Journal of KWJS Vol.31 No.1(2013) pp43-50
원자력간 현미경을 이용한 TRIP강 저항 점용접부의 미세조직 분석에 관한 연구
최철영*․지창욱*․남대근**․장재호*,**․김순국***․박영도***,†
*부산대학교 재료공학과
**한국생산기술원
***동의대학교 신소재공학과
Analysis of Microstructure for Resistance Spot Welded TRIP Steels using Atomic Force Microscope
Chul Young Choi*, ChangWookJi*, Dae-Geun Nam**, Jaeho Jang*,**, Soon Kook Kim*** and Yeong-Do Park***,†
*School of Materials Science and Engineering, Pusan National University, Busan 609-735, Korea
**Korea Institute of Industrial Technology (KITECH), Busan, South Korea
***Dept. of Advanced Material Engineering, Dong-Eui University, Busan 614-714, Korea
†Corresponding author : [email protected]
(Received February 10, 2013 ; Revised February 18, 2013 ; Accepted February 22, 2013)
Abstract
The spot welds of Transformation Induced Plasticity (TRIP) steels are prone to interfacial failure and narrow welding current range. Hard microstructures in weld metal and heat affected zone arenormally considered as one of the main reason to accelerate the interfacial failure mode. There fore, detailed observation of weld microstructure for TRIP steels should be made to ensure better weld quality. However, it is difficult to characterize the microstructure, which has similar color, size, and shape using the optical or electron microscopy. The atomic force microscope (AFM) can help to analyze microstructure by using different energy levels for different surface roughness. In this study, the microstructures of resistance spot welds for AHSS are analyzed by using AFM with measuring the differences in average surface roughness.
It has been possible to identify the different phases and their topographic characteristics and to study their morphology using atomic force microscopy in resistance spot weld TRIP steels. The systematic topographic study for each region of weldments confirmed the presence of different microstructures with height of 350nmfor martensite, 250nm for bainite, and 150nm for ferrite, respectively.
Key Words : Resistance spot welding, TRIP steels, Atomic force microscope, Scanning electron microscopy, optical microscopy
연 구 논 문
1. 서 론
21세기는 품질 중심시대로 질적 향상 및 고부가가치 창출을 위한 패러다임으로 국내산업은 급속히 전환되고 있는 시점이며, 최근 자동차 차체에 적용되는 고강도 강판에서도 경량화 및 충돌안전성이라는 상반된 관점에
서의 문제를 해결하고자 부단한 노력을 기울이고 있다.
그로 인해 최근 소재강도를 높여 차체 중량을 감소시키 는 방법이 도입되고 있으며, TRIP(transformation induced plasticity)강과 같은 고강도 강판의 적용이 증가되고 있는 추세이다1). 그러나 고강도 강판은 차체 안전성과 경량화를 동시에 달성할 수 있음에도 불구하 고 성형성 및 용접성 등의 한계로 인해 자동차 차체 적
용부위는 한정되어 있다. 특히 고강도 강판의 경우 가 용 전류 구간의 크기로 평가되는 저항 점용접부 용접성 이 기존 연질강에 비해 좋지 않은 것으로 알려져 있다.
이러한 원인으로는 높은 중간날림 현상에 따른 충분한 너겟경 확보의 어려움, 합금 불순물에 따른 취성 증가 그리고 용접부 경화조직 형성 등이 그 원인들로 알려져 있다2).
저항 점용접은 고유특징인 급냉에 의해 용접부에서 마르텐사이트와 같은 취성을 가진 미세조직의 형성으로 파단시험 시 계면파단(interfacial fracture) 발생이 용이할 뿐만 아니라 그로 인해 고강도 강판의 저항 점 용접부 품질확보에도 많은 어려움이 존재한다3). 이러한 계면파단의 발생 원인에 대해 Radakovic 등은 용융부 너깃 크기가 가장 큰 인자임을 증명하였으며4), Choi 등은 고강도 강판의 저항 점용접부 파단시험 시 적정 용접구간인 너깃직경(4√t)을 만족함에도 불구하고 급 랭조직에 기인한 높은 경도 및 모재강도 상승 등으로 인해 계면파단 발생이 용이함을 보고하였다5). 이에 본 연구에서도 앞선 연구결과를 바탕으로 계면파단의 발생 원인은 용접부 및 열영향부의 급랭조직에 의해 파단이 야기되는 것으로 판단되어 저항 점용접부 파단형상과 미세 조직학적 특성들에 대해 논의하고자 한다.
