1. 서 론1)
하천과 호소의 수질오염은 크게 구분하여 점오염원으로서 환경기초시설 등의 방류수와 비점오염원으로서 유역의 토지 이용 형태에 영향을 받고 있다. 인과 질소화합물이 원인으로 작용하는 부영양화 현상은 수질관리에서 매우 중요하다. 공공 하수처리시설과 공단폐수종말처리장의 방류수는 수용수계보 다 높은 농도로 배출되는데, 특히 질소계열 화합물인 무기질소 중 암모니아성 질소 농도까지 높게 검출되어 방류수계의 수질 관리에 어려움을 가중시키고 있다 (Han 등, 2015).
질소화합물은 단백질, 요소 등의 유기질소와 무기질소로 구 분되는데, 이 가운데 암모니아성 질소는 인체에 직접적인 영향
†To whom correspondence should be addressed.
Department of Environmental Engineering, Catholic University of Pusan
E-mail: [email protected]
을 끼치기 보다는 방류수계에서 질산화과정 동안 용존산소를 소모함에 따라 어류의 집단 폐사에 주요한 역할을 하며, 염소소 독에서도 다량의 염소를 소비하게 된다 (Yoon 등, 2011).
고농도 암모니아 함유 폐수의 처리 공정은 물리화학적 방 법과 생물학적 방법으로 구분할 수 있다. 물리화학적 방법은 처리하고자 하는 폐수에 석회 등을 주입하여 pH를 10 이상 으로 조절한 후 공기로 수중에 존재하는 암모니아성 질소를 암모니아 가스로 탈기하는 공기탈기(Air stripping), 이온교 환법, 화학응집(MAP) 및 파과점 염소처리법 등이 있다.
공기탈기 공정은 접촉탑의 스케일 형성과 겨울철 동결 등 의 문제가 있고, 이온교환법은 처리비용이 과다하여 적용하 기 어려우며, 파과점 염소처리법의 경우 과량의 염소주입과 THM 생성이 문제시 될 뿐만 아니라 적용에 한계가 있으 며, 약품이 다량으로 소비되어 부적합한 것으로 보고되고 있다 (Shin and Oh, 2001).
하지만, 공기탈기법에 의한 암모니아 제거 공정은 off-gas 암모니아로부터 (NH4)2SO4와 같은 유용한 부산물을 얻을 수
저에너지 마이크로버블 장치를 이용한 고농도 암모니아 공장 폐수 처리
정재억・정용준†
부산가톨릭대학교 환경공학과
Industrial Wastewater Treatment Containing High Concentration of Ammonia with Low Energy Micro-Bubble Reactor
Jae-Ouk Jung・Yong-Jun Jung†
Department of Environmental Engineering, Catholic University of Pusan (Received : 29 July 2016, Revised: 12 August 2016, Accepted: 12 August 2016)
요 약
고농도의 암모니아 함유 공장 폐수를 대상으로 마이크로버블이 발생되는 장치를 이용하여 암모니아 탈기에 의한 처리 가능성을 평가하였다. 기존 처리장은 pH를 12.5로 유지하면서 반응 조내의 온도를 30℃에서 70℃로 상승시켜 72시간 동안 고온 탈기 시켰을 경우 T-N의 제거효율은 70.3%에서 90.5%로 증가하였다. 온도를 30℃로 유지하면서 유입수 의 T-N 농도가 9,120∼12,955 mg/L인 폐수를 20시간 동안 마이크로버블에 의한 지속적인 접촉으로 상온 탈기 시킨 결과 T-N 제거율을 90.5∼91.9%로 확보하였으며, 운전기간 동안의 pH는 12.3에서 10.1로 소폭 감소하였다.
핵심용어 : 암모니아, 고농도, 저에너지 마이크로버블 장치, 탈기, 공장폐수처리
Abstract
This study was carried out to evaluate the feasibility of air-stripping by DIWS(Dip Injection Wet Scrubber) system on high concentration of ammonia wastewater more than 10,000 mg/L. In the case of changing temperature from 30℃
to 70℃ maintaining pH 12.5 within the 72 hours, the removal efficiency of T-N by the present treatment plant was increased to 90.5% which was initially kept 70.3%. Although the high concentration of T-N with 9,120∼12,955 mg/L was treated by micro-bubble through DIWS system maintaining the temperature of 30℃ within the 20 hours, the removal efficiency of T-N reached 91.9%, which indicated the possibility of air-stripping.
