미소 2단 기어 부품 금형 가공을 위한 마이크로 엔드밀링 공정기술 연구
제태진1,# · 노진석1 · 김병두1 · 김재구1 · 윤재성1
Study on Micro Endmilling Process for Manufacturing of Very Small Gear Parts and Mold with Two-Stage
T. J. Je, J. S. Noh, B. D. Kim, J. G. Kim, J. S. Yoon
(Received November 30, 2009 / Revised February 2, 2010 / Accepted February 3, 2010)
Abstract
A multi-stage gear mold including gears of 2mm and 1.5mm diameter was designed and machined in this research for developing micro gear mold manufacturing technology with micro endmill. Mechanical shapes having differential micro teeth were analyzed to be formed as designed and processing conditions were optimized by analyzing machined surface chip and cutting force. Based on the results, a prototype of micro multi-stage gear mold was manufactured.
Key Words : Micro Endmilling Process, Two-stage Micro Gear, Micro Flat End-mill, Cutting Condition
1. 서 론
첨단산업의 발전과 더불어 이들에 요구되는 초 소형, 초정밀, 고기능성의 미세 형상 부품에 대한 고속, 고품위 생산기술의 수요가 급증하고 있다[1].
최근의 마이크로 기어부품은 전통적인 시계산업 으로부터 마이크로 로봇, 의료기기, 전자기기를 비롯한 초소형모터, 하모닉드라이브, 구동 엑츄에 이터 등 첨단 기능성 장치의 핵심부품으로 널리 적 용되고 있고 이에따른 기술개발이 활발하다[2, 3].
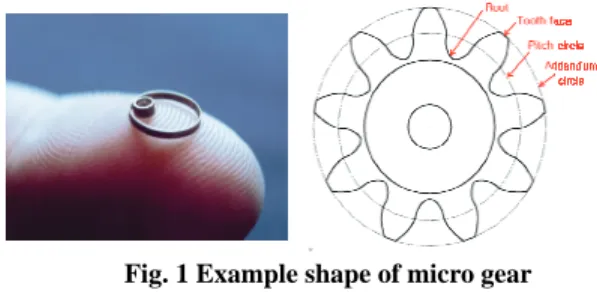
Fig. 1 Example shape of micro gear
이러한 마이크로 기어부품은 주로 기계적 직접 가공공정을 위주로 금형을 이용한 플라스틱 성형 공정, 냉간 단조공정[4] 및 MEMS 공정 등 여러 가지 성형법을 적용하여 제작된다[5, 6].
기계적 마이크로 기어금형의 제조방법은 MEMS 공정에 비해 고경도 소재를 가공할 수 있기 때문 에 장점이 있지만[7], 엔드밀과 같은 가공 공구를 사용해야 하기 때문에 Fig. 1에 나타낸 것과 같은 미소 기어 치형의 정밀한 형상가공에는 공구 변 형등과 같은 많은 문제점도 발생하게 된다[8].
본 연구에서는 마이크로 엔드밀을 이용한 미소 기어 금형 가공기술 개발을 목표로 하여, 외경 2.0㎜ 및 1.5㎜ 기어가 조합된 성형시험용 2단 기 어 금형 가공공정 확립에 관련된 연구를 수행하 였다. 기초가공 실험에서는 미소 치형의 크기에 따른 가공 형상 추종 상태가 분석되었고, 가공표 면 상태 및 절삭력, 칩(chip) 형상 등의 분석을 통 하여 적정 절삭조건이 선정되었으며, 이를 토대로
1. 한국기계연구원 나노융합생산시스템연구본부
# 교신저자: 한국기계연구원, E-mail: [email protected]
미소 2단 기어 금형의 시제품을 제작하였다.
2. 마이크로 2단 기어 금형의 설계
2.1 미소 기어부품 금형 설계
Fig. 2의 (a)는 가공하고자 하는 2단 미소기어 금 형의 설계형상이고 Fig. 2의 (b)는 (a)의 금형으로 성형했을 때 제조되는 기어부품의 형상이다. 외측 큰 기어의 이끝원 크기는 2.0mm이고 잇수는 10개 이며, 내측 작은 기어의 이끝원 크기는 1.5mm이 고 잇수는 5개이다. 큰 기어의 두께는 0.1mm, 작 은 기어의 두께는 0.05mm로서 금형에서 가공해야 할 총 절삭깊이는 0.15mm가 된다. 내외측 기어의 세부 제원은 Table 1과 같다.