고강도 강판의 경우 저항 점용접 공정상 급냉에 의해 용접부에서 마르텐사이트와 같은 경화조직의 형성은 용 접부 파단시험 시 부분 또는 완전계면파단(Partial or Full Interfacial Fracture) 발생을 촉진 시킬 뿐만 아니라 협소한 가용전류 구간의 원인이다3). 이러한 계 면파단의 발생 원인에 대해 Radakovic 등은 용융부 너깃 크기가 가장 큰 인자임을 증명하였으며4), Choi 등은 고강도 강판의 저항 점용접부 파단시험 시 적정 용접구간인 너깃직경(4√t)을 만족함에도 불구하고 급 랭조직에 기인한 높은 경도 및 모재강도 상승 등으로 인해 계면파단 발생이 용이함을 보고하였다5). 저항 점 용접 너깃 및 열영향부의 미세조직은 용접 열 사이클이 발생하는 영역이 좁고 미세조직의 변화가 심하기 때문 에 평가에 어려움이 있으나 계면파단의 한 원인인 경화 조직의 체계적인 분석이 필요하다6). 일반적으로 고강도 강의 용접부 미세조직은 광학현미경(OM: Optical Microscopy) 또는 주사식 전자현미경(SEM: Scanning Electron Microscopy)을 이용하여 용접부에 형성된 마르텐사이트, 베이나이트 및 잔류 오스테나이트 등을 관찰한다6). 그러나 정확한 상에 대한 분석이 요구되는 경우에는 투과전자현미경(TEM: Transmission Electron Microscopy)으로 분석을 실시해야 하며, 이때 시료 제 작에 어려움이 있고 소요시간이 길다는 단점을 가지고
있다. 최근 원자력간 현미경 분석을 활용하여 고강도강 의 상거동 및 미세조직을 파악하는 내용이 문헌에 다수 보고되고 있다3). 원자력간 현미경을 이용한 미세조직의 분석은 광학현미경과 주사식 전자현미경의 결과와 비교 할 때 분석능이 우수한 것으로 평가되고 있어 저항 점 용접부의 미세조직 분석에도 적용이 가능할 것으로 판 단된다.
따라서, 본 기술논문은 590 MPa급 TRIP강 저항 접 용접부 미세조직 관찰을 위해 원자력간 현미경을 이용 한 분석 가능성 검증을 주 목적으로 하고 있으며 광학 현미경 및 주사식 전자현미경을 활용하여 열영향부 및 용접금속의 미세조직에 대한 분석 결과를 비교하였다.
2. 실험 방법
본 실험에서는 단상 AC 용접전원을 이용하여 590MPa 급 TRIP강판에 저항 점용접을 실시하였으며, 용접기는 공압 정치식(75kVA)을 사용하였다. 실험에 사용된 TRIP 강은 약 590MPa의 인장강도와 1.2 mm의 두께를 가지는 합금화 용융아연도금강판이며 탄소함량은 약 0.22 wt%이 다. 시험편 규격은 길이 100 mm, 폭 30 mm로 동일 한 규격으로 절단하고 에틸알코올을 이용하여 세척하였 다. 전극은 dome 형태의 선단직경 6 mm인 Cu-Cr재를 상 하단에 동일하게 적용하였으며, 냉각수는 6 ℓ/min로 동일하게 공급하였다. 저항 점용접 공정변수의 선정은 ISO(18278)규격을 이용하였으며, 본 실험에 사용된 용접조건을 Table 1에 나타내었다.
각 전류조건의 점 용접 미세조직 샘플은 용접부 단면 을 버튼의 수직방향으로 절단한 후 마운팅하여 연마 후 3% 나이탈 (Nital)과 NaOH (NaOH 5g + Picric acid 3g + boiled water 100mL) 용액으로 에칭하 여 광학현미경과 SEM 으로 관찰하였다. 또한 용접부 와 용접부 인근 모재영역의 거시적인 상거동을 파악하 기 위해 Le Pera etchant를 이용하여 color tinting 을 실시 후 OM으로 촬영하였다.
