바이오매스 가스화 정제 기술 소개 및 현황
서 명 원*․김 재 호*․이 시 훈†
전북대학교 자원에너지공학과, *한국에너지기술연구원 기후변화연구본부 청정연료연구단
Introduction and Current Status of Biomass Gasification Downstream Processing
Myung Won Seo*, Jae Ho Kim*, and See Hoon Lee
†
Department of Mineral Resources and Energy Engineering, Chonbuk National University
*Clean Fuel Department, Korea Institute of Energy Research (KIER)
Abstract: 지속가능한 바이오매스 자원으로부터 열, 전력을 비롯하여 연료부터 화학원료까지 다양한 제품들을 생산하 는 열화학적 전환 공정들이 높은 관심을 받고 있다. 특히 수소, 일산화탄소로 구성된 합성가스를 생산하고 이를 전력, 연료 등을 동시에 생산하는 가스화 공정에 대한 학계, 산업계, 정부의 관심이 매우 높다. 그러나 바이오매스 가스화를 통해 생산된 합성가스는 타르, 황산화물 등의 오염물질들을 함유하고 있어 후속 공정들의 이용을 위하여 정제 공정을 반드시 거쳐야 한다. 본고에서는 바이오매스 가스화 기술에 적용되는 일반적인 정제 과정에 대해서 서술하였으며 세 부적으로 불순물 제거 공정, 산성가스 제거 공정, 타르 제거 공정 등의 연구 개발 동향을 살펴보았다.
Keywords: biomass gasification technology, downstream process, containments, absorption, tar removal
1. 서 론
1)
21세기 들어 더욱 심해진 에너지 고갈과 지구 온난화로 대표되는 환경 문제는 석유, 천연가스, 석탄 등의 기존 화석에너지에서 탈피하여 지속적 으로 이용 가능한 새로운 에너지 자원들의 개발로 이어지고 있다. 많은 전문가들이 세계의 에너지 수요가 지속적으로 증가하여 2020년에는 현재보 다 40% 이상 증가할 것으로 예측하고 있다. 이에 따라 세계 각국은 자국 내에서 이용 가능한 풍력, 태양, 바이오매스 등의 재생 자원들을 개발하고 있다. 특히 바이오매스 자원은 생장기간 동안 이 산화탄소를 이용하여 광합성을 하므로 이산화탄 소에 대해 중립적(CO
2
neutral)이며[1], 전력 생산 외에도 대체 연료 생산, 화학 물질 생산 등의 다양 한 형태의 에너지를 생산할 수 있어 활용가치가 더욱 높다.† 주저자 (E-mail: [email protected])
바이오매스 자원은 열에너지를 생산하기 위하 여 인류가 가장 오랫동안 이용해온 자원이며 바이 오매스를 이용하기 위한 다양한 인프라가 이미 존 재하고, 기존의 석탄 에너지 전환 시설들에서 대 체 자원으로서도 이용 가능하다. 따라서 세계 각 국에서는 미래의 에너지 자원으로서 바이오매스 의 이용을 보다 적극적으로 확대하고 있다. 그러 나 바이오 디젤, 바이오 에탄올로 알려진 바이오 연료에 대한 관심이 증가하면서 곡물 자원에 대한 급격한 수요 증가로 식량 수급 문제를 야기하고 있다. 이에 따라 목질계를 비롯한 비식용 바이오 매스 자원의 에너지 전환에 더욱 많은 노력을 기 울이게 되었다[2-5].
