碩 士學 位論 文
금 및 니켈도금과 유기도장 금속제품의
표면 특성 및 내식성 평가 방법
Cor r osion Resistance Evaluation Methods and Sur face Char acter istics of
Electr oplated Au, Ni and Or ganic Coatings on Metallic Substr ates
國民大學校 大學院 新素材工學科
李 東 勳
2002
금 및 니켈도금과 유기도장 금속제품의 표면 특성 및 내식성 평가 방법
Cor r osion Resistance Evaluation Methods and Sur face Char acter istics of
Electr oplated Au, Ni and Or ganic Coatings on Metallic Substr ates
指導敎授 李在峰
이 論文을 碩士學位 請求論文으로 提出함 2002年 7月
國民大學校 大學院
新素材工學科
李 東 勳
2002
李 東 勳의
碩士學位 請求論文을 認准함
2002年 7月 日
審査委員長 池 忠 洙 印 審査委員 申 成 浩 印 審査委員 李 在 峰 印
國民大學校 大學院
목 차
국 문초 록
1. 스테 인리 스강 에서 의 금 도금 및 내 식성 평가
2. EC-Test 기법을 이용한 니켈 도금층의 내식성평가
3. 강판 및 유기도장 강판에의 복합부식시험법을 이용한 내식성 평가
List of Figur e
Par t 1. 스테 인리 스강 에서 의 금 도금 및 내 식성 평가
1. 서론
2. 실험 방법
2.1. 스테인리스강에서의 금도금 및 내식성 평가방법
3. 실험결과
3.1. 금도금의 전처리 공정이 부동태 피막에 미치는 영향 3.2. 전처리 공정이 도금피막의 부식성에
미치는 영향 3.3. 전처리 공정이 도금피막의 기계적 성질
(밀착력, 경도)에 미치는 영향 3.4. 전류밀도가 피막의 성장방향에 미치는 영향
4. 고찰
4.1. r est potential 측정
i
i
ii
iii
2
3 3
9
9
11
16 20
25 25 iv
4.2. A.C. Impeddance 시험
4.3. 우선성장방위 관찰
5. 결론
Par t 2. EC-Test 기법을 이용한 니켈 도금층의 내식성평가
1. 서론
2. 실험방법
2.1. 강판에서의 니켈 도금 시편의 내식성 평가방법
3. 실험결과 3.1. 분극시험 3.2. 염수분무시험 3.3. EC-test
4. 고찰
4.1. EC-Test와 염수분무시험과의 관계관찰
5. 결론
Par t 3. 강판 및 유기도장 강판에의 복합부식 시험법을 이용한 내식성 평가
1. 서론
2. 실험방법
2.1. 자동차용 도장강판 시편 제작 2.2. 나강판의 복합부식시험
25
26
27
29
30 30
33 33 35 38
41 41
42
46
47 47 48
2.3. 팽창폭과 박리폭의 측정
3. 실험결과
3.1. 강판의 사이클별 부식감량
3.2. 강판의 사이클별 표면관찰과 두께감량
3.3. 유기도장강판의 사이클별 팽창폭과 박리폭 측정
4. 고찰
4.1.
습윤율에 따른 부식 속도 관찰
5. 결론
Refer ence
Abstr act
감 사의 글
51
56 56 57 58
61 61
63
64
65
68
국문초록
1. 스테인리 스강에서의 금도금 및 내식성 평가
본 연구에서는 스테인리스강을 모재로 사용하여 전처리 및 스트라 이크 도금에서 부동태 피막을 파괴시킨 후 금도금을 시행하여 전기 화학 및 기계적 방법을 이용하여 도금피막의 특성을 평가하였다. 본 실험에 사용한 시편은 SUS304 stainless steel(2×2Cm)을 사용하였다.
시편의 일정한 조건을 주기 위하여 레이저 절단하였으며 마운팅을 하고 0.03㎛의 경면 연마를 시행하였다. 양극판은 Pt도금된 Ti망을 사용하였고 도금 액은 스트라이크 액과 도금액 모두 시안 금도금 액을 사용하였다. 스트라이크 도금액은 pH 1.2, 도금액은 pH 4.2로 유지하였다. 도금은 1ℓ의 비커를 항온 조에 넣어 액온을 ±1℃로 조절하였으며 교반기(Heidolf RZR-2000)를 이용하여 0, 400, 800 rpm 으로 조절하였다. 또한 전류는 Power Supply와 Ampere meter를 이용 하여 조절하였다. 부동태막의 제거 상태는 전처리 직후의 시편의 금 스트라이크 액에서의 Ecorr를 측정하여 비교하였으며, 제조된 피막 의 분석은 우선성장 방향은 XRD를 이용하여 θ를 30∼90°까지 변 화하여 관찰하였고, 표면형상과 단면조직의 관찰은 SEM을 이용하여 Tilt각을 35°로 주어 관찰하였으며, 경도는 AKASHI사의 MVK-E III Micro Vickers Hardness Tester를 이용하여 5회 이상 측정한 평균값을 사용하였다. 또한 각 조건이 도금 피막의 밀착력에 미치는 영향을 보기 위하여 SCEM사의 CH-2007 Neuchatel automatic scratch tester를 사용하여 도금피막의 밀착력의 임계 Load를 관찰하고 표면에서의 피막의 파괴현상을 관찰하였다. 부동태 피막의 제거 효과는 Ecorr측 정에서 나타났듯이 전처리 공정 중에서 활성화처리의 영향이 가장 크게 나타났다. 또한 전해 활성화 처리를 하게되면 더욱 제거효과가 크게 나타났다. 이러한 결과는 도금피막의 밀착력 시험에서도 같은 경향을 나타내었다. scratch tester를 사용하여 임계 Load를 구해본 결 과 전처리에서의 부동태 피막의 제거는 도금피막의 전체적인 밀착
력에도 영향을 주는 것으로 나타나고 있다. 각 조건에서의 도금 층 의 우선 성장방향은 T.C값의 변화는 약간 있었지만 모두 [111] 우선 성장방향이 주로 나타났으며 표면형상은 전류밀도 증가시 점점 표 면이 평활 해지고 경도 값이 높게 나타났다. 절단면은 XRD실험 결 과에서 나타났듯이 기둥모양의 성장형태를 보였다.
2. EC-Test 기법을 이용한 니켈 도금층의 내식성평가
EC-test 시험법은 정전위의 사이클 시험에서 정전류 시험으로 모드 전환을 하는 시험 방법으로서 주로 크롬 도금의 내식성 평가방법에 적용하는 방법이다. 본 EC 실험에서는 나강판의 시편에 watt용액을 사용하여 Ni을 5, 20㎛로 각각 도금한 시편이며, Pt 도금된 platinum 망상의 양극을 사용하였다. 시편의 도금 두께에 따른 부식 저항성의 비교를 위하여 먼저 potentio-dynamic test를 통하여 5 wt%의 NaCl 수 용액에서의 분극 실험을 하였다. EC-Test는 1Cycle에 2분 on, 2분 off 로 5, 10, 15, 20 cycle의 간격에서 부식 진행량을 관찰하였으며, 정 전위는 300 mV(vs. S.C.E.) 정전류는 3.3 mA/Cm2의 조건에서 cycle 변화에 따른 부식량을 측정하였다. 염수분무시험은 5 wt%의 NaCl 수용액을 사용하여 최대 120시간까지의 분무시간동안 관찰을 시행 하였다. 염수분무의 시간과 EC-Test의 charge량과의 관계를 알아보기 위하여 각각에 대한 rating number를 비교하였다. EC-test와 염수분무 시험간의 시험 시간 단축의 효과를 계산하여 보면 염수분무에 비하 여 5㎛의 시편의 경우는 약 12배 20㎛의 시편인 경우 21배의 단축 효과를 나타내고 있었다.
3. 나강판 및 유기도장 강판에의 복합부식시험법을 이용한 내식성 평가
나강판 및 유기도장 강판의 내식성을 비교하기 위하여 염수분무, 건조, 습윤의 시간에 변화를 주어 6가지의 패턴변화를 준 복합부식 시험을 실시하였으며, 패턴의 변화가 강판과 유기도장피막의 부식에 미치는 영향을 알아보았다. 패턴변화가 부식경향에 미치는 영향을 알아보기 위하여 강판시편인 경우 표면관찰, 부식감량, 두께감소를 측정하여 패턴 변화에 따른 부식정도의 차이를 비교하였으며, 유기 도장강판인 경우 표면관찰, 최대팽창폭, 최대 박리폭을 관찰하였다.
염수분무만을 시행한 경우와 복합부식시험간의 부식속도를 비교하 여 보았다. 실험결과 강판의 경우 건조시간이 4시간인 pattern B가 부식감량이 가장 많이 나타나는 것을 볼 수 있었으나 유기도장 강 판인 경우 습윤시간이 4시간인 pattern C와 pattern F인 경우가 pattern A나 pattern B에 비하여 부식속도 증가에 따른 최대 3배 이상 의 팽창속도의 증가를 나타내었다. 따라서 복합부식 시험에서 나강 판시편의 경우는 건조시간이 부식에 가장 큰 영향을 미치는 반면에 유기도장강판의 경우는 습윤시간이 부식에 가장큰 영향을 미치는 것을 알 수 있었다.
