개 요
최근 심각해지는 환경오염 문제를 해결하기 위 하여 정부에서는 폐수 방류수의 수질 기준을 점차 강화하고 있으며, 따라서 각 산업체에서는 적은 비용으로 폐수를 완벽하게 처리할 수 있는 오염방 지기술의 요구가 커지고 있다. 또한 최근의 강수 량 부족으로 용수확보가 어려워짐에 따라 폐수나 오수 등의 재활용에 대한 관심도 고조되고 있는 실정이다. 그 중 수처리 분야에 통상 사용되는 막 분리 기술은 압력차를 이용한 역삼투(reverse osmosis), 한외여과(ultrafiltration), 정밀여과 (microfiltration)가 있다. 역삼투막은 용존 이온의 배제에, 한외여과는 단백질과 같은 비교적 큰 분 자, 정밀여과는 micron 단위의 입자를 제거한다.
역사적으로 볼 때 막분리 기술의 이용은 중동 및 미국의 서부연안, 선박 등에서 용수처리 및 해 수의 담수화에 역삼투막을 사용한 것이 시초이다.
그 후 막의 성능이 향상되고 한외여과막이나 정밀 여과막이 개발되어 막의 선택폭이 넓어지면서 절 삭유의 농축, 침출수의 처리, 염료-염색 폐수의 처 리, 난분해성 폐수의 감량화 및 폐수의 재활용 등 에 이용하게 되었다. 그러나 발생되는 폐수에 막 을 직접 이용할 경우 우수한 처리수질을 얻을 수 있는 장점을 가지고 있으나, 오염의 과부하로 인
한 투과수량의 감소 및 농축수의 처리문제로 인하 여 일부 분야를 제외하고 경제성이 낮아 적용이 어려웠다. 최근에는 기존 처리법의 대부분을 차지 하고 있는 활성오니법의 효율을 높이고 분리막 공 법의 단점을 보완하기 위하여 이 두 기술을 복합 한 기술들이 개발되기 시작했다. 활성슬러지 처리 장치에 막분리 기술을 적용한 사례로는 1967년에 돌 올리버사에 의한 사례가 있으나 이 분야의 실 용화 연구가 활발하게 이루어진 것은 1980년대부 터이다. 일본에서는 대도시의 용수부족으로 인하 여 물의 재활용을 위한 대형건물의 중수도 설비로 활성오니 막분리 기술이 20여 년전부터 순환형 막 생물반응기 시스템이(external recirculation membrane bioreactor, EMBR) 도입되어 쓰이고 있다. 그러나 이 경우 침전조 등을 대체하고 미생 물의 농도를 높이는 등 처리시설의 공간을 줄일 수는 있으나 처리에 필요한 전력의 소모가 커 처 리비용이 증가하였다. 이후 이러한 문제를 해결하 기 위하여 막을 폭기조에 침지시킨 침지형 막생물 반응기 기술(submerged membrane bioreactor, SMBR)을 사용하기 시작하였으며 현재 이의 개 발 및 응용이 날로 증가하고 있다.
여기에서는 MBR 기술과 국내외의 MBR 연구 현황을 소개하며 적용사례를 살펴보았다.
막생물반응기란 무엇인가?
폐수처리에 있어서 대표적인 부유생물 처리법 인 활성오니 공정은 통상적으로 중력침전에 의해 고액분리를 하고 있으며 이 고액 분리를 막분리 방법으로 치환한 것을 보통 막생물반응기(mem- brane bioreactor, MBR) 시스템이라고 부른다.
MBR 시스템 또는 공정은 생물반응기와 막분리 시스템을 조합하는 방법에 따라 순환형 MBR과 침지형 MBR로 나누어진다. [그림 1]에 고액분리 을 위하여 사용되는 대표적인 MBR 시스템을 나 타내었다.