Key words : Ammonia, High concentration, Low energy micro-bubble reactor, Air stripping, Industrial wastewater treatment
서 마이크로버블을 강제로 발생시키는 침액식 스크러버 시스 템(DIWS, Dip Injection Wet Scrubber)을 이용하여 공기 탈기 법에 의한 수중 암모니아 제거 가능성을 비교·평가하였다.
2. 실험 및 방법
2.1 실험 재료
본 연구는 Fig. 1에 표시한 바와 같이 제품을 생산하기 위해 운전중인 개별 단위공정들에서 배출된 고농도의 암모 니아 함유 공장 폐수를 대상으로 수행하였다.
대상 사업장은 원료투입→반응공정→정제공정→분리공정
→건조공정→포장공정을 거쳐 최종적으로 설탕을 생산하는 공장이다. 개별공정에서 사용된 용수는 폐수로 배출되어 Fig.
1과 같이 고농도의 T-N 함유 폐수로 저장 탱크에 유입된다.
기존 폐수처리장의 주요 계통도는 폐수유입→중화→침전
→생물학적 처리시설→침전→방류 공정들로 운전되고 있다.
기존 처리장의 성능은 pH는 12.5로 설정하고, 3∼5㎥/min의 공기량을 유지하면서 온도만 30℃와 70℃로 조정한 상태로 72시간 동안 운전하면서 암모니아의 제거 효율을 평가하였다.
또한, 약품비, 운전비 등의 절감을 위해 마이크로 버블 장 치를 도입하여 처리 가능성을 비교·검토하였다. Fig. 1에 표 시한 바와 같이 고농도의 암모니아 함유 공정 폐수를 별도로 집수하여 마이크로 버블 장치에서 암모니아를 탈기시킨 후 침전지로 유입시켜 후속 처리하는 공정으로 DIWS 장치를 이용하는 개선 공정을 제안하였다.
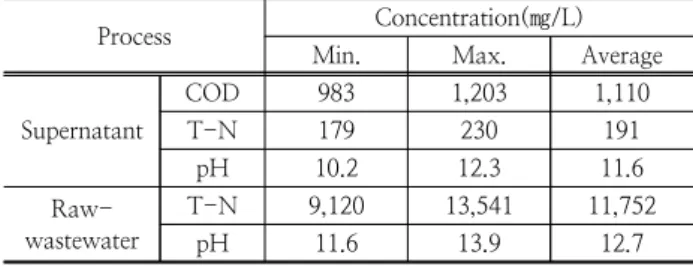
정도의 저농도 T-N을 함유한 폐수로 예비실험을 실시하였 다. Table 1은 예비실험에 사용된 상등수와 제품 생산 공정 에서 발생된 고농도의 유입 폐수 성상을 정리한 것이다.
2.2 실험 장치
본 연구는 Fig. 2와 같은 장치(Kim et al., 2015, Kim et al., 2015, Jung et al., 2015)를 이용하여 고농도 질소를 함 유한 공장 폐수의 처리 가능성을 평가하였다.
DIWS 장치는 배기능력 10m3/min(가로: 1,200mm × 세로: 700mm × 높이: 2,300mm), 반응조내 순환수 용량 800L, 장치 운전에 필요한 송풍기는 3.7kW, 순환 펌프 0.3kW 및 토출 압력은 5m로 설정하였다. DIWS 장치는 외부 공기를 Fig. 2와 같이 설계된 세립분산 장치에 50m/s 전후의 속도 로 흡입시켜 분사함에 따라 직각 충돌할 때 발생되는 마이 크로 버블을 이용하였다. 이때 발생된 마이크로버블은 장치 내부를 자유롭게 유동하면서 수중의 암모니아 가스를 탈기 시키게 된다(Parmar and Majumder, 2013).
공기탈기법은 1,000 mg/L 이상의 NH3-N을 포함하고 있는 폐수에 강알카리성을 유지하기 위하여 NaOH와 Ca(OH)2를 주입하면서 pH를 11로 조절하여 수중의 암모 니아를 유리시킨 후 공기나 증기의 표면과 접촉시켜 기체 상태로 제거하는 방법이다(Shin and Oh, 2001).
암모니움 이온들을 암모니아로 변화시키는 탈기법에 의 하여 처리하였으며, 폐수중에 함유된 유기물과 DO 농도 및 pH 변화를 운전 경과시간별로 관찰하였다.
Fig. 1. Lay out of wastewater generation and treatment.
