Journal of Korean Powder Metallurgy Institute Vol. 16, No. 2, 2009
DOI: 10.4150/KPMI.2009.16.2.122
산화물 분산강화형 316L 스테인리스강의 제조와 특성 연구
김민호·류호진
*
·김성수·한창희·장진성·권오종a 한국원자력연구원,
a경북대학교금속신소재공학과Fabrication and Characterization of ODS 316L Stainless Steels Min Ho Kim, Ho Jin Ryu
*
, Sung Soo Kim, Chang Hee Han,Jinsung Jang and Oh-jong Kwona
Korea Atomic Energy Research Institute, Daejeon, 305-353, Korea
a
Department of Material Science and Metallurgy, Kyungpook National University, Daegu, 702-701, Korea
(Received February 13, 2009; Revised February 27, 2009; Accepted March 20, 2009)
Abstract Austenitic oxide-dispersion-strengthened (ODS) stainless steel was fabricated using a wet mixing process without a mechanical milling in order to reduce contaminations of impurities during their fabrication pro- cess. Solution of yttrium nitrate was dried after a wet mixing with 316L stainless steel powder. Carbon and oxygen contents were effectively reduced by this wet processing. Microstructural analysis showed that coarse yttrium sil- icates of about 150 nm were formed in austenitic ODS steels with a silicon content of about 0.8 wt%. Wet-pro- cessed austenitic ODS steel without silicon showed higher yield strength by the presence of finer oxide of about 20 nm.
Keywords : Oxide dispersion strenthening, High energy ball milling, Stainless steel
1. 서 론
최근선진각국에서는열효율이좋고안전성
,
신뢰성
,
지속성,
경제성이 향상된 제4
세대 원자로(Gen- IV, Generation IV reactor)
의 개발에 대한 연구가진행되고있으며
, 2030
년실용화를목표로미래형원자력시스템개발을위해공동노력중이다
.
제4
세대 원자로에는 소듐냉각고속로
(SFR, sodium-cooled fast reactor),
초임계압경수로(SCWR, supercritical water cooled reactor),
가스냉각고속로(GFR, gas- cooled fast reactor)
와 납합금냉각고속로(LFR, lead- alloy-cooled fast reactor)
등이 있다[1].
기존의 고속로용 피복관
(cladding)
재료에는 우수한 고온 크리프(creep)
강도와뛰어난내식성을 갖는오스테나이트계스테인리스강과뛰어난열전도성
,
낮은열팽창및 우 수한조사팽윤저항성을갖는페라이트-
마르텐사이트계강이있다
.
그러나오스테나이트계스테인리스강은내조사성
(irradiation resistance)
이 취약하며,
페라이트-
마르텐사이트계강은
600
oC
이상의고온에서 기계적특성이저하되는단점이있기에개선연구가진행되고 있다
.
산화물 분산강화형(ODS, oxide dispersion
strengthened)
합금은 페라이트-
마르텐사이트계 강(FMS, ferritic-martensitic steel),
오스테나이트계 스테인리스강
(austenitic stainless steel),
니켈계 합금(Ni-base alloy)
과 더불어제4
세대원자로용 후보재료로서연구되고있다
.
산화물분산강화형합금은고온에서 안정한산화물 입자를기지
(matrix)
내부에첨가하여 균일하게 분산시킴으로써 우수한 기계적특 성과우수한내조사성을갖는다
[2-4].
산화물분산강화형합금은주로
Fe
계와Ni
계에대 해개발되고있으며,
대표적인Ni
계 산화물분산강화형 합금은
MA6000, PM1000
등으로,
강화기구는*Corresponding Author : [Tel : +82-42-868-8845; E-mail : [email protected]]
산화물에 의한 분산강화와 γ 상에 의한 석출강화기 구이며 주로 항공기의 터빈 블레이드재료로 사용된 다
. Fe
계산화물분산강화형합금은MA956, MA957,
PM2000
등이있으며,
강화기구는산화물에의한 분산강화이며주로고온구조재로사용된다
[5].
특히Fe- Cr
계산화물 분산강화형합금은우수한고온기계적 특성과 뛰어난 내조사성을 가지기 때문에 소듐냉각고속로의 피복관용재료로검토되고있다
[6-7].
그러나 오스테나이트계 스테인리스강의 경우 산화물분 산강화합금의대상으로연구된결과가거의없다
[8].
