미세분-PCC 복합충전제 제조 인자가 종이 물성에 미치는 영향(I):
교반속도 및 응집제 첨가량
강현
1·원종명
1·조병욱
1†접수일(2019년 12월 5일), 수정일(2019년 12월 17일), 채택일(2019년 12월 19일)
Effects of Production Variables of Fines-PCC Composite Fillers on Paper Properties (I): Stirring Speed and Dosage of Flocculants
Hyun Kang
1, Jong Myoung Won
1and Byoung-Uk Cho
1†Received December 5, 2019; Received in revised form December 17, 2019; Accepted December 19, 2019
ABSTRACT
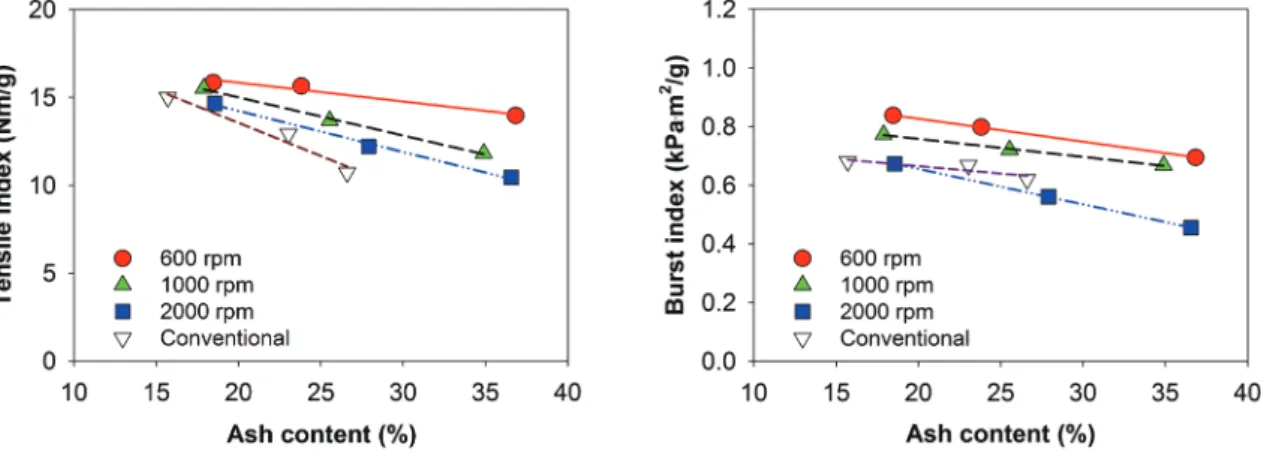
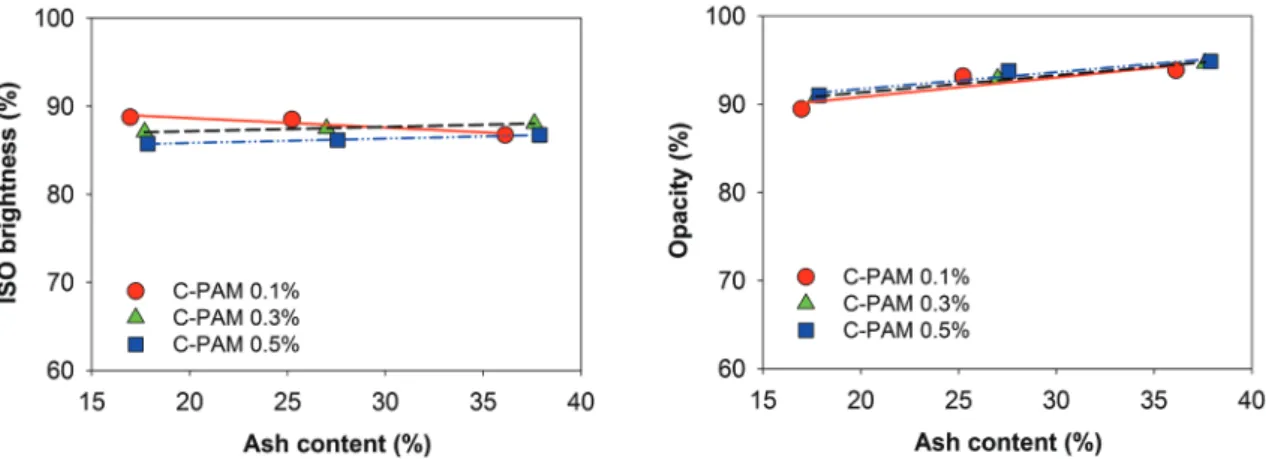
A composite filler was developed by pre-flocculation of hardwood bleached kraft pulp (HwBKP) fines and precipitated calcium carbonate (PCC) with flocculants like cationic polyacrylamide (C-PAM) and bentonite. The effects of stirring rate and flocculant dosage during the production of the composite filler on the mechanical and the optical properties of handsheets were investigated. The handsheets using the fines-PCC composite filler showed higher strength properties than that with the conventional loading at a given ash content of paper, showing the possibility of the production of high loaded paper with the fines-PCC filler. Increasing average floc size of the composite filler by decreasing stirring rate resulted in increased strength properties, while the optical properties were not influenced by the stirring rate. Dosage of flocculant influenced the formation and the strength properties of handsheets while the optical properties was only affected by the ash content of handsheets.