(a) Mold (b) Gear
Fig. 2 Design of two stage micro gear and moldTable 1 Specifications of two stage micro gear
Material SUS316L SUS316L
Module(M) 0.18 0.26
Number of teeth(Z) 10 5 Pitch diameter(D) 1.8㎜ 1.3㎜
Outside diameter(D
0) 2.0㎜ 1.5㎜
2.2 기초 가공실험을 위한 미소 치형 설계
2단 미소 기어부품 금형 가공을 위한 기초가공 실험으로 미소기어 치형을 설계하고, 커브 구간에 대한 마이크로 엔드밀의 추종 가공실험을 수행하 여 당초 설계대로 기어 치형이 가공 되는지를 분 석하고자 하였다.
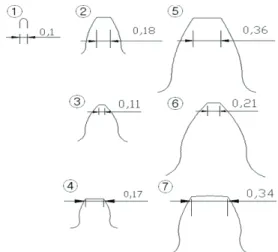
Fig. 3은 기초가공 실험을 위하여 각 기어 치형 의 모듈과 압력각, 전위계수 및 둥글기 값들에 따 라 다르게 설계된 치형 형상들이다. ①은 직경 0.1㎜ 엔드밀 공구와 같은 0.1㎜ 치형이고, ②, ③,
④는 이 공구로 가공 할 수 있는 최소의 이끝면 형상이며, ⑤, ⑥, ⑦은 그것보다 2배 정도 큰 크 기의 치형으로서 곡률 형상을 서로 다르게 설계 하여 가공에 미치는 변화를 비교하고자 하였다.
Fig. 3 Micro gear teeth shape for basic experiments
Fig. 4 Schematic of experimental set-up
3. 가공장치 및 실험방법
3.1 실험장치 구성도
미소 기어부품 금형가공 실험을 위한 시스템을 Fig. 4와 같이 구성하였다. 가공시스템은 X-Y-Z의 기본 3축으로 이루어진 초정밀 CNC 미세가공시 스템이다. X-Y 축은 에어베어링 스테이지로 구성 되어 전후좌우로 구동되며 최대 스트로크 200×
200㎜ 이고, 5㎚의 위치 정밀도로 제어된다. Z축은
리니어모터에 의해 상하로 구동되며 최대 스트로
크 100㎜이고, 40㎚의 위치정밀도로 제어된다. X-
Y-Z 3축의 조합 구동제어에 의해 미소기어 치형과
같은 곡선형상을 가공 할 수 있다. Z축에는 엔드
밀을 장착하여 가공할 수 있게 70,000rpm의 고정
밀 에어스핀들이 부착되어 있다. 공작물 하부에는
0.002N의 미세 절삭력을 측정할 수 있는 공구동력
계(Kistler, MiniDyn 9256A2)를 설치하여 가공 중 발
생하는 절삭력을 실시간으로 측정하며 가공상태
를 감시 및 분석할 수 있도록 하였다.
Fig. 5 Cutting tool (flat endmill Ø0.1 ㎜)
Fig. 6 Tool path generation and machining method
3.2 공구 및 피삭재
본 실험에 사용된 피삭재는 SUS316L 이며, 사용 된 공구는 Fig. 5와 같은 마이크로 평엔드밀(flat endmill)로서, 직경 0.1㎜, 날수 2개, 유효날장 0.3
㎜, 공구전체 길이 50㎜, 생크직경 6.0㎜이며, 표 면은 카바이드(carbide)코팅 처리된 것이다.
3.3 실험방법 및 조건
Fig. 3에 나타낸 기초가공실험에서 ①번 치형은 짧은 직선으로 가공하여 공구의 상태를 분석하며,
②, ③, ④ 치형은 이끝의 넓이를 0.2㎜ 이하로 하 여 최소 치형의 가공 가능성을 분석하고, ⑤, ⑥,
⑦ 치형은 그 크기를 두 배로 확대하여 전반적인 미소기어의 가공특성을 알아 보고자 하였다.
실제 가공할 2단 미소기어 금형은 Fig. 6에 나타 낸 것과 같이 상용의 EdgeCAM 프로그램 작성을 통해 공구경로를 생성하고 시뮬레이션을 통하여 검증한 후 NC 코드로 전환하여 가공한다. NC Code에 의한 가공 공차는 0.001㎜ 수준이다. 가공 순서는 외측의 큰 기어를 먼저 가공하고 난 후 내측의 작은 기어를 2단으로 가공하게 된다. 피삭 재는 SUS316L(비중 7.98)을 사용하였으며, 시편의 크기는 15×15㎜이다.
