트라이볼로지 관점에서 철도차량의 경량 제동 디스크와 라이닝의 특성 평가
김성권†·이희성·권석진
*
‡·권성태* 서울과학기술대학교 철도전문대학원
* 한국철도기술연구원
Characteristics Evaluation of Light Brake disc and Linning for Railway Vehicle In Terms of Tribology
SungKwon Kim
†, Hi Sung Lee, SeokJin Kwon *
‡and SungTae Kwon * Graduate School of Railroad, Seoul National University of Technology
*Korea Railroad Research Institute
(Received February 2, 2011; Revised March 12, 2011; Accepted March 13, 2011)
Abstract − The brake disc materials for railway vehicle have been mainly used cast-iron. The brake disc and pad should be light, resist to a thermal crack and absorb enough friction energy. In order to satisfy this requirement, aluminum alloy brake disc for railway vehicle has been newly developed. The aluminum itself has not been con- sidered the friction material for railway vehicle. However, in the case of aluminum composite with dispersed ceramic particles, friction characteristics, resistance to wear and heat are much improved. In the present study, aluminum composite brake disc of 20% ceramic particle and three kinds of organic pads have been tested in dynamometer. The results show that Al MMC brake disc and pad have good friction coefficient and wear rate, and thermal cracks in brake disc have not been initiated. Also, the Al MMC brake disc can be applied to railway vehicle of 150 km/h.
Keywords − brake disc(제동디스크), brake lining(제동라이닝), friction coefficient(마찰계수), wear rate ( 마모량), Al brake disc(알루미늄 제동디스크), light weight(경량화)
1. 서 론
철도차량은 다른 교통수단에 비하여 안전성과 대량 수송성, 환경친화성으로 인하여 최근 들어 차량의 고속 화가 빠르게 진행되고 있다. 철도차량의 고속화를 효과 적으로 진행시키기 위해서는 제동 성능의 향상과 곡선 선로에서의 속도향상 그리고 경량화가 이루어져야 한다.
그중에서 경량화는 가장 효과적이고 단기간 내에 효과 를 이끌어낼 수 있기 때문에 다른 철도선진국 예를 들 면 일본의 노조미 500계, 독일의 2세대 ICE, 프랑스의
TGV-Deulex 에서 이러한 철도차량의 경량화 중에서는 주행시스템인 대차(bogie)의 스프링 질량 경감이 매우 중요한 부분을 차지하고 있으며, 특히 기계식 제동장치 가 차지하는 중량비율은 대차 질량의 8%를 차지하고 있다. 기계식 제동장치인 제동디스크의 질량경감 효과 는 차량 경량화의 40%나 차지하고 있으므로 대단히 중 요한 연구라 할 수 있다. 이러한 경량화의 목적으로 알 루미늄 제동디스크가 독일과 일본에서 개발 연구 중에 있다[1-3].
본 논문에서는 국내에서 자체 시험제작한 알루미늄복 합소재 제동디스크와 비석면 제동라이닝의 마찰특성을 검토하여 그 적용 가능성에 대한 연구를 실시하였다.
†
주저자 : [email protected]‡
책임저자 : [email protected]2. 철도차량의 제동시스템과 경량화
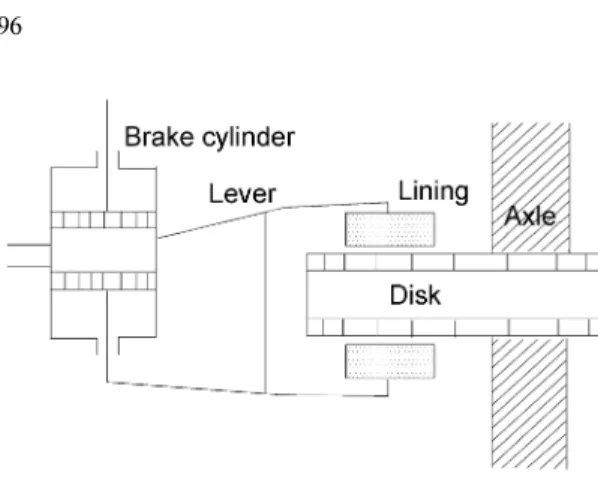
철도차량의 기계 제동시스템은 Fig. 1과 같이 제동 실린더의 공압에 따라 제동디스크에 제동 라이닝(lining 또는 pad)을 압착시켜 양면사이에 발생하는 마찰력에 의해 작용된다.