Keywords: Ash content, composite filler, fines-PCC pre-flocculation, high-loaded paper, stirring rate, C-PAM dosage
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2019.12.51.6.135
1 강원대학교 산림환경과학대학 산림응용공학부 제지공학전공(Program of Paper Science & Engineering, Division of Forest Material Science and Engineering, College of Forest and Environmental Sciences, Kangwon National University, Chunchon, 24341, Republic of Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
1. 서 론
제지업계에서는 온실가스 배출 감축 문제와 종이 제조 원가 감소를 해결하기 위하여, 고충전지를 제조하기 위 하여 많은 노력을 들이고 있다. 그러나 종이의 충전제 함 량을 증가시키는 것은 종이 강도 저하라는 잠재적 문제 점을 가지고 있다. 잘 알려진 바대로 충전제 입지들은 셀 룰로오스 섬유와 결합력이 약하기 때문에, 종이 내에서 섬유-섬유 사이에 충전제 입자들이 위치하면 셀룰로오 스 섬유-섬유 사이의 수소결합을 방해하게 되고, 결과적 으로 충전제 함량이 증가하면 종이의 강도는 저하하게 된다.
1-3)종이 강도를 심하게 저하시키지 않으면서 종이의 충전 제 함량을 증가시키기 위해서 여러 연구가 진행되고 있 다. 이중 가장 널리 알려지고, 상업화가 된 기술은 선응 집(pre-flocculation of filler) 기술이다. 선응집 기술 적용 시, 충전제들은 고분자 같은 응집제에 의해서 응집 되어 충전제 응집체 크기가 크게 조절된 다음에, 지료에 투입된다.
4-7)응집된 충전제 응집체는 잘 분산된 충전제 입자들보다 보류가 잘 되고 섬유 간 결합을 덜 방해해서 강도를 상대적으로 적게 감소시킨다고 보고되었다.
다른 기술로는 고분자 흡착에 의한 충전제 표면 개질 기술이 있다. 셀룰로오스 섬유와의 결합력이 약한 무기 충전제 표면에 전분, polyacrylamide(PAM) 같은 고분 자를 흡착시켜서 섬유와의 결합력을 향상하고, 결과적으 로 종이의 강도를 증가시킨다고 보고되었다.
8,9)또한, 음 전하, 양전하를 가지는 이중고분자 시스템을 여러 층으 로 충전제 표면에 흡착시켜 종이 강도를 증가시키는 고 분자 다층흡착기술이 연구되었다.
10-12)침강 탄산칼슘(precipitated calcium carbonate, PCC)을 셀룰로오스 피브릴 또는 섬유 미세분 현탁액에 서 합성(in-situ 침강법)시켜 셀룰로오스-PCC 복합충 전제를 제조하는 기술이 제시되었다.
