This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
X-선 투과검사를 이용한 저항 점용접부 품질평가기법
이종대*,**․이소정*․방정환*․윤길상*,***․김목순**․김준기*,***,†
*
한국생산기술연구원 용접접합연구실용화그룹/마이크로조이닝센터
**
인하대학교 신소재공학과
***
과학기술연합대학원대학교 전자패키징공학전공
Weld Quality Evaluation Method for the Resistance Spot Welds using X-ray Transmission Inspection
Jong-Dae Lee*
,
**, So-Jeong Lee*, Jung-Hwan Bang*, Gil-Sang Yoon*,
***, Mok-Soon Kim** and Jun-Ki Kim*,
***,
†*Advanced Welding & Joining R&BD Group, KITECH, Incheon 406-130, Korea
**School of Materials Science and Engineering, Inha University, Incheon 402-751, Korea
***Electronic Packaging Engineering, University of Science & Technology, Incheon 406-130, Korea
†Corresponding author : [email protected]
(Received October 21, 2014 ; Revised November 24, 2014 ; Accepted December 4, 2014)
Abstract
For the resistance spot welds of CR1180 and GA1180 TRIP steels, the weld quality evaluation method using the digitalized X-ray transmission imaging apparatus was investigated in comparison with the cross- sectional examination method. In the case of the resistance spot welding of CR1180, three circular regions, such as WZ(white zone), GZ(grey zone) and DZ(dark zone), appeared on X-ray image and they corresponded to the diameters of indentation mark, nugget and corona bond, respectively. The variation of X-ray transmission thickness due to the thickness variation of the weld seemed to be mainly responsible for the formation of those contrasts. The X-ray image contrast formed from the variation of transmission thickness at the outer border line of DZ could also enable the inspections of the notch shape, nonuniformity of the welding pressure and spatter from its sharpness, concentricity and the normal straight line, respectively. The X-ray image of the resistance spot weld of galvannealed GA1180 TRIP steel was very similar to that of CR1180 TRIP steel except the crown shaped outer border line of DZ which was considered to be due to the melting behavior of zinc having the boiling temperature even lower than the melting temperature of steel.
Key Words : Ultra high strength steel(UHSS), Resistance spot welding, X-ray transmission inspection, Welding nugget, Weld inspection, Weld quality
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
저항 점용접은 두 판재를 겹친 상태에서 양단에 전극 을 접촉시켜 압력을 가하고 전류를 흘림으로써 발생되 는 저항열을 이용하여 겹쳐진 면을 용융시키는 용접방 법이다
1). 다른 용접방법과 비교하여 저항 점용접은 작 업이 용이하고 용접속도가 빨라 박판에 대하여 높은 생
산성을 가지므로 자동차, 가전 및 전기용품과 같은 산 업분야에서 널리 사용되고 있다
2).
저항 점용접의 주요 공정변수로는 가압력, 용접전류, 용접시간 등이 있다. 공정조건의 최적화는 이들 공정변 수에 따른 용접부 품질을 도표화한 용접로브곡선(weld lobe diagram)으로써 판단되는데, 이러한 저항 점용접 부의 품질평가 방법으로는 전단강도와 용접부 단면분석 이 일반적이다
3-5).
특 집 논 문
30
15
Unit : mm
30
15
1.2
100
Fig. 1 Dimension of test specimen
Fig. 2 X-ray inspection equipment 단면분석에 있어서는 너깃(nugget) 직경이 일반적인
평가지표로 사용되고 있다. KS ISO 14327 규격에 의 하면 건전한 저항 점용접부를 위해서는 판재두께 t에 대하여
의 너깃직경이 요구된다. 저항 점용접부의 너깃은 판재 내부에 형성되므로 외관상으로는 측정할 수가 없어 용접부를 절단하여 단면을 관찰하는 방법이 일반적으로 사용되고 있다. 그러나 이러한 방법은 시료 준비과정이 번거롭고 절단위치에 따라 실제 너깃직경과 오차가 발생할 가능성이 있으므로 비파괴적인 검사방법 을 통한 너깃 직경 측정이 바람직하다
6).