일반적으로산화물분산강화형합금은고에너지볼 밀
(high energy ball-mill)
에 의한 기계적합금화(MA, mechanical alloying)
를거친후,
고온정수압성형(HIP, hot isostatic pressing),
열간압연 또는 열간압출에 의하여 제조된다.
기계적합금화는 미세한 결정립을 얻고 산화물을균일하게분산시킬수있는장점이있 지만,
고가의 장비와 긴 공정 시간을 필요로 하며,
공정 중 볼이나분위기 기체에의한 불순물오염을 제어하기 용이하지 않은단점이 있다
.
기계적합금화 공정의 단점을보완하기위한방법으로이트륨 분말 을 포함한 합금의 물분무화(water atomization)[9],
이트륨 염을 이용한 습식밀링
(wet milling)[10],
chemical socking[11]
그리고 습식혼합(WM, wet
mixing)[12]
등이 보고되었다.
그 중 습식혼합 공정은 산화물을형성할수있는금속염
(metallic salts)
을 용매에용해시킨후,
고온에서금속염과용존산소가 결합하여 산화물을 제조하는 방법으로서 합금 내의 용존산소 및탄소함량을최소화할 수있고,
대량 생산하는데유용하게사용될것으로기대된다.
본연구에서는차세대 고온구조재료로산화물 분 산강화형 합금의 중요성이 전 세계적으로 부각되고 있는 시점에서 기존에 시도되지 않았던 오스테나이 트계산화물분산강화형 스테인리스강을제조하기위 한 초기단계로서 고에너지 볼 밀링공정과 볼 밀링 공정의 단점을 보완할수 있는 습식혼합 공정을 이 용하여산화물분산강화형
316L
스테인리스강을 제 조하여미세조직및 기계적특성을평가하였다.
2. 실험방법
그림
1
은본연구의실험과정을나타낸것이다.
본 연구에서는AISI 316L
스테인리스강 분말(-325
mesh, 99.95%, Alfa),
산화 이트륨 분말(20~30 nm, 99.9%, Sigma-Aldrich),
질산염 이트륨(99.9%, Sigma-
Aldrich)
을 사용하였다.
볼 밀링 공정은 독일의Fritsch
사의제조한500 mL jar 4
개를 장착할 수있 는‘ Pulverisette 5 ’
을이용하였다.
밀링매체는직경5 mm
의강구를 사용하였고,
볼과금속분말들의장입 비율은 무게비15:1
로 하였으며,
회전속도200 rpm
에서
12
시간볼밀링을수행하였다.
볼밀링시분말의 산화를 방지를위해 아르곤 분위기
(99.99%)
에서 볼밀링을수행하였으며 이때공정제어제는사용
하지 않았다
.
습식혼합 공정은 이트륨 염(yttrium
salts)
이 용해된 용액에316L
스테인리스강 분말을첨가하고 교반기로 균일하게 습식혼합하였다
.
충분히 혼합된 슬러리
(slurry)
상태의 혼합물은 오븐에서약
24
시간동안80
oC
에서 건조시켜합금분말을만 들었다.
볼 밀링과 습식혼합한 분말을 벌크형태로 만들기위하여canning
작업을수행하였다. AISI 304
스테인리스강으로 만든실린더형태의 캔
(can)
속에약
1 kg
의 합금 분말을 장입한 후 용접하여 밀봉(sealing)
한 후500
oC
에서 약20
시간 동안 탈기(degassing)
하였다.
이후1,150
oC
에서103 MPa
압력 으로4
시간동안고온정수압 성형(HIP, hot isostatic
pressing)
하였다.
탈기및HIP
공정이완료된 원기둥 형태의 시편을1,150
oC
에서1
시간 동안 유지한 후 압하율80%
로 열간압연(hot rolling)
을 수행하여 약Fig. 1. Fabrication process of the austenitic ODS steels.
124 김민호·류호진·김성수·한창희·장진성·권오종
4 mm
두께의판재시편을얻었다.
열간압연된재료를
1,150
oC
에서1
시간 유지한후 공랭하여 최종 시 편을얻었다.
가스 분석기
(ELCO, TC136)
와 탄소 분석기(ELTRA, CS-800)
를 이용하여 합금들의 탈기 전과후의산소
,
질소와 탄소함량을 비교분석하였고,
최 종 합금들의조성은 유도결합플라즈마원자방출분광 분석기(Jobin Yvon, ULTIMA 2C)
를 이용하여 분석 하였다.