13-17)복합충전제를 구성하는 셀룰로오스 피브릴 또는 섬유 미세분이 셀룰로 오스 섬유과 수소 결합이 가능하기 때문에 기존 방법으 로 충전제를 사용하는 것보다 유사한 회분율에서 우수한 강도를 가지는 종이를 생산할 수 있다고 보고되었다. 이 전 연구에서 in-situ 침강 복합충전제 대신에 충전제를 나노셀룰로오스(cellulose nanofibrils, CNF)와 양성전 분으로 선응집하여 복합충전제를 제조하였고, 이를 사용 하여 기존 방식의 충전법보다 동일한 회분율에서 높은
강도를 가지는 종이를 제조할 수 있음을 보였다.
18,19)나 노셀룰로오스를 제지용으로 사용하는 한계 중의 하나는 나노셀룰로오스 제조 비용이 비싸다는 것이다.
이전 연구에서 상대적으로 생산 비용이 비싼 나노셀룰 로오스 대신에 섬유 미세분(fiber fines)을 사용하여 미 세분-PCC 복합충전제를 제조 가능하고, 이 복합충전제 를 이용하여 기존 방식으로 충전제를 사용하는 것보다 동일한 종이 회분율에서 우수한 강도를 가지는 종이를 생산할 수 있음을 보였다.
20)본 연구에서는 복합충전제 제조 기술 최적화의 일환으로, 미세분-PCC 복합충전제 제조 시 교반속도와 응집제 첨가량이 종이의 물성에 미 치는 영향을 평가하고자 하였다.
2. 재료 및 방법
2.1 공시재료
침엽수 표백 크라프트 펄프(softwood bleached kraft pulp (SwBKP), Pacifico Pulp, Chile)와 활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp (HwBKP), April, Indonesia)를 H사에서 분양받아 사용 하였다.
충전제는 농도가 약 15%인 슬러리 상태의 scalenohe- dral 형태의 PCC를 H사로부터 분양받아 사용하였고, PCC의 평균 입경은 4.6 μm이었다. 기존 방식의 충전을 위한 보류향상제로는 poly-aluminium chloride(PAC), cationic polyacrylamide(C-PAM), micropolymer (MP)로 구성된 시스템을 사용하였다. PAC의 농도는 12%, Al
2O
3환산함량은 11.0%, %염기도(percent basicity) 는 41.1%, pH는 4.1이었다. C-PAM의 분자량은 800×
10
4g/mol, 전하밀도는 1.5 meq/g이었고, MP의 분자 량은 600-700×10
4g/mol, 전하밀도는 –1.58 meq/g 이었다. 미세분과 PCC의 응집을 위해서는 C-PAM (800×10
4g/mol, 1.5 meq/g)과 벤토나이트를 H사에서 분양받아 사용하였다.
2.2 실험방법
2.2.1 복합충전제 제조HwBKP와 SwBKP를 실험실용 Valley beater(Daeil
Machinery Co., Ltd., Korea)를 사용하여 450 mL
CSF로 분리 고해하였다. 고해된 펄프 슬러리는 200 mesh
금망을 사용하여 여과시켜 섬유와 미세분을 분리시켰다.
200 mesh 금망을 통과한 것을 미세분으로 간주하였다.
HwBKP 지료에서 나오는 미세분은 모아서 복합충전제 제조에 사용하였다. HwBKP 미세분 현탁액을 양동이에 하루 동안 방치시켜 상등액을 제거하여 0.5%(w/w) 농도 로 농축한 후에, 실험 전까지 냉장고에 보관하였다.
