주조 및 열간 압연된 Fe-0.7wt%C-2.3wt%Si-0.3wt%Mn 강의 프로세싱 윈도우와 기계적 성질에 미치는 오스템퍼링 조건의 영향 비교
손제영·황동찬·최재주·송준환·김지훈 *·김원배 **·예병준†
경북대학교,
*중소기업진흥공단,
**기술보증기금
The Effects of Austempering Heat Treatment on the Processing Window and Mechanical Properties in Cast and Hot-rolled
Fe-0.7wt%C-2.3wt%Si-0.3wt%Mn Steel
Je-Young Son, Dong-Chan Hwang, Jae-Joo Choi, June-Hwan Song, Ji-Hun Kim*, Won-Bae Kim**, and Byung-Joon Ye†
Depatment of Metallurgical Engineering Graduate School of Kyungpook National University, Daegu, 702-701, Korea
*Small and Medium Business Corporation, Daegu, 702-712, Korea
**Korean Technology Credit Gurantee Fund, Daegu, 700-782, Korea
Abstract
In this study, we investigate the effects of austempering heat treatment on the processing window and mechanical properties in cast and hot-rolled Fe-0.7 C-2.3 Si-0.3 Mn steel. Each specimens were austenitised at 900
oC for 7 min, and austempered at 260
oC, 320
oC, and 380
oC for the various periods of time from 2 min to 240 min. After heat treatment, the evaluation of stage I and stage II as performed by optical metallography, XRD, hardness test. Both cast and hot rolled specimens had similar processing window.
So grain size effect is not important to the austempered high carbon high silicon cast steel. When the austempering temperature was 260
oC, the microstructure consisted of the lower ausferrite while the upper ausferrite structure was formed at 380
oC. As the austem- pering temperature increases from 260 to 380
oC, the strength and hardness decreased, elongaton and volume fraction of austenite increased. In addition, there was no change of mechanical properties between cast and hot-rolled specimens.
Key words : Casting, Hot rolling, Austempering, Austempered Ductile Cast Iron, Heat Treatment, Ausferrite.
(Received December 1, 2009 ; Accepted February 27, 2010)
1. 서 론
ADI (Austempered Ductile Cast Iron) 란 구상흑연주철을 오스템퍼링 처리하여 기지조직인 펄라이트와 페라이트를 우수한 특성을 지닌 페라이트와 고탄소 오스테나이트 (일명 오스페라이 트) 조직으로 변태시킨 것을 말한다.
오스페라이트 조직을 갖는 ADI는 인장강도가 구상흑연주철 의 두배 이상이며(850 MPa~1600 MPa), 주철에서 얻을 수 없 는 높은 연신율(~13%)을 가지는 우수한 재질이다[1-3].
이 재료에 대한 연구는 1930년대부터 시작 되었으며 1937 년에 미세조직에 대한 발표가 있었고, 1951년에 ADI로 불려 지기 시작했다. 실질적인 ADI의 생산은 1972년 미국에서 시 작되었으며, 최근 급진적인 성장률은 ADI 재료의 생산단가의 감소와 설계의 유연성, 우수한 가공특성, 높은 비강도, 그리고 향상된 인성, 마모저항, 피로 강도 등을 복합적으로 제시할 수 있는 장점을 가지고 있기 때문이다.
또한 현재 기계나 자동차 등의 부품에 주로 사용되고 있는 일반적인 주강이나 단조강 및 침탄강 그리고 알루미늄부품 등 에 필적할 만하며, 한편으로는 경제적 측면과 공업적 측면을 동시에 고려할 때 이들 재료보다 더 우수하다고 할 수 있다.
이러한 ADI는 미세조직을 구성하는 주요 상들의 특성에 따 르며 상으로는 페라이트, 고탄소 오스테나이트 그리고 흑연노듈 등이 있으며 부가적으로 마르텐사이트, 철 탄화물 및 다른 합 금 탄화물들이 존재할 수 있다. 이들 중 페라이트와 고탄소 오스테나이트의 상대적인 양, 그리고 페라이트의 형상이 기계적 특성을 결정짓는 주요인이다.