주사전자현미경(JEOL, JSM-6300)
으로 미세 조직을 관찰하였고,
박막(thin foil)
과 탄소 추출법(carbon extraction replica)
으로시편을 만든후 투과 전자현미경(TEM, JEOL-2000FX)
을이용하여산화물 크기,
형상,
분포를관찰하였다.
산화물의 화학조성 측정은에너지분산분광기(EDS, energy dispersive x- ray spectrometer)
를 이용하였다.
인장시험은 판재에 서 인장시편의길이방향이 압연방향에평행하게 채 취하였고,
인장시편의 게이지 길이는15.5 mm,
폭3 mm
두께1.4 mm
로 하였다.
실험은만능시험기(INSTRON, Model 4505)
를 사용하여0.5 mm
의 변 형 속도로상온과700
oC
에서수행하였다.
3. 결과 및 고찰
3.1.성분 분석결과표
1
과2
는 볼 밀링(M1)
과 습식혼합(W2)
방법으 로 제조된분말의탈기전과후의성분분석결과를 나타낸 것이다.
습식혼합으로 제조된 합금(W2)
에서탈기전과후의산소및질소함량을비교하면크게 감소된 것을 확인 할 수 있다
.
이는 탈기공정 중에 질산염 이트륨(Y(NO
3)
36H
2O)
이 산화이트륨(Y
2O
3)
으 로열분해되어산소와질소원소들이기체형태로시편에서 방출되기때문이다
[13].
탄소함량은 볼밀링으로 제조된 합금
(M1)
이 습식혼합으로 제조된합금(W2)
보다 더 많은 함량을 가지고 있었다.
이는 볼밀링중 탄소를포함하는밀링매체
(steel ball)
와밀링용기
(jar)
의충돌시발생하는철계마모입자의혼입에 의한 오염이발생하기 때문에탄소 함량이증 가하게 된 것으로 사료된다
.
만약 합금 시간,
밀링 속도와 볼 비율이증가하게 된다면탄소 함량은이보다더증가하게될것이다
[14].
산화물분산강화형합금에서고온인장강도와크리프강도에 많은영향 을 미치는 용존산소
(excess oxygen)[15]
함량을비 교하면볼밀링으로제조된합금(M1)
이습식혼합공 정으로제조된합금(W2)
보다더많음을보여주고있 다.
이는볼밀링공정을수행한불활성기체분위기 내의잔류산소의영향인것으로판단된다.
3.2. 미세조직
그림
2
에서는두 공정으로 제조된 산화물 분산강화형
316L
스테인리스강의미세조직을 보여주고있다
.
사진에서보는바와같이볼밀링에의해제조된그림
2(a)
의 기지 조직의 결정립 크기는 약15
μ
m
이며,
습식혼합으로제조된그림2(b)
의기지조직 의 결정립 크기는 약25
μm
이다.
볼 밀링 효과에 의해M1
기지조직의결정립크기가W2
보다기지조 직의결정립크기가반정도작은것을확인할수있 다.
즉볼밀링에의해초기분말의결정립크기가미 세화되기 때문에결정립 미세화공정이 없는 습식혼 합 공정에 비하여최종 결정립의 크기가작은 것으 로 판단된다.
두공정으로 제조된 모든합금에서광 학현미경으로 관찰할수있는조대한 산화물들이결 정 입내와입계에분포되는것을확인할수 있으며,
모든 시편에서는열처리에 의한쌍정이관찰되었다
.
기계적 밀링공정이 없는습식혼합 공정에 의해제 조된 산화물 분산강화형 합금에서도 결정 입내에서 산화물이관찰되는이유는 열간가공공정에서재결 정이 일어날 때 합금 분말 표면에존재하는 산화물 을 결정입내로 포함시키면서결정립이성장하기때 문이다
.