List of Figur e
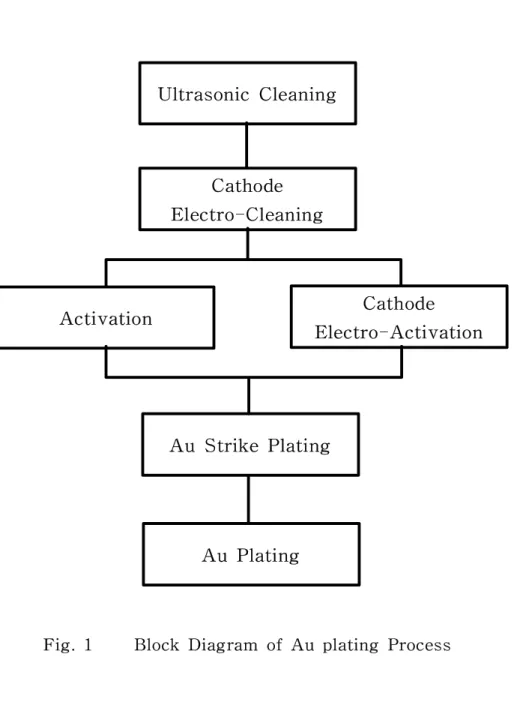
Fig. 1. Block Diagr am of Au plating Pr ocess
Fig. 2. Schematic diagr am of electr oplating appar atus
Fig. 3. Anodic polar ization of AISI 304 in str ike plating solution
Fig. 4. Var iation of cor r osion potentials in str ike bath depending on each pr e-tr eatment
Fig. 5. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment(str ike plating) in 0.1N HCl solution
Fig. 6. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N NaCl solution
Fig. 7. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N HCl solution
Fig. 8. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N NaCl solution
Fig. 9. Effect of pr e-tr eatment on adhesion deter mined fr om A.E.
of scr atch test ( 40℃, 400 r pm, 1.0 A/dm2 )
Fig. 10. Effect of pr e-tr eatment on adhesion deter mined fr om A.E.
of scr atch test ( 40℃, 400 r pm, 1.0 A/dm2 )
Fig. 11. SEM micr ogr aphs of gold plated sur faces with var ious adhesion ( 40℃, 400r pm, 1.0 A/dm2 )
Fig. 12. SEM micr ogr aphs of gold plating depending on the cur r ent density ( 40℃ , 400 r pm )
Fig. 13. Har dness var iation with cur r ent density
Fig. 14. Har dness var iation with agitation speed
Fig. 15. Har dness var iation with bath temper atur e
Fig. 16. Var iation of pr efer r ed or ientation of gold deposits obtained fr om cur r ent density
Fig. 17. SEM micr ogr aph of cr oss section (SEM , ×5000)
Fig. 18. Masking of specimen
Fig. 19. Block Diagr am of Ni plating Pr ocess
Fig. 20. Potentio-dynamic cur ves of pur e Fe, pur e Ni and pur e Cr in open-to-air 5 wt% NaCl solution
Fig. 21. Potentio-dynamic cur ves on Fe specimens with two differ ent types thickness of plated Ni
Fig. 22. Var iation of r ating number with SST(salt spr ay test) time
Fig. 23. Sur face micr ogr aphs of Fe + 5㎛ Ni specimen with the SST(salt spr ay test) time
Fig. 24. Sur face micr ogr aphs of Fe + 20㎛ Ni specimen with the SST(salt spr ay test) time
Fig. 25. Var iation of r ating number with EC-test cycles
Fig. 26. Sur face micr ogr aphs of Fe + 5㎛Ni with EC-test cycles
Fig. 27. Sur face micr ogr aphs of Fe + 5㎛Ni with EC-test cycles
Fig. 28. Var iation of test time with r ating number for Salt spr ay and EC-test, r espectively in the case of Fe + 5㎛ Ni in 5wt% NaCl
Fig. 29. Var iation of test time with r ating number for Salt spr ay and EC-test, r espectively in the case of Fe + 20㎛ Ni in 5wt% NaCl
Fig. 30. Pr e-tr eatment of or ganic coating specimen
Fig. 31. Schematic small blocks for measur ing aver age decr ease in steel plated thickness
Fig. 32. Deter mination of maximum blister width
Fig. 33. Measur ement of peeling width
Fig. 34. Deter mination of maximum peeling width
Fig. 35. Weight loss depending on cycle
Fig. 36. Decr ease in thickness with cycles
Fig. 37. Maximum blister width with incr easing cycles
Fig. 38. Maximum peeling width with incr easing cycles
Fig. 39. Sur face micr ogr aphs of Or ganic coatings depending on the cycle
Table 1. Chemical composition of pr e-tr eatment
Table. 2. Var iation of pr etr eatment
Table. 3. Str ike bath and gold plating bath composition
Table. 4. Chemical composition of pr e-tr eatment and Ni plating bath composition
Table. 5. Or ganic coatings
Table. 6. Types of patter ns of cor r osion tests
Table. 7. Summar y of test conditions
Table. 8. Wet-r ate(% ) accor ding to types of patter n
PART 1.
스테인리스강에서의 금도금 및 내식성 평가
1. 서 론
스테인리스강은 우수한 내식성 및 기계적 성질 때문에 단독으로도 널리 사용되지만 표면 기능을 더욱 향상시키기 위하여 스테인리스 강 표면에 금을 도금하여 장식용, 전자부품의 접점재료 및 치과용 재료 등에 사용하고 있다.1) 스테인리스강에 금도금 시에는 모재의 부동태 피막이 도금 층의 밀착력에 영향을 줄 수 있기 때문에 전처 리 공정에서 부동태 피막을 제거해야 하는 것이 중요하며, 또한 도 금 전해조건에 따라서 도금 층의 특성이 변화하는 것으로 알려져 있다.2) 따라서 본 연구에서는 도금 층에 대한 부동태 피막의 영향을 최소로 하는 전처리 조건을 전기화학 실험인 부식전위측정, A.C 임 피던스시험, 분극시험을 통하여 각 조건이 부식저항성에 미치는 영 향을 평가하였으며, 도금 조건에 따른 스테인리스강에 입힌 금도금 층의 특성 변화를 조사하기 위하여 전류밀도, 교반속도의 변화에 따 른 긋기 시험, 경도시험, 표면관찰, 우선성장 방향을 조사 하고자 한 다.
2. 실험방법
2.1. 스테인리스강에의 금도금
ANSI 304 stainless steel 시편(20mm×20mm×0.15mm)을 0.05 ㎛까지 경면 연마를 시행한 후 초음파탈지, 음극전해탈지, 활성화 처리의 전처리를 시행하였다. Fig. 1.은 시편의 전체 도금 공정을 나타내고 있다. 초음파탈지와 전해탈지 공정은 시편 표면에 붙어있는 grease, oil, dirt와 연마작업 후 시편 표면에 남아있는 residual alumina powder를 제거하기 위한 공정이며 활성화 처리는 탈지공정 후에도 남아있는 시편 자체의 산화피막을 제거하기 위한 공정이다. 산화피 막은 stainless강이 대기중의 산소와 결합하여 생기는 막으로서 탈지 공정으로는 제거하기 어려우며, 또한 도금의 밀착성을 저하시키는 가장 큰 이유이기 때문에 본 실험에서 가장 중요시하는 전처리 공 정이다.4) 활성화 처리의 기본 용액으로는 7 wt%의 sulfuric acid solution을 선택하여 사용하였으며 공정은 침지와 침지상태에서 음극 전해 처리를 하는 두 가지의 공정으로 나누어 실험하였다. 전처리 공정별 조건과 시간은 Table 1에 나타나 있다. 전처리 공정이 stainless 시편의 부동태 피막 제거 효과를 알아보기 위하여 조건별 전처리가 끝난 직후 스트라이크 도금액에 침지 하여 rest potential을 측정하여 전처리의 공정이 피막 제거에 미치는 영향을 관찰하였다.
모든 전기화학 실험은 SCE (saturated calomel electrode, 0.242 volts vs. the standard hydrogen electrode)를 사용하여 측정하였다. 전처리 공정은 4가지의 방법으로 나누어 비교 관찰하였으며 이는 table 2에 나타내었다. 금도금 층의 전기 화학적 특성평가는 A.C. impedance spectroscopy를 사용하여 rest potential에서 측정하였으며 용액은 0.1N HCl과 0.1N NaCl의 deaerated 분위기에서 시험을 진행하였다. 도금액 은 Table 3의 조성을 가지고 있는 스트라이크 도금과 금도금 액을 사용하여 시행하였다. 스트라이크 도금액과 금도금 액의 pH는 각각
pH 1.2와 pH 4.2를 유지하며 시행하였다. 양극간의 거리는 10 Cm를 유지하였으며 정확한 음극전류를 측정하기 위하여 Ampere meter를 사용하여 전류를 0.25, 0.5, 0.75, 1.0, 2.0 A/dm2으로 control 하였으 며, 중탕 조를 사용하여 온도를 25, 40, 60 ±1℃로 유지하였다. 또 한 stirring bar를 사용하여 교반속도를 0, 400, 800 rpm을 유지하여 교반속도의 영향을 관찰하였다. 금도금 층의 두께는 약 3㎛를 도금 하였으며 도금 층에 미치는 전처리의 효과를 관찰하기 위하여 load 5g의 Micro-Vickers 경도시험과 0∼80N의 적용하중을 주어 Scratch 시험을 시행하여 Acoustic amission을 측정하여 전처리가 도금피막의 밀착력에 미치는 영향을 비교, 측정하였다.3),5) 또한 박리상태를 SEM 으로 관찰하여 비교하였다. 도금시 전류밀도와 교반속도가 도금 층 의 표면에 미치는 영향을 관찰하기 위하여 OM (Optical Microscope) 와 SEM(Scanning Electron Microscope)를 사용하였다.