원자력간 현미경은 3차원적인 시편 표면형상을 정확 하게 측정하기 위해 고안 되었으며, 시편 표면의 원자 구조까지 관찰이 가능한 장점을 지니고 있다. 원자력간 현미경의 측정원리는 Van Der Waals Force의 힘을 이용하여 시편 표면을 직접 스캔함과 동시에 감지기에 부착된 cantilever의 움직임을 다이오드 레이저를 이용 하여 시편 표면의 형상과 높낮이를 조사하여 분석하게 된다. 본 연구에서의 분석 영역은 모재부를 비롯하여 모재부와 인접한 열영향부, (조대)열영향부 및 용융부 로써 동일한 위치에 대해 선별적인 측정을 실시하였으 며, 정확한 위치 선정을 위해 비커스 경도기를 이용하
(a) (b)
Fig. 1 Images of interfacial fractured surface for resistance spot welded (a) TRIP 590 and (b) TRIP 780 steels
Steel grade Weld force (kN)
Weld time (cycle)
Hold time (cycle)
Squeeze time (cycle)
Water flow rate (ℓ /min)
Current (kA)
TRIP590 3.5 15 5 70 8 5.0/5.8
TRIP1180 3.5 15 5 70 8 4.6/5.4
Table 1 Resistance spot welding parameters for TRIP590 and TRIP1180 steels 여 각각의 측정부위를 상하좌우 4방위에 걸쳐 50㎛ 간
격을 가진 마름모꼴로 압흔을 표시한 후 압흔 중심부위 에 대해 분석을 실시하였다. 각각의 접합부에 형성된 미세조직 영역별 상거동 분석을 위해 모재부, 열영향부 및 용융부의 동일한 위치를 AFM (L-TraceⅡTM)을 사용하여 각각 비교 분석하였다.
3. 실험 결과 및 고찰 3.1 TRIP강의 저항 점용접부 파단특성
일반적으로 저항 점용접은 저입열 용접으로 분류되 나, 아크 용접에 비해 상대적으로 높은 대전류 및 전극 냉각수의 영향으로 급가열 및 높은 냉각속도를 동반하 게 된다. 특히 고강도 강판의 경우 용접부 미세조직은 소지강판의 높은 탄소당량 (carbon equivalent)에 의 해 복잡한 상변태를 거치게 되며, 높은 온도 구배에 의 한 가열 및 냉각속도 하에서 일반적인 평형상태도와는 전혀 다른 미세조직이 생성된다. 한편 이러한 고강도 강판의 저항 점용접부 용접성 평가는 다양한 기계적 파 단시험 후 파단형상에 따라 좌우되며, 대부분의 자동차 생산라인에서는 peel test를 통해 최소 너깃경의 확인 및 계면파단 발생 유무를 통해 용접품질을 판단하는 것 으로 알려져 있다. 그러나 고강도 강판의 경우 용접부 및 열영향부의 높은 경도와 급랭조직에 의해 충분한 최 대하중을 보유 하여도 계면파단 발생이 용이한 것으로 알려져 용접품질 판단기준에 많은 논란이 되어 왔다.
특히 Radakovic 등은 고강도 강판의 저항 점용접부에 대해서 계면파단이 발생되는 조건의 최대 하중이 버튼 파단 발생 조건의 90%이상이었음을 전단인장시험으로 증명함으로써4), 파단형상이 아닌 최대하중이 우선적으 로 고려된 용접품질 평가기준을 제시하였다.
일반적인 연질강의 저항 점용접부는 최소 전단인장강 도 및 적정 너깃직경(4Öt)이 동일한 영역에서 형성되 기 때문에 계면파단을 용접불량으로 판단할 수 있으나, 고강도 강판의 경우 용융부에 존재하는 마르텐사이트와 같은 급랭조직에 의해 용접부 취성파단 가능성이 증대 되어 계면파단 발생이 용이한 것으로 보고되었다7-12). 본 연구에서도 590 MPa급 TRIP강판의 저항 점용접 부는 KS B 0850이 제시하는 최대하중 및 적정 너깃
직경 기준을 만족 하였으나, 파단형상은 Fig. 1에서와 같이 계면파단이 관찰되었다. 일반적으로 용접성 평가 기준(KS B 0850)을 기준으로 연강에서의 최대하중을 만족하는 저항 점용접부 파단시험 시 버튼파단의 양상 이 관찰되나, 고강도 강판의 저항 점용접부는 높은 최 대하중을 보유하더라도 계면파단이 쉽게 발생되는 문제 점에 대해 많은 보고가 되어 왔다1,2,12). 따라서 고강도 강판의 저항 점용접부 계면파단 발생원인은 연강에서와 는 달리 모재강도 대비 용접공정 또는 용접변수 등에 의해 급랭조직의 특성이 크게 달라지기 때문이며, 특히 용접금속 및 열영향부에 취성이 강한 미세조직의 영향 이 크게 작용되어 계면파단이 발생되는 것으로 사료된다.