그러나 ADI의 조직적 특성으로 인해 고강도와 내마모성이 요구되는 분야에 그 적용이 국한되었다. 또한 ADI의 기지에 포함되어 있는 흑연 노듈이 하중을 받는 환경에서 크랙의 시 발점으로 작용해 충격강도와 파괴인성을 감소시키고 높은 마모 조건의 환경에서 제품의 수명을 단축시키는 등 기계적 물성을 저하시킨다[4-6].
†
E-mail : [email protected]
Fe-0.7 wt%C-2.3 wt%Si-0.3 wt%Mn 강의 프로세싱 윈도우와 기계적 성질에 미치는 오스템퍼링 조건의 영향 비교- 손제영 et al. − 61 −
이를 보완하기 위해 최근 몇 년 동안 연구자들은 ADI의 기 지와 유사한 조직을 가지며 흑연이 포함되지 않은 오스템퍼링 된 고탄소 고규소강에 대한 연구를 진행하였다[4-6,10].
ADI에서 고탄소 오스테나이트에 고용된 탄소는 대략 2wt%
정도이므로 강에 대해 적용하기 위해서는 충분한 탄소를 함유 하는 강을 제조해야 한다. 또한 충분한 양의 규소는 효과적으 로 탄소의 확산을 억제하는 역할을 함으로써 탄화물의 석출을 억제하며 오스템퍼링시 발생하는 2차 변태를 지연시켜 적당한 오스템퍼링 처리에 의해 우수한 기계적 성질을 나타내는 페라 이트와 고탄소 오스테나이트 조직을 얻을 수 있도록 한다[10].
따라서 본 연구는 고탄소ㆍ고규소강의 화학조성을 Fe-0.7 C- 2.3 Si-0.3 Mn 로 주조 및 열간 압연을 하였을 때 각기 다른 오스템퍼링 온도(260
oC~380
oC) 에서 오스템퍼링 시간 (2, 5, 8, 12, 15, 30, 60, 120, 240min) 에 따른 프로세싱 윈도우의 변화와 기계적 성질의 변화를 살펴봄으로서 열간 압연 시 얻을 수 있 는 주조 결함 제거 및 결정립 미세화 효과가 고탄소ㆍ고규소 강에 미치는 영향을 고찰하여 더 우수한 성질을 갖는 최적 열 처리 조건을 찾고자 함에 그 연구목적과 중요성이 있다.
2. 실험방법
2.1 주조 및 압연
본 연구에 사용된 주강의 합금성분은 Table 1과 같다. Y- block 사형 주조에 의해 제조된 잉곳(ingot)를 반으로 절단하여 한 부분은 열간 압연하고, 나머지는 그대로 열처리를 실시하였 다. 열간 압연 조건은 재가열온도 1250
oC, 압연종료온도 778
oC, 냉각종료온도 659
oC 이고, 총 7 pass압연을 실시하였고, 두께는 3 mm, 압하율은 88%이다.
2.2 시편 제작
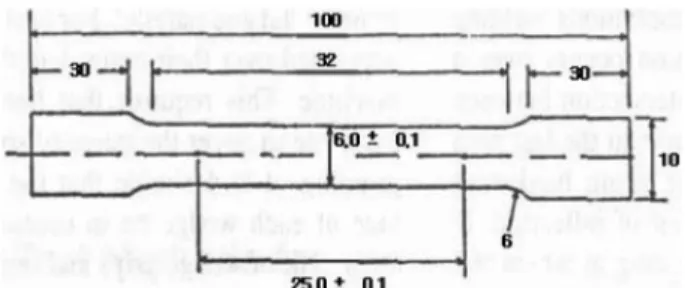
주조한 시편은 Fig. 1과 같은 형상으로, 압연한 시편은 Fig.
2와 같은 형상으로 채취하여 인장시편을 제작하였으며 규격은 ASTM E 8M 시편에 맞게 제작하였다.
