DOI https://doi.org/10.9725/kts.2018.34.2.67
알루미늄 기판 위 반응합성 Coating 된 Ni-Al계 금속간화합물의 미끄럼마모 특성 해석
이 한 영†
계명대학교 신소재공학과
Sliding Wear Properties of Ni-Al based Intermetallics Layer coated on Aluminum through Reaction Synthesis Process
Han-Young Lee
†Dept. Advanced Materials Eng., Keimyung University, Daegu 42601, Korea (Received February 4, 2018, Revised March 26, 2018, Accepted March 27, 2018)
Abstract − Ni–Al intermetallic coating technology is an available method for the strengthening of aluminum substrate. In this study, Ni–Al intermetallics were coated on an aluminum substrate through a reaction synthesis process at a temperature lower than melting point of aluminum. And the sliding wear properties of the coatings have been investigated to verify their usability and compared the wear properties with those of a cast Al-12.5%Si alloy and an anodizing layer on aluminum. Results show that the wear rate of the coating layer greatly increased at 1 m/s and 1.5 m/s when compared with that of the cast Al-12.5%Si alloy. Much pitting damages were observed on the worn surfaces at these sliding speeds, unlike at other sliding speeds. The wear of the intermetallic coating layer at these sliding speeds seems to be increased by pitting as a consequence of adhesion. In contrast, wear of the coating layer at other speeds hardly occurs, regardless of wear periods. Nevertheless, the wear properties of the intermetallic coating layer on the aluminum substrate through the reaction synthesis process are more stable than those of anodized aluminum and are superior to those of the cast Al-12.5%Si alloy in a steady-state wear period.
Keywords − intermetallics(금속간화합물), coating(코팅), aluminum(알루미늄) reaction synthesis(반응합성), wear property( 마모특성)
1. 서 론
알루미늄은 전기 및 열 전도도가 우수할 뿐만 아니 고 내식성이나 가공성 등과 같은 기계적 성질도 뛰어 나 공업용으로 널리 사용되는 재료 중 하나이다. 그러 나 구조용 재료로써의 활용은 다소 제한적이다[1]. 그 이유는 알루미늄의 강도가 상대적으로 다른 구조재료에 비해 낮기 때문일 것이다. 그러나 알루미늄이 비중 2.698 정도로 경량화에 적합한 소재임을 감안한다면, 알 루미늄의 고강도화에 대한 시대적 요구는 필연적일 수
밖에 없다. 현재 알루미늄의 고강도화에 대한 연구는 결정립 미세화[2]나 합금성분 조정[3] 또는 흑연, SiFe, Al
2O
3, TiB
2등과의 복합재료화[1, 4-6] 등, 다양한 방법 으로 진행되고 있다. 한편 표면처리를 이용한 알루미늄 의 고강도화 기술로는 현재 양극산화법(anodizing)[7]이 대표적이나 이 기술은 피막층이 얇아 오히려 다른 기 능 향상이 목적이라 해도 과언이 아닐 것이다.
최근 우수한 특성의 금속간화합물을 금속재료 위에 코팅하여 실용화하려는 연구가 활발히 진행되고 있다.
대표적인 기술로는 연소합성기술[9-11]이 있으나, 이것 은 소정의 금속간화합물 합금조성의 압분체를 금속재료 위에 놓고 가열하면, 합성 진행에 따라 발생되는 열이 연소파의 형태로 전파하면서 합성과 동시에 코팅층으로 형성시키는 기술이다. 저자도 이미 지난 보고[8]에서 이
†
Corresponding author: [email protected] Tel: +82-53-580-5548, Fax: +82-53-582-8141 http://orcid.org/0000-0001-8398-8971
ⓒ 2018, Korean Tribology Society
결과, 이 경우는 폭발적인 연소합성반응은 일어나지 않 으나 반응합성이 일어나고 코팅도 이루어지는 것을 확 인하였다.
본 연구에서는 지난 보고[12]에 이어 알루미늄에 반 응합성 코팅된 Ni-Al계 금속간화합물의 유용성을 확인 하고자 미끄럼 마모 특성을 조사하고, 그 결과를 Al- 12.5%Si합금 주조재와 알루미늄 위 양극산화(anodizing) 처리 경질 피막층의 미끄럼 마모 특성과 비교하였다.