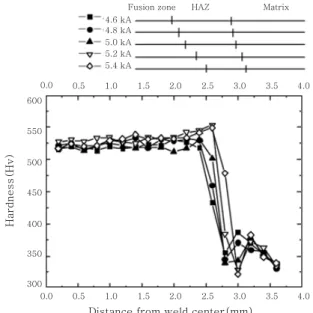
계면파단 발생 원인들 중 미세조직 변화에 따른 경도 차에 대한 고찰을 위해 용접전류에 따른 1180MPa급 TRIP강판의 저항 점용접부 경도측정 결과를 Fig. 2에 나타내었다. 각각의 전류조건에서 모재부 경도는 약 320~350 Hv이며, 용접금속은 약 530 Hv 및 열영향 부는 310~550 Hv로 경도 분포가 존재하였다. 먼저 최대경도는 용접금속과 열영향부 경계인 용융선(fusion line) 부근에서 관찰되며, 조대 열영향부와 미세 열영 향부에서 가장 큰 경도차를 보였다. 최소경도는 모재에 인접한 열영향부에서 확인되었으며, 용접전류의 증가에 따라 용접금속 및 열영향부의 직경이 증가하였다. 그러 나 5.0kA에서 6.2kA까지 0.4kA씩 용접전류를 증가 하였음에도 불구하고 용접금속 및 열영향부의 크기는 증가하지 않았다. 이러한 결과는 용접 전류의 증가에 비해 상대적으로 한정된 전극과 판재와의 접촉면적에 기인된 것으로 사료된다. 용용부 및 열영향부의 경도가 최대 550 Hv까지 상승하는 것으로 보아 이 영역들의
0.0
4.6 kA
HAZ Matrix
4.8 kA 5.0 kA 5.2 kA 5.4 kA
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
600
550
500
450
400
350
300
Hardness(Hv)
Fusion zone
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Distance from weld center(mm)
Fig. 2 Microhardness profiles for welds in 1180MPa grade TRIP steels with the weld current ranging from 4.6kA to 5.4kA
TRIP 590 steels
Base Metal(BM) BM near HAZ Fine HAZ Coarse HAZ WM
A1 A3 HAZ Weld Metal
(a)
TRIP 1180 steels
Base Metal(BM) BM near HAZ Fine HAZ Coarse HAZ WM
A1 A3 HAZ Weld Metal
(b)
Fig. 3 Optical microstructures from base metal to weld metal center of resistance spot welded (a) TRIP590 and (b) TRIP1180 steels
미세조직은 대부분 마르텐사이트로 구성되어 있을 것으 로 판단된다. 특히 열영향부의 경우 연화부 및 경화부 가 모두 관찰되며 다양한 미세조직이 복합적으로 존재 할 것으로 판단된다. 따라서 파단 시험 시, 이러한 경 화조직들은 취성파단 발생의 요소로 사료된다.
한편 5.2kA 이상의 전류에서는 열영향부 경화현상과
연화현상이 낮은 전류값의 경도 측정 결과 보다 확연히 다르게 관찰된다. 이는 동일 영역의 경우에도 입열의 수준에 따라 영역별로 미세조직 구성이 다양할 수 있으 며, 보다 구체적인 비교 분석을 위하여 다음 장에서 고 강도 강판의 저항 점용접부에 존재하는 미세조직의 분 석을 광학현미경, 주사식 전자현미경 및 원자력간 현미 경을 이용하여 비교·분석해 보았다.