2.3 열처리
시편의 초기 상태에 따라 크게 두 가지로 분류하였다. 시편1 은 주강이고, 시편2는 열간 압연을 실시한 주강이다. ASTM E8M 인장시편을 제작하여 Table 2와 같이 열처리 조건을 수 립하여 열처리를 실시하였다.
2.4 물성 평가
1) 미세조직 분석을 위해 시편을 폴리싱 한 후, 3% Nital로 에칭 하여 광학현미경으로 관찰하였다.
2) 인장 시험은 인장시험기(Shimadzu UH-F 100A)를 사용 하여, 크로스헤드의 이동속도를 2 mm/min으로 고정하여 상온 에서 실시하였다.
3) 경도 시험은 로크웰 경도기(Daekyung DTR -200)를 사 용하여, C-scale (150 kg)로 측정하였으며, 각 열처리 조건당 5 회씩 실시하였다.
4) 상(phase) 분석은 XRD (Philips Analytical X- Ray) 장 비를 사용하여 잔류 오스테나이트(retained austenite)량을 측정 하였다.
Table 1. Chemical composition of the material.
C Si Mn P S
wt% 0.71 2.26 0.42 0.014 0.014
Fig. 1. The dimension of tensile strength test specimen before rolling.
Fig. 2. The dimension of tensile strength test specimen after rolling.
Table 2. Conditions of heat treatment.
Conditions Austenitizing Austempering Temperature Time Temperature Time Specimen 1
900
oC 7 min
260
oC 320
oC 380
oC
2 min 5 min 8 min 12 min 15 min 30 min 60 min 120 min 240 min Specimen 2
Fig. 3. Microstructures of as-cast in high carbon high silicon steel.
(a) cast. (b) hot rolled. (c) etched cast. (d) etched hot rolled.
3. 결과 및 고찰
3.1 미세조직
Fig. 3 은 본 실험에서 사용된 고탄소ㆍ고실리콘 강의 주조 및 열간 압연후의 미세조직을 나타내고 있다. Fig. 3의 (a)에서 국부 적인 미세 수축공을 발견할 수는 있으나 흑연은 발견되지 않았음 을 확인할 수 있다. 이는 열처리 후에도 흑연 노듈이 없는 순수 한 오스페라이트 조직을 형성시켜 기존의 ADI 보다 더 우수한 물성을 얻는데 양호한 영향을 미칠 것으로 사료된다. 또한 열간 압연 후 미세 수축공이 확연히 감소한 것을 확인 할 수 있다.
Fig. 3 의 (c)에서는 주조된 시편의 모든 주방조직은 페라이트 와 시멘타이트로 구성된 양호한 펄라이트 조직을 이루고 있음을 알 수 있고, 이는 사형주조를 통해 제조된 시편이 공냉을 통해 상온까지 냉각되면서 공석 변태과정을 거쳐 조직 내의 오스테 나이트가 펄라이트로 변태된 조직이다.
또한 열간 압연으로 인한 재결정의 효과로 (d)의 결정립이 매우 미세화 된 것을 확인 할 수 있다.
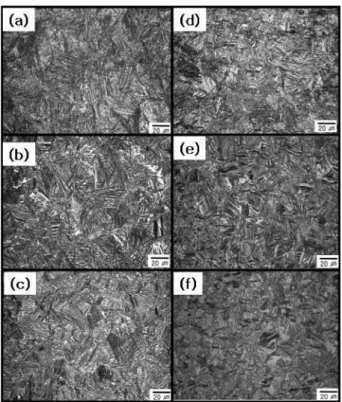
Fig. 4 는 오스테나이징을 900
oC 에서 7 min간 실시 후, 260, 320, 380
oC에서 각각 30 min동안 오스템퍼링 된 시편의 미세조직이다. 260
oC에서 오스템퍼링한 경우는 침상의 하부 오 스페라이트가 생성되었고, 380
oC 에서는 깃털상의 상부 오스페 라이트가 생성되었다. 한편, 320
oC 에서는 하부 오스페라이트와 상부 오스페라이트의 중간형태의 미세조직 사진을 확인할 수 있다. Fig. 3에서 보듯이 260
oC, 30 min의 하부 오스페라이 트 조직과 380
oC, 30 min의 상부 오스페라이트 조직을 비교 해 보면, 동일한 오스템퍼링 시간에서 온도가 낮을수록 오스페 라이트 조직은 더욱 미세하고 치밀하다는 것을 알 수 있다.