현재 철도차량의 기계식 제동시스템은 합금 주철재 제동디스크와 비석면계 레진 라이닝이 사용되고 있으 며 고속차량의 경우 단조강 제동디스크와 소결재 패드 가 사용되고 있다[4].
경량화 제동디스크에서 알루미늄합금 제동디스크의 개발연구가 철도 선진국을 중심으로 고속철도차량에 적용하기 위하여 많은 연구가 시도되었지만 초기에는 알루미늄의 열적 안정성과 마모성 때문에 문제점이 발 생하였다. 그러나 계속적인 연구로 알루미늄에 세라믹 입자를 혼입하여 높은 인장강도, 효과적인 마찰열의 방 열과 마모성을 향상시킴과 동시에 중량을 저감시킨 알 루미늄 제동디스크가 연구 개발되게 되었다.
제동장치는 차량의 운동에너지를 부담하므로 150 km/h 에서는 5.54×104 J의 운동에너지를 부담한다. 대차 중 량에서 제동디스크가 차지하는 중량비율은 8%를 차지한 다. 고속으로 갈수록 운동에너지가 높아지므로 제동디스 크가 부담하는 제동에너지도 고려해야 한다. 이론적으로 주철재 디스크의 중량대 알루미늄디스크의 중량비율을 비 교해보면 약 50%까지 경량화가 가능하다[3].
주철재 제동디스크가 차지하는 중량은 디스크 한 개당 1.4 N 이다. 이를 알루미늄디스크의 중량과 비교해보면 46% 의 중량 경량화가 이루어지고 있음을 알 수 있다. 이 러한 경량화의 효과는 윤축(wheelset)의 중량 정도에 따 라 열차운행 속도와 깊은 관련이 있기 때문에 연료소모 나 고속화에 따른 경비절감을 효율적으로 달성할 수 있다.
3. 실험 및 평가방법
3-1. 시험편의 형상과 성분
시험시편은 SiC 20%의 알루미늄합금 제동디스크를 시험하였고 상대재인 라이닝은 비석면 라이닝 3종류를 시험하였다. 시험품의 형상과 크기는 Fig. 2와 같다.
알루미늄합금 제동디스크의 기계적 성질은 Table 1에 화학적 성분은 Table 2에 나타내었다.
알루미늄 재질은 융점온도가 낮기 때문에 마찰재로 서 응착의 문제가 많다. 그래서 알루미늄기지에 복합 소재를 사용한다. 즉, SiC %의 함유량에 따라 알루미 늄 제동디스크의 마찰특성이 달라진다[1].
3-2. 시험조건
본 논문에서 사용한 제동시험기(brake dynamo tester) 는 Fig. 3과 같으며 실물 크기의 디스크제동과 답면 제동시험을 할 수 있고 관성중량을 플라이휠로 조절하는 DC motor 제어방식이다. 디스크와 차륜의 온도측정은 물론 습기조건하의 시험도 실시할 수 있다.
제동시험은 철도용품 표준규격인 KRS의 시험기준 (KRS BR0007) 에 근거하여 시험하였으며 차량이 일정 속도에서 정차할 때까지를 기준으로 한 정지 제동시험 Fig. 1. Mechanical brake system for railway. Fig. 2. Specimens.
Table 1. Mechanical properties of brake disc 디스크 재료 인장강도
(MPa)
연신율 (%)
경도 (HB)
E (GPa) 알루미늄 228.3 5 90 83.3
Table 2. Chemical compositions of Al brake disc
Si Fe Cu Mg Ti Al 기타
8.5~9.5 0.2 0.2 0.45~0.65 0.2 - 0.3↓
을 하였다[5].
시험조건은 제동디스크의 초기온도를 60
oC 이하로 유지하여 시험하고 관성중량은 1177 N·m·s2로 하였으 며, 제동 압부력은 15.68 N×2로 시험하였다. 제동초 속도는 35, 65, 95, 125, 150 km/h로 상기의 KRS 기준에 의해 20 stop 시험을 실시하였다.