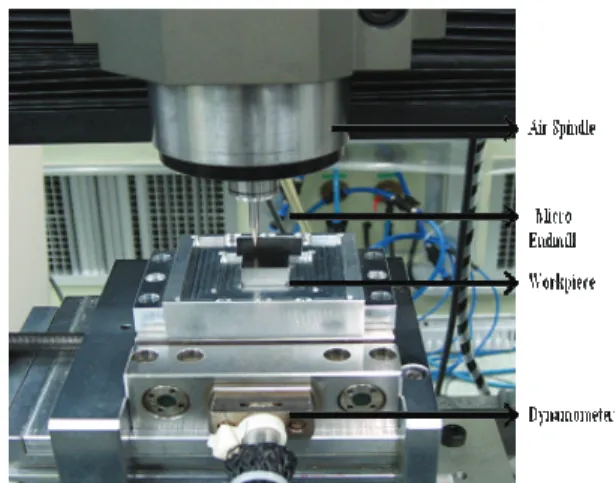
Fig. 7 Micro endmilling system for experiments
Table 3 Cutting conditions
Tool diameter(㎛) 100 Spindle revolution(rpm) 50,000
Feed rate(mm/min) 20 Plunge feed(mm/min) 10
Feed per tooth(㎛) 0.1 Depth of cut(㎛) 2.5 Cutting oil Mist oil
Fig. 7은 초정밀 미세가공 시스템의 스핀들에 마 이크로 엔드밀 공구를 장착하여 가공하는 모습이 다. Table 3은 2단 미소 기어부품 금형가공을 위한 절삭조건으로써, 선행적인 기초가공 실험을 통하 여 선정되었다. 선행실험의 가공조건은 공구회전 속도 50,000rpm에서 공구 절입깊이와 이송량을 변 경하며, 공구의 변형 및 가공표면의 상태 등을 고 려하여 수행되었다.
4. 실험결과 및 고찰
4.1 기초가공 실험
Fig. 8은 Table 3의 조건으로 가공한 기어 치형들 의 모습이다. Fig. 3에서 설계한 것과 가공된 치수 를 비교한 결과 ①번의 이끝면의 설계치수는 100
㎛, 가공치수는 약 100.34㎛ 이므로 공구의 런아 웃(run-out)이 양호하였음을 확인할 수 있다. ②,
③, ④의 짧은 이끝 부의 설계치수와 가공치수는 약 4㎛ 이하의 가공오차가 나타나고 있고, ⑤, ⑥,
⑦의 2배 큰 치형의 가공에서는 약 2㎛ 정도의
Fig. 8 Machined surface of micro gear teeth
(a) Machined chip of No.① (b) Machined chip of No.②
Fig. 9 Comparison of chip formations가공오차를 보이고 있다. 측정오차를 고려하면 설 계한 치형과 가공된 치형이 거의 일치하는 것으 로 보이므로, 가공기의 가공 추종정밀도가 양호한 것을 알 수 있고, 이에 따라 미세 치형의 정밀한 가공이 가능함을 예측할 수 있다.
Fig. 9는 치형 ①, ② 가공시 발생한 칩의 사진이 다. 연속형 칩이 생성되었으며, 칩 배출도 원활히 이루어짐을 알 수 있었다. 다른 치형의 가공에서 도 Fig. 9에 나타낸 칩과 유사한 칩이 생성되었다.
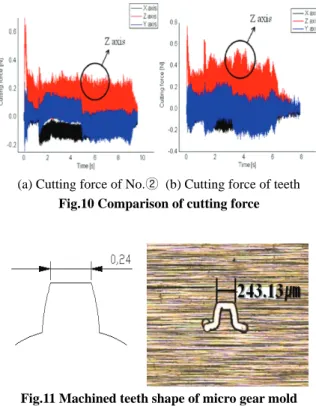
Fig. 10은 기어 치형 가공시 발생한 절삭력을 나 타낸 것으로서, Fig. 10(a)는 기초가공 실험 ②에 대 한 절삭력이고, Fig. 10(b)는 실제 2단 미소기어 금 형의 가공시에 측정한 절삭력이다. Z축의 절삭력 은 0.7N 정도이고, 가공 진행방향인 Y축의 절삭력 은 0.2N 정도로써 매우 낮았다. 이러한 작은 절삭 력에서는 공구변형의 영향도 적어 양호한 기어 치형과 표면의 가공이 가능한 것으로 보여진다.
(a) Cutting force of No.② (b) Cutting force of teeth
Fig.10 Comparison of cutting forceFig.11 Machined teeth shape of micro gear mold
4.2 미소 기어부품 금형 가공실험
Fig. 11은 본 실험에서 시제품으로 가공할 2단 미소 기어 금형의 설계 치형과 기초가공 실험의 결과를 나타낸 것이다. 설계 치형에 비하여 약 3
㎛의 오차를 보이고 있으나 전체적인 형상은 비 교적 양호하게 나타나고 있다.