일반적으로 유기물 농도(BOD)가 높은 폐수를 처리할 경우 분해효율이 높은 활성오니법이 많이 사용되고 있다. 활성오니법은 공기주입장치가 설
치된 포기조와 침전조로 구성되어 있다. 침전조에 서는 활성오니와 처리수가 분리되며, 여기서 분리 된 오니의 일부는 반송오니라고 해서 다시 포기조 로 회수하며 나머지 잉여오니는 별도의 처리를 거 쳐 밖으로 배출된다. 이와 같은 활성오니법의 운 전조작상에 중요한 점은 포기조 내에 충분한 활성 오니(MLSS)를 유지해 BOD 부하와 용존산소 (DO)농도를 적절히 유지하는 것이다. 유입수의 수량이나 수질이 변동할 경우 침전지에서 처리수 와 오니의 분리가 곤란한 경우가 많기 때문에 부 하변동에 대응할 수 있는 MLSS의 관리가 중요 하게 된다. 또한 식품폐수와 같은 일부 폐수의 경 우에는 유입수질에 기인하여 침강성이 나쁜 균이 증식해 오니가 벌킹되는 현상이 일어나 유지관리
그림 1. Schematic diagrams of (A)external recirculation membrane bioreactor system and (B)submerged membrane bioreactor system.
(A)
(B)
가 어려운 경우도 있다. 이것이 잘 안되었을 경우 처리수중의 부유고형분(suspended solids, SS)의 농도가 높게 되고 처리수의 수질이 악화되므로 활 성오니법에서는 오니의 침강성을 고려한 시설의 전문적인 관리가 중요하다.
그러나 위의 공정에 사용된 침전조나 여과기 대 신 분리막을 사용하여 오니 및 SS를 분리하는 경 우 유입수의 수질 변동 및 오니의 침강성에 큰 영 향 없이 폐수를 처리하는 것이 가능하다. 이 기술 은 기존의 생물학적 또는 물리/화학적 폐수처리 공정에 사용되는 침전조나 여과기가 소형의 막분 리시스템으로 대체되고, 생물반응기 내의 미생물 농도가 3배 이상까지 높게 유지되어 반응기의 부 피를 줄일 수 있기 때문에 설치면적이 기존 공정 의 30% 정도면 충분하다. 또한 BOD 및 SS 제거 효율이 매우 높으며 잉여 슬러지의 양이 최소화 되고 악취 발생이 없는 설비의 구축이 가능한 장 점을 갖고 있다. 이 공정의 주요 장치의 개요는 다 음과 같다.
생물반응기
여기에 사용되는 생물반응기는 기존의 생물학 적 공정에서 사용되는 반응기에 비하여 미생물의 유출이 적기 때문에 매우 높은 수준의 미생물 농 도를 유지하며 운전된다. 따라서 이와 같이 높은 미생물 농도를 유지하기 위한 여러 가지 방법이 검토되어야 하며 특히 동력비 절감을 위하여 생물 반응기 내의 효율적인 산소전달을 위한 aeration 방법의 개발이 필요하다.
막생물반응기 시스템에서 생물반응기의 운전조 건은 막분리 시스템에서 일정 수준 이상의 투과량 을 얻을 수 있는 범위에서 MLSS, SRT(sludge retention time), F/M(food/micro-organism) ratio 그리고 DO(dissolved oxygen) 농도 등을 조
절하는 기술이 필요하다. 또한 폐수 중에 N, P 등 의 영양분 성분을 포함할 경우 이들 성분을 제거 하기 위해서는 호기 및 혐기 상태의 적절한 반응 조건을 만들어 주는 것이 필요하다.
막분리 시스템
막생물반응기 결합형 폐수처리 시스템의 처리 효율과 투자비 및 운전비를 포함하는 경제성에 가 장 큰 영향을 주는 요소는 이 공정에 적합한 막분 리 시스템의 개발이다. 즉 이 공정에서는 고농도 의 미생물과 SS 성분이 함유된 유입수가 막에 유 입되기 때문에 이러한 물질에 쉽게 오염되지 않는 막 재질의 선정이 필요하며 어느 정도 오염이 되 었을 경우 성능 회복이 쉽게 될 수 있는 모듈 구조 와 운전과정의 확립이 필요하다. 현재까지 본 기 술이 처리효율이 우수함에도 불구하고 유기산업 폐수처리를 위하여 폭 넓게 사용되지 못한 점도 현재 사용되고 있는 막이 오염이 심하고 투과 유 속이 급격히 감소하는 현상이 일어나 빈번한 막세 정에 의한 유지관리비가 많이 들고, 현재 주로 사 용되고 있는 순환 방식의 경우 통상 투과수량의 10~50배 이상의 순환펌프가 필요하기 때문에 에 너지 비용이 높으며, 막 교환비용 역시 높기 때문 이다. 따라서 본 기술이 기존 공정에 비하여 경제 성을 갖기 위해서는 전체 운전기간동안 일정 수준 이상의 투과 유속(flux)을 유지하는 막 소재 및 모듈에 대한 기술 개발이 절대적으로 필요하며 이 것은 우수한 막성능과 함께 경제성, 편의성 그리 고 신뢰성 등의 조건을 충족하는 것이 필요하다.