2. 실험방법
본 연구에서는 지난 보고[12]와 동일하게 순도 99.9%, 3 μm 크기의 Ni 과 Al 분말을 Ni-50 atm% Al 이 되도록 각각 칭량한 후, 이들 혼합분말 0.1 g을 직 경 6 mm의 강 몰드에 넣고 400 MPa의 압력으로 5 분간 냉간 프레스 하여 압분체를 제작하였다. 그리고 코팅을 위한 기판재도 지난 보고[12]와 동일하게 시판 되는 순도 99.5%, φ10의 알루미늄(1050계열) 환봉에서 소정의 미끄럼 마모시편인 핀(pin) 형상(Φ6 × 12 mm)으 로 선삭 가공한 후, 코팅 할 한쪽 단면을 #1500 어브 레시브 페이퍼(abrasive paper)로 마무리 가공하였다.
반응합성 코팅처리는 진공(2 × 10
−3Pa) 핫 프레스(hot press)[8] 베드 위에 핀 시편과 압분체를 장착한 후 이 들을 33 MPa로 가압한 상태에서 행하였다. 이때 처리 온도를 928 K로 하고 120분 동안 반응합성 하였다.
이후 형성된 코팅층의 미세조직은 X선 회절시험 결과, 지난 보고의 결과[12]와 유사한 것으로 밝혀졌다.
비교재로는 내마모 알루미늄 재료로 널리 사용되는 양극산화(anodizing) 처리한 알루미늄(이하 양극산화 피 막층)과 Al-12.5%Si합금을 주조한 것(이하 공정 주조 재) 두 종류를 선정하고 이들의 미끄럼 마찰마모특성 도 동시에 조사하였다. 양극산화 피막층 시편 제작은
침적시키고 약 30분간 처리(전압 30 V, 온도 2
oC) 하여 제작하였다. 그 결과 이들의 표면에는 약 30~40 µm 두 께의 경질 피막층이 생성된 것을 확인하였다. 또한 Al- 12.5%Si 조성의 공정 주조재 시편 제작은 해당 조성의 모 합금을 전기로(570
oC) 에서 용해하고 탈 가스 공정 을 거쳐 φ10 × 20 mm의 강 몰드에 주입한 후 소정 의 마찰마모시편 형태로 선삭 가공하였다. 미끄럼 마 모시험은 pin-on-disc 식 미끄럼 마찰마모시험기[13]를 사용하였다.
이때 시험 하중은 2 N(접촉압력 7.1 N/cm
2) 으로 하 고 접촉부의 선 속도를 0.5 m/s에서 4 m/s까지 6종류 로 변화시키면서 각 속도에서 최대 마찰거리 5 km까 지 시험하였다. 모든 시험은 상온에서 무윤활 상태에 서 행하였으며 마모량은 소정의 거리마다 시편의 중량 감소로 산출하였다. 또한 마찰계수의 측정은 상대재 하 부에 장착된 토오크 메타(torque meter)를 이용하여 소 정의 거리구간 별 토오크의 변화를 측정하여 정상마모 영역에서의 평균 마찰계수를 산출하였다. 이때 상대재 디스크(disc)는 시판되는 일반 구조용 탄소강 S55C의 환봉에서 소정의 형상(φ80 × 6 mm)으로 가공한 후 열 처리하였다. 열처리 후 상대재의 경도는 HRC 28인 것으로 밝혀졌다. 상대재 및 시편의 접촉면은 시험 전 에 모두 #600 어브레시브 페이퍼로 마무리 가공하였 다. Table 1에 본 연구의 미끄럼 마찰마모시험 조건을 요약하였다.
3. 실험결과 및 고찰
3-1. 미끄럼 마모특성
Fig. 1은 반응합성된 Ni-Al 코팅층의 미끄럼 거리에 따른 마모량 변화를 미끄럼 속도 별로 나타낸 것이다.
그림에서 보듯이 모든 속도에서 거리증대에 따라 마모
량이 증대하고 있으나 속도에 따라 거동이 상이하다.
특히 1 m/s와 1.5 m/s의 속도에서는 초기 마모량이 현저히 큰 것으로 밝혀졌다. Fig. 2는 비교재인 공정 주조재(Al-Si alloy) 및 양극산화 피막층(anodizing
layer)의 미끄럼거리에 따른 마모량의 변화를 속도 별 로 나타낸 것이다. 공정 주조재의 경우는 모든 속도에 서 마모발생이 거의 직선적으로 증가하고 있다. 반면 양극산화 피막층의 경우는 대부분 마모발생이 거의 없 으나 1.5 m/s 이상의 미끄럼 속도에서는 돌발적으로 마모량이 급증하는 현상이 관찰되었다. 이러한 현상은 해당 미끄럼 거리에서 양극산화 처리에 의한 피막층이 탈락하여 금속간 접촉이 발생하기 때문으로 확인되었 다. 따라서 양극산화 피막층의 마모특성은 아주 우수 하나 고속도 구간에서는 불안정한 마모특성을 가지는 것으로 생각되었다.