또한 주조와 열간 압연 조직을 비교하면 ADS 조직인 오스페 라이트 조직은 초기 결정립 크기에 상관없이 성장하기 때문에 오스템퍼링 열처리 후의 크기는 비슷하다는 것을 알 수 있다.
3.2 Processing Window t
1의 변화
오스템퍼링 반응이 시작되면 오스테나이트화 된 기지조직 이 침상이나 깃털상의 페라이트와 상온에서도 안정한 고탄소 오스테나이트로 변태되게 되는데 이러한 반응을 1단계 반응 이라고 한다.
t
1이란 1단계 반응의 끝을 말하며, 이것은 미변태 오스테나이 트가 3%미만이 됐을 때를 의미한다. 일반적으로 이것을 측정 하기 위한 방법으로 경도 데이터를 사용한다.
일반적으로 오스템퍼링 온도에서 오스템퍼링이 짧을 경우 매 우 높은 경도값을 보이는데, 이는 반응 초기에 오스테나이트 기 지로 탄소확산이 충분히 일어나지 못하여 초기 오스테나이트 상태로 남아있던 미변태 오스테나이트가 상온으로 냉각시 마르 텐사이트로 변태되며, 이와 함께 약간의 탄소를 고용한 준안정 오스테나이트들이 경도 시험시 압입자의 하중을 받아 응력 유기 마르텐사이트로 변태되기 때문이다. 반응 초기로부터 오스템퍼링
Fig. 4. Microstructures of specimen austempered for 30 min. cast (a) 260
oC, (b) 320
oC, (c) 380
oC, hot rolled (d) 260
oC, (e) 320
oC, (f) 380
oC.
Fig. 5. Variation of hardness of specimens with austempering tem-
perature (a) cast (b) hot rolled.
Fe-0.7 wt%C-2.3 wt%Si-0.3 wt%Mn 강의 프로세싱 윈도우와 기계적 성질에 미치는 오스템퍼링 조건의 영향 비교- 손제영 et al. − 63 −
시간이 길어질수록 경도 값은 일정영역으로 감소하며 유지하게 된다. 이때 일정하게 유지되는 시점이 t
1즉, 1단계 반응의 종 료시점을 의미한다[11,12].
Fig. 5 는 오스템퍼링 온도 및 시간에 따른 경도 변화를 나 타낸 것이다. 주조 및 열간 압연품의 t
1이 260
oC 에서는 15분, 320
oC 에서는 12분나타났다. 380
oC 에서는 주조품은 8분, 열간 압엽품은 12분에 나타났다. 오스템퍼링 온도가 증가할수록 t
1이 일어나는 시간이 짧아지는데 경향을 보이는데 이는 오스템퍼링 온도가 증가할수록 확산 속도의 증가로 t
1이 일찍 일어나기 때 문으로 사료된다.
3.3 Processing Window t
2의 변화
2 단계 반응의 기본적인 진행은 안정 고탄소 오스테나이트가 페 라이트와 탄화물로 분해되는 것이다. 이때 생성되는 탄화물은 페 라이트 내에서와 페라이트/오스테나이트 계면에서 관찰되며 그 종 류로는 ε - 탄화물, χ - 탄화물 그리고 η - 탄화물 등이 존재한다[12].
그리고 합금원소의 국부적인 농도 또한 오스템퍼링 반응속도 에 영향을 미친다.
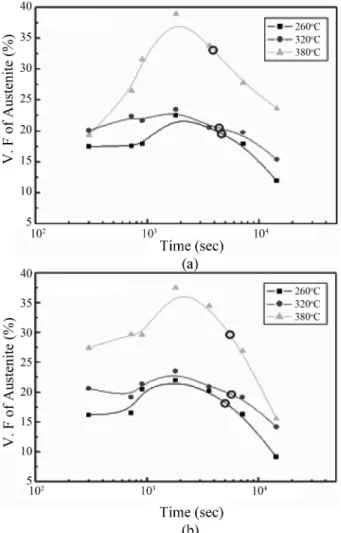
2 단계 반응속도는 안정 오스테나이트의 분율의 변화로 평가
를 한다. 안정 고탄소 오스테나이트는 일정 시간에서 최대값을 가지며, 시간이 지날수록 2단계 반응의 진행으로 감소한다.