Table 1. Chemical composition of austenitic ODS powders before degassing
Alloys Process Composition (ppm)
C O N
M1 MM 510 2060 380
W2 WM 190 6570 1130
M1 : mechanical milling, W2 : wet mixing
Table 2. Chemical composition of austenitic ODS alloys after degassing
Alloys Composition (ppm)
C O N Y Ex.O*
M1 577 2370 770 1700 1911
W2 199 1776 465 1100 1371
Ex.O*(Excess oxygen) : total oxygen - oxygen in yttrium oxide
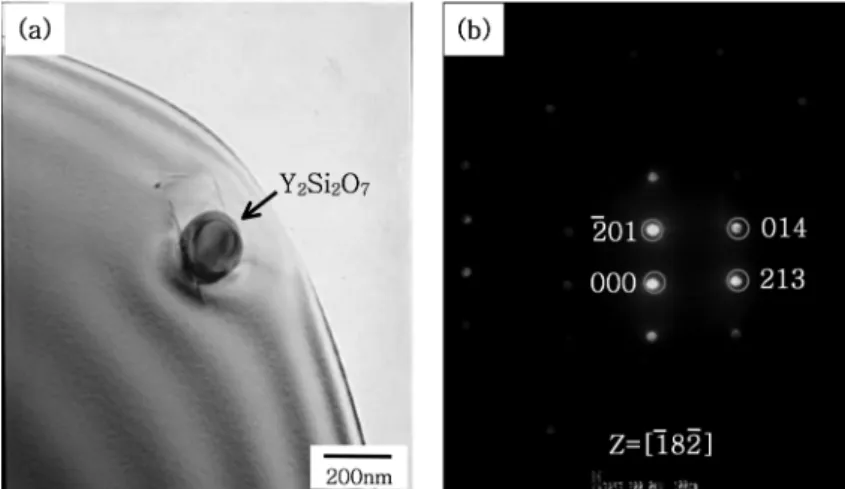
3.3. 산화물분석
그림
3
과4
는습식혼합법으로제조한분산강화형 합금을박막으로만든후투과전자현미경으로관찰한 것으로그림3
과4
의(a)
는 기지조직내에존재하는 산화물을 보여주고있다.
각각200 nm
와700 nm
정 도크기의산화물이구형형태로존재하고있음을보 여준다.
그림3
과4
의(b)
는이산화물에대한제한시 야 회절상(SADP, selected area electron diffraction pattern)
을 보여주고있으며표3
에서EDS
결과의원 소 성분을 나타내었다.
회절상에서 측정한 면간거리(
그림3: 1.619, 1.175, 2.315
Å,
그림4: 1.940, 2.575, 2.952
Å)
와EDS
결과를 토대로JCPDS
에서 발행한 분말회절결과(
그림3: 1.6322, 1.1516, 2.3892
Å
,
그림4: 1.932, 2.5026, 2.970
Å)
와 비교한 결과산화물은 각각
yttrium silicate(Y
2Si
2O
7)
와silicon oxide (SiO
2)
라고판단되어진다.
참고로JCPDS
에서얻 은yttrium silicate
와silicon oxide
의 결정계 및 격자 상수를표4
에나타내었다.
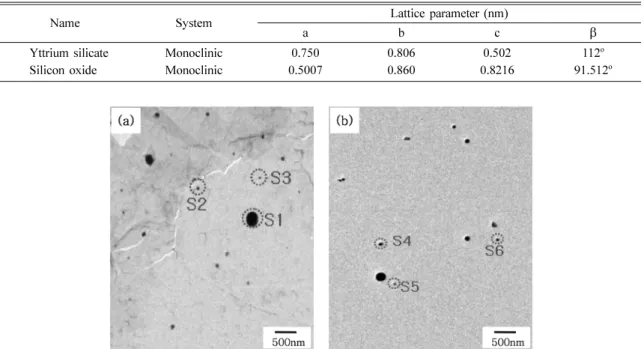
그림
5
는 두 공정으로 제조된산화물 분산강화형 합금을 탄소 추출법(carbon extraction replica)
으로 시편으로 만든 후 산화물만 투과전자현미경으로 관Fig. 2. Microstructures of two austenitic ODS steels after heat treatment at 1150
oC for 1 hr treated by: (a) M1: mechanical milling and (b) W2: wet mixing.
Fig. 3. A yttrium silicate particle in austenitic ODS steel: (a) TEM micrograph and (b) SADP.
Table 3. Chemical composition of oxide particles in Fig. 3 and 4 analyzed by EDS
Position Element (at.%)
O Si Cr Fe Y
Fig. 3 58.97 18.60 0.81 3.11 18.50
Fig. 4 53.78 39.50 1.39 - 5.33
126 김민호·류호진·김성수·한창희·장진성·권오종
찰한 것으로표
5
에서보는 바와같이 박막으로관 찰하였을때와비슷한 산화물의조성을보여주고있으며
,
산화물은100~500 nm
크기의구형형태로존재하고 있음을보여준다
.