저항 점용접부의 너깃직경을 측정하는 데에 사용될 수 있는 비파괴 검사방법으로는 초음파와 X-선이 대표 적이다. 초음파 검사방법 중에서 너깃의 형상을 이미지화 시킬 수 있는 방법으로는 초음파 현미경(SAM, Scanning Acoustic Microscopy)을 사용하는 방법이 있다
7). 이 러한 SAM은 용접시편을 초음파 전달 매질인 물속에 담가서 측정해야 하는 단점이 있다.
X-선 검사방법의 경우
8)과거에는 감광 필름을 이용 하는 아날로그 방식이 사용되어 이미지 획득시간이 길 고 많은 비용이 소모되었으나 최근 전자패키지의 솔더 조인트(solder joint) 검사를 위해 보급되고 있는, 디 지털 이미지센서를 이용하는 X-선 검사 장비를 활용하 면 보다 신속하고 간편하게 저항 점용접부의 품질을 판 단할 수 있을 것으로 기대된다.
본 연구에서는 디지털 X-선 장비를 사용하여 획득한 저항 점용접부의 X-선 투과이미지와 기존의 용접부 절 단에 의한 단면분석 방법으로 관찰한 결과를 비교분석 하여 X-선 투과이미지를 이용한 저항 점용접부 너깃크 기 측정방법의 활용가능성을 조사하고자 하였다.
2. 실험 방법
본 연구에 사용된 강판소재는 인장강도가 1.2 GPa 급이고 두께가 1.2mm인 변태유기소성(TRIP, Trans- formation Induced Plasticity)강으로 POSCO사로 부터 제공받았다. 소재의 표면처리에 따른 효과를 조사 하기 위해 비도금 CR1180 TRIP강과 합금화 아연도 금된 GA1180 TRIP강 두 종류의 강판을 사용하였다.
용접시험편은 KS B 0854 규격과 KS C ISO 14270 규격을 참고하여 Fig. 1에 나타낸 바와 같이 제작하였다.
용접 전 시험편의 표면 불순물을 제거하기 위해 아세 톤에 침지하여 15분간 초음파 세척을 한 후, 60℃에서 10분 동안 건조하였다. 저항 점용접은 Bosch사의 인버 터 DC전원 용접기와 선단직경 6 mm, 크롬동(Cr-Cu)
재질의 돔(dome)형상 전극을 사용하였다. 용접조건은 너깃크기의 변화를 주기 위해 가압력을 300 kgf, 통전 시간을 18 cycle로 고정한 상태에서 용접전류를 4, 6, 8 kA로 변화시켜 용접을 수행하였다.
용접조건별 저항 점용접부에 대하여 X-선 투과검사 와 단면분석 및 용접면 관찰을 수행하였다. X-선 검사 는 Fig. 2에 나타낸 Fein Focus사의 FXS-160.40 장비 를 사용하여 가속전압 100 kV, 전류 0.4 mA의 조건 으로 용접시편에 수직으로 조사되도록 수행하였다. 단 면분석은 저항 점용접부를 수직 절단한 후 절단면을 폴 리싱 및 에칭하여 관찰하였다. 용접면 관찰은 용접부에 박리응력을 가하여 시편을 분리시킨 후 용접부 주위의 표면상태를 관찰하였다.
3. 결과 및 고찰 3.1 CR1180 TRIP강 저항 점용접부
CR1180 TRIP강의 용접전류에 따른 저항 점용접부
의 X-선 투과이미지를 Fig. 3에 나타내었다. 6 kA와
8 kA 용접부의 X-선 투과이미지를 보면 명암에 따라
가장자리에서부터 dark zone(DZ), grey zone(GZ),
4kA 6kA 8kA
3.17mm 4.85mm
3mm
5.12mm 3.45mm 6.12mm
3mm
6.02mm 3.52mm 7.04mm
3mm
Fig. 3 X-ray images of the various resistance spot welds of CR1180 TRIP steel
4kA 6kA 8kA
5.30mm
1.2mm 4.80mm
3.24mm
3.19mm 3.38mm 1.2mm
5.16mm 6.12mm 6.64mm
1.2mm 3.42mm
6.28mm 7.08mm 7.70mm
Fig. 4 Optical micrographs of the various resistance spot welds of CR1180 TRIP steel white zone(WZ)으로 구분되어 나타나는 것을 볼 수
있다. 이중에서 DZ의 경계선은 비교적 뚜렷한 반면에 GZ과 WZ은 경계선이 다소 명확하지 않았지만 이미지 분석(image analysis) 프로그램을 이용하여 각각의 직 경을 측정할 수 있었다. 용접전류 6 kA에서의 각 영역의 직경은 DZ 6.12 mm, GZ 5.12 mm, WZ 3.45 mm 였으며, 용접전류 8 kA에서는 DZ 7.04 mm, GZ 6.02 mm, WZ 3.52 mm로 측정되었다.