3. 결과 및 고찰
3.1 기존 처리장 운영
연구 대상 사업장에서는 현재 10,000∼14,000 mg/L의 고농도로 유입되는 암모니아 폐수를 처리하기 위하여 가성 소다를 주입한 후, 온도 30℃, pH를 12.5로 유지하면서, 0.4 kg/cm2의 압축공기를 3∼5m3/min정도 투입하여 72시 간 동안 탈기 공정을 실시하고 있다.
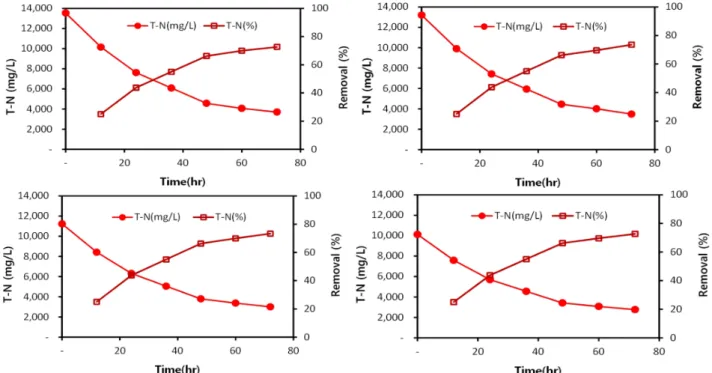
Fig. 3은 현재의 운전 조건에서 4차례 처리한 결과를 정 리한 것이다. 72시간 운전하였을 때 평균 T-N 제거율은 시간 경과에 따라 25.0%에서 73.0%까지 증가하는 경향을 나타내고 있다. 수중에 흡수된 암모니아는 온도와 pH에 따 라 NH4+ 이온과 유리 NH3 상태로 존재하는데, pH 8 이하
에서는 주로 NH4+, pH 12 이상에서는 NH3 상태로 존재 하기 때문에 폐수의 온도에 따라 탈기 정도가 달라질 수 있 다(Shin and Oh, 2001).
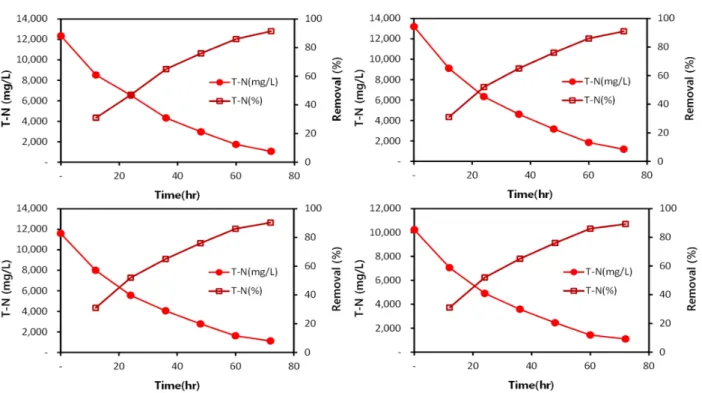
Fig. 4는 고농도의 암모니아 폐수를 처리하기 위하여 가 성소다를 주입하여 pH를 12.5로 유지하고, 공기 주입양도 3∼5㎥/min로 설정한 후, 제품 생산 현장에서 발생하는 스 팀으로 유입수의 온도를 70℃까지 상승시키면서 운전한 결 과다. 사업장에서는 현재와 같은 조건으로 고농도의 T-N 함유 폐수를 처리하고 있다.
72시간 운전하였을 때 평균 T-N 제거율은 시간 경과에 따라 31.0%에서 90.5%까지 증가하는 경향을 나타내고 있 다. 동일한 조건에서 온도만 30℃에서 70℃로 증가시켰을 때 T-N의 제거율은 17.5%정도 증가하는 것으로 분석되었다.
Fig. 2. Schematic diagram of ammonia treatment system: (a)Enhanced wet scrubber for the separation of clean and treated air, (b)Generation and circulation of micro-bubble in the atomizer.
Fig. 3. Variation of T-N concentration with operation time and T-N removal efficiency.
일반적으로 온도가 상승함에 따라 암모니아의 증기압도 증 가하는 것처럼, 30℃와 70℃ 모든 운전 조건에서 탈기 시 간의 증가에 따른 암모니아 제거율이 비례하는 1차 반응 경향이 관찰되어 암모니아 탈기는 시간 의존성을 나타낸다 는 것을 알 수 있었다.