막생물반응기 공정
막생물반응기 공정은 생물반응기와 막분리시스 템을 조합하는 방법에 따라 순환형 막생물반응기 공정과 침지형 막생물반응기 공정으로 나누어진
다. 이 공정의 특징은 각각 다음과 같다.
① 순환형 막생물반응기
[그림 1(A)]에 기존에 많이 사용하고 있는 순 환형 막생물반응기의 처리 개념도를 나타내었다.
이 공정은 활성오니를 순환 펌프에 의해 막분리 시스템으로 가압하여 보내어 막에서 농축수와 처 리수가 분리되는 십자형 흐름(crossflow) 방식으 로 막분리가 일어난다. 여기에 사용되고 있는 막 모듈은 주로 관형(tubular type)과 평판형(plate type)막이며 주요 적용분야는 중수 및 분뇨처리 등이다. 그러나 이 공정은 다음과 같은 문제점을 갖고 있다.
–막의 오염 방지를 위하여 유입수의 막면 유속을 일정수준 이상 유지해 주어야 한다. 이를 위하 여 막 투과량의 10~50배 정도의 순환유량이 필요하다. 또한 막 투과를 위한 driving force 유 지를 위하여 고압이 필요하기 때문에 순환펌프 의 설비비와 동력비가 매우 많이 소요된다.
–막분리설비가 생물반응기와 별도로 설치되기 때문에 시스템이 복잡하다.
–운전기간이 경과함에 따라 막의 유로가 쉽게 폐 색되어 막의 세정과 교환등 유지 관리비용이 많 이 소요되며, 이의 방지를 위해 협잡물 제거와 같은 전처리 공정이 필요하다.
② 침지형 막생물반응기
생물반응기 내에 막을 침지하여 막분리를 행하 는 방식으로 [그림 1(B)]에 이 방법의 개념도를 나타내었다. 반응조 내에 유입된 폐수는 조 내에 설치된 포기장치에 의해 호기성 상태에서 유기물 의 분해가 이루어지고 처리수는 반응조 내에 침지 되어 있는 평막 또는 중공사막 모듈을 통하여 처 리수 펌프로 흡입된다. 이 공정은 포기에 의한 기
액 혼합유체가 막면에 접촉하게되므로 막표면에 오염물질이 부착되는 것이 방지되어 막오염 현상 이 심하지 않아 막의 교환주기와 세정주기가 길어 지고 저압으로 흡인하므로 막여과에 필요한 동력 비가 적다. 또한 간단한 시스템 구성으로 자동화 운정인 용이하여 인건비 등을 절약할 수 있다는 장 점을 갖고 있기 때문에 최근에 일본, 한국, 유럽 등 을 중심으로 많은 연구가 수행되고 있는 분야이다.
국내외 막생물반응기 연구현황
역사적으로 볼 때 Smith 등이 생물학적 폐수처 리와 분리막, 한외여과막을 결합한 외부 순환형 MBR 시스템을 최초로 발표했으나 그 후 한동안 개발이 진척되지 못했다. 침지형 시스템의 상업화 가능성을 보여준 것은 Yamamoto 등이 폭기조 내부에 직접 중공사형 분리막을 적용시키는 방법 의 타당성을 실용적인 관점에서 보고하면서부터 였다. 처리수의 COD 제거효율은 95% 이상을 나 타냈고 공급된 COD의 90% 이상이 슬러지의 유 출 없이 반응기 내에서 MLSS를 거의 일정하게 유지시키기 위해 산화되었으며 60% 이상의 질소 가 간헐 폭기에 의해 탈질되었다고 한다. 이 분야 에 대한 기술개발은 주로 일본, 캐나다, 호주, 영국 등을 중심으로 진행되어 현재 일부 분야에서 상업 화되어 운전되고 있다. 현재까지 막생물반응기 결 합형 폐수처리 시스템에 대하여 가장 많은 연구를 수행한 나라는 일본으로 1980년대부터 연구가 진 행되어 현재에도 계속 많은 연구가 진행되고 있다.