이결과에서0.8 wt%
의Si
이 첨가된
316L
산화물분산강화형 스테인리스강의산화물은주로
Y-Si-O
형태의 복합산화물을형성하며소수의
Si
과O
가 결합된산화물이존재하고 있음을 알 수있다.
이와관련하여Uchida[16]
는Fe-9Cr-Si- Y
2O
3 합금분말에서산화물을관찰한결과에서Y-Si- Fig. 4. A silicon oxide particle in austenitic ODS steel: (a) TEM micrograph and (b) SADP.
Fig. 5. TEM micrographs of oxide particles in (a) M1: mechanical milling and (b) W2: wet mixing.
Table 4. Crystal system and lattice parameters of oxide particles on (JCPDS #74-1994) and (JCPDS #86-0680)
Name System Lattice parameter (nm)
a b c β
Yttrium silicate Monoclinic 0.750 0.806 0.502 112
oSilicon oxide Monoclinic 0.5007 0.860 0.8216 91.512
oTable 5. Chemical composition of oxide particles in austenitic ODS steels in Fig. 5 analyzed by EDS
Position Element (at.%)
O Si Y
S1 51.16 23.69 25.15
S2 66.34 15.12 19.53
S3 62.51 19.06 18.42
S4 62.91 16.46 20.63
S5 69.69 28.56 2.76
S6 60.07 20.72 19.21
O
형태의복합산화물이형성된다고보고하였다.
그림
6
은 두 공정으로 제조된 산화물 분산강화형 합금의 기지조직내존재하는산화물의크기분포를나타낸것으로두 공정모두
50~200 nm
크기의산화물이 가장많은 분포도를 나타내고 있다
. 50~150
nm
크기의미세산화물은볼밀링으로 제조된산화물 분산강화형 합금의경우약70%
이고,
습식혼합으로 제조된 합금은약47%
로 볼 밀링으로 제조된 합금 에서더 미세한분포를나타내고있음을보여준다.
3.4. 인장 특성
그림
7
은산화물분산강화형316L
스테인리스강의 상온(25
oC)
과700
oC
에서 인장 시험하였을 때 얻은 결과를 나타낸것이다.
상온과700
oC
에서의항복강 도는기계적합금화로제조된합금(M1)
이 습식혼합으 로 제조된 합금(W2)
보다 조금 높은 값을 나타내고있다
.
이것은기계적합금화로 제조된 합금이습식혼 합으로 제조된합금에 비하여기지조직의결정립크 기 및산화물크기가 좀더미세하기때문에증가한 것으로판단된다.
반면연신율은 습식혼합으로 제조 된 합금(W2)
이 기계적합금화로 제조된 합금(M1)
보 다 약2
배증가한 것을알수 있다.
이것은합금제 조 시 볼 밀링에 의한 불순물의 오염을 최소화하였 기때문에증가한것으로판단된다.
그림8
은상온과700
oC
에서인장시험한산화물분산강화합금(M1)
의 파면을 비교한것으로서온도에 따른파면의특별한 차이점을 발견할수없었다.
본 연구에서 제조된산 화물 분산강화형316L
스테인리스강의 기계적 특성을
316L
스테인리스강의기계적특성과비교하기위하여 상용
316L Stainless steel
분말을이용하여동 일한공정으로제조한 시편의미세조직과기계적특 성을평가한결과결정립 크기는약25
μm
였으며, Fig. 6. Size distribution of oxide particles in the matrix of austenitic ODS steels: (a) M1: mechanical milling and (b) W2: wet mixing.
Fig. 7. Tensile properties of austenitic ODS steels: (a) at room temperature (25
oC) and (b) at 700
oC. (M1: mechanical mill-
ing, W2: wet mixing)
128 김민호·류호진·김성수·한창희·장진성·권오종
상온 항복강도는
210 MPa,
연신율은83%, 700
oC
항복강도는
125 MPa,
연신율은72%
로 측정되었다.
상온과 고온항복강도를비교하여보면습식혼합된 산화물분산강화합금은
316L
합금과항복강도차이 가 거의 없는 것을 알 수 있다.
두 합금이 유사한 결정립 크기를가지고있는것을고려할때 습식혼합된 합금 내에 분산된 산화물
(
평균 크기218 nm)
이조대하기때문에강도의차이가나타나지않는 것 으로 판단된다
.
그러나 볼 밀링된 산화물 분산강화 합금은 상온에서 약90 MPa, 700
oC
에서 약25 MPa
의 항복강도증가를 나타내었다
.