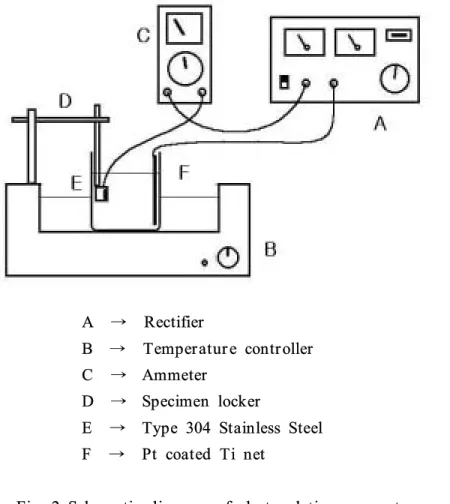
양극 재료는 Pt 도금을 시행한 Ti 망상의 재료를 사용하였다. 도금 장치는 Fig. 2. 과 같이 구성하였다. 전처리 공정의 영향을 알아보기 위하여 Fig. 1.과 같은 공정의 각각 다른 전처리를 Table. 2.에 따라 4가지의 방법을 사용하여 각각 시행하였으며, 전처리 용액의 조성과 전처리조건은 Table. 1.에 나타내었다. 전류밀도와 교반속도가 도금 층의 성장 방향에 미치는 영향을 관찰하기 위하여 XRD 분석을 시 행하였다.9)
Ultrasonic Cleaning
Cathode Electro-Cleaning
Activation Cathode
Electro-Activation
Au Strike Plating
Au Plating
Fig. 1 Block Diagram of Au plating Process
A → Rectifier
B → Temper atur e contr oller C → Ammeter
D → Specimen locker
E → Type 304 Stainless Steel F → Pt coated Ti net
Fig. 2 Schematic diagr am of electr oplating appar atus
Table 1. Chemical composition of pr e-tr eatment
Bath Ultrasonic cleaning Cathode electro
cleaning Activation Composition
(wt%)
Na2SiO3
C18H20O3SNa
45 5
NaOH Na2CO3
Na2SiO3
12 43 19
H2SO4 7
Temp. 55℃ 25℃ 25℃
Current
density 5 A/dm2
2.0 A/dm2 (in case of cathodic
electro activation)
Time (min) 15 5 2
Table. 2 Var iation of pr etr eatment
U.C : Ultrasonic Cleaning , C.C : Cathodic electro-Cleaning A : Activation , C.A : Cathodic electro-Activation S.P : Strike Plating , P : Plating
U.C C.C A C.A S.P P
A ○ ○ ― ― ― ○
B ○ ○ ― ― ○ ○
C ○ ○ ○ ― ○ ○
D ○ ○ ― ○ ○ ○
Table. 3. Str ike bath and gold plating bath composition
Strike Bath Component
Perchloric Acid , HClO4
Sulfuric Acid , H2SO4
Cobalt Sulfate ( CoSO4·7H2O )
Hydroethane Phosphonic Acid , CH3C[PO(OH)2]2OH ) Cyanide gold
pH Be Temp.
26.3 ㎖/ℓ 13 ㎖/ℓ
1.5 g/ℓ 6 cc/ℓ 2.5 g/ℓ
≤1 5 25℃
Gold Plating Bath Component KAu(CN)2
Citric Acid , C6H8O7·H2O Cobalt Sulfate , CoSO4·H2O
Diammonium Hydrogenictrate, (NH4)2·HC6H5O7
pH Be Temp.
5 g/ℓ 100 g/ℓ
10 g/ℓ 80 g/ℓ 3.5 ∼ 3.8
12∼13 condition
3. 실험결과
3.1 금도금의 전처리 공정이 부동태 피막에 미치는 영향
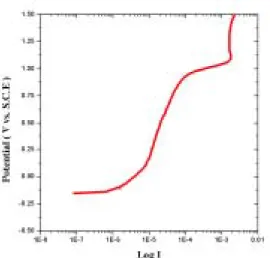
각각의 전처리 공정이 부동태 피막제거 정도를 관찰하기 위하여 Table. 2.의 조건에 따라 4가지의 시편을 제작하였다. 각각의 전처리 공정 직후에 스트라이크 도금에 침지 하여 Corrosion Potential의 변 화를 관찰하였다. Fig. 3.은 스트라이크 도금액에서의 ANSI 304 시편 의 양극분극 곡선을 나타내었다. Fig. 3.에서 보는바와 같이 시편은 -0.1V(SCE)의 부식전위를 나타내고 있으며 Fig. 4.은 전처리 작업 후 스트라이크 도금액 내에 침지 하여 rest potential을 측정하여 전처 리 공정에서 시편의 부동태 피막 제거의 영향을 알아보았다. 스트라 이크 도금액은 낮은 pH를 가지고 있기 때문에 침지한 상태에서 시 간이 지남에 따라 부동태 피막을 미세하게 파괴시키는 경향을 나타 내고 있으며 Ultrasonic Cleaning과 Cathodic electro-cleaning, activation, Cathodic electro activation의 영향을 비교한 결과 스트라이크 도금액 상에선 Cathodic electro activation의 처리 후에 가장 낮은 전위 값을 보이고 있다. 이를 보면 전처리가 부동태 피막의 제거 효과를 가장 잘 나타내고 있는 것은 Cathodic electro activation의 처리인 것을 알 수 있으며, 초음파세척이나 음극전해 탈지의 경우는 부동태 피막 파 괴의 영향은 없고 단순한 시편 표면의 이물질 제거에만 영향을 미 치는 것을 알 수 있다.
Fig. 3. Anodic polar ization of AISI 304 in str ike plating solution
Fig. 4. Var iation of cor r osion potentials in str ike bath depending on each pr e-tr eatment
3.2 전처리 공정이 도금피막의 부식성에 미치는 영향
활성화 처리와, 전해 활성화처리, 스트라이크 도금이 부식저항성에 미치는 영향을 관찰하기 위하여 0.1N NaCl과 0.1N HCl에서의 부식 거동을 A. C Impedance 시험을 통하여 관찰하였다.
Fig. 5.(a),(b), Fig. 6.(a),(b)는 스트라이크 도금이 미치는 영향을 관찰 한 것인데, NaCl 수용액에서는 Rp 값의 변화가 거의 나타나지 않고 있지만, HCl 수용에서는 스트라이크 도금을 시행한 시편의 경우가 훨씬 높은 부식저항성을 나타내고 있음을 잘 보이고 있다. 이는 스 트라이크 도금을 시행하는 경우 도금피막의 부식저항성의 증가를 잘 나타낸다.
Fig. 7.(a),(b), 8.(a),(b)의 경우는 활성화 처리 공정 중 전해처리를 병 행한 전해 활성화 처리와 일반적인 참지 활성화 처리의 두 가지 공 정의 경우로 비교한 그래프이다. 이 결과 값 역시 NaCl 수용액에서 는 거의 동일한 값을 나타내고 있지만 HCl 수용액에서는 전해활성 화 처리를 시행한 시편의 피막인 경우가 더 높은 Rp값을 나타내고 있다. 이는 뒤에서도 나타나듯이 더 좋은 밀착성을 가지는 시편의 경우일수록 더 높은 부식저항성 까지 가지게 됨을 보이는 것이며, 부동태 피막 제거의 성능이 높은 전처리의 공정을 시행하면 부식 저항성이 높아지는 것을 잘 보이고 있다.
Fig. 5. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment(str ike plating) in 0.1N HCl
solution (a)
(b)
(a)
Fig. 6. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N NaCl solution
(b)
(b)
Fig. 7. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N HCl solution
(a)
Fig. 8. Impedance spectr a in Nyquist and Bode pr esentation obtained fr om var iation of pr etr eatment in 0.1N NaCl solution
(a)
(b)
3.3 전처리 공정이 도금피막의 기계적 성질 (밀착력, 경도)에 미치는 영향
각각의 조건이 도금피막의 기계적 성질에 미치는 영향을 보기 위하 여 5g 하중에서 Micro-Vickers 경도시험과 0∼80 N 범위에서의 Scratch 시험을 시행하였다.
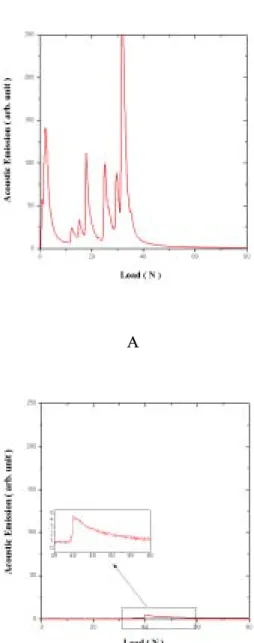
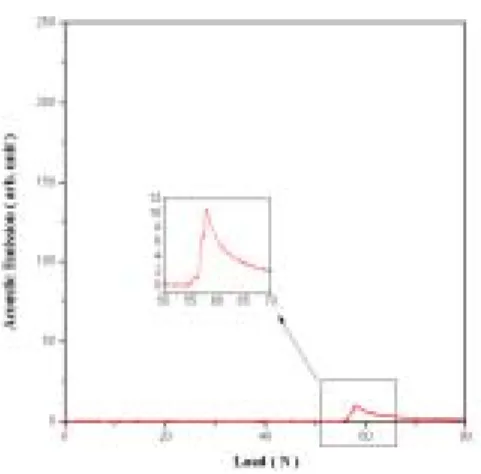
Fig. 9.과 Fig. 10.은 스트라이크 도금이 피막의 밀착력에 미치는 영 향을 Scratch 시험을 통하여 관찰한 그래프이다. 상대적인 값인 Acoustic Emission 값을 통하여 피막의 파괴 하중 한도 값을 비교한 결과 Fig. 9.에서 보는 바와 같이 스트라이크 도금을 시행한 경우(B) 는 약 40N의 지점에서 피막의 파괴현상을 나타내고 있지만 스트라 이크 도금을 시행하지 않은 A조건의 시편인 경우 하중을 가하는 순 간 피막의 파괴현상을 보이고 있다. 이는 스트라이크 도금만을 시행 하여도 어느 정도의 밀착력을 가지는 것을 보이는 것으로 스트라이 크 도금 작업시 부동태 피막이 제거되어 밀착력이 향상되고 있음을 나타낸다.