이들은 주로 빌딩의 오수를 처리하여 처리수를 재 사용하는 중수도 설비나 소규모 하수처리장 및 분 뇨처리 등에 이 기술을 주로 적용하고 있다. 이것 은 본 설비가 설치면적이 작고 처리수질이 우수하 여 건물 지하 등의 협소한 공간에 설치하여 화장 실 용수나 조경용수 등의 중수로 사용할 수 있어
용수 사용량을 절감할 수 있고 시스템의 자동운전 으로 인한 유지관리의 용이성이 있기 때문이다.
이들 시스템은 주로 평판형 및 관형의 한외여과막 을 사용한 순환형 막생물반응기 공정을 사용하였 으나, 최근에는 생물반응기 내에 중공사(hollow fiber)나 평막 카트리지(cartrige) 형태의 정밀여 과막 모듈을 침지하여 반응기에서는 호기상태에 서 유기물 분해가 이루어지고 처리수는 중공사 내 부로 처리수 펌프에 의하여 흡입되는 침지형 막생 물반응기 공정이 사용되고 있다[그림 2].
한편, 캐나다의 Zenon사에서는 ZenoGemTM process라는 막생물반응기 결합형 폐수처리 시스 템을 개발하여 자동차회사 등의 오일폐수 처리 및 매립지의 침출수 처리 등의 난분해성 유기물질을 다량 함유하는 폐수에 적용하여 90% 이상의 COD 제거효율을 얻어 처리성능의 우수함을 보여 주었다. 여기에서 사용된 평막과 중공사형 모듈의 특징을 살펴보면 중공사형 모듈은 막 표면적을 단 위 부피당 최대화할 수 있어 막과 관련된 여러 분 야에서 널리 활용되었으며, 폐수처리에 있어서도 침지형 시스템이 가지는 막 표면적에 대한 단점을 보완할 수 있어 많은 연구가 중공사형을 대상으로 이루어져 왔다. 한편 침지형 시스템을 최초로 상
업화에 성공한 일본에서는 중공사형 외에 평막 시 스템을 개발하기도 했는데 최근에는 오히려 평막 시스템의 실용성이 더 부각되고 있기도 하다. 평 막은 중공사막과 같은 침지형 시스템으로 설계되 면서도 조금 다른 설계 인자를 가지고 있는데 중 공사막은 대체로 폭기조내에서 부상 공기에 의한 막의 떨림에 의해 막오염을 제어하는 원리를 가지 며 평막은 부상 공기로 유도되는 상승 수류에 의 해 주로 막표면을 세정하는 원리를 이용한다. 따 라서 중공사막은 폐수 중에 머리카락 등의 실형태 협잡물에 의한 막 엉킴으로 막오염이 심화될 위험 성이 있는 반면, 평막은 중공사막에 비해 막 면적 이 작지만 이와 같은 단점이 없고 flux가 높아 막 의 취급이 편리한 장점을 지니고 있다.
이러한 분리막 모듈을 사용한 MBR 시스템의 주된 장점 중의 하나는 바로 생물학적 처리와 동 시에 유출수을 살균할 수 있는 처리수의 수질에 있다. [표 1]에 산업별 MBR 공정을 이용한 산업 폐수처리 성능에 대한 예를 나타내었다. 여기서 알 수 있듯이 대부분 COD, BOD, SS의 제거 효율이 각각 95, 98, 99% 이상임을 보여주고 있다.
[표 2]는 현재 국외에서 MBR 공정을 이용하 여 오·폐수처리시설을 개발하는 회사 및 그 처리
(A) (B) (C)
그림 2. Pictures of submerged membrane modules : (A)Zenon, (B)Mitsubishi Rayon and (C)Kubota modules.
시설 현황을 나타낸 것이다.