3.2 TRIP강 저항 점용접부의 미세조직 특성 TRIP 강의 저항 점용접부 파단양상은 용접부 또는 열영향부에 발생된 경화현상(HAZ hardening) 및 연 화현상(HAZ softening)에 의한 영향 또한 존재 할 것 으로 판단되어, 광학현미경으로 관찰한 미세조직을 Fig. 3에 각각 비교하였다. Le pera 부식액을 이용하 여 TRIP590강(Fig. 4a)과 TRIP1180강(Fig. 4b) 각각의 모재부, 열영향부 및 용접금속 각각의 영역별 미세조직을 관찰하였다. Le pera 부식액은 미세조직 구성상을 컬러로 착색함으로서, 복합 조직강 단면을 관 찰할 경우 각각의 미세조직을 보다 용이하게 구분할 수 있는 장점을 지닌다13). 590 MPa급 및 1180 MPa급 TRIP강 용접부 모두 비교적 넓은 영역에서 형성된 노란 색의 페라이트 및 갈색 또는 흰색의 MA상 (Martensite- Austenite constituent)이 관찰되고 입계 부근에서 청색의 베이나이트로 각각 구분된다.
Base metal (BM) BM near HAZ HAZ WM
TRIP 590 steel
OM
SEM
TRIP 1180 steel
OM
SEM
Fig. 4 Microstructures of base metal, heat affected zone, and weld metal for resistance spot welded in TRIP590 and TRIP1180 steels using OM and SEM
먼저 모재부는 페라이트, 마르텐사이트 혹은 잔류 오 스테나이트 및 베이나이트로 구성되어 있다. 또한 모재 에 인접한 열영향부에서는 저항 점용접 후 A1 변태온도 이상 A3변태온도 이하로 가열된 페라이트의 일부가 오 스테나이트로 변태한 후 냉각 시 변태한 오스테나이트 가 급냉에 의해 급랭조직으로 형성되어 미변태된 페라 이트와 혼재하는 영역으로 판단된다. 한편 미세 열영향 부 및 조대 열영향부에서는 용접금속과 유사한 형태의 조직이 관찰되며, 저항 점용접시 A3변태온도 이상으로 가열되어 조직 전반에 걸쳐 상변태가 진행된 조직으로 급랭에 의해 대부분 조직이 갈색의 마르텐사이트로 용 접금속과 유사한 거동의 상변태가 발생된 것으로 예상 된다. 용접금속은 저항 점용접시 발생된 열원에 의해 용접금속 전반에 걸쳐 응고 및 고상변태가 진행되었으 며, 이 영역은 용융온도 이상의 발열에 의해 액상으로 진행된 후 방향성을 가진 조대한 주상정(columnar dendrite)조직이 관찰된다. 전술한 바와 같이 고강도 강판의 저항 점용접부 냉각특성은 전극에 내부에 순환 되는 냉각수로 인해 초당 약 1000℃ 이상의 냉각속도 를 가지며, 대부분의 용접금속 미세조직이 마르텐사이 트로 변태하는 것으로 알려져 있다14). 그러나 광학현미 경을 이용한 저항 점용접부의 미세조직 분석에는 분석 능에 한계가 있으며 미세조직의 구체적인 분석을 하기 에는 제한적이다.
3.3 원자력간 현미경을 이용한 영역별 미세조 직 특성비교
Fig. 4는 각각 590MPa급 및 1180MPa급 TRIP강 을 이용하여 저항 점용접 후 동일한 영역에서 광학현미 경과 주사식 전자현미경을 이용하여 관찰한 미세조직을 나타낸 것이다. 비커스 경도기를 이용하여 상하좌우 4 방위 마름모꼴의 압흔 중앙을 해당영역으로 지정한 후 동일영역에서의 미세조직 분석을 실시하였다. 앞서 광 학현미경으로 관찰한 (Fig. 3) 결과와 유사하게 Fig.
4의 결과에서 모재부는 비교적 넓은 영역에 형성된 페 라이트와 페라이트 결정립계를 둘러싸고 있는 베이나이 트 및 작은 다각형 형상의 마르텐사이트-잔류오스테나 이트 (MA)상으로 구성되어 있다. 주사식 전자현미경으 로 관찰한 조직을 살펴보면 광학현미경조직과는 상의 음영이 반전되어 있으며, 모재에 인접한 열영향부에서 는 페라이트와 모재에서는 관찰되지 않았던 미세조직이 관찰되며, 모재의 페라이트 입계에 존재하던 조직이 성 장한 것과 같은 양상을 보이고 있다. 이 영역에서는 A1
변태온도 이상 그리고 A3 변태온도 이하로 가열되어 페 라이트 일부가 오스테나이트로 변태 한 후 모재의 미변 태 페라이트와 급랭조직이 혼재 하는 것으로 사료된다.