Fig. 10.의 경우는 활성화 처리(C)와 전해 활성화 처리(D)의 두 가지 를 비교한 그래프이다. 그래프에서 나타나듯이 활성화 처리를 한 경 우는 약 55N에서 파괴현상을 나타내지만 전해활성화 처리의 경우 80N까지 양호한 밀착력을 나타내고 있다. 위의 결과를 종합해 볼 때 스트라이크도금인 경우 40N, 활성화처리까지 병행한 경우 55N, 활성화 처리를 전해활성화 처리로 변경한 경우 비파괴의 밀착력의 향상 거동을 나타내고 있으며 이는 각각의 전처리 시에서의 부동태 피막 제거에 따른 밀착력이 향상함을 보이고 있다.
.
Fig. 9. Effect of pr e-tr eatment on adhesion deter mined fr om A.E.
of scr atch test
( 40℃, 400 r pm, 1.0 A/dm2 ) A
B
Fig. 10. Effect of pr e-tr eatment on adhesion deter mined fr om A.E.
of scr atch test
( 40℃, 400 r pm, 1.0 A/dm2 ) C
D
B
D
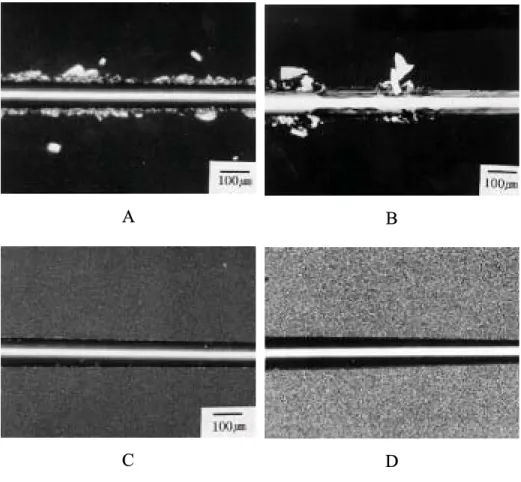
Fig. 11.은 각각의 긋기 시험에서의 파단면의 형상을 보이고 있다.
긋기 시험의 tip이 지나간 부분의 경계면이 깨끗한 경우가 피막의 밀착력이 좋은 경우를 나타내며 피막이 터지는 현상을 보이면 밀착 력의 한계를 넘어선 것으로 판단한다. 사진에서 나타나는 것처럼 전 처리의 효과는 밀착력에 향상에 영향이 큰 것으로 나타나고 있다.
Fig. 11. SEM micr ogr aphs of gold plated sur faces with var ious adhesion
( 40℃, 400r pm, 1.0 A/dm2 )
A
C
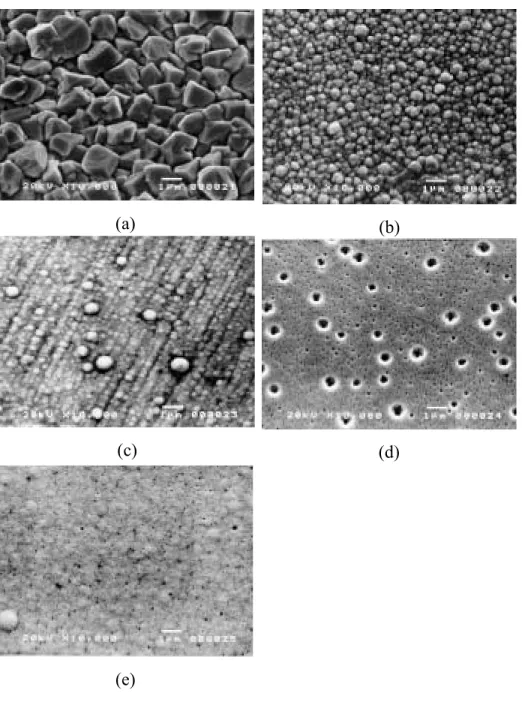
Fig. 12.는 액온 40℃, 400rpm의 교반속도에서 전류밀도의 변화에 따 른 피막 표면형상의 변화를 나타내고 있다 전류밀도의 상승에 따라 표면은 점차 평활해져 가고 있으며 전착입자의 크기가 감소함을 보 이고 있고 이러한 감소치가 피막의 기계적 성질에 미치는 영향을 관찰하기 위하여 경도시험을 실행하였다.
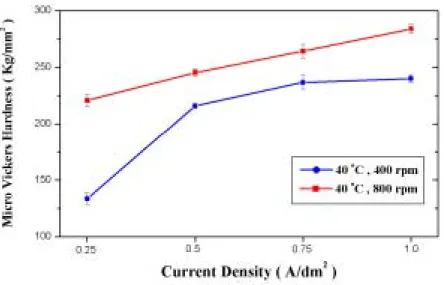
Fig. 13.은 전류밀도의 변화에 따른 경도 값의 변화를 나타내는데 그 림에서 보는 바와 같이 전류밀도의 증가는 경도 값의 증가를 나타 내고 있다. 이는 Fig. 12.에서 나타난 바와 같이 전류밀도의 증가는 전착입자를 미세하게 하고 그로 인하여 시편의 도금 층은 더 좋은 기계적 성질을 가지게 되는 것이라 사료된다.
Fig. 14., Fig. 15.는 도금액온과 교반속도의 증가에 따른 경도 값의 변화를 나타내고 있다. 전류밀도에 비하여는 적은 증가치를 나타내 고 있다. 다음은 도금액온 변화에 따른 그래프인데 도금액온 역시 도금액온의 상승에 따라 경도값의 증가를 나타내고 있다. 따라서 도 금시의 도금액의 온도, 교반속도, 전류밀도 값은 전착입자의 크기에 영향을 주게되어 도금피막의 기계적 성질에 영향을 미치는 것으로 나타났다.
3.4 전류밀도가 피막의 성장 방향에 미치는 영향.
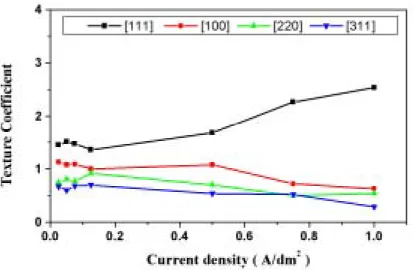
Fig 16.은 전류밀도 변화에 따른 우선성장 방위를 XRD를 사용하 여 TC를 측정하여 비교하였다. 4가지의 우선방위의 각각의 TC 값에 서 가장 높은 TC를 가지는 방위가 시편의 우선성장 방위를 나타내 는 것이다. 그림에서 보는 바와 같이 저 전류에서는 뚜렷한 우선성 장 방위를 나타내고있지 않지만 전류밀도가 상승함에 따라 [111] 우 선방향의 점유율이 점차 증가하는 것으로 나타나고 있으며 저 전류 에 비하여 고 전류에서 훨씬 높은 [111]우선방위를 나타내고 있다.
그러나 도금액온의 변화나 교반속도의 변화를 준 경우에는 뚜렷한 방위의 변화를 나타내지는 않았다. 또한 [111]방향은 라멜라 구조를 가지고 있다고 알려져 있는데, 이는 기둥모양의 적층 성장을 말하며 Fig. 17.에 나타나고 있다.
(a) (b)
(c) (d)
Fig. 12. SEM micr ogr aphs of gold plating depending on the cur r ent density ( 40℃ , 400 r pm )
(a) 0.25 A/dm2 , (b) 0.5 A/dm2 , (c) 0.75 A/dm2 , (d) 1.0 A/dm2 , (e) 2.0 A/dm2
(e)
Fig. 13. Har dness var iation with cur r ent density
Fig. 14. Har dness var iation with agitation speed
Fig. 15. Har dness var iation with bath temper atur e
Fig. 16. Var iation of pr efer r ed or ientation of gold deposits obtained fr om cur r ent density
Fig. 17. SEM micr ogr aph of cr oss section (SEM , ×5000)
4. 고 찰
4.1 r est potential 측정
스테인리스강은 재생력이 높은 부동태 피막을 생성하기 때문에 이 를 제거하여야 좋은 밀착력을 가지는 도금피막을 얻을 수 있다. 따 라서 전처리 공정이 시편의 부동태 피막제거의 효과를 관찰하기 위 하여 rest potential을 각 전처리 공정이 끝난 후 측정하였다. rest potential은 스트라이크 도금액에서 800초간의 전위 측정을 통하여 관찰하였다. 그림 에 나타난 것은 스트라이크 도금액 내에서 스테인 리스강의 양극 분극 곡선을 나타내는데 그래프에서 보면 부식전위 는 약 -0.1 volt(SCE)를 나타내고 있으며 부동태 피막의 생성은 거의 나타나지 않고 있다. 이는 스트라이크 도금액 자체의 강산의 성질로 인하여 스트라이크 도금액이 활성화 처리의 성격을 포함하고 있음 을 나타내고 있다. 각 전처리 공정이 끝난 후 시편을 스트라이크 도 금액에 침지한 결과 탈지공정 후 침지한 경우는 퍼텐셜의 감소현상 을 보이는데 이는 스트라이크 도금액에서 시편 표면의 부동태 피막 의 파괴에 의한 현상으로 보이며 활성화 처리와 전해활성화 처리인 경우는 potential의 증가를 나타내고 있다. 따라서 위의 결과로 추정 할 때 전처리 공정중 초음파탈지와 음극전해탈지의 경우 단순한 시 편 표면의 세정과 표면장력의 감소만을 위한 공정이며 활성화 처리 를 하여야만 표면의 부동태 피막이 제거됨을 알 수 있었다.