국내에서는 91년 중수도를 제도화한 이후 막생 물반응기를 이용한 오·폐수처리시스템이 중수도 설비의 형태로 외국에서 도입되기 시작하면서 1990년대 중반부터 막생물반응기를 이용한 오·
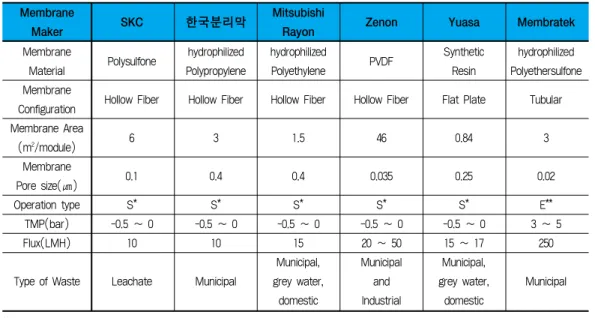
폐수처리시스템을 연구하기 시작하였으며 현재 국내에서 막생물반응기 시스템에 사용되고 있는 분리막 및 모듈의 특징을 살펴보면 [표 3]과 [표 4]과 같다.
MBR
최적화 변수MBR 공정을 최적화하기위한 설계는 매우 복 잡하다. 왜냐하면 분리막 성능, 비용, 에너지 소비 량, 슬러지 처리 및 폐기 등 고려해야할 변수가 많 기 때문이다. 게다가 이들 대부분은 서로 연관되 어 있으며 설치비 및 운영비에 역으로 영향을 미 칠 수 있기 때문이다. 이러한 다양한 변수가 서로 어떠한 영향을 미치는 지의 한 예로 MBR 설계에 대한 미생물의 농도를 들 수 있다. 앞서 언급한 바 표 1. MBR 공정을 이용한 하수처리 성능
Cosmetic A* 6,500 2,400 1,900 40 <100 20 <5 0.4
Milk Processing A 4,200 2,600 650 110 40 <10 <5 4.2
Textile A 10,000 600
Fruit juice A 2,250 24
Tannery A 7,600 190
Oily WW A 4,300-6,900 919-1,360 253-889 – 180-660 3-34 1-11 –
Sludge heat-
ANA* 9,200- 4,300-
180-520 160-310 1,500-
150-230 <5 250
treated liquor 10,600 5,000 2,200
Sweet whey ANA 58,000 34,000 5,200 – 700 300 <10 –
Wheat starch ANA 35,000 15,000 13,000 – 270 70 <10 –
Starch synthetic
ANA 9,700 – – – 300 – – –
wastewater
*A-aerobic/ANA-anaerobic
Industry Process Influent (mg/L) Effluent (mg/L)
(A/ANA) COD BOD SS(g/L) N-NTK COD BOD SS N-NTK
표 2. 막을 이용한 오·폐수처리시설의 적용회사 및 처리시설 현황
Rhone Poulenc-Techsep(France) 오수 > 40 < 400
Thetford system(USA) 오수 > 30 < 200
Missubish(Japan) 오/폐수 > 300 5~300
Kubota(Japan) 오수 8 10~1000
Degremont(France) 산업폐수 1 500
Membratek(S. Africa) 산업폐수 2 100~500
Zenon Env. Inc.(Canada) 산업폐수 1 116
Grontmij(Germany) 매립지 침출수 > 20 50~240
SITA/Lyonnaise des Eaux(France) 매립지 침출수 3 10~50
회사(국가) 폐수 종류 처리시설 수 용량(m
3/d)
와 같이 MBR의 장점 중의 하나는 미생물의 농도 를 고농도로 유지함으로써 장치의 부피 및 처리용 량을 증대시킬 수 있다는 것이다. 그러나 미생물 의 농도가 높게 유지되면 분리막의 표면적이 증가 되어야 하고 이는 투자비의 증가로 나타나게 된다.
또한 고농도의 고형물질은 산소전달, 슬러지 점도 등에 영향을 미치게 되고 결국 에너지비용의 상승 으로 이어진다.