이는결정립 크기 가15
μm
로 미세하고볼 밀링된합금 내에존재하는 산화물의 크기
(
평균 크기155 nm)
가 보다 미세하기때문인것으로판단된다
.
3.5. 산화물미세화
산화물분산강화형
316L
스테인리스강에서산화물의조대화 원인으로
Si
함량과열처리,
고온정수압성 형 온도등의공정 변수가있으며,
이를위해Si
함 량 조절과공정변수의 최적화연구가필요하다.
본 연구에서는 산화물 미세화를 위한 하나의방안으로 써316
스테인리스강과 유사조성인Fe(bal.), Cr(17 wt%), Ni(14 wt%), Mo(2 wt%)
에Y
2O
3(0.3 wt%)
를첨가하여기계적합금화 공정으로
Si
가0.01 wt%
이하의성분을가진합금
(
이하MW3
합금)
을제조한뒤 질산염 이트륨을 첨가하여 습식혼합 방법으로 제조 한 후 투과전자현미경으로 산화물을 관찰하였다.
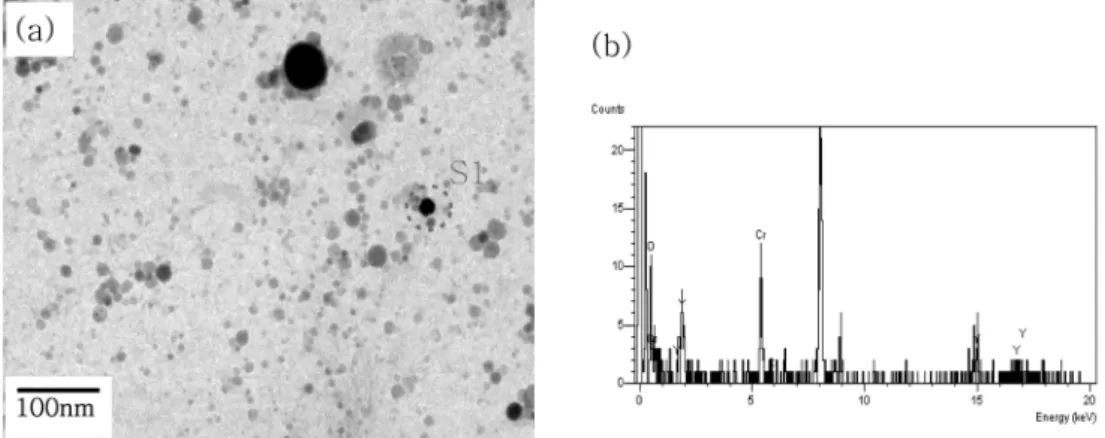
그림
9
는 탄소 추출법(carbon extraction replica)
시 편을 만든 후 산화물을 투과전자현미경으로 관찰한것으로 상용
316L
분말을 사용하여 제조한 산화물분산강화형
316L
스테인리스강보다미세한산화물이분포되어 있으며
,
산화물의 조성은 주로Y-Cr-O
로이루어진것을알수있었다
.
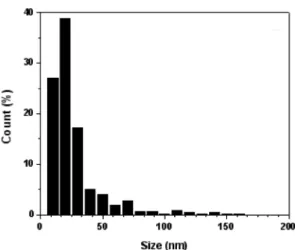
그림10
은316
스테인 리스강과 유사 조성으로 제조된 산화물 분산강화형Fig. 9. Oxide particles in an austenitic ODS steel without silicon; (a) TEM micrograph and (b) EDX result of S1 in (a).
Fig. 8. Fractographies of michanically milled austenitic ODS steels tensile tesed; (a) at room temperature (25
oC) and (b) at
700
oC.
합금
(MW3)
의산화물 분포도를보여주고있으며,
산화물의 크기는
10~30 nm
범위가85%
를 차지하고있음을알 수있다
.
따라서Si
이 함유되어있지 않 은 스테인리스강 합금의 경우습식 공정으로도100
nm
이하의미세한산화물을 분포시킬수 있음을 확인하였다
.
상용316L
을 사용하여 산화물 분산강화합금을 제조할경우조대한 산화물이형성되는원인
은
Y-Si-O
복합 산화물이 고온에서 쉽게 성장하기때문인것으로판단된다
.