4.2 A.C. Impedance 시험
전처리가 도금피막의 부식저항성에 미치는 영향을 평가하기 위하여 0.1N NaCl과 0.1N HCl에서 A.C. Impedance 시험을 시행하였다. 용액 은 pH의 변화를 주는 두 가지의 용액을 부식전위 ±10mV에서 주사 속도 0.1∼1000 KHz에서 시험하였다. 스트라이크 도금을 시행한 시 편의 경우가 시행하지 않은 시편의 경우에 비하여 산성 분위기에서
는 훨씬 높은 부식저항성을 나타내었으며 활성화 처리 역시, 침지만 을 시행한 활성화 처리의 경우보다 음극전해 활성화 처리의 경우가 훨씬 높은 부식저항성을 나타내었다. 그러나 중성의 Cl 분위기에서 는 모든 경우가 높은 부식 저항성을 나타내고 있다. 여기서 나타나 는 임피던스 시험의 결과로 볼 때 도금시편의 경우 전처리의 효과 로 인한 피막의 밀착력은 도금제품의 기계적 성질뿐만 아니라 부식 저항성에도 크게 영향을 미치는 것을 알 수 있었다.
4.3 우선성장 방위 관찰
도금피막의 우선성장 방향을 관찰하기 위하여 X-ray diffractometer를 사용하여 preferred orientation을 관찰하였다. TC (texture coefficient)값 을 구하여 우선성장방향을 비교하였으며 TC는 다음의 식에 의해 계 산한다.
TC = (Ihkl/Iohkl)/{(1/n) Σ(Ihkl/Iohkl)}
여기서 Ihkl와는 시편에서 측정된 (hkl)의 반사강도 값이며 Iohkl는 표 준 분말이 나타내는 반사강도 값이다. n은 측정된 성장방향의 개수 를 나타낸다. 위의 식에 따라 계산된 TC의 값을 그림 에 나타내었 다. 4가지
지의 성장 방향은 [111],[220], [100]. [311] 의 성장방향에 대한 상대 적 수치를 나타내므로 여기서 n은 4를 사용하였으며 TC는 상대적인 함수로 나타나는 것이므로 그림 X를 보면 전전류 밀도에서는 뚜렷 한 우성방위가 나타나고 있지 않지만 0.5 A/dm2에서부터 [111] 우선 방위가 뚜렷해지기 시작하여 전류밀도의 상승과 더불어 더욱 뚜렷 한 성장 방향을 나타내고 있다. 이는 전류밀도가 도금피막의 성장 방향에 영향을 주고 있음을 잘 나타낸다.
5. 결 론
1. 전처리 공정후의 부식 전위를 비교한 결과 Cathodic-electro Activation, Activation, Cathodic electro-cleaning, Ultrasonic Cleaning 의 전처리 순으로 부식전위가 낮은 값을 나타내었다.
2. 0.1 N HCl 및 0.1N NaCl 수용액에서 실시한 A.C. Impedance시험 결과 스트라이크 도금을 실시한 경우가 실시하지 않은 경우 보다 높은 부식저항성을 나타내었으며, 전해 활성화 처리를 실시한 시편 이 활성화 처리를 실시한 시편보다 높은 부식 저항성을 나타내었다.
3. 긋기시험결과 스트라이크 도금이 밀착력을 향상 시켰으며, 전해 활성화 처리를 실시한 시편이 활성화 처리를 실시한 시편보다 더 우수한 밀착력을 나타내었다.
4. 도금 전류밀도를 증가시킴에 따라 전착입자가 미세하고 평활 하 게 되었으며 경도 값이 증가하였다. 그러나 교반속도는 별다른 영향 을 보이지 않았다.
5. 도금 전류밀도를 증가시킴에 따라 [111] 우선방위가 점차 우세한 경향을 나타내었다.
PART 2.
EC-Test 기법을 이용한 니켈도금 층의
내식성평가
1. 서 론
Ni 및 Ni-Cr 도금피막의 경우 제품의 빠른 부식 수명 측정을 위하여 가속부식시험이 필요하다. 오랫동안 사용되어 왔던 가속 부식 시험 방법은 염수분무 시험법으로 그 사용 부식 액의 종류에 따라 중성 염수분무시험, 아세트산 산성 염수 분무시험 과 CASS (copper accelerated acetic spray) 시험으로 크게 구분된다. 그러나 이러한 염 수분무시험10,17)은 녹 발생까지의 시간을 측정하거나 부식 면적 율로 시험결과를 나타내는데 시험 검사자의 숙련이 요구되고 시험검사자 의 주관이 개입할 수 있다는 단점을 가지고 있다. 따라서 좀더 정확 히 표면 처리 한 금속피막의 내식성을 정량화하고 시험시간을 단축 하여 장기간 노출시험 결과를 재현할 수 있는 전기 화학적 측정기 법의 개발이 필요하다. 전기 화학적 기법을 통한 금속피막의 내식성 평가방법은 피막의 내식성을 측정하고자하는 모든 표면처리 업체에 서 활용할 수 있으며, 뛰어난 장점은 단기간에 금속피막의 내식성을 정량적으로 평가할 수 있으므로 제품의 품질향상과 신제품 개발을 위한 기본 데이터의 활용도 가능하여 많은 경제적인 이점을 가질 것으로 사료된다. 이러한 정량적인 전기 화학적 가속 부식시험법이 EC-TEST이다.12),13) EC test는 ASTM B627-84에 명시된 전기화학적 방 법의 하나로서 SCE전극을 기준으로 +0.3V의 정전위에서의 실험과 전류밀도 3.3 mA/Cm2의 임계 전류밀도값을 갖게 되면 그 전류를 유 지하는 정전류 실험으로 Mode 전환을 하도록 구성되어 있다. SCE +0.3V 와 전류밀도 3.3 mA/Cm2의 값을 갖는 이유는 최종층인 Cr층 의 용해를 막고, 내식성의 결정하게 되는 Ni층에 대한 용해량을 측 정하기 위한 목적으로 사용되고 있다. 또한 일정 간격으로 test 시간 의 On, Off를 반복함으로서 각 사이클에서의 부식 전위의 변화를 측 정하게 된다. 이는 각 사이클에서의 test 시편의 부식전위를 측정함 으로서 모재의 노출 및 각 layer의 용액 노출을 알기 위한 목적으로 사용하고 있다. 본 연구에서는 염수분무시험과 전기화학가속시험인 EC-test를 Ni 도금 시편에 각각 실시하여 두가지 방법 간의 상관관 계를 알아보고자 한다.
2. 실험방법
2.1 강판에서의 니켈도금 시편의 내식성 평가방법
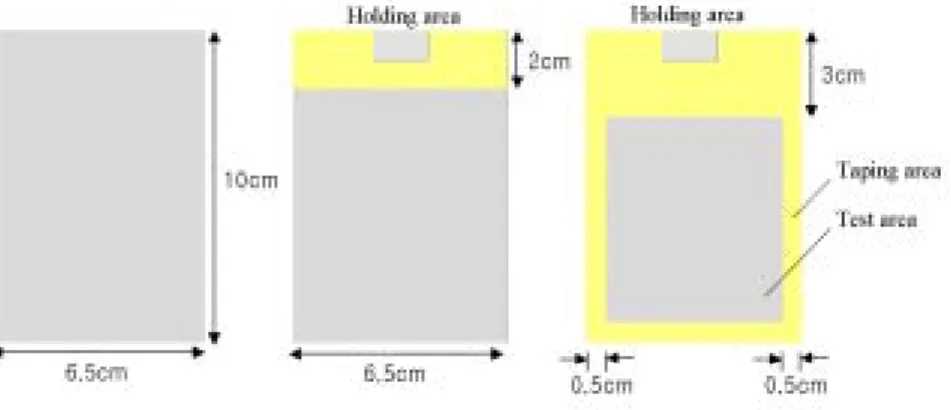
음극은 Taping으로 면적을 제어한 steel(100mm×65mm×3mm)을 사 용하여 시편의 면적제어 방법은 Fig. 18.에 나타내었으며 양극은 pt 를 도금한 Ti 망상을 사용하였다. 전처리 용액의 조건과 니켈도금 액의 조성은 Table 4.에 나타내었고, 도금공정은 Fig. 19의 절차에 따 라 시행하였으며 stirring bar를 사용하여 교반속도를 0, 250, 500 rpm 로 변화시키고 전류밀도를 2.5, 5, 10 A/dm2로 변화를 주어 적절한 도금조건을 조사하였다. 각각 표면형상 절단면 관찰을 시행하고, 전 착층의 두께 측정을 통하여 시편의 도금작업시의 전류효율을 관찰 하여 적절한 도금조건을 선택하였다. 5, 20㎛의 Ni 도금시편의 두께 변화에 따른 시편의 부식저항성을 관찰하기 위하여 PotentioDynamic Test, A.C. Impedance Test, EC-Test, Salt spray test를 시행하였다.
Potential Dynamic 시험은 5 wt%의 NaCl 수용액 내에서 0.1mV/sec의 주사속도로 -1.0 ∼ 1.0 V까지 시험을 시행하여 각각의 부식거동을 비교, 관찰하였다. EC-Test는 1Cycle에 2분 on, 2분 off의 타임을 주 어 5, 10, 15, 20 cycle의 간격에서 부식 진행 량을 관찰하였으며, 정 전위는 300mV(vs/S.C.E.) 정전류는 3.3 mA/Cm2의 조건에서 cycle 변 화에 따른 부식량을 측정하였다. 염수분무시험은 5 wt%의 NaCl 수 용액을 사용하였으며, chamber Temp. 47℃, 분무 공기압 0.09MPa, 염 수 분무온도는 35℃의 상태를 주어 최대 96시간까지의 분무시간동 안 시험,관찰을 시행하였다. 염수분무의 시간과 EC-Test의 cycle의 charge량과의 상관 관계를 알아보기 위하여 각각의 rating number를 상호 비교하였다.