표 3. 막생물반응기에 쓰이고 있는 국내에 도입된 분리막의 특징
Membrane
Polysulfone hydrophilized hydrophilized
PVDF Synthetic hydrophilized
Material Polypropylene Polyethylene Resin Polyethersulfone
Membrane
Hollow Fiber Hollow Fiber Hollow Fiber Hollow Fiber Flat Plate Tubular Configuration
Membrane Area
6 3 1.5 46 0.84 3
(m
2/module) Membrane
0.1 0.4 0.4 0.035 0.25 0.02
Pore size(㎛)
Operation type S* S* S* S* S* E**
TMP(bar) -0.5 ~ 0 -0.5 ~ 0 -0.5 ~ 0 -0.5 ~ 0 -0.5 ~ 0 3 ~ 5
Flux(LMH) 10 10 15 20 ~ 50 15 ~ 17 250
Municipal, Municipal Municipal,
Type of Waste Leachate Municipal grey water, and grey water, Municipal domestic Industrial domestic
* S - Submerged MBR
** E - External recirculation MBR Membrane
SKC 한국분리막 Mitsubishi
Zenon Yuasa Membratek
Maker Rayon
표 4. 막생물반응기에 쓰이고 있는 모듈의 특징
Packing Density Moderate High Low High Moderate(FP)
High(HF)
Energy Low Moderate Moderate High Low Low
(Laminar flow) (Spacer losses) (Turbulent) (Laminardead end) Dead end/Bubbling
Solids handing Moderate Poor Good Moderate/Poor Moderate/Good
(Bubbling) Cleaning Moderate Can be difficult Good Physical Back flushing Backflushing
cleaning possible possible possible(HF) Replacement Sheet
Element Tubes or
Element Element/bundle
(or cartridge) element
Characteristic Flat Plate
Spiral Wound Tubular Hollow Fiber Submerged
(FP) (HF) (FP or HF)
분리막 선정
MBR 시스템을 산업에 적용할 때 기술적, 경제 적으로 첫 번째로 고려하는 것이 분리막과 이를 운전하기 위한 에너지 비용이다. 따라서 어떤 유 형의 분리막 시스템을 선택하든지 간에 다음과 같 은 기본적인 항목을 만족해야만 한다. 무엇보다도 우선 첫째로 막의 오염을 줄이기 위해 여과되어야 하는 분자 또는 입자의 크기분포와 분리막 기공의 크기분포가 달라서 가능한 방해하지 않아야 한다.
Fane 등은 기공의 분포가 고르고 다공도가 큰 분 리막은 여과효율을 향상시키고 친수성 막이 항오 염성이 더 뛰어나다고 보고하였다. 또한 Shimizu 등은 미생물의 막표면에 흡착을 줄이기 위해서는 막표면이 음전하 내지는 중성이 낫다고 하였다.
게다가 막힘현상은 슬러지의 농도와 circulation flow rate에 좌우된다. 그리고 포기조에 존재하는 미생물에 의해 분리막은 분해가 되지 않아야 하며 오염되었을 때 세정 및 재생이 용이해야 한다.
분리막 여과성능 변수
용존 고형물과 부유 고형물들의 여과는 복잡한 공정이며 다양한 여과모델이 있다. 이중에서 가장 자주 사용되는 것이 직렬 여과저항 모델로서 투과 유속에 영향을 미치는 여러 가지 여과저항을 합하 여 이를 전체 투과저항으로 기술함으로써 막오염 효과, 압력 의존성 등을 설명할 수 있다.
J = ---∆P η(Rm+Rn+Rc) J = permeate flux, m3/m2/h µ = permeate viscosity, Pa·s P = operating pressure, Pa Rm= hydraulic resistance, L/m Rn= irreversible fouling, L/m
Rc= resistance due to cake layer, L/m
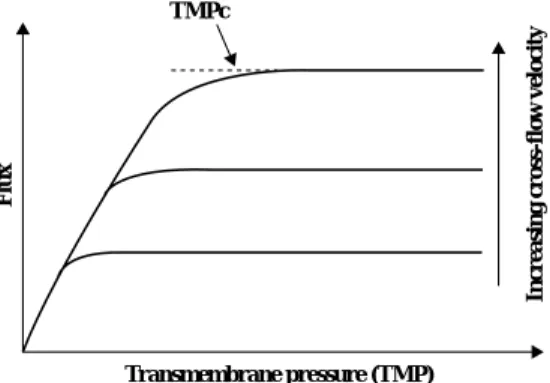
위의 식에서와 같이 투과유속은 막간 차압 (transmembrane pressure, TMP)에 비례하는데 실질적으로는 막간 차압이 증가함에 따라서 케이 크 저항이 지배적이 되며 [그림 3]에서와 같이 막 간 차압과는 무관하게 투과유속이 일정하게 된다.
