 미립자를 제거할 수 있으며, 작은 드라이아이스 입자 가 초음속 속도로 분사되면서 입자가 표면에 부딪치며 발 생하는 물리적 작용과 용매작용을 통해 세정이 이루어진다 sand blaster and CO2 snow cleaning methods were similar to the degrees of cleaning foreign matter and corrosion products, through surface roughness, color measurement and SEM. CO2 snow cleaning applied to aged steel coupons weren`t worn out the surface in comparison with sand blaster by SEM. When applied to the iron artifacts, power nozzle of the CO2
snow cleaning was an excellent cleaning effect that surface wern`t worn out in comparison with sand blaster. And, it showed that internal structure change of metal was no found before and after cleaning by X-ray radiography. Consequently, we confirmed that cleaning of the sand blaster and power nozzle of CO2 snow cleaning were similar to the effect. But, it`s very careful to use this method because of high outlet pressure of power nozzle for applying to the iron artifacts. As a result of experiments, it could be found that the cleaning methods should be selected depending on internal state of the artifacts.
Key Words: CO2 snow cleaning, Iron artifacts, aged steel coupons
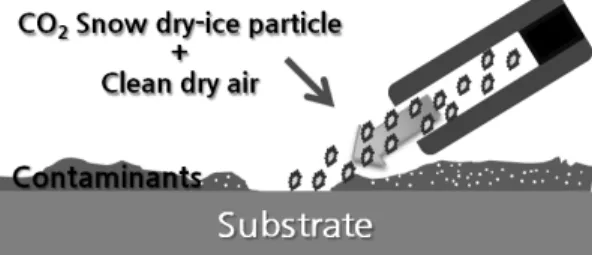
Figure 1. Diagram of CO2 snow cleaning.
(Figure 1). 드라이아이스 클리닝은 분사되는 드라이아이스 의 입자에 따라 pellet type과 snow type으로 나눌 수 있다.
특히 CO2 snow cleaning에 사용되는 snow type의 드라 이아이스는 실온에서 이산화탄소 실린더에 액체 이산화탄소 를 채우면 액체 위쪽에서 약 800psi의 기체 압력을 갖게 되 는데, 이러한 이산화탄소가 orifice를 통과하면서 생성 된다5. 일반적인 드라이아이스 클리닝의 메커니즘과 특징은 다 음과 같다. 첫째 저온(-78.5℃)드라이아이스 입자가 고속의 압축 공기와 함께 분사되어 표면에 충돌할 때 물리적 충격 력(Physical Blasting)이 발생한다. 이때 -78.5℃의 기화열 에 의해 주변과의 온도차가 발생하며, 이물질이 수축되어 균열이 발생하는 열충격(Micro-thermal Shock)이 발생한 다. 열충격은 표면오염물질과 표면사이에서 오염물질의 균 열과 박락을 야기하는 기초적인 공정이다.
둘째는 에너지 변화(Energy Transfer)이다. 드라이아이 스 입자가 초음속 속도로 분사되면서 표면에 충격을 가하 며 에너지 변화(Energy Transfer)가 일어난다. 이때 에너지 는 표면의 마모 없이, 표면의 이물질을 제거하며 이를 충격 력이라고 한다.
셋째로 고압분사(Gas Pressure)에 의한 물리적 블라스팅 효과가 있다. 드라이아이스 클리닝에서 드라이아이스 입자 는 표면에 충격을 가하면서 널리 퍼지게 된다. 이때 드라이 아이스 입자가 따뜻해지면서 무해한 가스로 바뀌며 급속하 게 표면 오염물질로 퍼지게 되고, 표면에서 오염물질이 탈 락한다.
마지막으로 액상 이산화탄소는 유기물질에 대한 용해력 (Solubility)이 있다. 유기 오염 물질의 경우, 드라이아이스 입자가 표면으로 분사되면서 드라이아이스와 대상물 표면 의 접촉면에 순간적으로 형성된 액체 이산화탄소는 유기물 질에 대한 높은 용해력을 가지고 있어 잔유물을 남기지 않 고 효과적으로 오염물을 제거 한다6,7.
3. 연구방법 3.1. 시편 제작
CO2 snow cleaning과 sand blaster의 표면 이물질 제거 정도를 비교하기 위해 철제 부식물과 유사한 시편을 제작 하였다. CO2 snow cleaning을 실제 유물에 적용한 사례가 없으므로 실제 유물로 실험을 실시하기 전 부식시험편을 제작하여 실험하였다. 이 후 철제 관정 및 철솥편을 대상으 로 적용 실험하였다.
부식시험편은 스테인리스강의 염화제2철 부식 시험 방 법인 KSD0219를 참고하였다8. 철편(Fe 99%, 30×60mm)을 100mesh에서 연마한 뒤, 염화철수용액(6wt% FeCl3·H2O) 50℃에서 72시간동안 침적하고, 상대습도 72%에서 72시 간동안 습식 건조를 한 뒤, 철편을 상온에서 자연 건조하여 24개의 시험편을 제작하였다. 부식시험편 1~8번은 CO2 snow cleaning의 soft nozzle로 분사하여 실험하였으며, 9~16번 은 CO2 snow cleaning의 power nozzle, 17~24번은 sand blaster 를 적용하였다.