Table. 4. Chemical composition of pr e-tr eatment and Ni plating bath
Bath Dipping cleaning Activation Ni plating solution Composition
(wt%)
Na2SiO3
C18H20O3SNa 45
5 H2SO4 7
NiSO4·6H2O NiCl2·6H2O
H3BO3
240 g/l 45 g/l 30 g/l
Temp. 50℃ 25℃ 50℃
Current
density 2.5, 5, 10 A/dm2
Time (sec) 60 10
Fig. 18. Masking of specimen
Fig. 19. Block Diagr am of Ni plating Pr ocess Polished steel Dipping cleaning Rinsing Activation
Rinsing
Rinsing Ni plating Dr y
3. 실험결과
3.1 분극시험
Ni 도금시편의 Ni 도금 두께에 따른 분극거동을 관찰하였다.
용액은 5 wt%의 NaCl 수용액을 사용하여 측정하였으며 결과는 Fig.
20.에 나타내었다. Fig. 21.에서 보는바와 같이 pure Fe인 경우 부동 태영역은 나타나지 않았으며 Ni의 경우 부동태 영역이 짧게 나타났 고, pure Cr인 경우 가장 큰 부동태영역을 나타내었다. Fig. 22.의 그 림은 니켈도금후의 동전위 분극곡선을 나타낸 결과이다. Ni도금을 시행한 Fe 판 상인 경우 도금피막의 두께가 증가할수록 더 넓은 부 동태 영역을 나타내는 것으로 나타나고 있다. 이 결과는 도금피막의 두께 증가는 양극전류의 감소를 가져옴을 보이고 있다.
Fig. 20. Potentio-dynamic cur ves of pur e Fe, pur e Ni and pur e Cr in open-to-air 5 wt% NaCl solution
Fig. 21. Potentio-dynamic cur ves on Fe specimens with two differ ent types thickness of plated Ni
3.2 염수분무시험
도금피막의 두께변화에 따른 부식저항성을 관찰하기 위하여 가장 널리 사용되고 있는 염수분무 시험을 통하여 rating number를 측정해 부식저항성을 비교하였다. Fig. 22.에서 나타나는 바와 같이 시간의 경과에 따라 rating number가 감소를 나타내고 있으며 두께의 증가는 부식저항성을 증가시킴을 잘 나타내고 있다. 적청의 발생은 5㎛ 두 께의 시편인 경우 2시간, 20㎛ 두께의 시편인 경우 8시간에서 적청 이 발생하는 현상을 보이고 있다. Fig. 23., Fig. 24.는 시간에 따른 염수분무 시험후의 두께별 시편의 표면을 나타내고 있다.
Fig. 22. Var iation of r ating number with SST(salt spr ay test) time
Fig. 23. Sur face micr ogr aphs of Fe + 5㎛ Ni specimen with the SST(salt spr ay test) time
(a) 24 hour s (b) 72 hour s (c) 96 hour s (d) 120 hour s
(a) (b)
(c) (d)
1㎝ 1㎝
1㎝ 1㎝
Fig. 24. Sur face micr ogr aphs of Fe + 20㎛ Ni specimen with the SST(salt spr ay test) time
(a) 24 hour s (b) 72 hour s (c) 96 hour s (d) 120 hour s
(b) (a)
(d) (c)
1㎝ 1㎝
1㎝ 1㎝
3.3 EC-Test
전기 화학적 가속 시험인 EC-test를 시행한 결과는 Fig. 25. 나타내었 다. Fig. 26.에서 보는 바와 같이 charge량에 따라 부식이 진행되어 감을 알 수 있으며 두께 변화에 따라 부식의 속도는 약 1 Cycle정도 의 차이를 보이고 있다. rating은 ISO 10289의 표준도와 시편 표면의 대조법을 이용하여 관찰하였으며 시편의 표면을 Fig. 28., Fig. 29.에 나타내었다. 이 결과를 염수분무 시험 결과와 비교한 것이 Fig. 30, Fig. 31.이다. 염수분무에 비하여 EC-Test의 경우 동일 부식량에 도달 하기 위한 시간의 단축효과가 나타나고 있다. rating Number의 비교 법을 이용하여 염수분무에서 얻은 rating과의 상관관계를 관찰하였 다. 5㎛의 시편의 경우(Fig. 28.)는 약 13.8배 20㎛의 시편(Fig. 29.)인 경우 21배의 단축효과를 나타내고 있었다.
Fig. 25. Var iation of r ating number with EC-test cycles
Fig. 26. Sur face micr ogr aphs of Fe + 5㎛Ni with EC-test cycles (a) 5 cycles (b) 10 cycles (c) 15 cycles (d) 20 cycles
(a) (b)
(c) (d)
1㎝ 1㎝
1㎝ 1㎝
Fig. 27. Sur face micr ogr aphs of Fe + 5㎛Ni with EC-test cycles (a) 5 cycles (b) 10 cycles (c) 15 cycles (d) 20 cycles
(a) (b)
(c) (d)
1㎝ 1㎝
1㎝ 1㎝
4. 고 찰
4.1 EC-test 와 염수분무시험과의 관계관찰
EC-test는 일반적으로 Ni-Cr 도금시편의 촉진 시험으로 시도가 되고 있으나 이번 실험에서는 Ni 단일 도금 층에 대하여 시험을 실행하 여 염수분무 시험과의 관계를 알아보았다. Fig 28과 Fig 29.는 5㎛
Ni 도금시편과 20㎛ Ni 도금시편을 염수분무 시험과 EC-Test에서 각 각의 시간변화에 따른 rating number의 변화를 나타낸 graph이다.
graph의 기울기 값으로 rating number 9∼7까지의 변화량에서 시간과 rating number 변화의 관계 비를 계산하여 보면
5㎛ Ni 도금의 경우(Fig. 28)
( 80- 20) min
( 8- 5)Rati ng = 60 min
3Rating = 20 min
Rating
(EC-test 경우)( 24 - 1)hou r
( 9 - 4)Rati ng = 23hour
5Rating = 4.6hour
Rating
(염수분무인 경우)EC : SST = 1
3 hour : 4.6 hour = 1 : 13.8
20㎛ Ni 도금의 경우(Fig. 29)
( 60 -20) min
( 9 - 7)Rati ng = 40 min
2Rating = 20 min
Rating
(EC-test 경우)( 16 -2)hou r
( 9 - 7)Rati ng = 14hour
2Rating = 7hour
Rating
(염수분무 경우)EC : SST = 1
3 hour : 7 hour = 1 : 21
5u Ni과 20u Ni의 Rating에 따른 염수분무 시간을 Rating 9 ∼ 7 의 범위에서 비교해 보면, 4.6hour 대 7hour로 두께가 증가할수록 Rating 에 따른 염수분무 시간이 증가하는 것을 알 수 있다. 그리고, EC test와 염수분무와의 관계 비를 비교해보면, 5㎛인 경우 13.8배 20㎛
인 경우 21배의 속도 증가량을 보이며 이는 Ni의 두께가 증가할수 록 관계비가 증가함을 알 수 있다. 그러나 각각의 시간대비를 본다 면, 5㎛ 니켈도금에서 염수분무 시험의 경우 rating number가 1 낮아 지는데 4.6hour 20㎛니켈 도금인 경우 rating number가 1 낮아지는데 7hour의 시간이 소모되어 두께가 15㎛ 증가함에 따라 시험의 시간이 2.4hour의 증가를 유발하였으나 EC-test의 경우에는 니켈도금의 두께 가 증가하였음에도 rating number의 감소 시간에는 영향을 미치지 않 고 있어 두께가 증가하여도 시험시간의 증가를 유발시키지는 않아 두께가 두꺼워 질수록 Ec-test는 시간 감소 효과를 크게 나타내고 있 다.
Fig. 28. Var iation of test time with r ating number for Salt spr ay and EC-test, r espectively in the case of Fe + 5㎛ Ni in 5wt% NaCl
Fig. 29. Var iation of test time with r ating number for Salt spr ay and EC-test, r espectively in the case of Fe + 20㎛ Ni in 5wt%
NaCl
5. 결 론
1. EC test 결과와 염수분무시험 결과는 서로 잘 호환되었으며, EC test가 보다 rating number의 변화에서 더 정량 화된 결과를 나타내었 다.
2. EC test와 염수분무시험의 시험결과를 비교해 본 결과 EC test가 염수분무시험보다 Fe+5m Ni도금 시편의 경우는 14배, Fe+20m Ni 도 금시편의 경우는 21배 더 빠르게 도금시편의 내식성 평가를 할 수 있었다.
PART 3.
강판 및 유기도장 강판에의
복합부식시험법을 이용한 내식성 평가
1. 서 론
제품의 수명을 측정하기 위한 대체 가속 시험 방법으로서 사용되고 있는 염수분무, 연수 침지 시험법의 가장 큰 단점은 옥외노출 대체 시험법으로는 계속하여 변화하는 환경을 대체하기에는 단순한 분위 기의 가속시험이라는 단점을 지니고 있다. 이를 보완하기 위하여 나타난 시험법이 바로 복합부식 시험법이다.2)∼4) 선진국이나 자동차 업계에서는 옥외시험법의 가속시험 방법으로 광범위하게 사용하고
있다.1) 염부순무10,17)나 염수침지, 건조, 습윤등의 환경 부식 인자들을
사용환경에 유사하게 반복하여 좀더 옥외노출 시험에 가까운 결과 를 얻을 수 있는 장점을 가진 시험이며, 본 시험에서는 자동차업계 에서 가장 많이 사용하고 있는 자동차용 도장강판에 대한 촉진 시 험 패턴에서 건조공정과 습윤공정의 시험 시간을 변화를 주어 각각 의 인자가 부식성향에 미치는 영향을 관찰하여 보았다. 나강판에 미 치는 영향을 알아보기 위하여 동일한 패턴을 나강판 시편에 적용하 여, 각 패턴의 사이클 변화에 따른 표면관찰, 부식감량, 두께감소를 측정하여 패턴 변화에 따른 부식정도의 차이를 비교하였으며, 자동 차용 도장강판을 사용하여 동일 패턴에서의 표면관찰, 최대팽창폭, 최대 박리폭을 관찰하여 기존의 대표적인 시험법인 염수분무만을 시행한 경우와 복합부식의 패턴 변화에 따른 부식가속도를 비교하 여 보았다.