이와 같이 투과유속이 최대가 되는 최소의 막간 차압을 임계 또는 최적 막간 차압(critical or optimal transmembrane pressure, TMPc)이라 부르며 이는 물질전달에 영향을 주는 십자흐름 속 도 또는 용액의 농도 등에 의하여 변화하고 결국 MBR의 특성을 평가하는 중요 인자이다.
다음으로 들 수 있는 변수가 바이오매스의 생리 학적 상태 및 슬러지의 점도이다. 막생물반응기에 서 막면 부착층의 형성에 의해 막 투과 유속이 시 간적으로 저하하는 문제점에 관한 연구가 진행되 고 있으며, 막 투과유속의 변화, 막면 부착관여물 질 및 부착층 형성 기구에 대해서도 많은 연구가 되어왔다. 활성슬러지에 있어서 미생물의 활성도 나 특성에 따라 막면의 부착능이 달라지며, 막오 염에 영향을 미친다. 따라서 활성슬러지의 특성을 살펴보는 것이 중요하다. 활성슬러지의 floc 입자 는 1~600µm 이내의 범위의 입자분포를 갖으며, 대부분은 50µm이상의 입자들로 존재한다. floc의
TMPc
Transmembrane pressure (TMP)
Flux Incr easing cr oss-flo w v elocity
그림 3. Theoretical flux evolution as a function of the
transmembrane pressure.
크기는 슬러지의 체류시간, 유기물 부하량 등에 영향을 받으며, 체류시간이 증가할수록 floc의 크 기는 증가하며, 슬러지의 체류시간이 감소할수록 floc의 크기는 감소하지만, 유기물 부하량이 증가 할수록 활성슬러지의 floc 크기는 증가하는 것으 로 보고되고 있다. 활성슬러지의 floc을 구성하는 물질은 여러 종류의 박테리아와 미생물 대사 물질 과 금속이온, 세포의 용혈이나 파괴로서 생성된 생성물 등 여러 종류로 이루어져 있다. MF의 경 우 5µm 이상의 아주 분자량이 큰 경우는 막내의 오염원이 아니며 0.45µm 보다 작은 용융 콜로이 드성 물질이 막오염의 주요 인자이다. 이러한 것 들에는 humic산, 단백질, 탄수화물 그리고 탄닌 같은 것들이 포함되며 비교적 분자량이 작은 물질 로는 페놀, 농약, THM(trichlromethane)과 THM 전구 물질 그리고 유해성 유기물질들이 여 기에 해당된다. 대체로 콜로이드성과 함께 용융 유기물들이 가장 문제가 되는 막의 오염원이 된다.
최근에는 활성오니 혼합액중의 용해성 성분이 막투과 유속의 저하에 크게 관여하고 있으며, MLSS농도가 막투과 유속의 저하에 미치는 영향 은 그다지 크지 않다고 보고하고 있다. 막투과 유 속의 저하에 영향을 주는 용해성성분은 주로 생물 대사과정에서 생성한 생물대사성분(soluble microbial products, SMP)에 의해 구성되며, humic 과 fulvic acid, polysaccharides, proteins, fragments of DNA, antibiotics, steroids, enzymes 등 세포의 대사 과정과 용해로 구성된 여러 가지 형태의 수 천 이상의 고분자 유기 화합물로 되어 있다. 활성 슬러지와 생물막 공정등의 생물 처리 공정에서는 최종 처리수 내의 COD와 TOC를 증가시키는 미 분해된 유입수, 생물 대사산물 및 분해속도가 느 린 생분해성의 유기물과 난분해성 물질 등으로 인 한 처리 수질 악화를 개선하기 위한 노력이 진행
되어 왔으며, 연구 보고에 의하면 처리수 내의 미 분해된 유입수의 잔여 유기물보다는 생분해성을 갖지 않은 성분인 SMP가 최종 처리수 내에 존재 하여 처리수의 농도를 증가시키고 floc형성에 영 향을 주어 침전성 불량을 가져오는 것이 보고 되 고 있다. 이와 같이, 생물학적 처리 과정에서 전체 적인 유기물 농도의 상승은 생물처리 동안에 생성 된 용해성 생물 대사 산물(SMP)의 존재에 달려 있다고 할 수 있다. 또한, Nagaoka 등은 미생물의 물질 대사와 용혈을 통해서 생성되는 bacterial extracellular polymers(EPS)의 막오염 영향에 대해 연구 보고 하고, 막 분리 활성오니 공정에 있 어서 EPS는 반응조 혼합액의 점도와 분리막의 여과 저항을 증가시키는 중요한 인자로 작용하며, 여과 저항과 반응조 혼합액의 점도의 함수의 지표 의 중요하다고 제안하고 있다.