적용실험에 사용된 철제유물은 크게 단조품과 주조품으 로 나누어진다. 단조품 유물은 서울 은평구 출토 철제 관정 으로써, 이 유적지에서는 3,000점 이상의 철제 관정이 발굴 되어 일부분 학술자료로 사용 가능하다는 지도위원회의 결 정으로 그 중 12점을 시료로 선정하여 사용하였다. 철제 관 정 시료 1~4번은 CO2 snow cleaning의 soft nozzle, 5~8번 은 CO2 snow cleaning의 power nozzle, 9~12번은 sand blaster 를 적용하였다. 주조품 유물은 조선시대 후기의 철솥편으 로 보존처리시 접합 및 복원이 불가능한 총 5점을 시료로 선정하여 실험하였으며, 철솥편 시료 1번은 6개 부분으로 나누어서 CO2 snow cleaning과 sand blaster를 모두 적용하 였으며, 철솥편 시료 2번과 4번은 CO2 snow cleaning의 soft (a) Aged steel coupons (b) Iron nails (c) Iron caldrons
Figure 2. Samples for experiment.
nozzle, 철솥편 시료 3번과 5번은 CO2 snow cleaning의 power nozzle을 적용하였다. Figure 2는 이번 실험에 사용된 대표 적인 시료 사진이다.
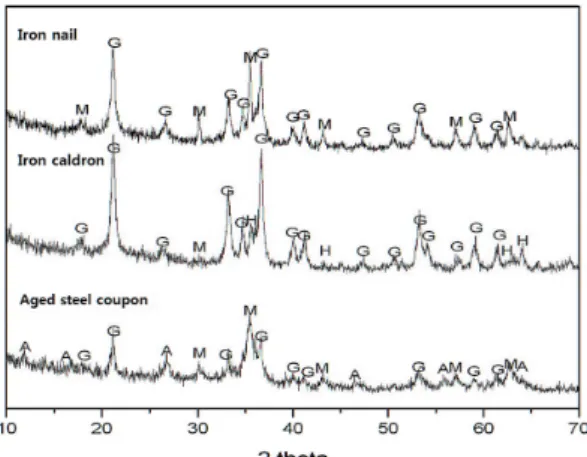
또한 제작된 부식시험편과 실험대상 철제유물의 부식 생성물이 유사한지 알아보기 위해 X-선 회절분석기(X`Pert PRO MPD, Philips)를 사용하여 분석하였다. 분석 결과 철 제 관정과 철솥편에서는 goethite, magnetite가 주로 관찰되 었으며, 철솥편에서 적은 양의 hematite 검출되었다. 제작 된 부식시험편의 표면부식물에서도 주로 goethite, magnetite가 관찰되었고, 추가적으로 akaganeite가 검출되었으나 akaganeite 는 부식액으로 인해 생성된 것으로 보인다. 이를 통해 부식 시험편과 철제 유물의 표면부식물이 유사함을 확인하였다.
3.2. 실험방법
3.2.1. 실험기기
본 연구에 사용된 드라이아이스 클리닝 기기는 (주)IMT 레이저 그룹의 IMT S202 JET을 사용하였으며, 조건은 Table 1에 나타내었다. IMT S202 JET의 cleaning nozzle은 두 가지로 power blowing nozzle과 soft blowing nozzle이 있다. power blowing nozzle은 500㎛이하의 드라이아이스 입자가 분사되고, 유기성(미세유분)이물질 제거에 효과적 이며, Soft blowing nozzle은 200㎛이하의 드라이아이스 입 자가 분사되고, 입자성(미세먼지)이물질 제거에 효과적이 다.
3.2.2. 이물질 제거 방법
기존 이물질 제거에 사용되고 있는 sand blaster와 친환 경적 첨단 표면 세척 방법인 CO2 snow cleaning의 이물질 제거 가능성 여부 및 제거 정도를 비교하기 위해 이 두 기 기의 조건을 동일하게 실험을 수행하였다.
부식시험편 표면에 생성된 부식물을 일차적으로 메스로 제거한 뒤, sand blaster와 CO2 snow cleaning을 부식시험편 표면에 분사하였다. 실험조건으로 분사압력(spray pressure, bar)과 분사각도(spray angle, °)는 가변성을 두었으며, 분사 거리(working distance, mm)와 분사시간(spray time, sec)을 일 정하게 유지하였다. 보존처리 시 분사거리가 정해져 있는 것 은 아니지만, 일반적으로 50mm정도의 거리로 분사하므로 분사거리는 50mm로 고정하였다. 분사시간은 부식시험편 Figure 3. X-ray diffraction of corrosion products on samples.
Table 1. Specification of CO2snow cleaning equipment.