2. 실험방법
2.1 자동차용 도장강판 시편 제작
나강판(70×150×1MM)의 시편에 상도까지 (Steel+Base-coat+Middle- coat+Top-coat) 완전히 시행한 시편을 제작하였다. 각 시편의 도장종 류 및 열처리는 Table. 5.에 나타내었다. 도장시편에 복합부식 시험 을 하기 위하여 우선 시편의 사이드 부분을 상단은 1Cm 나머지 부 분은 5mm의 간격으로 tape masking을 시행하였다. 그 후 면도날을 사용하여 길이 6Cm의 흠을 X자 형태로 Fig. 30.과 같이 흠을 내어 복합부식시험을 시행하였다.
Table. 5. Or ganic coatings
Organic Coating heat-treatment Base-coat Epoxy/Urethane 160℃, 15 min Middle-coat Polyester/Melamine 150℃, 15 min Top-coat Acril/Melamine 150℃, 15 min
Fig. 30. Pr e-tr eatment of or ganic coated specimen
2.2 나강판의 복합부식시험
본 연구에 사용된 시험편은 형상과 크기가 70×150×1MM인 평판 으로 된 Fe판을 사용하였다. 실험 전에 시험편의 표면을 아세톤을 이용하여 탈지하고 세정을 한 후 건조시킨 시험편의 중량과 두께를 측정한 후 tape masking을 행하였다. 이렇게 준비된 시험편을 복합부 식시험기와 염수분무시험기에서 염수분무(Salt Spray), 염수침지(Salt Dipping), 건조(Dry), 습윤(Wet) 등의 항목을 Table 6.을 따라 복합부 식 시험을 행하였다. 실험이 끝난 시험편은 Masking을 제거하고 7 0℃의 20% 구연산 이 암모니움 ((NH4)2C6H6O7) 수용액에 30분간 침 지 시켜 부식생성물을 제거하였다. 제거가 곤란한 경우에는 침지시 간을 부식 생성물이 제거될 때 까지 연장하였으며 소량의 잔류는 Wire Brush를 사용하여 제거하였다. 판 두께 감소치는 3개의 시험편 에 대하여 구하였으며 그 평균값을 나타내었다. 시험편의 평가면을 Fig. 31.에 나타내었다. 시험편의 평가면은 Masking 부분으로부터 약 5MM를 제외한 범위로서 Fig. 31.에 표시한 것처럼 15구획으로 나누 어 평가하였다. 각 구획에 대해 육안으로 판 두께 감소치가 최대라 고 생각되는 지점을 Point Micrometer를 사용하여 소수점 이하 3자리 까지 측정하여 유효숫자로서 소수점 이하 2자리로 반올림한 값을 사용하였다. 각 구획마다 최대 판 두께 감소치(원판두께 - 최소의 판 두께)를 구해 다음 식에 의해 15구획의 최대 판 두께 감소 치의 평 균을 구해 이것을 판 두께 감소 값으로 나타내었다.
S1MAX+S2MAX+S3MAX+ --- 15
판 두께 감소
여기서, SiMAX : 각 구획의 최대 판 두께 감소치
시험편의 질량변화를 보정하기 위하여 사용한 교정용 시험편
(BLANK 재)은 70℃의 20% 구연산 이 암모니움 수용액에서 30분간 처리하였으나 이 경우 Brush는 행하지 않았다. 시험편의 질량(G)을 소수점 이하 4자리까지 측정해 소수점 이하 3자리로 반올림해 다음 식에 의해 부식감량(X)을 구하였다.
W0-W1
A
△W A
L = × 106 × 106
L : 보정 전의 시험편의 부식감량 (G/M2) W0 : 시험편의 초기질량 (G) W1 : 부식생성물 제거 후의 질량 (G)
A : 시험편의 평가면적 (MM2)
△W : 질량의 감소량 (G)
WB0-WB1
AB
△WB
AB
P = × 106 × 106
P : BLANK 재의 감량 (G/M2) WB0 : BLANK 재의 초기질량 (G) WB : BLANK 재의 처리후의 질량 (G)
AB : BLANK 재의 표면적 (MM2)
△WB : BLANK 재의 질량 감소량 (G)
부식감량 (X) = L - P (G/M2)
시험편의 표면 모폴로지를 관찰하기 위하여 부식생성물을 제거하 기 전에 증류수로 세척한 시험편의 표면을 Image Analyzer를 사용하 여 관찰한 후 비교 평가하였다.
Fig. 31. Schematic small blocks for measur ing aver age decr ease in steel plated thickness
S-11 S-6 S-1
S-12 S-7 S-2
S-13 S-8 S-3
S-14 S-9 S-4
S-15 S-10 S-5
Edge of
masking tape 5 mm
2.3. 팽창폭과 박리폭의 측정
제작한 시편에 Table. 6.과 같은 패턴을 적용한 후 각 사이클별로 시 편을 채취하여 부식성향을 관찰하기 위하여 질량변화, 부식형상, 부 식생성물, 최대팽창폭, 최대 박리폭을 관찰하였다. 질량변화는 실험 전후 시편의 질량을 전자저울을 이용하여 0.1mg 단위까지 측정하였 으며, 각 패턴의 반복 시험 회수에 따른 부식 형상을 고 해상도 화 상기를 이용하여 관찰하고, 부식생성물을 EDS로 분석하였다. 부식으 로 인한 도막의 최대 팽창폭(Fig. 32.)을 Digimatic caliper를 사용하여 0.01mm 단위까지 측정하여 4개의 각 부분 중 흠에서 가장 먼 부분 까지의 팽창거리를 측정하여 최대 팽창폭으로 선택하였으며 Fig. 33.
과 같은 방법을 사용하여 박리를 시킨 후 Fig. 34.에서 X/2와 Y를 각각 측정하여 가장 큰 수치를 가지는 것을 최대 박리폭으로 선택 하여 최대 박리폭을 측정하였다. Table.7.은 각 Pattern 에서 부식실험 조건을 나타내고 있다.
Table. 6. Types of patter ns of cor r osion tests
Pattern
Condition Cycle (hour )
A Salt Spray Test 8
B Salt Spray Test(2 hours) - Dry(4 hours) -
Wet(2 hours) 8
C Salt Spray Test(2 hours) - Dry(2 hours) -
Wet(4 hours) 8
D Salt Spray Test(1 hours) - Dry(6 hours) -
Wet(1 hours) 8
E Salt Spray Test(2 hours) - Dry(4 hours,
60℃, 40%RH) - Wet(4 hours) 10 F Salt Spray Test(2 hours) - Dry(4 hours) -
Wet(4 hours) 10
※ 각각의 이행시간(각 조건으로 이행 후 그 조건의 규정온도 및 상대습도 에 도달할 때까지의 시간) 포함
Table. 7. Summar y of test conditions
Item Condition
Salt spray test
temp.relative humidity salt solution
35±1℃
95% RH 5±0.5%
Dry
temp.relative humidity
60±1℃
20∼30% RH
Wet
temp.
relative humidity
50±1℃
95% RH
angle at which test
specimens are supported
25。 to the verticalFig. 32. Deter mination of maximum blister width
fr ont
sectional
Fig. 33. Measur ement of peeling width Peeling tape
Fig. 34. Deter mination of maximum peeling width
3. 실험결과
3.1. 강판의 사이클별 부식감량
금속의 부식 평가에 일반적으로 이용되고 있는 부식감량을 통하 여 복합부식 사이클 패턴 변화에 대한 실험의 결과를 분석하였다.
실험 초기에는 Pattern A의 경우가 Pattern B, Pattern C, Pattern D, Pattern E의 경우보다 더 많은 부식감량을 보이고 있으나 6 사이클 이후부터는 복합부식 사이클에 의해 시행된 다른 모드에서의 부식 감량이 더 빠르게 진행되고 있음을 알 수 있다. 또한 21 사이클에서 는 Pattern B, Pattern E에서의 부식감량이 가장 많이 나타나는 것을 볼 수 있는데 실험 전 시험편 중량의 약 10% 정도가 감소하는 것을 볼 수 있다. 이와 같은 경향은 복합부식 시험편의 표면 모폴로지를 관찰했을 때와 같은 결과를 나타내고 있는데 그 결과를 Fig. 35.에 나타내었다.
Fig. 35. Weight loss depend on cycle
3.2. 강판의 사이클별 표면 관찰과 두께감소
각각의 복합사이클 모드에 의해 시행된 금속시험편의 침투부식을 평가하기 위해서 판 두께 감소를 측정하여 분석하였다. 시험편의 표 면 모폴로지와 무게감량에서 나타난 결과와 같이 시험편의 두께 감 소에서도 모든 시험모드에서 거의 같은 경향을 나타내었다. 다만, Pattern D에서의 두께감소가 Pattern A에 의한 시험편에서 나타난 값 보다 더 적은 값을 나타내고 있음을 알 수 있고, Pattern B, Pattern E 에서의 두께감소가 다른 모드보다 두드러지게 나타났으며, 최대두께 감소는 Pattern B에서 0.26mm의 감소를 보였다. 그 결과를 Fig. 36.에 나타내었다.