용접전류 4 kA의 X-선 투과이미지에서는 DZ과 WZ 의 두 영역만이 나타났으며, GZ은 관찰되지 않았다.
각 영역의 직경은 DZ 4.85 mm, WZ 3.17 mm였다.
용접전류 4, 6, 8 kA의 X-선 투과이미지를 비교해보 면 용접전류가 증가함에 따라 DZ과 GZ의 경계가 선명 해지면서 직경이 증가하는 것을 알 수 있다.
CR1180 TRIP강의 용접전류에 따른 단면분석 결과 를 Fig. 4에 나타내었다. 4, 6, 8 kA의 저항 점용접부 단면은 너깃, 열영향부, 모재로 구분되는 전형적인 미
세조직을 나타내었으며, 이로부터 용접 시 전극의 가압 으로 인해 형성되는 압흔의 직경, 실제 용융부인 너깃 의 직경, 용융부의 열과 전극의 가압으로 인해 접합되 어진 코로나본드의 직경, 용접 시 발생되는 열에 의해 미세조직이 변한 열영향부의 직경을 측정할 수 있었다.
용접전류 4 kA 단면분석에서 관찰되는 각 부위의 직 경은 압흔 3.19 mm, 너깃 3.24 mm, 너깃과 코로나 본드를 포함한 접합부 4.80 mm, 열영향부 5.30 mm 로 측정되었다. 용접전류 6 kA에서는 압흔 3.38 mm, 너깃 5.16 mm, 너깃과 코로나본드를 포함한 접합부 6.12 mm, 열영향부 6.64 mm였으며, 용접전류 8 kA 에서는 압흔 3.42 mm, 너깃 6.28 mm, 너깃과 코로 나본드를 포함한 접합부 7.08 mm, 열영향부 7.70 mm 로 측정되었다.
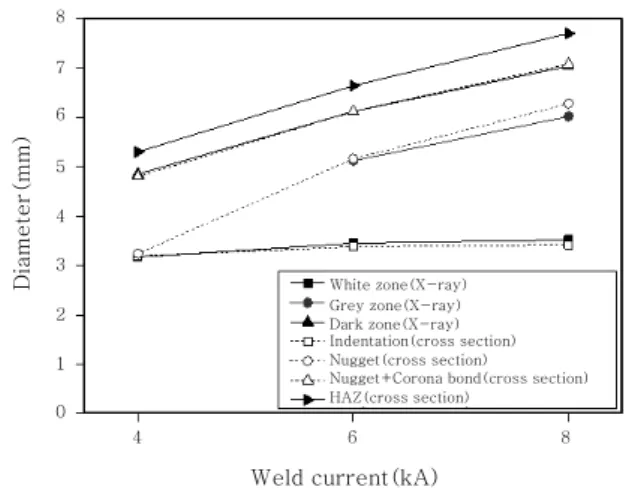
용접전류에 따라 X-선 투과이미지로부터 측정된 원
들의 직경과 단면분석으로부터 측정된 미세조직별 직경
을 비교하여 Fig. 5에 나타내었다. 용접전류가 4, 6,
8 7 6 5 4 3 2 1
0
4 6 8
Weld current(kA)
White zone(X-ray) Grey zone(X-ray) Dark zone(X-ray) Indentation(cross section) Nugget(cross section)
Nugget+Corona bond(cross section) HAZ(cross section)
Diameter(mm)
Fig. 5 Comparison of the diameters of X-ray circles and weld microstructures for CR1180 TRIP steel
2.7
2.4
2.1
1.8
1.5
0 2 4 6 8 10
Position in weld(mm) DZ
GZ WZ
Transmitted thinkness(mm)
Fig. 6 The variation of X-ray transmitted thickness for the 4kA weld of CR1180 TRIP steel
HAZ
Nugget width
Corona bond width
Dark zone Grey zone White zone
Indentation width
Fig. 7 Schematic of the relationship between X-ray image and weld microstructure for CR1180 TRIP steel
8 kA로 증가함에 따른 WZ의 직경은 단면분석 결과 중 저항 점용접부의 압흔 직경과 일치하며, DZ의 직경 은 코로나본드까지의 직경과 일치하고, GZ의 직경은 너깃 직경과 일치하는 것을 볼 수 있다.