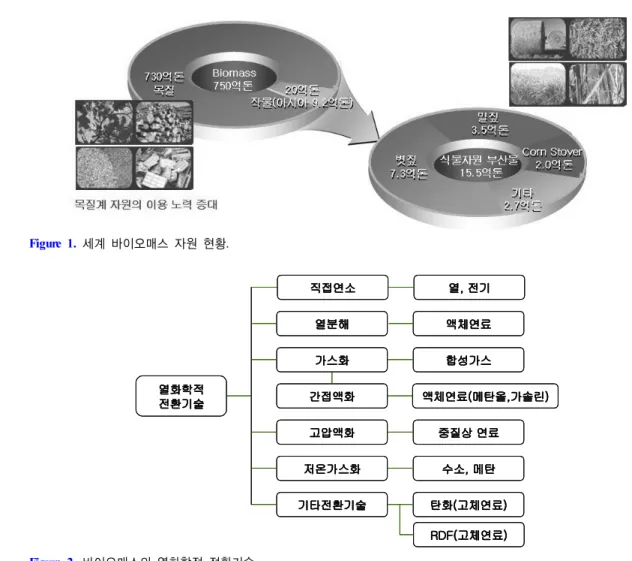
Figure 1에서 보는 바와 같이, 인류가 에너지 자 원으로 이용할 수 있는 바이오매스량은 총 750억 톤 정도로 파악하고 있다. 이 중에서 목질계 바이 오매스가 730억톤, 작물류가 약 20억톤이다. 작물 류 중 식물자원의 부산물이 15.5억톤으로 파악되 고 있으며 볏짚이 7.3억톤이고, 밀짚이 3.5억톤,
Figure 1.
세계 바이오매스 자원 현황.직접연소 열분해 가스화
고압액화 간접액화
저온가스화 기타전환기술 열화학적전환기술
열, 전기 액체연료 합성가스
중질상 연료 액체연료(메탄올,가솔린)
수소, 메탄
탄화(고체연료) RDF(고체연료) 직접연소
열분해 가스화
고압액화 간접액화
저온가스화 기타전환기술 열화학적전환기술
열, 전기 액체연료 합성가스
중질상 연료 액체연료(메탄올,가솔린)
수소, 메탄
탄화(고체연료)
RDF(고체연료)
Figure 2.
바이오매스의 열화학적 전환기술.corn stover가 2.0억톤 정도가 된다. 따라서 바이오 매스 이용의 확대는 목질계 자원의 이용과 식물자 원 부산물의 이용에 달려 있다. 대부분의 전문가 들은 2030년까지 바이오에너지의 공급이 지속적 으로 증가할 것이며 대부분이 비식용 바이오매스 로부터 공급될 것으로 여기고 있다[6].
비식용 바이오매스 자원으로부터 에너지를 생 산하는 기술은 크게 열분해, 연소, 가스화 등의 열 화학적인 방법과 발효, 혐기성 소화 등을 이용한 생물학적 방법으로 나뉜다. 인류가 가장 오랫동안 이용한 연소는 열 에너지 생산만을 목적으로 이용 되어 왔으며 열효율이 낮은 편이고 온실가스 배 출, 환경 오염 등으로 인해서 점차 기피 기술로 인
식되고 있는 실정이다. 반면, 가스화, 열분해 등의 다른 열화학적 전환 기술들은 열효율이 높을 뿐만 아니라 오염물질 저감, 열 외의 다른 에너지 형태 를 생산하기 위하여 이용될 수 있다는 장점으로 인해 더욱 높은 관심을 받고 있다. 바이오매스를 활용한 열화학적 전환 기술과 대표적인 에너지 형 태를 Figure 2에 나타내었다.
바이오매스의 열화학적 전환기술의 가장 큰 문 제점은 가스화 반응을 통하여 얻어진 합성가스에 포함된 타르를 비롯한 불순물(알칼리 화합물, 질 소, 황 화합물)을 제거하는 데 드는 고 비용 및 고 에너지로 알려져 있다[7]. 따라서 본고에서는 바이 오매스 가스화 기술 중에서 특히 가스 정제 기술
Figure 3.
바이오매스 가스화와 관련된 공정 흐름도.및 타르 포집 기술에 초점을 두고 기술 현황 및 실 험 결과 등을 소개하고자 한다.
2. 가스화 정제 기술의 필요성 및 정제 기준
바이오매스 가스화는 Figure 3에서 보는 바와 같이 크게 네 단계로 분류할 수 있으며, 이는 바이 오매스 전처리, 가스화, 가스 정제, 가스 이용이라 고 할 수 있다[7].