Model IMT S202 JET
Application Cleaning, Deburring & Desmearing
Type Movable & Manual operation
Cleaning
Method Snow CO2 dry ice jet
Parameters CO2 Pressure & Clean Air Pressure Mode CO2 & Clean Air Switchable
Jet Nozzle Power & Soft nozzle (Standard : 2mm Pen type)
Nozzle Dual port
CO2 Consumption Average 50g/min, Min. 10g/min, Max. 200g/min Supply Liquid CO2 Cylinder, Siphon tube type
System Size(mm) Approx. 620(W) x 1010(D) x 1585(H)
Weight(kg) Approx. 100Kg (without Bombe)
Electricity 220VAC, Single Phase, 60Hz, 2A
Environment Temperature 10 ~ 30℃
Humidity 60% RH below
Compressed Air 5~8 kg/cm3
하나를 사용하여 한 면의 표면을 세정하는데 걸리는 시간을 측정하여 120초로 정하였다. 분사압력은 분사 시 압력에 따 라 토출 입자의 속도와 impact에 따른 세정정도를 비교하기 위해서 3bar, 4bar, 5bar, 6bar로 1bar씩 차이를 두었다. 분사 각도는 수직으로 분사할 때와 각도를 주어서 분사할 때를 비 교하기 위해 90°와 60° 두 가지의 변수를 두었다. 부식시험 편을 이용한 세정 실험조건을 Table 2에 나타내었다9,10.
또한 철제 관정 12점, 철솥편 5점의 표면에 형성된 이물 질과 흙을 치과용 소도구를 이용하여 1차적으로 제거하였 으며, 이 후 선행실험 결과를 토대로 실험조건을 정하여 철 제유물에 적용하였다. 실험에 사용된 기기는 선행실험과 동일하다. 실험조건에서 분사각도와 분사압력은 가변성을 두었으며, 분사각도는 90°와 60°, 분사압력은 선행실험의 결과와 sand blaster사용 시 일반적으로 많이 사용하는 압 력을 실험 조건으로 정하였다. 분사거리는 선행실험과 동 일한 50mm로 정하였으며, 분사시간은 유물의 조건이 일정 하지 않으므로 정하지 않았다. 철제 유물 적용 실험조건은 Table 3에 나타내었다.
3.3. 분석 방법
3.3.1. 중량측정
부식시험편과 철제유물에 대한 CO2 snow cleaning과 sand blaster의 이물질 제거 정도를 확인하기 위해, 이물질 제거 전과 후의 중량을 전자저울(GX-200, A&D Company) 을 이용하여 0.01g까지 측정하였다.
3.3.2. 표면 관찰
Sand blaster 및 CO2 snow cleaning의 분사 전·후 부식시 험편 및 유물 표면의 부식생성물 제거 정도를 비교하기 위 해 동일한 위치에서 실체현미경(MZ75, Leica)을 확대하여 관찰한 후 디지털카메라(D200, Nikon)로 촬영하였다.
또한 주사전자현미경(FE-SEM : Field Emission Scanning Electron Microscope, JSM-7401F, JEOL)과 집속 이온빔 전 자현미경(FIB/SEM System, LYRA|FEG, Tescan)으로 부식
시험편 및 유물 표면을 세부적으로 관찰하였다. 부식시험 편과 유물의 표면을 고배율로 관찰하여 처리 전·후 표면 상 태를 비교하였다.
3.3.3. 색도 측정
부식시험편에 생성된 부식생성물 제거 전과 후 색도변화 를 알아보기 위해 색도계(Chroma Meter CT-200, Minolta)를 사용하여 분석하였으며, 색도계 측정 기준은 국제조명위원 회에서 지정한 CIEL*a*b*값으로 나타내었다. 부식시험편 표 면에 일정한 간격으로 세 지점을 지정하여 한 지점 당 3회 연속 측정을 하여 평균값을 구하였다. 이를 통해 부식생성물 제거 전과 후의 색도차를 산출하여 그 변화를 알아보았다.
3.3.4. 비접촉 표면 조도 측정기(간섭계)
부식시험편의 표면에 생성된 부식생성물을 sand blaster 와 CO2 snow cleaning을 이용하여 제거 전·후의 표면 상태 를 비교하기 위하여 비접촉 표면 조도 측정기(NV6300, ZYGO)를 이용하였다. 부식시험편 표면에 일정한 간격으 로 세 지점을 지정하여 측정하였다. 이를 통해 표면의 거칠 기(PV, Ra, rms)를 확인할 수 있었다.
3.3.5. X-Ray 촬영
CO2 snow cleaning을 사용할 경우 초저온의 dry ice snow(-78.5℃)입자가 분사된다. Dry ice snow입자가 표면 과 충돌할 때 실험대상 유물의 내부 구조에 영향을 미치는 지 알아보기 위해서 이물질 제거 전과 후에 X-ray(SOFTEX, VIX-150)조사를 실시하였다. 각 유물별 실험 전·후 촬영 조 건은 동일하게 촬영하였다.
4. 실험 결과 4.1. 부식시험편 적용
4.1.1. 중량 측정
부식시험편의 이물질 제거 전과 후 중량을 측정한 결과 Table 2. Spray condition of CO2snow cleaning and sand
blaster for cleaning aged steel coupons.