X-선 투과이미지에서 명암은 원자번호에 따른 X-선 흡수도의 차이와 투과두께에 따라 결정되는 것으로 알 려져 있다
9). 동종 재질의 저항 점용접부는 합금조성의 변화는 없지만 용접 시 전극의 가압력으로 인해 모재가 변형되는 경우에는 용접부 위치에 따라 X-선 투과두께 가 변화될 수 있다. 이러한 효과를 조사하기 위해 8 kA 의 경우에 대하여 용접부 위치에 따른 X-선 투과두께 의 변화를 단면 미세조직 사진으로부터 측정하여 Fig.
6에 나타내었다. 용접부 중앙에서는 압흔에 의해 두께 가 감소된 것을 볼 수 있으며, 용접부 가장자리에서는 모재의 퇴적으로 인해 두께가 증가된 것을 볼 수 있다.
따라서 Fig. 5에서 압흔의 직경과 WZ의 직경이 일치
하는 것은 압흔 부위의 두께가 상대적으로 얇아졌기 때 문이며, 코로나본드의 직경과 DZ의 직경이 일치하는 것 은 코로나본드 부위의 두께가 상대적으로 두꺼워진 결 과이고, 너깃의 직경과 GZ의 직경이 일치하는 것은 압 흔부과 퇴적부 사이에서 X-선 투과두께가 천이되는 거 동에 의한 것임을 알 수 있다.
CR1180 TRIP강에 대하여 X-선 투과이미지와 단면 분석 미세조직과의 관계를 도식화하여 Fig. 7에 나타내 었다. DZ과 WZ의 경우 용접부에서 압흔부와 퇴적부가 클수록 뚜렷하게 관찰되는 반면에, GZ은 경계선이 비 교적 명확하지 않으며, 재질과 용접조건에 따른 너깃의 형성거동에 따라 관찰되는 양상이 달라질 수도 있을 것 으로 생각된다.
X-선 투과이미지를 통해 용접부 직경 이외에 추가적 인 정보를 얻을 수 있는데, 먼저 DZ 외경의 경우 Fig.
3의 4 kA에서는 경계선이 희미한 반면에 6 kA에서는 선명한 것을 볼 수 있다. 이는 Fig. 4의 저항 점용접부 단면사진에서 보면, 4 kA의 경우 날카로운 노치선단 (sharp notch tip) 형상으로 X-선 투과두께의 변화가 완만한 반면에, 6kA의 경우 뭉툭한 노치선단(squared notch tip) 형상으로 인해 X-선 투과두께의 변화가 급 격한 결과로 판단된다. 따라서 동일 재질인 경우 X-선 투과이미지에서 DZ 외경의 선명도 비교를 통해 용접부 노치선단의 형상도 예측이 가능할 것으로 생각된다.
또한 Fig. 3에서 용접전류 8 kA의 경우에는 4 kA
와 6 kA에서는 관찰되지 않았던, WZ와 GZ의 동심도
가 치우쳐진 형상을 볼 수 있는데, 이는 저항 점용접
시 용접전극의 상태, 모재의 형상 및 표면상태 등으로
인해 가압력이 불균일한 상태임을 나타내는 것으로 판
Fig. 8 Photo of the inner surface of welded lap joint for 8kA CR1180 TRIP steel
4kA 6kA 8kA
3.27mm 4.80mm
3mm 3mm
5.21mm 3.48mm 6.06mm
3mm
6.00mm 3.50mm 6.86mm
Fig. 9 X-ray images of the various resistance spot welds of GA1180 TRIP steel
4kA 6kA 8kA
1.2mm 5.05mm
4.59mm 3.14mm
3.25mm
1.2mm 6.73mm
6.05mm 5.16mm
3.42mm 1.2mm
7.40mm 6.76mm 5.56mm
3.56mm
Fig. 10 Optical micrographs of the various resistance spot welds of GA1180 TRIP steel 단할 수 있다.