전처리 과정에서는 입자를 잘게 분쇄하고 수분 을 포함한 바이오매스를 일정 수분 함량(10%) 이 하로 건조한다. 가스화 과정의 핵심이라고 할 수 있는 가스화 기에서는 고온에서 공기/산소/수증기 와 같은 가스화제를 이용하여 합성가스(대부분 H
2
, CO)를 얻는다. 생산된 합성가스는 정제 공정 을 거쳐서 불순물을 제거한 뒤, 터빈, 버너 등으로 직접 이용되거나 F-T 및 메탄올 합성의 원료로, 혹은 연료전지, IGCC 등에 이용이 된다.가스화 정제 기술은 가스화기와 최종 가스 이용 을 이어주는 가교 역할을 한다고 볼 수 있다. 최종 사용하는 합성가스의 용도에 따라 가스 내에 포함 되는 불순물의 허용 기준치는 다르게 된다.
예를 들어, 가스 터빈의 연소시스템인 경우 합 성 가스에 포함된 타르를 함께 연소할 수 있으므 로 타르의 양이 많아도 상관이 없지만, F-T 합성
공정에서 이용되는 탄화수소 전환용 촉매나 연료 전지는 굉장히 적은 양의 타르만이 허용된다.
Table 1에는 합성가스를 이용한 각 공정에서의 불 순물 허용 기준치를 정리하였다[8]. Table에서는 허용 기준치가 꽤 엄격한 편이지만, 이는 곧 시설 비용 증가와 직결되므로 촉매의 비활성화와 함께 제거 효율을 고려해야 하는 어려운 문제이다.
Rule of thumb에 따르면 질소 포함 및 황포함 불 순물의 최대 허용치는 최대 1 ppm이 이용된다고 보면 된다[9]. 미립자(particulates)는 반응기 및 각 종 장비의 표면에 침착하는 파울링 (fouling)현상 을 일으키고, 고정층 반응기는 막을 수 있으므로 완벽하게 제거하여야 한다. 타르는 직접적으로 촉 매를 피독시키지는 않지만, F-T 합성이나 메탄올 합성 시 20-60 bar로 가압하는 공정이 수반되므로 농도가 이슬점 이상이 되면 시스템에 응축되고 파 울링 현상을 일으키기 때문에 이슬점 이하로 유지 해야 한다. 특히, S, N을 포함한 타르 (트리오펜, 피리딘)는 직접 촉매를 피독시키므로 ppm 이하의 레벨로 떨어뜨려야 한다.
현재 바이오매스 가스화 정제 기술은 개발 중이 며, 여러 가지 기술들이 접목되고 있다. 한편, 합성 가스의 대부분 (84%)을 생산하는 천연가스의 부 분산화법의 합성 가스 정제 기술은 널리 알려져 있으며 상업적으로도 이용가능하다. Figure 4에는
불순물
F-T 합성 메탄올 합성 Mixed alcohol 합성 에탄올 발효
Fe 촉매 Co 촉매 Cu/ZnO/Al
2
O3
촉매(가스접촉)Cu/ZnO 촉매(액체접촉)
Alkali/Cu/ZnO 및 Alkali/ZnO/Cr
2
O3
촉매
Alkai/CuO
/CoO 촉매 생물학적 에탄올 합성 Particulates < 0.1p pm < 0.1 ppm
메탄올 합성 (가스접촉)과 동일
FT 합성 (Co 촉매)
과 동일
제거되어야 함 Nitrogen
(NH
3
, HCN) < 10 ppb (poison) < 10 ppb (poison)알려지지 않음.
(암모니아는 미생 물 생장 촉진) Sulfur
(H
2
S, COS, CS2)
< 100 ppb (poison)
< 60 ppb (poison)
< 100 ppb (poison, 영구적 활성 상실 초래)
2% H
2
S까지 견딜 수 있음.Halides (HCl, Br, F)
< 10 ppb (poison, 촉매구조변형)
< 1 ppb (posion)
< 10 ppb (poison)
제거되어야 함.