Spray angle(°) Spray pressure(bar)
60° 6bar 5bar 4bar 3bar
90°
(working distance : 50mm, spray time : 120sec)
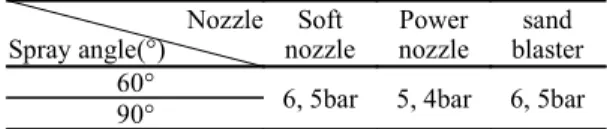
Table 3. Spray condition of CO2 snow cleaning and sand blaster for cleaning iron artifacts.
Nozzle Spray angle(°) Soft
nozzle Power
nozzle sand blaster 60° 6, 5bar 5, 4bar 6, 5bar 90°
(working distance: 50mm)
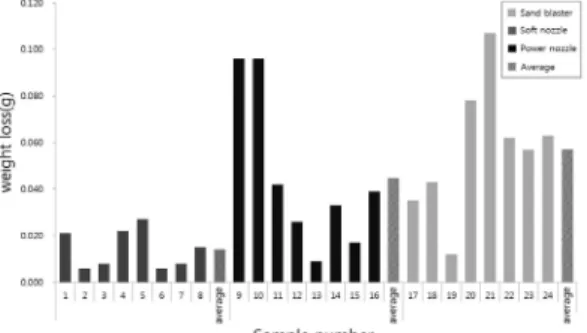
중량은 모두 감소하였다(Figure 4). 모든 시편의 처리 전과 후의 평균중량감소정도는 0.039g이며, 최대값은 0.107g, 최 소값은 0.006g이다. Soft nozzle일 때 평균중량감소정도는
0.014g이며, power nozzle일 때는 0.045g, sand blaster일 때 는 0.057g으로 나타났다. 중량감소정도는 sand blaster, power nozzle, soft nozzle 순서로 중량감소가 크다는 것을 확인하 였다. 모든 조건에서 sand blaster을 사용하였을 때 중량 감 소 정도가 가장 높게 나타났다. 이는 이물질을 제거할 뿐 아니라 부식물도 함께 제거되므로 중량의 변화가 가장 크 게 나타나는 것으로 판단된다.
4.1.2. 표면 관찰
부식시험편을 대상으로 이물질 제거 정도를 비교하기 위해서 실체현미경 및 주사전자현미경으로 표면을 확대하 여 관찰하였다. 실체현미경으로 20배 확대하여 관찰한 결 과 부식시험편은 모두 이물질 제거가 이루어진 것으로 확 인되며, 이물질을 제거하였을 경우 이물질로 덮여 있던 부 Figure 4. Weight loss of aged steel coupons after cleaning.
Photographs Stereoscopic microscope observation
before cleaning after cleaning before cleaning after cleaning
(a) No. 5, Soft nozzle, 6bar, 60°
before cleaning after cleaning before cleaning after cleaning
(b) No.11, Power nozzle, 4bar, 60°
before cleaning after cleaning before cleaning after cleaning
(c) No.23, Sand blaster, 5bar, 90°
Figure 5. Surface of aged steel coupons before and after cleaning.
식시험편의 표면이 노출되면서 본래 철편의 색이 나타난다 (Figure 5). 또한 이물질이 제거되면서 부식시험편 표면 색 상이 전체적으로 어두워지는 것을 확인하였다. 그리고 CO2 snow cleaning과 sand blaster 모두 이물질은 제거되었 으며, 이물질 제거 정도가 유사함을 확인하였다. 특히 CO2
snow cleaning보다 sand blaster를 이용한 것이 표면의 이물 질 제거 효과가 더 큼을 알 수 있었다.
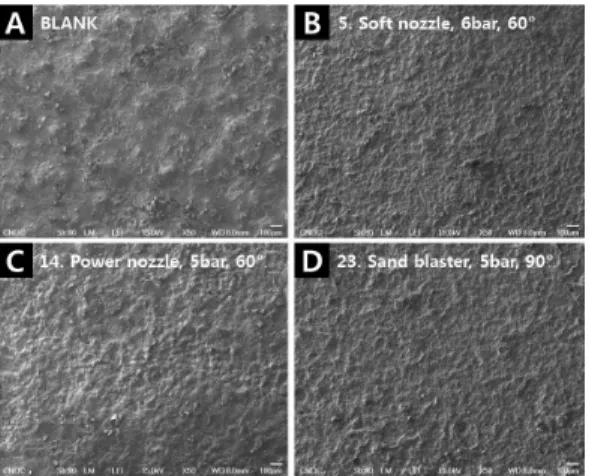
또한 주사전자현미경을 이용하여 이물질 제거 전과 후 의 표면 상태의 변화를 관찰하였다. 세정실험을 하지 않은 blank시편의 경우 이물질이 넓게 분포되어 있는 것이 확인 되었다(Figure 6A). 세정실험을 실시한 시편은 모두 이물 질이 제거된 것으로 확인되었으나, CO2 snow cleaning으로 세정한 부식시험편과는 달리 sand blaster로 분사된 시편의 경우 시료 표면이 분사된 유리가루에 의해 침식된 것으로 확인되었다(Figure 6B~D).