Fig. 12는 최종적으로 가공된 2단 미소 기어 금 형의 모습을 촬영한 것이다. Fig. 12(a)는 공구현미 경을 통하여 배율 50배로 확대하여 측정한 사진 이며, Fig. 12(b)는 SEM 장비를 통하여 배율 30배 로 측정한 사진이다. 기초가공 실험을 토대로 2단 미소 기어부품 금형의 바깥쪽기어 이끝원 설계치 수는 2.0㎜이고 가공 결과는 Fig. 12의 (a)에서 볼 수 있듯이 193.02㎛ 으로서 설계한 내용과 거의 유사한 치수로 가공된 것을 확인 할 수 있었다.
안쪽 기어 금형의 이끝원 치수는 1.5㎜로 설계하 였고, 가공된 결과는 148.45㎛ 으로서 설계한 치 수와 같이 정밀하게 가공됨을 확인할 수 있었다.
통상적인 마이크로 기어의 적용공차가 ±10㎛내외
인 점을 감안하면 매우 정밀한 가공이 이루어졌
음을 알 수 있으며, 또한 치형의 형상과 이끝면의
형상도 설계한 것처럼 정밀하게 가공되었음을 알
수 있었다.
(a) Picture by micro scope (b) Picture by SEM
Fig.12 Machined micro gearFig.13 Teeth edge of machined micro gear
Fig. 14 Surface roughness of machined micro gear
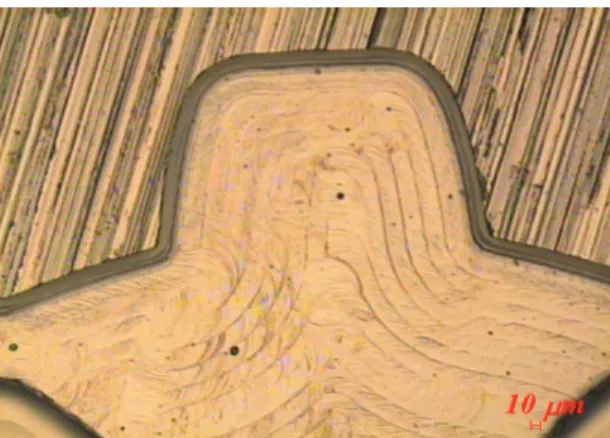
Fig. 13은 가공된 치형의 에지(edge)부를 확대하 여 나타낸 것이다. 가공된 치형의 에지부에는 1㎛
내외의 미세한 상면 버들이 형성되었으나, 마이크 로 기어부품 제작을 위한 성형용 금형으로 사용 하는 데에는 별 문제가 없을 것으로 사료된다.
Fig. 14에는 본 실험을 통하여 가공된 기어 금형 의 표면거칠기의 측정 그래프를 나타내었다. 표면 거칠기 측정은 Form Talysurf PGI 측정기에서 측정 거리(cut-off length) 0.2㎜를 적용하여 수행되었다.
다수의 측정결과 가공된 기어 금형의 표면거칠기 는 평균 Ra 0.1~0.3㎛ 정도로서 매우 양호한 수준 으로 나타났다.
이상과 같은 마이크로 엔드밀링 공정에 의한 마이크로 기어 금형의 엔드밀 가공실험을 통하여 미세하고 정밀한 마이크로 기어 형상 부품의 가 공에 대한 유용성을 확인할 수 있다.
5. 결 론
본 연구에서는 직경 0.1㎜의 마이크로 평엔드밀 공구를 이용하여 SUS316L 소재의 미소기어 금형 가공 공정 확립을 위한 기초적인 연구를 수행하 여 다음과 같은 결과를 얻었다.
(1) 미소 기어 치형 가공을 위한 기본적인 가공 공정을 확립하고, 외경 2.0mm 및 1.5mm로 된 2단 미소 기어 금형 시제품을 성공적으로 가공하였다.
(2) 안정된 런아웃을 가진 초정밀 미세가공시스 템과 마이크로 엔드밀 공구를 이용하여 공구 직 경과 유사한 사이즈의 마이크로 기어 치형의 가 공 가능성을 확인하였다.
(3) 마이크로 평엔드밀링 공정에서 적정한 가공 조건을 확립할 경우에 가공 버가 거의 없고 표면 거칠기가 양호한 마이크로 기어 금형의 가공이 가능함을 확인하였다.
(4) 향후 보다 미세하고 다양한 치형 가공 및 가공정밀도 향상, 생산성 향상을 위한 공정기술 및 가공기술 개발이 필요하다.
후 기
본 연구는 지식경제부 주관 전략기술개발사업
“마이크로 기능성 초정밀 핵심요소부품 제조기반 기술개발”의 결과로써 이에 관계자 여러분께 감사 드립니다.
참 고 문 헌