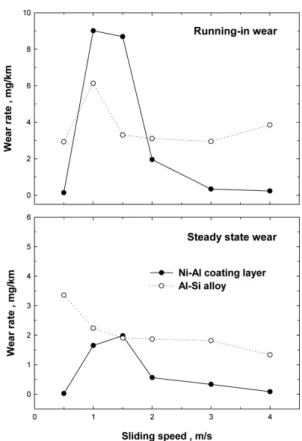
Fig. 3 은 코팅재와 공정 주조재의 거리에 대한 마모 특성 곡선(Fig. 1과 Fig. 2)을 초기마모영역과 정상마 모영역으로 구분한 후 영역 별로 각 미끄럼 속도에서 의 마모율을 산출하여 비교한 것이다. 그림에서 보듯 이 코팅재의 마모특성 곡선은 초기마모영역의 1 m/s 및 1.5 m/s의 속도에서 크게 증대하여 마모율이 공정 주조재보다 크나 이외의 속도에서는 낮은 마모율을 보 Fig. 1. Wear characteristics curves of intermetallic layer
coated on aluminum as a function of sliding distance.
Fig. 2. Wear characteristics curves of casted Al-Si alloy and anodizing layer on aluminum as a function of sliding distance.
Fig. 3. Wear characteristics curves of intermetallic layer
and casted Al-Si alloy as a function of sliding speed.
이고 있다. 반면 정상마모영역에서는 1.5 m/s에서는 유 사하나 이외의 속도에서는 코팅재의 마모율이 현저히 낮음을 알 수 있다. 특히 2 m/s 이상의 고속도 구간 에서는 마모영역과 상관없이 낮은 마모율을 보여 Ni- Al 계 금속간화합물의 우수한 고온특성이 크게 작용한 것으로 생각된다.
3-2. 코팅층의 마모면 해석
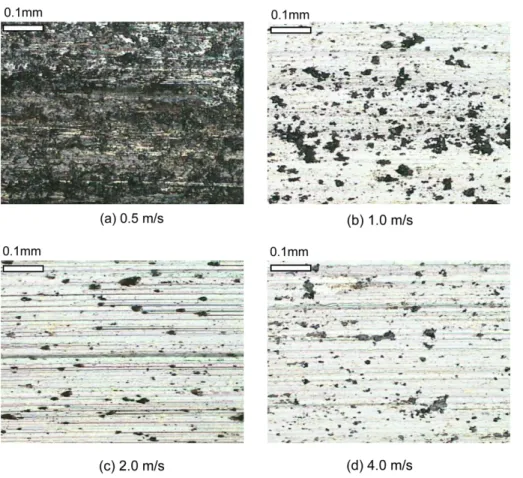
Fig. 4 는 코팅재 마모면의 광학현미경사진을 나타낸 것이다. 그림에서 보듯이 0.5 m/s의 마모면(a)은 다른 속도의 마모면과 달리 흑색의 화합물로 덮여 있는 것 을 알 수 있다. EDS 분석결과, 이 흑색 화합물은 코 팅층의 구성성분인 Ni, Al 외에 철과 산소가 관찰되어 상대재에서 이착된 철 산화물인 것으로 확인되었다. 결 국 0.5 m/s에서는 상대재의 산화마모에 의한 철 산화 물이 금속간 접촉을 방지하여 코팅층의 마모를 현저히 감소시킨 것으로 생각된다. 그러나 1 m/s 이상의 마모 면에서는 흑색의 반점이 관찰되나 1 m/s 시가 현저하
다. Fig. 5는 1 m/s에서 관찰된 반점 부위의 SEM 사진 을 나타낸 것이나 이들 부위는 피팅(pitting) 손상인 것 을 알 수 있다. 따라서 이 속도에서는 이것은 코팅층의 Fig. 4. Optical micrographs on worn surface of intermetallic coating layer.
Fig. 5. SEM image on worn surface of intermetallic
coating layer (1.0 m/s).