Fig. 6 은 X선 회절 분석으로부터 얻은 페라이트와 잔류 오 스테나이트의 피크에 대한 적분강도를 이용하여 잔류 오스테나 이트 분율의 변화를 나타낸 것이다. 잔류 오스테나이트 최대 분율보다 10% 작아진 시간부터 processing window 구간이 끝나는 지점, 즉 2단계 반응이 시작되는 지점이라고 보고되고 있다[11,12]. 260
oC에서 주조품 76분, 열간 압연품 67분에서 t
2가 나타났다. 320
oC 에서는 주조품 75분 열간 압연품 72분, 380
oC 에서는 주조품 65분, 열간 압연품 70분에 각각 t
2가 나 타난 것을 확인 할 수 있었다.
3.4 Processing Window 의 변화
결론적으로 이상과 같은 각종 분석치를 종합하 여 실제 조 업시의 열처리 상황과 접목했을 때, 목 표로 하는 물성을 얻기 위해서는 프로세싱 윈도우를 결정할 필요가 있다. 오스템퍼링 온도에 따른 t
1과 t
2의 변화를 다음과 같이 고찰해 보았다.
Fig. 7 은 주조 및 열간 압연품 260
oC 에서 380
oC 구간에서 의 processing window를 나타내었다. 260
oC에서는 주조 및 열간 압연품 둘 다 t
1은 15분에 t
2는 주조품은 76분 열간 압 연품은 67분에 나타났다. 320
oC에서는 주조품 및 열간 압연품 둘 다 t
1은 12분에 나타났고 t
2는 주조품은 75분 열간 압연품 은 72분에 나타난 것을 알 수 있다. 380
oC 에서도 t
1은 주조품 8 분에 나타났고 열간 압연품이 12분에 나타났다. t
2는 주조품이 65 분 열간 압연품이 70분에 나타 난 것을 확인 할 수 있었다.
주조품과 압연품의 processing window 구간의 차이가 크게 나지 않은 것을 확인할 수 있었다. 이것은 두 가지 재료의 초 기 결정립차이에 processing window가 영향을 받지 않는 것을 알 수 있다.
processing window 내에서는 어떤 구간이든 기계적 성질이 거의 동일하므로 정확한 t
1시간을 알고 있다면 생산성 향상을 위해서 t
1이 지난 직후에 오스템퍼링을 끝내는 것이 좋다. 또한 오스템퍼링 온도가 낮아지면 window 구간이 좁아지므로 적절 한 오스템퍼링 온도와 시간의 설정이 매우 중요하다.
Fig. 6. Variation of retained austenite volume fraction with austem-
pered temperature (a) cast (b) hot rolled. Fig. 7. t
1and t
2and processing window with austempering temperature.
3.5 기계적 특성의 변화
열간 압연 시 주조 결함 제거와 결정립 미세화의 효과가 오 스템퍼링 열처리에 미치는 영향을 알아보기 위해서 processing window 구간 안의 시간에서 주조 품과 기계적 특성의 변화를 비교하였다. 260
oC, 320
oC 과 380
oC 에서 30 min분간 오스템 퍼링 열처리 후 기계적 특성의 변화를 측정하였다.