Lee 등(2003)의 연구에 따르면 초기 pH를 10과 12.8로 설정한 후 탈기 온도를 변화시키면서 수용액중의 암모니아 를 탈기시켰을 때 탈기 온도를 증가시킬수록 탈기 속도는 크게 증가하여 본 연구 결과와도 유사하게 나타났다.
3.2 DIWS 예비 실험
Fig. 5에 처리장에서 처리된 저농도의 T-N 상등수를 대 상으로 2시간 동안 DIWS 장치로 마이크로버블을 발생시키 면서 유기물과 T-N 제거율을 관찰한 결과를 표시하였다.
COD로 표현한 유기물은 초기 30분에서 2시간 동안 약 9.8%에서 17%까지 산화되었지만, T-N은 33.9%에서 62.2%까지 제거 효율이 증가하는 것으로 나타났다. 반응조 내의 DO 농도도 초기 4.0 mg/L에서 6.7 mg/L로 증가하 였지만, pH는 10.2에서 9.3으로 소폭 감소하였다.
Fig. 4. Variation of T-N concentration with operation time and T-N removal efficiency.
Fig. 5. Profiles of water qualities (COD, TN, DO, pH) with operation time.
기존 처리장의 상등수를 대상으로 2시간 동안만 마이크 로버블에 의한 산화 반응 가능성을 확인한 결과에서도 pH 의 별도 조절 없이 62.2%의 탈기에 의한 T-N 제거가 가 능한 것으로 분석되었다.
이와 같이 공기 탈기에 적합한 pH 11 이상의 폐수 조건 없이도 DIWS 장치에서 발생되는 마이크로버블이 충분히 탈기 역할을 수행할 수 있을 것으로 예측되었다.
3.3 DIWS 처리 특성
Fig. 6에 24시간 동안 DIWS 장치로 마이크로버블을 발생 시키면서 측정한 T-N 농도 변화와 제거율을 표시하였다.
30℃의 온도로 유입되는 유입수 T-N 농도가 9,120∼
12,955 mg/L 범위에서 마이크로버블에 의한 지속적인 접 촉으로 유리 NH3가 쉽게 탈기되어 T-N 제거율이 90.5∼
91.9%가 된 것으로 해석할 수 있다.
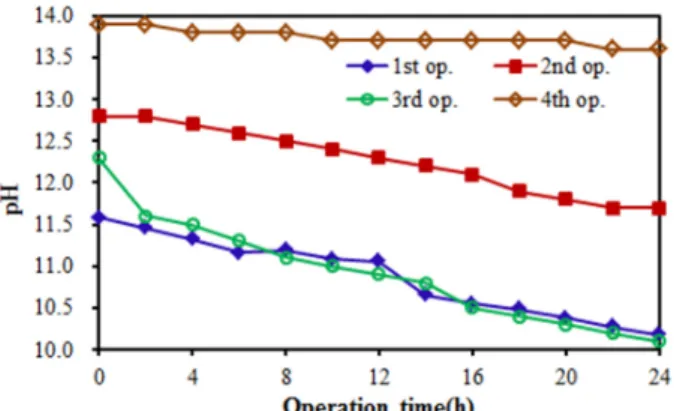
4차례에 걸친 24시간 운전에서 pH는 Fig. 7과 같이 소폭 감소하였지만, 전체적으로 pH 10 이상의 알카리성을 유지 한 것으로 나타났다. 3차 운전에서 초기 pH 12.3에서 24시 간 경과 이후 pH 10.1로 나타나 T-N 제거율이 90.5%로 다른 시험에서의 T-N 제거율과 비교하여 1% 정도 낮은 것으로 분석될 만큼 pH가 제거 효율에 미미하게 영향을 끼친 것으로 나타났다.
전체 운전기간 동안 Cl-와 SO42-의 농도 변화를 Fig. 8과 같이 분석하였다. Cl-는 241∼270 mg/L로 증가하였고,
Fig. 6. Variation of T-N concentration with operation time and T-N removal efficiency.
Fig. 7. Monitoring of pH with operation time.
Fig. 8. Profiles of SO42- and Cl- with operation time.