Fig. 3의 8 kA X-선 투과이미지의 하단에서는 DZ 외부에 어두운 명암의 방사하는 직선이 관찰되었는데, 이는 Fig. 8에 나타낸 시험편 박리 후 용접면 사진에서 관찰된 스패터(spatter) 흔적과 일치하는 것을 알 수
있다. 이러한 현상은 용접면에 잔류하는 스패터로 인해 X-선 투과두께가 증가한 결과로 판단되며, 따라서 X- 선 투과이미지를 통해 스패터의 발생 유무 판단이 가능 한 것으로 생각된다.
3.2 GA1180 TRIP강 저항 점용접부
합금화 아연도금된 GA1180 TRIP강의 용접전류에 따른 용접부의 X-선 투과이미지를 Fig. 9에 나타내었 다. CR1180 TRIP강의 경우와 마찬가지로 DZ, GZ, WZ 이미지가 관찰되었으며, 용접전류가 4, 6, 8 kA 로 증가함에 따라 DZ 및 WZ의 직경이 증가하고 경계 가 선명해지는 것을 볼 수 있다.
GA1180 TRIP강의 용접전류에 따른 단면분석 결과를 Fig. 10에 나타내었다. 저항 점용접부 단면은 CR1180 TRIP강의 경우와 동일하게 너깃, 열영향부, 모재로 구 분되는 전형적인 용접부 미세조직임을 알 수 있다.
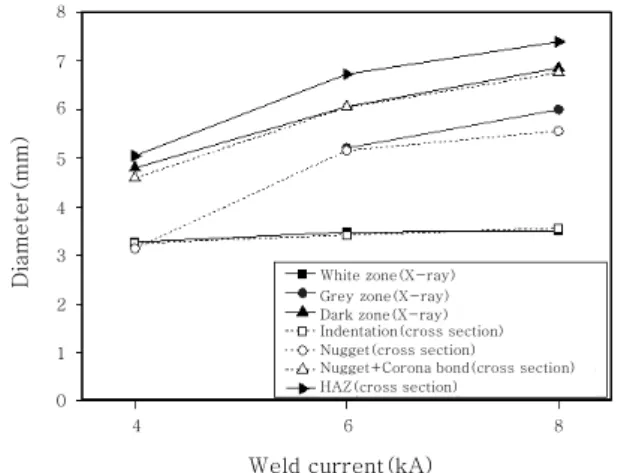
CR1180 TRIP강과 동일한 방법으로 X-선 투과이미
지로부터 측정된 원들의 직경과 단면분석으로부터 측정
8 7 6 5 4 3 2 1 0
Diameter(mm)
4 6 8
Weld current(kA)
White zone(X-ray) Grey zone(X-ray) Dark zone(X-ray) Indentation(cross section) Nugget(cross section) Nugget+Corona bond(cross section) HAZ(cross section)
Fig. 11 Comparison of the diameters of X-ray circles and weld microstructures for GA1180 TRIP steel
(a) (b)
Fig. 12 Photos of the inner surface of welded lap joints for GA1180 TRIP steel : (a) 4kA and (b) 8kA
된 미세조직별 직경을 비교하여 Fig. 11에 나타내었다.
용접전류 4, 6, 8 kA에 대하여 WZ의 직경은 저항 점 용접부의 압흔직경과 일치하고, DZ의 직경은 코로나본 드까지의 직경과 일치하며, GZ의 직경은 너깃직경과 일 치하는 것을 알 수 있다. 이는 Fig. 7에 나타낸 CR1180 TRIP강에 대한 X-선 투과이미지와 용접부 미세조직과 의 관계가 GA1180 TRIP강에서도 동일하게 적용됨을 의미한다.