Fig. 36. Decr ease in thickness with cycles
3.3. 도장판의 팽창폭과 박리폭 측정
Fig. 37., Fig. 38.은 사이클 시험 후 최대팽창폭과 최대 박리폭을 측 정한 그래프이다. 복합부식에서 패턴변화의 경우 나강판에서 부식속 도에 영향을 미치는 인자는 건조의 영향이 가장 크게 나타나고 있 었지만, 도장강판의 시험결과에서는 습윤인자가 부식속도의 증가에 가장 크게 영향을 미치는 것을 나타내고 있다. Fig. 37의 경우 최대 박리폭은 뚜렷한 경향을 나타내고 있지는 않지만, 습윤인자가 4시간 인 Pattern C와 Pattern F인 경우가 Pattern A나 Pattern B에 비하여 최 대 3배이상의 팽창속도의 증가를 나타내는 것을 잘 보이고 있다.
Fig. 38.은 팽창폭 측정 후 동일시편에 박리시험을 행한 후 최대박리 폭을 측정한 결과 값이다. 최대 박리폭의 경우 역시 건조시험의 시 간을 늘인 Pattern C와 Pattern F인 경우가 Pattern A나 Pattern B에 비 하여 훨씬 빠른 부식속도를 나타내고 있음이 잘 보이고 있다. 이과 같은 결과로 볼 때 나강판인 경우는 건조의 인자가 유기도장 강판 인 경우는 습윤인자가 부식 속도를 증가시키는 인자임을 알수 있었 다. Fig. 39.는 시험후의 시편의 표면을 고해상도 화상기를 사용하여 관찰한 결과이다.
Fig. 37. Maximum blister width with incr easing cycles
Fig. 38. Maximum peeling width with incr easing cycles
(a) Maximum blister width
(b) Maximum peeling width
Fig. 39. Sur face micr ogr aphs of Or ganic coatings depending on the cycle
3Cm
4. 고 찰
4.1 습윤율(Wet r ate(% ))에 따른 부식 속도 관찰
염수분무 시험법은 가속 부식시험법으로는 가장 일반적으로 사용되 고 있는 시험법이다. 그러나 염수분무시험은 단일의 조건에서 시간 의 변화만이 가능하다는 단점을 지니고 있는 시험법이다. 이를 개선 하기 위한 복합부식시험법을 사용하여 본 연구에서는 염수분무와 복합부식시험의 table. 6.에 따른 pattern 간의 부식가속의 차이를 비 교하여 보았다. 본 실험에서는 염수분무시험법은 1 Cycle당 8 hours 로 고정하였으며 복합부식시험에서는 염수분무시험 조건은 2 hours 로 고정한 뒤 습윤조건과 건조조건의 시간에 변화를 주어 강판과 유기도장 강판의 부식 가속에 미치는 각각의 조건을 비교하여 본 결과 강판인 경우는 Fig. 35.와 같은 질량감소를 나타내었다. Fig. 35.
에서 보면 최종의 20 cycle에서 부식 가속은 pattern B, pattern E, pattern C의 순으로 나타나고 있다. 이는 나강판인 경우 염수분무시 험에 비하여 모든 pattern은 더 빠른 부식 가속을 나타내고 있지만 그중 건조시험의 시간을 연장하는 경우 더 빠른 부식 가속을 나타 내고 있음이 잘 나타나고 있다. 그러나 유기도장 강판의 복합부식 시험인 Fig. 38.의 경우 강판과는 달리 pattern F, pattern C, pattern B 의 순으로 20 cycle에서 부식가속도의 차이를 보이고 있다. 이는 유 기도장 강판인 경우 오히려 습윤시간의 증가가 부식 가속도에 더 큰 영향을 미치고 있음이 잘 나타나고 있다. 이에 따라 우리는 전체 복합부식 시험 pattern 중에서 습도가 95% 이상인 실험의 전체 실험 에 대한 시간비를 습윤율로 가정하고 습윤시험 시간의 영향에 따른 부식속도를 비교하여 보았다.11)
etRate( %) = Saltspraytest- time( hours) + et - time( hours)
TotalTime ×100
위의 식을 사용하여 구한 Wet rate(%)를 이용하여 pattern에서의 습도
가 부식 정도를 비교하기 위하여 wet-rate(%)를 Table. 8에 나타내었 다.
Table. 8. Wet-r ate(% ) accor ding to types of patter n
Types of pattern
Condition wet
-r ate(% )A Salt Spray Test 100%
B Salt Spray Test(2 hours) - Dry(4 hours) -
Wet(2 hours) 50%
C Salt Spray Test(2 hours) - Dry(2 hours) -
Wet(4 hours) 75%
D Salt Spray Test(1 hours) - Dry(6 hours) -
Wet(1 hours) 25%
E Salt Spray Test(2 hours) - Dry(4 hours,
60℃, 40%RH) - Wet(4 hours) 76%
F Salt Spray Test(2 hours) - Dry(4 hours) -
Wet(4 hours) 60%
Table. 8.에서 나타난 바와 같이 유기도장 시편의 각각의 pattern에서 의 wet-rate(%)는 동일시간의 시험을 시행한 경우 wet-rate(%)가 높 을수록 더 빠른 부식 가속도를 나타내고 있었으며, 이는 다른 여러 결과들과도 동일한 경향을 나타내고 있었으며11,18), 강판인 경우는 그 와 반대로 wet-rate(%)가 낮을수록 더 빠른 부식 가속도를 나타내고 있었다. 이는 강판인 경우 부식가속도에 영향을 미치는 인자는 건조 시간의 증가가 습도에 비하여 더 큰 영향을 미치고 있지만, 유기도 장 강판인 경우 건조와 습도의 영향 중에 습도의 영향이 부식 가속 도에 더 큰 영향을 미치고 있다고 사료된다.
5. 결 론
1. 복합부식시험에서 건조와 습윤의 시간변화를 주었을 때 나강판인 경우 건조조건의 시간의 증가에 따라 부식속도가 증가하는 경향을 나타내었다.
2. 유기도장 강판시편에 대한 복합부식 시험 결과 습윤시간이 긴 pattern F와 C의 경우가 최대 팽창폭, 최대 박리폭을 나타내었다. 따 라서 도장강판인 경우 습윤시험의 시간이 부식속도에 가장 큰 영향 을 미치는 것을 알 수 있었다.
3. 동일시간의 시험인 경우 습윤율(wet-rate(%))의 변화에 따라 나강 판인 경우에는 습윤율이 감소할수록, 도장판인 경우 습윤률이 증가 할수록 더 빠른 부식속도를 나타내었다.
REFERENCES
1. C. S. Back, H. G. Jang, and H. J. Kim, J. Korean Inst. of Surf.
Eng. 25,107(1992).
2. Y. Iwaki and T. Yamashita, 表面技術, 41, 218 (1990) .
3. B. S. Han and H. K. Chang, J. Korean Inst. of Surf. Eng. 28, 24 (1995).
4. R. J. Blazek and W. A. Piper, Proceeding of 28th Electronic Components Conference 373 (1978).
5. J. Sekler, P. A. Steinmann and H. E. Hintermann, Surface and Coating Technology, 36, 519 (1988)
6. ASTM B578-87 "Standard Test Method for Microhardness of Electroplated Coating"
7. T. Osaka, A. Kodera, T. Misato, T. Homma, and Y. Okinaka, J.
Electrochem. Soc. 144, 3463 (1997).
8. D. N. Lee and Y. W. Chang, J. Kor. Inst. Met. & Mater., 12, 247 (1974)
9. C. G. YE, Y. W. KIM and S. Y. KIM, J. of the korean Institute of Sruface Eng. 30, 3 (1997)
10. ISO 9227-1990, "corrosion test in artificial atmospheres-salt spray test”"
11 Shigeru Suga, Shigeo syga, ASTM Symposium, 14 (1993) 12. Roger L. Saur and Robert P. Basco, Plating, 220 (1966) 13. Roger L. Saur and Robert P. Basco, ibid., 53, 35 (1966)
14. ISO 10289-1999, “"Rating of test specimens and manufactured articles subjected to corrosion tests"
15. ISO/TC156/WG7N104, "Artificial Acid Rain Cyclic Corrosion Test"
16. JASO M609-91, "Corrosion test method for automotive materials"
17. KS D9502 (1992), "Methods of Neutral Salt Spray Testing"
18. TP-92003, 自動車技術, Technical paper, "自動車部品外觀腐食試驗 方法"(1992)
ABSTRACT
Evaluation Method of Cor r osion Resistance of Gold Plating on stainless steels
ANSI 304 stainless steel is widely used because of its high resistance to corrosion and excellent mechanical properties. However, in order to further improve surface property, gold is plated on its surface for the decoration, electrical contact and dental purposes. It is well known that the pretreatment processes are very important since the adherence is poor at the interface between gold and stainless steel if passive film is not thoroughly removed before plating. Electrolysis conditions are also believed to play an important role on the characteristics of plated gold layers. Therefore, the objectives of this study are to characterize the relationship between pretreatment, electrolysis conditions and the behavior of plated layers. The two electrode system was used for plating experiments. Cathode electrode is made of stainless steel while anode electrode is used as the titanium meshes coated with platinum.
Two kinds of cyanide gold solutions were chosen for the strike plating (pH=1.2) and plating (pH=4.2), respectively. In order to investigate the effect of pretreatment processes on plating, the rest potentials of stainless steels were measured in the strike plating solution after each pretreatment process was finished. The characteristics of gold-plated layers were investigated with the variation of the electrolysis conditions such as current density, solution temperature, and rotating velocity. The preferred orientation analysis was carried out in terms of texture coefficient, TC. Microstructures on both the surface and the cross section of gold deposits were examined by scanning electro-microscope (SEM). The hardness of deposit was also measured by micro-Vickers indentation tester. The rest potential measurement shows that samples