Table 2. Cost comparison of present treatment and DIWS reactor
Item Unit
(won/㎏, kwh/ton) Present DIWS Cost difference (won/ton)
NaOH 250 52 28 6,000
Ca(OH)2 28 300 - 8,400
Power 110 31 15 1,760
Steam 42 210 - 8,820
SO42-는 89∼163 mg/L 범위를 나타냈다. Cl-와 SO42-는 제품 생산과정에서 배출되는 성분들로 암모니아 탈기 공정 에 의한 T-N 제거율과 무관한 것으로 판단되었다.
기존 처리공정과 DIWS 장치를 이용하여 동일 폐수를 대 상으로 처리한 실제 운전 결과를 참고로 하여 약품비와 동 력비 측면에서 경제성을 Table 2에 비교하였다.
기존 처리공정은 pH 조정을 위해 가성소다와 소석회를 사 용하지만, DIWS 처리 공정은 가성소다만 사용하더라도 pH 조정이 가능하였다. DIWS 장치를 사용할 경우 NaOH와 Ca(OH)2는 1톤 처리 기준으로 각각 6,000원 8,400원 절약 이 가능하였다. 또한, 전력비와 처리수의 온도 상승을 위한 스팀 사용비로 표현되는 동력비에서도 기존 처리공정에 비해 저에너지 운전이 가능한 DIWS 처리 공정은 스팀 사용 없이 절반 정도의 전력비만으로도 기존 처리공정 보다 높은 T-N 처리 효율을 확보할 수 있었다. DIWS 장치를 사용할 경우 전력비는 1,760원, 온도 상승을 위한 스팀은 전혀 사용하지 않기 때문에 8,820원의 절약이 가능한 것으로 분석되었다.
4. 결 론
DIWS 장치로 고농도의 질소 함유 폐수를 배출하는 공장 을 대상으로 공기 탈기법에 의한 수중 암모니아의 제거 가 능성을 평가하였다.
1) 기존 처리장의 운전 조건인 pH 12.5, 3∼5m3/min의 공기량을 유지하면서 온도만 30℃에서 70℃로 증가시켰을 때 T-N의 제거율은 70.3%에서 90.5%로 증가하여 17.5%
의 제거 효율 차이를 나타낼 만큼 스팀 사용에 의한 온도 상승이 필요하였다.
감소하였다.
4) DIWS 장치는 2시간 내에 DO 농도가 약 4.0 mg/L이 상 증가하여 10,000 mg/L이상의 고농도 암모니아를 포함한 폐수를 대상으로 공기 탈기가 가능한 것으로 판단되었다.
5) DIWS 장치는 기존 처리장의 고온 탈기 공정과 비교 하여 온도 조절 없이도 높은 T-N 제거 효율을 나타낼 만 큼 저동력비와 저약품비 소요 공정으로 나타나 폐수처리장 에 적용 가능할 것으로 판단된다.
사 사
본 논문은 중소기업청에서 지원하는 2015년도 산학연협 력 기술개발사업(No. C0345770)의 연구수행으로 인한 결 과물임을 밝힙니다.
References
Han, SH, Kim, YY, Sung YG, Park IB, Cho, DH, Nam WK, Kim, CG, Oh JK (2015). Characteristics of organics and ammonia nitrogen discharged by pollution source from human living. J. of Korea Society on Water Environment,
removal from iron and steel industry using micro-bubbles of a dip injection wet scrubber system. J. of Wetlands Research, 17(1), pp. 75-79. [Korean Literature]
Lee, HY, Oh, JK, Kim, SG (2003). Characteristics of air stripping for recycling of ammonia in aqueous solutions. J. of Korean Inst. of Resources Recycling, 12(3), pp. 31-37. [Korean Literature]
Lee, SA, Youn, AR, Kwon KH, Kim, BS, Kim, SH, Cha, HS (2009). Washing effect of micro-bubbles and changes in quality of lettuce(Lactuca sativa L.). Korean J. Food Preserv., 16(3), pp. 321-326. [Korean Literature]
Parmar, R, Majumder, SK (2013). Microbubble generation and micro bubble-aided transport process intensification –A state of the art report. Chemical Engineering and Processing: Process Intensification, 64, pp. 79-97.
Shin, DY, Oh, YK (2001). A study on the decompressed ammonia stripping from ammonia contained wastewater.
Kor. J. Env. Hlth. Soc., 27(1), pp. 93-99. [Korean Literature]
Yoon, TK, Lee, GC, Jung, BG, Han, YR, Sung, NC (2011).
Effects of operating parameters on the removal performance of ammonia nitrogen by electrodialysis. Clean Technology, 17(4), pp. 363-369. [Korean Literature]