한편 열영향부는 모재부와 전혀 다른 양상의 미세조직 이 관찰되며, 특히 주사식 전자현미경으로 관찰 할 경
150[nm]
[㎛]
`1
`2
`3
4 4
`3
`2
`1
0
0
150[nm]
[㎛]
`1
`2
`3
4 4
`3
`2
`1
0
0
(a) (b)
[㎛]
300[nm]
5
15
0
0
10 15
5 10
[㎛]
300[nm]
5
15
0
0
10 15
5 10
(c) (d)
Fig. 5 AFM images of each weld regions for resistance spot welded TRIP590 steels : (a) base metal, (b) base metal near HAZ, (c) HAZ, and (d) weld metal
우 입계 내부로 성장된 급랭조직이 마르텐사이트로 확 인되어 졌다. 이는 해당 영역이 A3 변태온도 이상으로 가열되면서 형성된 오스테나이트 입계에 기인된 것이 며, 용접 입열에 의해 성장된 오스테나이트가 급냉함에 따라 입계 내부에 형성된 마르텐사이트로 판단된다. 또 한 용접금속에서는 열영향부와 유사한 형태의 마르텐사 이트 조직이 관찰되며, 주사직 전자현미경을 이용한 미 세조직 관찰 영역에서는 TRIP590강과 TRIP 1180강 용접금속 급랭조직의 분포양상에 차이가 존재함을 알 수 있다. 주사식 전자 현미경을 활용 할 경우 각 구성 상이 갖고 있는 화학조성에 기인한 에너지 차에 의해 동일 부식조건에서 부식의 정도의 차이로 인해 미세조 직의 관찰이 용이하다. 이와 유사한 원리를 이용하여 원자력간 현미경에서도 상의 형상과 크기 그리고, 높낮 이 차이를 이용하여 미세조직의 관찰이 가능하기 때문 에 두 강종에 대한 저항 점용접부 미세조직 분석을 시 도 하였다.
원자력간 현미경은 원자간의 Van der Waals force 를 이용하여 시험편 표면을 직접 스캔함으로써 표면 형 상과 높낮이 등의 정보를 분석하게 된다. 일반적인 금 속의 경우 동일한 조건에서 부식을 실시하여도 각각의 상은 에너지 준위차에 따라 나노미터 크기의 조도편차 가 발생하게 되며, 이러한 특성에 기인하여 원자력간 현미경을 이용한 조도측정을 통해 보다 명확한 상분석 이 가능하다. 특히 원자력간 현미경을 이용한 금속조직 상변태 분석은 투과식 전자현미경과 같은 복잡한 시험 편 제작 공정 없이, 단순히 광학현미경 관찰용 수준의 전처리 만으로도 특정 위치에 대한 관찰이 가능한 장점
을 지니고 있다. Fig. 5는 TRIP590강의 저항 점용접 부 미세조직의 관찰을 위해 원자력간 현미경으로 모재 부, 열영향부 및 용접금속에 대해 관찰한 것이다. 선행 연구 보고와 유사하게 각각의 구성상들에 따른 표면 조 도의 변화가 나노미터 크기까지 분해 가능하였다15). Fig. 5(a)의 모재부 결과에서 원자력간 현미경 관찰 결과 페라이트, 마르텐사이트, 베이나이트, 잔류오스테 나이트 상의 부식정도에 따라 나노미터 크기의 조도 차 가 발생하는 것을 관찰할 수 있다. TRIP강의 모재에서 관찰되는 조도차이는 마르텐사이트가 가장 크며 잔류 오스테나이트, 베이나이트, 페라이트 순으로 점차 작아 지는 것을 관찰할 수 있다. 특히 광학현미경에서 관찰 된 결과와 유사하게 모재부 인근 HAZ의 경우 조밀한 미세조직으로 구성되어 있음을 Fig. 5(b)에서 알 수 있었다. Fig. 5(c)와 (d)는 급랭조직으로 구성 되어 있을 것으로 예측되는 열영향부와 용접금속에 대한 원 간력간 현미경 관찰 결과이다. 모재부와 달리 표면조도 의 높이 차이가 크며 평균조도 50nm를 가지는 영역과 100~130nm의 평균조도를 가지는 영역이 공존하고 있다. 구성 형태에서 용접금속은 열영향부보다 뚜렷한 형태의 단차가 형성되어 있기 때문에 대부분 마르텐사 이트로 구성되어 있음을 알 수 있다.