4.1.3. 표면 색도 관찰
CO2 snow cleaning과 sand blaster를 분사한 부식시험편 의 경우 표면의 색이 어두워지는 것을 실체현미경 관찰을 통해 확인하였다. 그러므로 CO2 snow cleaning과 sand blaster 로 분사한 부식시험편 표면의 색도차를 측정하여 제거 정 도를 비교하기위해, 실체현미경 관찰한 곳과 동일한 곳을 측정하였다. 색도계로 측정한 값은 국제조명위원회에서 규 정한 CIE L*, a*, b*로 표시하였다. 또한 명도차(∆L*), 적색 도-녹색도 차(∆a*), 황색도-청색도 차(∆b*)로 전체 색차 (∆E*ab)를 구하였다11.
우선 이물질 제거의 효과를 알아보기 위하여 a*와 b*의 경향성 분포도를 작성하였다(Figure 7). a*값이 (+)을 나타
내면, 적색의 경향성이 강한 것이며, (-)를 나타내면 녹색의 경향을 띤다. b*값은 (+)를 나타낼수록 황색의 경향이 강하 며, (-)를 나타내면 청색의 경향이 강한 것이다. 분포도를 통해 부식시험편 표면의 이물질 제거 전과 후의 경향성을 확인한 결과, 표면의 이물질은 적색과 황색을 나타내며, 이 물질 제거 전의 a*와 b*의 경향성은 우측상단에 분포한다.
이물질 제거 후에는 이물질이 제거되고, 부식시험편의 표 면이 노출되면서 좌측하단에 분포한다. 즉, 색도분석 결과 이물질 제거 후 적색도와 황색도가 낮게 측정됨을 확인하 였으며, 이를 통해 이물질이 제거됨을 확인하였다.
부식시험편의 ∆a*값은 일부 편을 제외한 대부분 (-)로 나타났으며, sand blaster와 CO2 snow cleaning의 soft nozzle 과 power nozzle을 비교하였을 때 색차가 크게 나타나지 않 음을 확인하였다. (-)로 나타난 것은 적색도가 감소한 것으 로, 이물질 제거가 이루어진 것으로 판단된다. ∆b*값도 대 부분 (-)를 나타나며, (-)는 황색도가 감소한 것으로, ∆a*와 유사하게 나타났다. ∆L*은 이물질 제거 전과 후의 명도차 를 나타내며, 일부 시편을 제외한 대부분 (-)값을 나타내므 로 전체적으로 색이 어두워짐을 알 수 있었다. Figure 8은 전체 색차 값을 보여주고 있다. 전체 색차 값인 ∆E*ab는 아 래의 식(1)을 이용하여 계산하였으며, 각 시료별 색도차를 정량적으로 비교하였다. 전체 색차는 sand blaster와 CO2
snow cleaning 모두 분사압력이 6bar이고 분사각도가 60°
일 때 색차가 높게 나타남을 확인하였다. 또한 분사압력이 높아질수록 색차 변화가 높게 나타났다. CO2 snow cleaning 의 power nozzle은 대부분의 조건에서 색차가 높게 나타나 는 것을 확인하였다. 노즐별 평균 색차 변화는 대체로 분사 각도가 60°, 90°일 때 모두 power nozzle이 높게 나타났으 며, soft nozzle, sand blaster 순서로 나타났다. 분사각도에
Figure 6. SEM image of aged steel coupons after cleaning. Figure 7. Graph shows Tendency of a* and b* values of aged steel coupons before and after cleaning.
따른 평균 색차변화는 일반적으로 60°일 때 색차변화가 크 게 나타남을 확인하였다.
∆E*ab=[(∆a*)2+(∆b*)2+(∆L*)2]1/2··· (1)
4.1.4. 비접촉 표면 조도 측정기를 통한 표면 관찰 부식시험편에 형성된 이물질을 CO2 snow cleaning과 sand blaster를 이용하여 제거 전과 후의 표면을 비접촉 표 면 조도 측정기를 이용하여 부식시험편의 표면 거칠기 차 이 즉, PV(Peak to valley : 형상정도), Ra(Centerline Average Roughness : 중심선 평균 거칠기), rms(Root mean square : 제곱 평균 거칠기)를 알아보았다. 일반적으로 표면 거칠기 는 중심선 평균 거칠기(Ra)를 말하므로, 본 실험에서는 이 물질 제거 전과 후의 Ra의 차(∆Ra)를 비교하였다. ∆Ra 값이 클수록 이물질 제거 전·후의 차이가 크다는 것을 의미 한다. Figure 9는 ∆Ra를 분사각도별로 구분하여 표시한 그래프이다. Figure 9의 (A)는 분사각도가 90°일 때 ∆Ra 를 나타낸 그래프이다. 분사각도가 90°일 때 ∆Ra값은 power
nozzle을 사용하고, 분사압력이 5bar일 때 가장 높게 나타 났으며 4,6bar로 분사하였을 때도 ∆Ra가 높게 측정되었 다. Sand blaster도 6bar를 제외한 나머지 압력에서 ∆Ra가 높게 나타났다. Soft nozzle은 분사각도 90°일 때 모든 압력에 서 낮게 나타났다. 즉, 분사각도가 90°일 때는 power nozzle로 5bar의 압력으로 분사할 때 이물질 제거 효과가 뛰어나며, sand blaster보다도 이물질 제거 효과가 뛰어남을 확인할 수 있었다. Figure 9의 (B)는 분사각도가 60°일 때 ∆Ra를 나타낸 그래프로써, 6bar의 압력에서 power nozzle의 ∆Ra Figure 8. Color Difference of ∆E*ab of aged steel coupons
before and after cleaning. (A) Spray angle 90°, (B) Spray angle 60°.