그림
11
은316
스테인리스강과유사 조성으로 제조된 산화물분산강화형합금
(MW3)
과 기존산화물 분산강화형합금의700
oC
에서의인장시험결과를 비교한것이다
. 316
스테인리스강과유사조성으로 제조된 산화물 분산강화형 합금
(MW3)
의 항복강도가상용
316L
분말을사용하여 제조된산화물분산강화형 합금보다
50~75 MPa
정도 증가한 것을 확인할수 있다
. MW3
합금은평균 크기22 nm
의 미세한산화물 분포를 가지고 있기 때문에
155~218 nm
의평균 산화물 크기를 가지고 있는 상용
316L
합금분말로 제조된 산화물 분산강화 합금보다 높은 강 도를나타내게 된다
.
그러나강도 증가에영향을 미 칠 수 있는 인자로는 결정립크기,
산화물의양 및 크기 분포를 들 수 있기 때문에 각 인자들의 기여 도를 파악하기 위해서는 결정립 크기 및 산화물의 양에 대한 정량적인 평가가 필요하다.
결정립 크기및 산화물의 양은
Si
이 함유되지 않은316L
유사조성합금을제조하기 위해 도입된기계적합금화 공 정에 의해 변화될 수 있다
.
따라서향후에는Si
함량이 조절된
316L
계 합금 분말을 기계적 합금화법이 아닌 분무법에 의해 제조한 후 습식 공정을 적 용하여
Si
함량에따른 산화물의크기 분포를비교 평가할 필요성이있다.
4. 결 론
본연구에서는차세대고온구조재료로산화물분 산강화형스테인리스강의중요성이전세계적으로부 각되고 있는시점에서기존에시도되지않았던 오스 테나이트계산화물 분산강화형스테인리스강의제조 를 통상적인 기계적합금화법이 아닌 습식혼합 공정 으로 시도하여 독창적 기술개발의 가능성을 타진하 고자하였다
.
오스테나이트계산화물분산강화형316L
스테인리스강의제조공정과 미세조직및기계적특 성을평가한결론은다음과같다
.
1.
습식혼합 공정으로 제조된 산화물 분산강화형316L
스테인리스강은볼밀링으로제조된산화물분산강화형
316L
스테인리스강보다낮은 탄소와 산소함량을가졌다
.
습식혼합 공정은볼밀링 동안유발 되는불순물 유입을최소화하였기때문에 원료분말 의 탄소함량을 그대로유지할 수 있었으며 볼 밀링 분위기 기체에의한산화를 억제하여낮은산소함량 을 가질수있었다.
2.
제조공정에따른산화물분산강화형합금의미 세조직과기계적특성을비교한 결과25
μm
의평균 입도를 가진습식혼합산화물분산강화형 합금이15 Fig. 11. Tensile properties of three austenitic ODS steels at
700
oC. (M1: mechanical milling, W2: wet mixing, MW3 : mechanical alloying and wet mixing).
Fig. 10. Size distribution of oxide particles in the matrix of
an austenitic ODS steel without silicon.
130 김민호·류호진·김성수·한창희·장진성·권오종
μm
의평균입도를가진 기계적합금화산화물 분산강화형 합금보다큰입도를나타내었으며두합금의고 온 강도는 유사한 반면 연신율은 습식혼합 공정 산 화물분산강화형합금이더우수하였다
.
3. 0.8 wt%
의Si
을 함유한상용316L
스테인리스 강 분말을사용하여제조된 산화물분산강화형합금은
Y-Si-O
형태의 복합산화물을 형성하였으며,
그 크기는
100 nm
이상의구형 형태로 존재하고 있었기때문에 산화물이 전위이동 방해효과가 적어서 기존
316L
스테인리스강과유사한 고온항복강도를 나타내어오스테나이트계산화물분산강화형합금에서
Si
함량조절의중요성을알수 있었다
.
4. Si
을 배제한316
스테인리스강유사조성분말을이용하여제조된산화물분산강화합금의경우
20 nm
크기의미세한산화물을얻을수있었으며
,
기존산화 물분산강화형316L
스테인리스강보다높은강도값 을나타내었다.
오스테나이트계산화물분산강화형합 금에서Si
함량을조절할경우미세한산화물의형성 이 가능하며,
미세산화물의 전위이동방해 효과로 인하여 우수한고온기계적특성을 얻을수 있었다.
감사의 글
이논문은
2008
년도교육과학기술부의재원으로한국과학재단의 지원을받아수행된연구이며