Fig. 6은 원자력간 현미경을 이용하여 590 MPa급 TRIP강판의 모재부 표면조도를 측정한 결과이며, 표면 조도의 크기는 마르텐사이트가 가장 높고, 잔류 오스테 나이트, 베이나이트 및 페라이트 순으로 점차 낮아지는 것으로 관찰되었다. 반복 실시한 원자력간 현미경 측정 결과에서도 평균조도는 마르텐사이트가 가장 크며 페라 이트가 가장 작게 확인되었다. 반복된 측정결과에는 일 부 오차가 존재하고 있으며, 이러한 현상이 발생하는 원인은 측정 시 부식액의 농도와 에칭시간의 차이에서 발생하는 식각의 양적 차이에 의한 것으로 추정된다.
용접부 각 영역마다 각기 다른 에너지 준위를 가지므로 부식시간과 농도 편차에 영향을 받을 것으로 사료되지 만 Fig. 6의 결과에서 알 수 있듯이 각 상마다 조도편 차는 비율적으로 존재하기 때문에 원자력간 현미경을 이용한 용접부의 미세조직 분석은 광학현미경 또는 주 사식 전자현미경보다 정밀한 미세조직의 분석이 가능할 것으로 판단된다.
590MPa급 TRIP강판의 저항 점용접부 각각의 영역 에 대한 표면조도 profile을 분석하여 Fig. 7에 나타내 었다. Fig. 7(a)의 모재부 A와 B 영역은 약 340nm 및 300nm의 매우 높은 조도를 가지는 상이 관찰되며, 각각의 조도에 따른 미세조직은 마르텐사이트와 베이나 이트 또는 마르텐사이트와 잔류 오스테나이트가 혼합된
0 100 200 300 400
Ferrite Bainite Martensite Retained Austenite
Roughness (nm)
Fig. 6 Surface roughness of each microstructures for TRIP590 steels measured by AFM
(a) (b)
(c) (d)
Fig. 7 AFM analysis of each weld regions in the TRIP590 steels : (a) Base metal, (b) Base metal near HAZ, (c) HAZ and (d) Weld metal
MA상으로 판단된다. 또한 Fig. 7(a)의 C 및 D 영역 은 약 250nm 및 160nm의 평균조도의 크기로 베이나 이트 및 페라이트로 확인 된다. Fig. 7(b)의 모재에 인접한 열영향부는 A, B 및 C 영역들과 같이 약 200~250 nm 베이나이트 영역과 약 100 nm의 페라이트 영역이 관 찰된다. 이 영역은 A1 변태온도 이상 A3 변태온도 이 하로 가열되어 Fig. 7(a)에 비해 페라이트 영역이 줄 어들어 벌크(bulk)상의 베이나이트가 크게 성장된 것 임을 알 수 있었다. 한편 Fig. 7(c)의 관찰결과, 열영 향부에서 구 오스테나이트 입계를 경계로 용접 시 발생 된 열원에 의해 A3이상의 변태온도로 가열 후 급냉이 진행된 형태의 미세조직이다. 대부분 미세조직이 마르
텐사이트와 일부 페라이트로 구성된다. 그리고 Fig.
7(d)의 용융부 영역에서 요철부를 기준으로 한 단차는 일반적으로 고탄소강에서 발생하는 마르텐사이트 변형 형상으로 알려져 있으며, 용접부에서 발생된 열원 및 급냉에 기인한 미세조직의 변형에 의해 수십 nm 크기 의 단차가 형성되어 보다 명확한 조도측정이 가능하였 다. 또한 열영향부와 유사한 상거동을 보이며 구 오스 테나이트 입계를 경계로 마르텐사이트가 규칙적인 패턴 구조로 방향성을 가진 미세조직이 관찰되었다. 이와 같 은 조도측정을 통해 평균조도 약 50nm를 가지는 영역 과 약 200~250nm의 평균조도를 가지는 영역이 공존 하고 있으며, 용융부가 열영향부에 비해 보다 뚜렷하고 높은 조도를 갖는 돌출상이 형성된 것을 알 수 있다.