Figure 9. Ra of aged steel coupons before and after cleaning. (A) Spray angle 90°, (B) Spray angle 60°.
Figure 10. Weight loss of iron artifacts before and after cleaning.
가 가장 높게 나타났다. Sand blaster는 3bar로 분사하였을 경우 ∆Ra가 낮게 나타났지만, 4~6bar에서는 ∆Ra가 높았 다. Soft nozzle로 분사한 경우 ∆Ra는 전체 ∆Ra평균보다 낮게 측정되었다. 이를 통해 power nozzle은 6bar의 압력으 로 분사하였을 경우 이물질 제거 효과가 가장 뛰어나지만, 그 외의 압력에서는 효과가 크지 않았으며, sand blaster는 4~6bar의 압력에서 이물질 제거 정도가 우수함을 확인할 수 있었다.
전체적으로 sand blaster, power nozzle, soft nozzle중에 서 60°로 분사하였을 경우에는 sand blaster의 제거 효율이 일반적으로 좋으나, 90°로 분사하게 되면 power nozzle의 CO2 snow cleaning도 sand blaster보다 우수한 제거 효율을 보임을 확인할 수 있었다.
4.2. 유물 적용
4.2.1. 중량측정
철제유물 중 철제 관정의 이물질 제거 정도를 비교하기 위하여 중량을 측정하였다. 이물질 제거 후 철제유물의 중 량은 전체적으로 감소하며, 평균 중량 감소 정도는 power nozzle이 12.9g이며, soft nozzle이 7.0g, sand blaster가 6.5g 으로 나타났다. 유물의 중량 감소 정도의 비율은 power nozzle이 48.90%, soft nozzle이 26.59%, sand blaster가 24.50%로 power nozzle이 중량 감소 정도가 가장 높게 나 타난다(Figure 10).
부식시험편과 다르게 power nozzle의 중량 감소 정도 비
율이 높게 나타났으며, sand blaster의 중량 감소 비율이 낮 게 나타났다. 이는 부식시험편과는 다르게 철제 관정에는 목질이 존재하며, 목질이 power nozzle의 분사압력에 의해 이물질과 함께 제거되었기 때문인 것으로 보인다.
4.2.2. 실체현미경 관찰을 통한 표면 관찰
CO2 snow cleaning과 sand blaster를 이용하여 철제 관정 의 이물질 제거 전·후를 실체현미경으로 관찰하였다. 관찰 결과 모든 유물에서 이물질 제거가 이루어 진 것으로 확인 되었으며, 이물질을 제거하였을 경우 전체적인 표면의 색 은 어둡게 변하였다(Figure 11).
CO2 snow cleaning을 이용한 이물질 제거는 공기 압력 에 의해 재질이 약한 부분 및 목질 부분이 탈락됨을 확인하 였다. 또한 sand blaster의 경우 이물질 뿐 만 아니라 철제 유물 보존처리시 제거하지 않는 Magnetite층의 일부가 제 거됨을 확인할 수 있었으며, 철제 유물에 존재하는 균열 사 이에 유리가루가 박혀 있는 것이 확인되었다(Figure 12).
철제 관정 내부에 박혀있는 유리가루는 육안으로 관찰이 불가능 하며, 실체현미경으로 확대 관찰하여 확인할 수 있 었다.
4.2.3. 주사전자현미경을 통한 관찰
주사전자현미경으로 철제 관정과 철솥편의 이물질 제거 후 표면 변화를 관찰하였다. Figure 13은 이물질 제거 후 철 제 관정의 표면 모습이다. Figure 13의 (A)와 (B)는 soft nozzle로 분사한 관정으로 전체적인 표면의 모습이 일정하 Figure 11. Microscope image of iron artifacts before and after cleaning (×0.63).
게 나타났으며, 부드러운 양상을 띤다. (C)는 power nozzle 로 분사하였으며, 표면에 굴곡이 있으나, 마모된 흔적은 찾 을 수 없다. (D)는 sand blaster로 분사한 관정의 표면이며, 표면의 높이는 일정하게 나타나지만, 유리 가루에 의한 표 면이 마모됨을 확인하였다.