제동디스크의 온도는 디스크 표면에서 3 mm 떨어진 부위에 120
o간격으로 3곳에서 측정하였으며 라이닝은 표면에서 3 mm 떨어진 2곳에서 K-type 열전대를 설 치하여 측정하였다.
3-2. 마찰계수와 마모량
제동디스크와 라이닝사이의 마찰력을 제동력이라 하 며 라이닝과 디스크사이의 평균마찰계수 μm의 계산 식은 식(1)과 같이 표시한다.
(1)
여기에서, µa는 순간마찰계수, S2는 제동거리(m)이 다. 라이닝의 마모량은 다음 (2)식과 같이 계산된다.
(2)
여기에서 ∆W는 시험전후의 중량차이(g), ρ는 라이 닝의 밀도(g/cm
3), A 는 라이닝 접촉면적(cm
2) 이다.
4. 실험결과 및 고찰
4-1. 순간/평균마찰계수의 변화
알루미늄합금 제동디스크와 그에 따른 비석면 라이 닝의 마찰특성을 고찰하기 위해 순간/평균 마찰계수,
라이닝과 디스크의 온도, 마모량을 분석하였다. Fig. 4 는 150 km/h 이하 제동 초속도시 변화하는 순간마찰계 수를 나타낸 것이다.
A 라이닝의 순간마찰계수는 35, 65, 95 km/h의 저속 에서는 0.35±10%를 유지하고 변화폭이 적게 나타나 지만 125 km/h 이상의 고속으로 갈수록 불안정하게 나 타난다. 특히 150 km/h에서 순간마찰계수는 변화폭이 0.23 ~ 0.47 까지 이루어지고 있어 편차가 크게 나타나고 있다. 이러한 순간마찰계수의 편차가 Fig. 5에서 평균 마찰계수 값의 변동폭에도 영향을 미침을 알 수 있다.
B라이닝의 순간마찰계수의 값은 Fig. 4에 나타낸바 와 같이 저속 시에는 순간마찰계수가 점차적으로 감소 하나 125 km/h 이상의 고속에서는 순간마찰계수가 일 정하게 변화함을 알 수 있다. 전체적으로 순간마찰계 수는 높게 형성되지만 일정하게 유지됨을 알 수 있다.
100 ~ 120 km/h 사이에서 순간마찰계수는 갑자기 상승했 다가 감소하는 경향이 있으며 이러한 결과는 고속제동 시의 마찰재의 분산재료가 영향을 미치는 변화라 생각 된다. 이러한 마찰특성은 재현성시험에서도 나타나므 로 주목할 만한 특성이라 할 수 있다.
C 라이닝의 순간마찰계수는 저속에서 0.30~0.36사이 를 유지하고 있다. 150 km/h에서 순간마찰계수는 A라 이닝과 마찬가지로 중고속 대역에서 순간마찰계수 변 화폭이 0.30~0.37의 분포를 나타내고 있지만, B라이닝 보다는 순간마찰계수의 변화폭이 일정하고 작게 나타 나고 있음을 알 수 있다.
알루미늄합금 제동디스크에 대하여 A라이닝의 순간 마찰계수가 다른 라이닝에 비해 상하의 변화폭의 변동 이 크게 나타났다. B라이닝은 상하변화폭은 적지만 마 µ m 1
S
2----
0S
2µ a
∫ × dS
×
=
δ ∆ W ρ A × ---
=
Fig. 3. Brake dynamo tester.
Fig. 4. Instant friction coefficient.
찰계수가 높게 형성되었고, C라이닝은 B라이닝보다는 순간마찰계수가 낮게 수치가 형성되고 A라이닝보다는 변화폭이 심하지 않게 나타났다.
A 라이닝의 평균마찰계수는 0.32~0.35를 유지하고 있 으며 변화폭도 0.35±10%내외임을 알 수 있다. 그러나 이러한 평균마찰계수는 매우 불안정한 수치이다. 평균 마찰계수가 제동초속도에 대하여 일정한 값을 나타내 지 않아 재현성 시험을 여러 번 실시하였다. 그 결과 0.30 ~ 0.36 으로 나타났으며 제동초속도에 대한 평균마 찰계수의 편차가 최대 10% 이상으로 나타났다. 이런 식으로 A라이닝의 평균마찰계수는 매우 불안정한 수 치를 나타내었다. A라이닝의 경우에는 평균마찰계수가 불안정하므로 향후에 알루미늄 제동디스크용 라이닝의 개발시 이러한 평균마찰계수의 불안정성을 충분히 고 려해야 할 것으로 사려 된다.