원자력간 현미경을 이용한 미세조직 분석에서는 광학 현미경 또는 주사식 전자현미경으로 식별이 어려운 다 양한 미세조직에 대해 보다 명확한 판별이 가능함이 확 인되었다. 특히 광학현미경 및 주사식 전자현미경에서 는 분별이 어려운 마르텐사이트-잔류오스테나이트 미세 조직의 분석에서 원자력간 현미경을 활용 할 경우 시험 편 표면의 전반적인 표면에너지 profile을 분석을 통해 더욱 명확한 미세조직 분석이 가능하다고 판단된다.
4. 결 론
본 기술논문에서는 자동차용 TRIP강에 저항 점용접 용접을 실시하여 용접부의 금속조직학적 특성을 분석함
에 원자력간 현미경을 이용한 결과를 조사하였으며 분 석가능성을 광학현미경 및 주사식 전자현미경과의 비교 를 통해 알아보았다.
1) TRIP강의 저항 점용접부의 마크로조직은 용접금 속, 열영향부, 모재인근 열영향부 그리고 모재영역의 4 영역으로 구분되었다. 경도분포와 미세조직과의 상관관 계를 조사한 결과, 저항 점용접 공정의 급속한 냉각속 도에 의해 용접금속에서 마르텐사이트가 형성되기 때문 에 높은 경도를 보유하며, 모재 쪽으로 이동 할수록 페 라이트 량이 증가하여 경도가 감소하였다.
2) 동일 부식조건에서 상의 조도 차이가 발생하는 현 상을 이용하여 표면 조도 차이를 측정할 수 있는 원자 력간 현미경을 통해 TRIP강 저항 점용접부 미세조직 분석에 적용하였다. 원자력간 현미경을 이용한 저항 점 용접부 표면조도를 측정한 결과, 각기 다른 고유의 에 너지 준위차에 의해 부식 이후 페라이트, 베이나이트, 잔류 오스테나이트 및 마르텐사이트의 순서로 평균조도 가 증가되는 것을 관찰 할 수 있었다.
3) 고강도 강판의 저항 점용접부 미세조직 분석의 경 우 광학현미경 및 주사식 전자현미경을 활용한 경우와 비교 할 때 원자력간 현미경의 분해능이 매우 우수하였 다. 특히 열영향부 및 용접금속 급랭조직 중 베이나이 트와 마르텐사이트의 구별에 있어 명확한 미세조직 분 석이 가능하다고 판단된다.
5. 감사의 글
이 논문은 2011학년도 동의대학교 교내연구비에 의 해 연구되었음(과제번호 2011AA193)
참 고 문 헌
1. S. S. Park, Y. M. Choi, D. G. Nam, Y. S. Kim, J.
H. Yu and Y. D. Park, Journal of KWJS, 26-6 (2008), 625
2. S. S. Park, Y. D. Park, K. H. Kim, Y. M. Choi, Y.
M. Rhym and N. H. Kang, Journal of KWJS. 26-2 (2008), 177
3. K. C. Kim, J. H. Cha and H. S. Park, Journal of Materials Research. 14-4 (2004), 239
4. D. J. Radakovic and M. Tumuluru, American Welding Journal. 87(2008), 96
5. C. Y. Choi, I. B. Kim, Y. D. Kim and Y. D. Park, Kor. J. Met. Mater. 50-2 (2012), 136
6. C. Y. Choi, J. K. Kim, J. K. Hong, J. T. Yeom and Y. D. Park, J. P. Journal of KPMI. 18-1 (2011), 64 7. C. H. Lee, K. H. Lee, J. H. Yoon and Y. E. Shin,
Journal. KWJS. 26-1 (2008), 56
8. S. M. An, T. K. Yim, K. S. Lee, J. H. Kim, E. Y.
Kim and K. W. Park, Kor. J. Met. Mater. 49-4 (2011)
9. K. C. Chung, Y. K. Kim and C. J. Choi, Kor. J.
Met. Mater. 48-4 (2010), 320
10. C. Y. Choi, I. B. Kim, Y. D. Kim and Y. D. Park, Kor. J. Met. Mater. 50-2 (2012), 136
11. T. H. Kim, H. S. Park, Y. S. Lee, S. H. Rhee, Proc. J. KSAE. 2 (2003), 1239
12. B. Girvin, W. Peterson and J. Gould, American Iron and Steel Institute. 27 (2007), A10
13. F. S. Lepera, Metallography. 12 (1979), 263 14. M. Tumuluru, American Welding Journal. 86-6
(2007), 161s
15. T. R. Yanez, Y. Houbaert, A. Mertens, Materials Characterization. 47 (2001), 93