한편 Fig. 9에 나타낸 GA1180 TRIP강의 X-선 투 과이미지에서 DZ의 가장자리를 자세히 보면 크라운 형 상을 관찰할 수 있는데, 이는 시험편 박리 후 용접면 사진인 Fig. 12 (a)에서 알 수 있는 바와 같이 금속의 끓는점이 강의 녹는점보다도 낮은 아연의 저항 점용접 시 용융거동에 기인하는 것으로 생각된다. Fig. 9의 8 kA X-선 투과이미지 상단에서 관찰되는 두꺼운 방사 직선은 Fig. 12 (b)에 나타낸 용접면 관찰 결과 스패 터의 흔적임을 알 수 있었다.
4. 결 론
비도금 CR1180 TRIP강과 합금화 아연도금된 GA1180
TRIP강에 대하여 저항 점용접부의 X-선투과이미지와 단면 미세조직의 비교를 통해 다음과 같은 결론을 얻었다.
1) CR1180 TRIP강의 저항 점용접부에 있어서 X- 선 투과이미지는 WZ(white zone), GZ(grey zone), DZ(dark zone)의 세 영역으로 나타났으며 이들은 각 각 압흔직경, 너깃직경, 코로나본드 직경과 일치하였는 데 이는 용접부의 두께변화에 따른 X-선 투과경로의 변화에 기인한 것으로 판단된다.
2) CR1180 TRIP강 저항 점용접부의 DZ 외부 경 계선에서 투과두께 변화로 인해 형성되는 X-선 이미지 명암의 선명도, 동심도, 방사 직선 등을 통해 각각 노 치선단의 형상, 가압력의 불균일성, 스패터 발생 등의 검사가 가능한 것으로 판단된다.
3) 합금화 아연도금된 GA1180 TRIP강 저항 점용 접부의 X-선 투과이미지는 DZ 외부 경계선이 크라운 형상을 보이는 것을 제외하고는 CR1180 TRIP강의 경우와 매우 유사한 것으로 나타났는데, 이러한 크라운 형상은 금속의 끓는점이 강의 녹는점보다도 낮은 아연 의 저항 점용접 시 용융거동에 기인하는 것으로 생각된다..
후 기
본 연구는 산업통상자원부 산업핵심기술개발사업(과 제번호 KM140086)과 한국생산기술연구원의 연구지원 (과제번호 JA140023)에 의해 수행되었으며, 이에 감 사드립니다.
Reference
1. S. M. Cho : Principle of Resistance Welding and Analysis of Monitoring Results, Journal of KWJS, 15-2 (1997), 1-10 (in Korean)
2. 대한용접·접합학회, “Ⅲ 공정 및 열가공”, 용접·접합 편람 (2007), 79-80 (in Korean)
3. E. W. Kim and T. W. Eagar : Parametric analysis of resistance spot welding lobe curve. SAE Technical Paper 880278 (1988)
4. Taehyung Kim, Dongock Lee and Sehun Rhee : Deve- lopment of Resistance Spot Weldability Estimation Using Lobe Diagram for Steel Plate of Automobiles, Journal of KWS, 23-4 (2005), 59-65 (in Korean) 5. 최용범, et al : 저항 점용접에서 비파괴 용접질 검사를 위한
인공신경회로망의 응용기법과 회귀법과의 비교. 대한용접학회 특별강연 및 학술발표대회 개요집, 1993, 115-119
6. Ik Gun Park : Ultrasonic C-scan Technique for Non- destructive Evaluation of Spot Weld Quality, Journal of KSNT, 14-2 (1994), 112-121 (in Korean)
7. Zhang, Hongyan, and Jacek Senkara : Resistance welding: fundamentals and applications, CRC press, (2011), 211-226
8. 남문호, et al. 연료봉 자동 디지털 방사선 검사 방법 타당성 분석. 대한전기학회 학술대회 논문집, 2012, 1253-1254 9. Sang-Ki Park, Yean-Shic Ahn and Doo-Song Gil :
∙이종대
∙1983년생
∙인하대학교
∙용접공정, 금속재료
∙e-mail : [email protected]
∙이소정
∙1985년생
∙한국생산기술연구원
∙접합소재, 접착제
∙e-mail : [email protected]
∙방정환
∙1975년생
∙한국생산기술연구원
∙SMT공정, 무연솔더
∙e-mail : [email protected]
The Study on Radiation Source Optimization for Boiler Tube Weldments, Journal of KWJS, 28-4 (2010), 363-367 (in Korean)