B 라이닝의 평균마찰계수는 전체적으로 0.42~0.47의 수치를 가지며 저속에서는 높고 고속으로 갈수록 마찰 계수가 안정화되고 있음을 Fig. 5에서 보여주고 있다.
평균마찰계수는 속도에 따라 안정적으로 나타나지만 높게 형성되고 있다. 이것은 상대재 라이닝 자체의 마 찰계수가 높은 것도 원인이라 할 수 있다.
C 라이닝의 평균마찰계수는 0.32~0.36을 유지하며 저 속에서는 낮고 중고속에서 높게 나타나며 고속 제동시 에도 마찰계수가 떨어지지 않고 일정하게 유지됨을 Fig. 5에서 볼 수 있다.
평균마찰계수의 경우, 주철재 디스크와 비석면라이 닝과 비교해보면 주철재 디스크의 경우 0.34~0.50로 높은 수치로 형성이 되어 있고(4), A라이닝의 경우는 0.32 ~ 0.35, B 라이닝은 0.43~0.46, C라이닝은 0.32~
0.36 이다. 이와 같이 B라이닝이 가장 높게 나타나고 A
에서 A라이닝의 최고온도는 88 C, B 라이닝의 최고온도 는 60
oC 이며, C라이닝의 최고온도는 135
oC 이다. 알루미 늄 제동디스크의 온도는 Fig. 7에서와 같이 150 km/h에 서 A라이닝의 경우 155
oC, B 라이닝의 경우 143
oC, C 라 이닝의 경우 160
oC 까지 온도가 상승하고 있다. 기존의 주철재 제동디스크와 비석면 패드의 조합시 150 km/h에 서 164
oC 까지 상승하는 것에 비하여 비교적 낮게 나 타나는 것이다[4].
Fig. 6 ~ Fig. 7 의 실험결과와 같이 라이닝쪽의 온도 Fig. 5. Mean friction coefficient.
Fig. 7. Rise temperature of brake disc.
Fig. 6. Linning temperature.
가 제동초속도가 변화되어도 그대로 유지됨에도 불구 하고 디스크쪽의 온도는 감소하고 있다. 이러한 온도 특성은 알루미늄 디스크의 열전도성이 우수함을 나타 내는 것이라 할 수 있다. 이러한 특성은 고속도로 갈 수록 더욱 두드러지게 나타난다. 즉 알루미늄의 기본 적인 특징인 열전달이 원활하게 수행되고 있음을 나타 나는 반증이라 할 수 있다. 이것은 열전도가 양호하기 때문에 제동시 마찰표면에 발생된 열이 빠르게 방산됨 을 나타내는 것이다. 또한 고속 주행시에는 디스크의 자중에 의한 원심력이 걸리게 되며 알루미늄재 디스크 의 경우에는 중량이 가볍기 때문에 부하되는 응력이 작게 된다. 기존 주철재 제동디스크에서 발생하는 열 균열의 발생빈도가 상대적으로 적게 나타날 것으로 생 각된다.
Fig. 8 은 150 km/h에서 A라이닝과 제동디스크의 온 도분포를 나타낸 것이다. 제동디스크와 라이닝의 제동 시 온도분포를 보면 온도가 고속에서도 급상승하지 않 고 변화폭이 완만하게 형성되고 있음을 알 수 있다.
알루미늄 제동디스크의 온도특성을 고찰해보면 공통적 으로 라이닝쪽의 온도가 일정함에도 제동디스크쪽의 온도는 감소하고 있다. 즉 알루미늄의 열전도성이 우 수하다는 것을 나타낸다. 또한 제동시험 후, 제동디스 크의 표면에는 열균열과 열반점(hot spot)의 특성이 나 타나지 않았다.