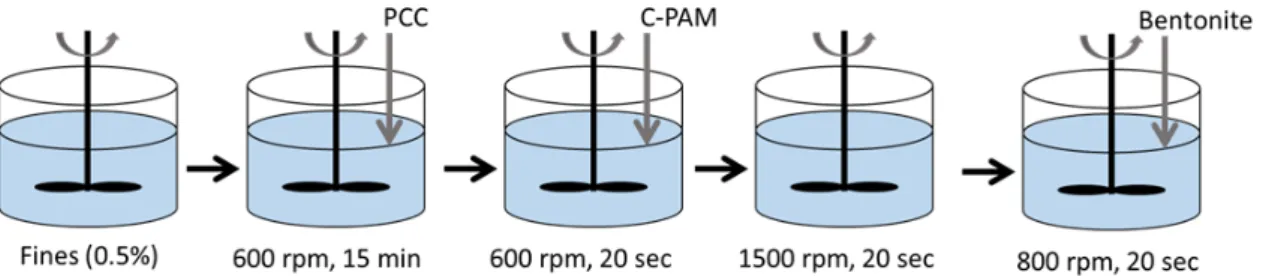
HwBKP 미세분-PCC 복합충전제 제조 공정을 Fig. 1 에 나타내었다. PCC 슬러리(15%, w/w)를 HwBKP 미세 분 현탁액에 첨가하고 600 rpm으로 15분간 교반하였다.
PCC와 미세분의 혼합비율을 4:1로 조정하였다. PCC와 미세분이 혼합된 현탁액에 0.1%로 희석된 C-PAM을 고 형분(미세분과 PCC) 무게 대비 0.1% 첨가하고 600 rpm 으로 20초간 교반하였다. 1,500 rpm으로 20초간 교반 해서 응집체를 깨뜨리고, 1%로 희석한 벤토나이트를 미 세분과 PCC 무게 대비 1% 첨가하고 800 rpm으로 20초 간 교반하였다.
교반속도의 영향을 탐색하기 위해서, 제조된 복합충전 제를 교반속도를 다르게 하여 20초간 교반 후 수초지를 제조하였다. 교반속도는 600 rpm, 1,000 rpm, 2,000 rpm 으로 조절하였다. 또한 C-PAM 첨가량의 영향을 탐색 하기 위해서, 미세분과 PCC 무게 대비 C-PAM의 첨가 량을 0.1%, 0.3%, 0.5%로 조정하였고, 벤토나이트는 C-PAM 첨가량의 10배를 투입하였다. 이 경우에 교반속 도는 800 rpm으로 조정하였다.
2.2.2 수초지 제조
HwBKP와 SwBKP를 각각 450 mL CSF로 고해 후 200 mesh 금망을 사용하여 미세분을 제거하였다. 미세 분이 제거된 펄프를 80:20(HwBKP:SwBKP)의 비율로 혼합한 다음에 펄프 농도를 0.3%로 조정하고 10분간 교 반하였다. 제조된 미세분-PCC 충전제를 투입하고, 그
현탁액을 800 rpm으로 20초간 교반하였다. 충전제의 지료 내 함량이 20%, 30%, 40%가 되도록 복합충전제 투입량을 조절하였다. 수초지는 실험실용 수초지기(Daeil Machinery Co., Ltd., Korea)를 사용하여 제조하였다.
평량을 80 g/m
2로 조정하였고, 다른 약품들은 사용하지 않았다. 제조된 습윤지필을 ISO 5269-1에 따라 습윤 압착 하고 건조하였다.
기존 방식으로 충전제를 투입하기 위해서, 미세분이 제거된 펄프를 80:20(HwBKP:SwBKP)의 비율로 혼합 하고, 0.3% 농도로 희석하였다. 미세분-PCC 복합충전 제를 사용하는 것과 동일한 양의 HwBKP 미세분을 첨가 하고 800 rpm에서 10분간 교반하였다. 보류향상제로 PAC, C-PAM, MP로 구성된 마이크로파티클 시스템을 투입하였다. 펄프, PAC, PCC, C-PAM, MP 순으로 첨 가하였다. PAC의 첨가량은 펄프 전건 무게 대비 0.6%, C-PAM의 첨가량은 0.015%, MP의 첨가량은 0.15%로 조정하였다. PCC의 투입량은 지료 고형분의 20%, 30%, 40%가 되도록 조정하였다. 수초지 평량이 80 g/m
2이 되 도록 조정하여 실험실용 수초지기로 초지하였다.
2.2.3 수초지 물성 분석