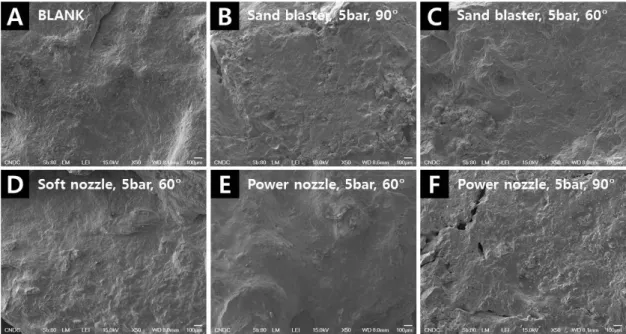
Figure 14는 철솥편 1번의 주사전자현미경 관찰 모습이 다. 철솥편의 blank를 제외한 나머지 시료에 CO2 snow cleaning과 sand blaster를 모두 5bar의 조건으로 각도와 nozzle의 종류를 달리하여 분사하였다. (A)는 이물질 제거 전으로 표면에 이물질이 전체적으로 분포하고 있는 것이 확인되었다. 그러나 (B)와 (C)는 sand blaster으로 분사한 것으로 표면 이물질의 분포가 균일하지 않고, 부분적으로 패여 있으며, 유리가루로 인해 침식됨을 확인할 수 있다.
(D)는 CO2 snow cleaning의 soft nozzle로 분사하였으며,
(E)와 (F)는 CO2 snow cleaning의 power nozzle로 분사하였 다. 관찰 결과 CO2 snow cleaning의 경우 이물질 제거 후 표 면의 이물질 양상은 전체적으로 부드럽게 나타난다. Sand blaster와 다르게 표면에서 마모되거나 침식된 흔적은 나타 나지 않으며, 표면 이물질이 균일하게 분포함을 확인할 수 있다.
4.2.4. X-ray 촬영을 통한 유물의 안정성 조사
CO2 snow cleaning과 sand blaster를 철제 관정에 분사한 (a) Microscope image after
sand blaster of No. 17 (b) Enlarged image of gray box
Figure 12. Glass beads within cracks of iron nail.
Figure 13. SEM image of iron nails after cleaning.
Figure 14. SEM image of iron caldron 1 before and after cleaning.
뒤, 내부 구조의 안정성을 분석하기 위해 X-ray촬영을 실시 하였다. 이물질 제거 전과 후의 X-ray촬영 조건은 동일하게 하였다. X-ray촬영 결과 분사 전과 후를 비교하였을 때 이 물질 제거가 많이 된 철제 유물의 경우 외형적인 변화가 나 타났지만, 철제 유물 내부의 구조적인 변화는 관찰되지 않 았다. 즉, CO2 snow cleaning을 사용하여도 유물의 내부 손 상이 발생하지 않음을 확인하였다.
5. 고찰 및 결론
본 연구는 철제유물 보존처리에서 많이 사용되는 sand blaster(air brasive)를 대체 할 친환경적 첨단 세척 장비인 CO2 snow cleaning의 활용 가능성 여부를 알아보고자 실험 및 분석을 실시하였다. 분사압력과 분사각도, 분사기기를 노즐별로 세정실험 하였으며, CO2 snow cleaning 세정 시 가장 적절한 이물질 제거 조건을 알아보고자 하였다.
5.1. 부식시험편을 이용한 적용실험
1. Sand blaster와 CO2 snow cleaning 세정 후 중량 측정
결과 이물질 제거 전과 후 부식시험편의 중량이 모든 조건 에서 감소함을 나타내었으며, 중량감소정도는 sand blaster 가 가장 높게 나타났다. 이는 부식물까지 함께 제거되어 나 타난 현상으로 보인다.
2. 실체현미경으로 부식시험편의 표면을 확대 관찰한 결과, sand blaster와 CO2 snow cleaning 모두 표면 이물질 이 제거된 것으로 관찰되며, 이물질 제거 정도는 유사하게 나타났음을 확인하였다.
3. 색도측정결과 적색도와 황색도의 경향성을 통해 이 물질의 제거 정도를 확인할 수 있었다. Sand blaster와 CO2
snow cleaning을 적용할 경우 ∆L*의 값이 낮아지는데, 이 는 표면에 이물질이 제거되면서 밝은 색상의 이물질이 제 거되고, 어두운 색상의 표면이 노출되기 때문이다. ∆E*ab
는 power nozzle일 경우 모든 조건에서 색차가 높게 나타났 으며, CO2 snow cleaning의 soft·power nozzle 및 sand blaster 모두 분사각도 60°, 분사압력 6bar 일 때 색차가 높게 나타 났다.
4. 비접촉 3차원 표면 형상 측정기를 이용한 표면 분석 결과 부식시험편의 표면 거칠기(Ra)는 전체적으로 낮아졌 다. 또한 분사각도가 60°일 때는 sand blaster의 효율이 좋으 나, 분사각도가 90°일 경우에는 CO2 snow cleaning의 power nozzle도 sand blaster보다 우수한 제거효과를 보였다.
5. 주사전자현미경 관찰을 통해서 sand blaster는 blasting 원료인 유리가루로 인해 이물질 뿐 아니라 표면까지 침식 시키는 것으로 확인되었다. 그와 달리 CO2 snow cleaning 은 부식시험편의 표면을 마모시키지 않고, 이물질만 제거 함을 확인 할 수 있었다.