위의 실험결과와 같이 열적 특성이 양호한 알루미늄 제동디스크는 150 km/h급에서도 적용 가능한 제동디스크 로 분석되지만 알루미늄의 융점이 약 600
oC이므로 200 km/h 이상의 고속 제동시에서도 이와 같은 제동디스 크 재료를 적용할 수 있는지는 추가적인 연구가 필요하다.
4-3. 시험전후 마모량 변화
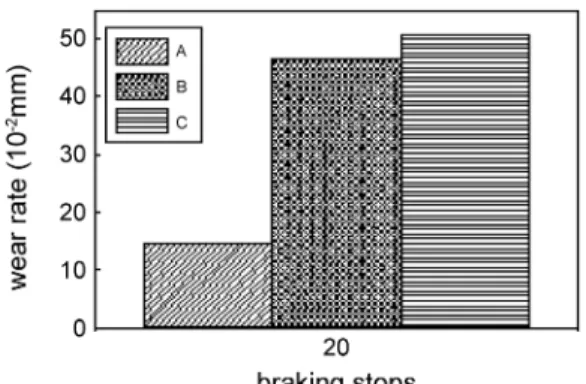
Fig. 9 에서 알루미늄 제동디스크용 비석면 라이닝의 마모량은 각각의 시편마다 20 stop씩 제동시험 전후의 마모량을 비교하였다.
A 라이닝이 가장 적고 B와 C라이닝의 순서로 높게 나타나고 있다. KRS의 마모량 기준치는 60×10-2 mm 의 규격을 가지고 있다.
중량감소치를 접촉면적과 밀도의 관계수치에 대하여 계산하여 비교해보면 Fig. 9와 같다. 중량감소치의 결 과와 마찬가지로 A라이닝이 가장 적고 B와 C라이닝 의 순서로 높게 순서대로 크게 나타나고 있다. 현용 주철재 제동디스크 조합의 비석면라이닝의 마모량은 38 × 10-2 mm으로 A라이닝보다는 많고 B라이닝과 C라 이닝보다는 적다.
4-4. 내마모성의 비교
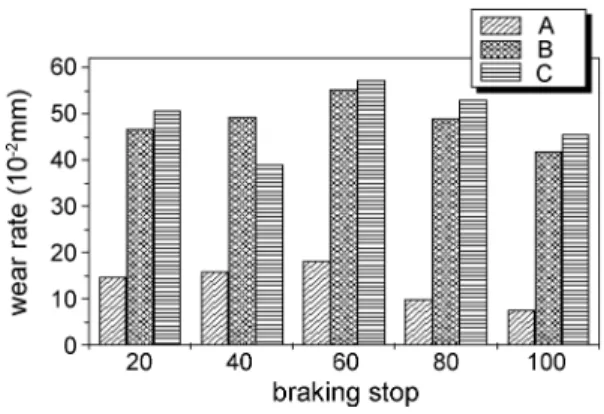
알루미늄 복합소재 제동디스크용 라이닝의 내마모성 을 고찰하기 위해 20 stop 제동시험으로 5회를 반복하 여 100 stop 제동시험을 실시하여 Fig. 10에 나타내었 다. Fig. 9의 마모량 시험결과와 마찬가지로 A라이닝, B라이닝, C 라이닝 순으로 높게 나타났다.
Fig. 10 에서 보면 마모량이 3단계로 진행이 됨을 알 수 있다. 마찰초기에는 제동 흡수에너지가 작아 진접 촉면적이 감소하여 마모가 적게 되고 점차적으로, 진 접촉면적이 증가함에 따라 마모율이 증가한다. 다음 단 계로 제동흡수에너지가 증가함에 따라 내마모표면(산 화막)이 형성되어 일시적으로 마모가 저감된다. 이것은 마찰재의 저융점 성분의 융해로 마찰면에 산화막이 형 성되어 나타나는 현상이다. 이러한 상호이착으로 혼합 층이 형성된 과정에서 생성되는 활성표면과 입자는 분 위기산소의 영향이 많다. 다음 마지막 단계에서는 제 Fig. 8. Temperature distributions of brake disc and A
lining at 150 km/h.
Fig. 9. Wear rate.
동흡수에너지가 증가함에 따라 진접촉면적이 증가하여 산화막이 제거되어 재차 마모량이 증가한다[6].
5. 결 론