마모가 반복되는 미끄럼 접촉에 의해 균열이 전파되어 피팅 형태로 마모가 진행된다는 것을 알 수 있다[8]. 이 러한 마모형태가 1 m/s 및 1.5 m/s에서 다소 큰 마모
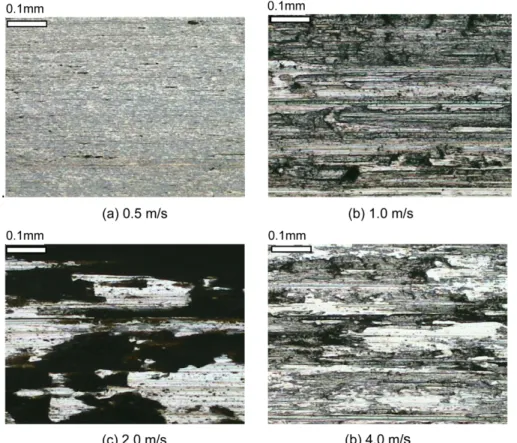
율을 보인 이유로 생각된다. 반면 2 m/s 이상의 마모 면에서는 피팅 손상인 반점이 크게 감소하고 일부 이 착물이 확인되었다. 또한 이들 마모면에는 많은 스크 Fig. 6. Optical micrographs on worn surface of counter material against intermetallic coating layer.
Fig. 7. Profiles on worn surface of counter material.
상대재가 응착되면 금속간화합물은 경하여 변형을 하 지 않고 상대재 측에서 전단(prow)되어 마모되지만 반 복되는 접촉에 의해 코팅층 내부의 기공이나 미합성된 부위를 기점으로 균열이 발생, 전파하여 피팅 손상으 로 진행되어 동시에 코팅층의 마모율도 현저히 증대한 것으로 추정된다. 반면, 2 m/s와 4 m/s의 마모면에서 관찰되는 다량의 화합물은 EDS 분석 결과, 이들도 철 산화물로 확인되었다. 따라서 이들의 단면곡선에서 파 인(scratch) 부분과 돌출된 부분이 확인되어 이들은 마 모와 동시에 이착 또는 재전이 현상도 발생하고 있음 을 시사하고 있다.
3-3. 코팅층의 미끄럼 마찰계수
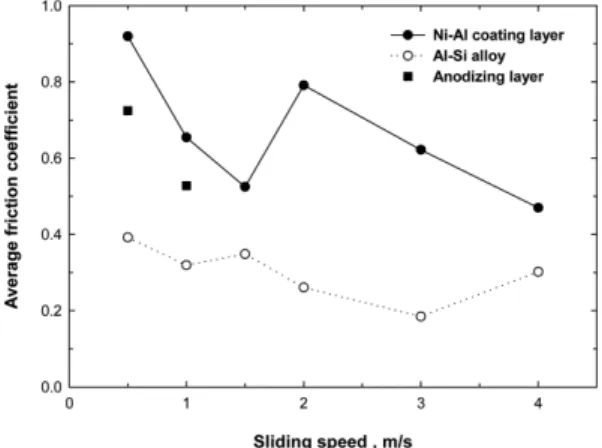
Fig. 8 는 코팅층 및 공정 주조재, 양극산화 피막층의 정상 마모영역에서의 마찰계수의 평균값을 미끄럼 속 도 별로 나타낸 것이다.
그림에서 보듯이 코팅층의 마찰계수는 공정 주조재 와 양극산화 피막층에 비해 큰 것으로 밝혀졌다. 그리 고 전반적으로 속도증가에 따라 감소하나 코팅층의 마
화합물 코팅층의 미끄럼 속도에 따른 마모특성은 1~1.5 m/s의 속도에서 마모율이 다소 증가하나 이외의 속도에서는 마모발생이 거의 없는 것으로 밝혀졌다. 마 모율이 현저히 증가한 속도구간에서의 코팅재의 마모 는 응착에 따른 피팅 손상의 형태로 진행하였다.
2) 코팅재의 마모특성은 1~1.5 m/s의 속도의 초기마 모영역을 제외하면 비교재인 공정 주조재보다 우수한 마모특성을 가지는 것으로 밝혀졌다.
3) 또한 코팅재의 마모특성은 다른 비교재인 양극산 화 피막층의 마모특성보다 고속의 미끄럼에 대해 더욱 안정적인 것으로 밝혀졌다.
4) 코팅재의 마찰계수는 양극산화 피막층이나 공정 주조재보다 큰 것으로 밝혀졌다.
References