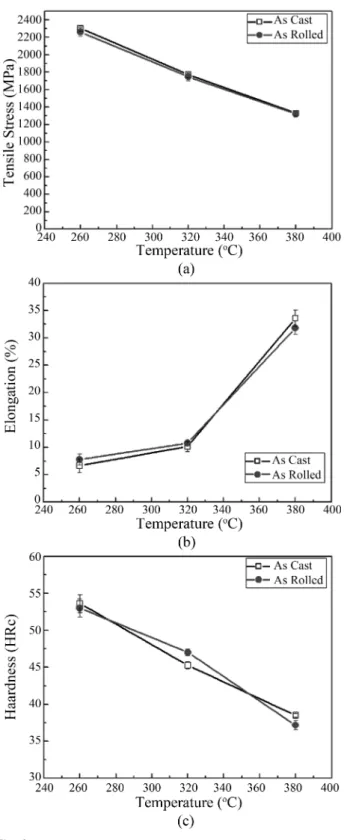
Fig. 8 은 processing window 구간 내에서 오스템퍼링 온도 에 따른 인장강도, 연신율 및 경도의 변화를 나타낸 것이다.
Fig. 6 에 나타난 것과 같이 오스템퍼링 온도가 260
oC 에서 380
oC로 증가할수록 점차 인장강도 및 경도는 감소하였으며, 연신율는 증가한 것을 관찰할 수 있다. 이러한 이유는 오스템 퍼링 온도가 낮을 경우에는 연성의 잔류오스테나이트 양이 적 고 상대적으로 페라이트 내에 높은 탄소 과포화도를 가지며 성장하기 때문에 인장강도는 높은 값을 가지게 된다. 즉 페라 이트 내 탄소 과포화의 증가는 페라이트 격자 뒤틀림을 증가 시키게 되고, 이는 전위의 이동을 어렵게 하므로 인장강도, 경 도는 증가되고 연신율은 감소하게 된다[10].
또한 주조와 열간 압연 후의 기계적 성질을 비교한 결과 초 기 조건에 상관없이 같은 오스템퍼링 조건 하에서는 물성이 비슷하다는 결과를 얻을 수 있다.
Fig. 9 는 ADI (ASTM A897)와 ASTM A563을 이번 연 구의 기계적 물성과 비교한 것이다. 그림에서 나타나는 것처럼 오스템퍼링된 고탄소 고규소강은 기존의 ADI (ASTM A897) 보다 더 우수한 기계적 성질을 나타내었다.
4. 결 론
주조 및 열간 압연한 Fe-0.7wt%C-2.3wt%Si-0.3wt%Mn 강 을 통해 동일하게 900
oC 에서 7분간 오스테나이타이징 처리하 고, 오스템퍼링 온도와 오스템퍼링 시간을 변화시켜 가면서 열 처리를 한 결과, 열처리 조건에 따른 미세조직과 기계적 성질 에 미치는 영향에 대하여 다음과 같은 결론을 얻었다.
1) 열처리 전 주방 상태의 조직과 열처리 후 미세조직을 관 찰한 결과 흑연은 발견되지 않았으며, 이로 인해 열처리 후 기 존의 ASTM A897 규격 (인장강도 : 850~1600 MPa, 연신율 :
~13%)보다 우수한 기계적 성질 (인장강도 : 1300~2300 MPa, 연신율 : ~33.6%)의 오스템퍼드 고탄소ㆍ고규소강을 얻었다.
2) 주조 및 열간 압연한 시편을 오스템퍼링 한 결과 processing window 구간이 비슷하게 나타났다. 따라서 오스템퍼링은 초기 결정립 크기의 영향이 없다는 것을 확인 할 수 있었다.
3) 오스템퍼링 온도가 260
oC 에서 380
oC 까지 증가할수록 최 Fig. 8. Effect of austempering temperture on mechanical properties
of specimens (a) UTS, (b) elongation, (c) hardness.
Fig. 9. Ranges of mechanical properties for various material.
Fe-0.7 wt%C-2.3 wt%Si-0.3 wt%Mn 강의 프로세싱 윈도우와 기계적 성질에 미치는 오스템퍼링 조건의 영향 비교- 손제영 et al. − 65 −
대 인장 강도와 경도는 감소하였고, 연신율은 증가하였다.
4) 동일한 시간과 온도 하에서 열처리한 주조와 열간 압연한 시편의 물성은 비슷한 경향을 나타내었다. 따라서 오스템퍼링은 주조결함의 영향이 적은 것으로 나타났다.
참고문헌