5.2. 유물을 이용한 적용시험
1. 유물 적용 실험에서 중량감소 정도는 sand blaster가 가장 낮게 나타났으며, power nozzle이 가장 높게 나타났 다. 이는 부식시험편과 달리 유물에는 목질이나, 부식물이 고착되어 있는데, power nozzle의 경우 공기의 유량이 많으 므로 그 압력에 의해 재질이 약한 곳과 목질 일부가 제거되 면서 중량 감소 정도의 비율이 높게 나타난 것으로 보인다.
2. 실체현미경으로 철제 관정의 표면을 확대 관찰한 결 과 sand blaster는 표면까지 침식시키는 것으로 확인되었으 나, CO2 snow cleaning은 관정의 표면을 침식시키지 않는 것으로 확인되었다. 또한 sand blaster의 연마제인 유리가 루가 철제 관정의 균열사이에 박혀있는 것이 관찰되었다.
Figure 15. X-ray image of iron artifacts before and after cleaning.
이를 통해 sand blaster로 보존처리 할 경우 유물에 2차 오 염이 발생함을 알 수 있었다.
3. 주사전자현미경 관찰결과 이물질 제거 전 표면 이물 질이 전체적으로 분포하여 굴곡이 나타났으나, sand blaster 로 이물질을 제거한 경우 표면의 이물질 분포가 균일하지 않으며, 패여 있는 곳이 관찰되며, CO2 snow cleaning은 이 물질 제거 후 표면이 고르게 됨을 확인할 수 있었다.
4. X-ray촬영을 통해 CO2 snow cleaning에 의한 금속 내 부의 구조적변화가 나타나지 않았음을 알 수 있었다.
위의 실험을 통해 CO2 snow cleaning과 sand blaster의 이물질 제거 정도를 비교·분석 하였다. 기존에 사용하던 sand blaster는 이물질 제거에 있어서 매우 효과적이나, 이 물질 뿐 아니라 부식물까지 제거하며, 유리가루에 의한 2 차 오염이 발생할 수 있으므로 CO2 snow cleaning이 유물 의 원형을 보존하는데 있어 일정 부분 효과적이라고 볼 수 있다. 특히 CO2 snow cleaning의 power nozzle의 경우 이물 질 제거효과는 일정 부분 sand blaster와 유사하게 나타났 다. Sand blaster의 경우 노즐의 구경이 작으며, 분사 시 제 거되는 면적이 좁으므로 시간이 오래 걸리지만, CO2 snow cleaning의 경우 고속으로 CO2 snow입자가 분사되고, 분사 면적이 넓으므로 이물질을 제거하는데 있어 CO2 snow cleaning이 효율성이 높다고 볼 수 있다.
그러나 CO2 snow cleaning의 경우 부식시험편은 금속 재질이 단단하여 공기압력이 높아도 시편이 파손되는 경우 는 없었으나, 유물은 내부 금속 재질이 각각 다르고 오랜 시간동안 부식이 진행되어 왔기 때문에 대부분 재질이 약 한 상태이므로 공기압력이 높으면 파손될 위험이 높다. 그 러므로 유물에 적용하기 위해서는 정확한 재질상태를 규명 한 후 주의해서 사용하여야 한다. 그러나 유물의 재질상태 가 양호한 CO2 snow cleaning을 옥외 문화재 및 대형 문화 재에 적용하면 높은 분사압력에도 유물이 파손될 위험이 적기 때문에 더 효과적일 것으로 보며, 앞으로 이 분야에 다양한 연구가 필요할 것으로 본다.
사 사
본 연구는 문화재청 국립문화재연구소의 문화재보존기 술연구개발(R&D)사업의 일환으로 이루어졌으며, 이에 감 사드린다.
참고문헌
1. 정광용, "금속문화재의 보존관리". 보존과학기초연수교 육, 국립문화재연구소, (2004).
2. 길금공예연구소, "거멍쇠의 자존심". p164-179, (2008).
3. 박종수, 김호태, 김선근, "드라이아이스 펠렛 세정 장치 및 공정개발". 청정기술, 10, p121, (2004).
4. Betsey Seibel, "Harnessing the Cleaning Power of Dry Ice".
Source Finishing Today, 83, p22, (2007).
5. 김태영, 정광조, 김두형, "Dry-ie snow를 이용한 정밀부품 표면 오염 제거". 한국정밀공학회 추계학술대회논문집, p145-146, (2006).
6. Jeffery Lapointe, "Sand-less Sandblasting". Pollution Engineering, 36, p16, (2004).
7. Robert Sherman, "Carbon Dioxide Snow Cleaning". Particular Science and Technology, 25, p37, (2007).
8. KS D 0219 지식경제부 기술표준원, 스테인리스강의 염화 제2철 부식 시험 방법.
9. 박종수, "드라이아이스 블래스팅 장치 및 공정 개발에 관한 연구". 중앙대학교석사학위논문, (2001).
10. 나영민, "고압액체 팽창으로 제조된 드라이아이스 Snow 분사 제트의 세정속도". 중앙대학교석사학위논문, (2003).
11. Roy S. Berns, "색채학 원론". 시그마프레스, 한국, (2003).