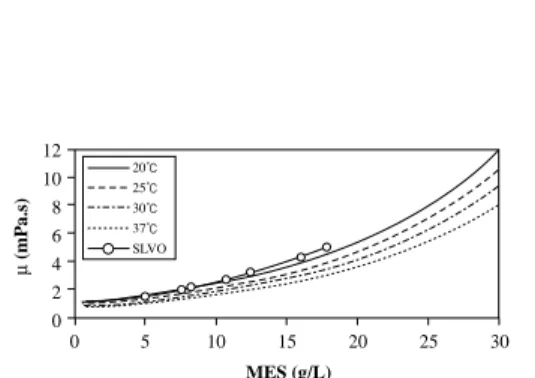
Krauth와 Staab는 부유고형물의 농도와 호기 성 슬러지의 점도 사이에는 지수함수의 관계가 있 다고 제안한 바 있다[그림 4]. 또한 Ross 등도 혐 기성 슬러지에 대해서 유사한 결과를 발표하였다.
MBR의 생물학적 처리능
종래의 생물학적 처리 공정들에 있어서 부유 또 는 부착된 바이오매스는 박테리아 floc 또는 biofilm 형성의 결정인자로서 작용한다. 두 경우 모두 미생물은 exopolymer의 복잡한 혼합물에 의
MES (g/L)
µ (mPa.s)
12 10 8 6 4 2 0
0 5 10 15 20 25 30
그림 4. Examples of suspended solid concentrations
on sludge viscosity.
해 결합되어 있어 기질확산 즉 분해속도를 방해한 다. 그런데 막생물반응기는 이러한 결정인자가 반 대로 작용할 수 있게 하며 전형적으로 높은 접선 속도는 floc의 크기를 제한하여 미생물에 대한 물 질전달율을 향상시킨다. 예로 같은 원수가 공급된 활성슬러지와 MBR의 floc 크기를 본 결과 [그림 5]에서 알 수 있듯이 활성슬러지의 ~60µm와 비 교해 MBR 슬러지의 경우 ~40µm 정도의 floc 크기를 나타내었다. 이러한 floc 형성 미생물 결정 인자와 높은 물질전달율은 높은 specific yield을 나타내고 어느 정도는 low sludge production에 영향을 미친다. 위에서 살펴본 MBR 설계인자을 크게 세 그룹으로 살펴보면 생물학적 인자, 유체 역학 인자, 분리막으로 나누어 볼 수 있고 이들은 설치비와 운영비에 복잡하게 영향을 미친다. 따라 서 MBR 설계의 최적화는 모든 이러한 요인이 고 려되어 통합되어야 한다.
결 론
MBR 공정은 최근 10여년 동안 중수도, 하수 그리고 폐수처리에 있어서 눈부신 성장을 이루었 지만 다양한 성상의 원수 및 공정에 비하여 상대 적으로 국내에서 생산되는 분리막이 적고 막공정 을 전문적으로 유지관리할 수 있는 업체가 없으며 과다한 경쟁으로 인한 MBR 공정의 저급화에 따
른 분리막 공정의 신뢰성 저하 등이 문제점을 지 적되고 있다. 따라서 막에 유입되는 유·무기 물 질에 쉽게 오염되지 않는 분리막의 개발과 어느 정도 오염이 되었을 경우 성능이 쉽게 회복될 수 있는 구조를 갖는 모듈의 개발이 필요하다. 또한 본 기술이 기존 공정에 비하여 경제성을 갖기 위 해서는 분리막 공정을 전문적으로 유지관리할 수 있는 인력의 양성과 함께 운전기간동안 일정 수준 이상의 투과 유속(flux)을 유지하는 분리막 세정, 오염 메카니즘 및 생물반응기와 막분리 기술을 최 적조건으로 결합 운전할 수 있는 시스템 최적화에 대한 기술개발이 필요하다.
그림 5. Floc size distributions in the activated sludge from the conventional WWTP and MBR(crossflow velocity is 3m/s) fed with the same municipal wastewater.
저자약력