(일부 미생물은 Cl에 저항) Alkalimetals
(Na, K)
< 10 ppb
(mixed alcohol 반응 촉진) 낮아야 함
(mixed alcohol 반응 촉진) 알려진 바 없음.
Tar Concentration below dew point (아니면 표면에 응축)
Concentration below dew point
(아니면 표면에 응축) 제거되어야 함.
(FT 합성과 비슷)
Table 1.
합성가스를 이용한 공정의 불순물 허용 기준치Figure 4.
일반적인 합성가스(천연가스의 부분산화로부터 생성)의 정제 공정 흐름도.천연가스의 부분산화로부터 생산되는 합성가스의 정제 공정을 나타내었다[10]. 이를 살펴봄으로써, 바이오매스 가스화 정제 기술의 단계를 개괄적으 로 살펴볼 수 있을 것으로 판단한다.
그림에서 보는 바와 같이, 우선 고온의 합성가 스는 물을 이용하여 냉각하고 불순물(dust, soot, ash)들을 제거한다. 불순물 중에서 질소와 황 화합
물은 연속적인 제거과정을 거치는데, NH
3
는 할로 겐화물들과 함께 water washer에서 제거된다. 이 어서 H2
S는 물리적/화학적 흡수 방법, 혹은 황 원 소로 변환시키는 과정(Claus 공정 등)을 거쳐 분리 하게 된다. 일반적으로 COS와 HCN은 가스 정제 공정에서 제대로 잡히지 않기 때문에 양이 많다 면, 가수분해 단계를 이전에 설치하여 COS는 H2
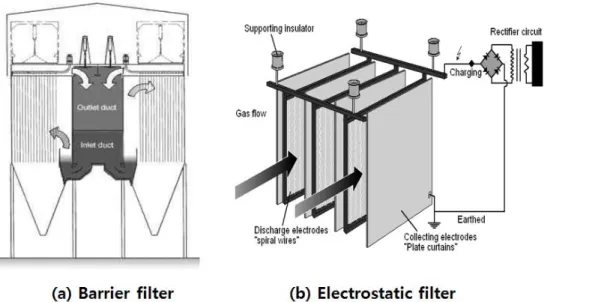
SFigure 5.
대표적인 미립자 제거 시스템 (a) 배리어 필터, (b) 전기집진기.로, HCN은 NH
3
로 변환하여 제거하는 방법이 사 용된다.다음 장에서부터는 바이오매스 가스화에서 앞 서 살펴본 불순물들을 제거하는 정제 공정에 대하 여 자세하게 알아보기로 한다.
3. 불순물 제거 기술
3.1. 미립자 및 알칼리
미립자 및 알칼리의 허용 기준치는 앞서 살펴본 바와 같이 합성가스의 용도에 따라 달라진다. 가 스엔진(< 50 mg/m
3
)과 터빈(<15 mg/m3
)은 비교적 그 값이 큰 반면에 촉매 반응인 경우에는 0.02 mg/m3
이하의 소량만이 허용된다. 미립자들은 대 부분 미반응 촤와 회분으로 구성되어 있으나 알칼 리 성분(CaO, K2
O, P2
O5
, MgO, Na2
O, SiO2
, SO3
) 또한 포함하고 있다. 이런 알칼리염은 700 ℃ 이 상에서는 증발하고 650 ℃ 이하에서는 응축되므 로 가스터빈이나 열교환기와 같은 후단 장비에 입 자 (< 5 µm)를 형성하고 금속 표면에 달라붙어 부 식을 일으킬 수 있다. 또한 알칼리염은 타르 분해, FT 합성용 촉매를 비활성화시킨다. 이를 제거하기 위해서는 가스화기에서 생성된 고온의 합성 가스를 600℃로 낮춰 알칼리 증기를 미립자로 응축시 킨 뒤에 건식/습식 입자 제거 시스템을 이용하는 방법이 있다[11].
일반적으로 미립자 및 알칼리의 제거에서는 싸 이클론(cyclone), 배리어 필터(barrier filter), 전기 집진기(electrostatic filter), 스크러버 등을 사용한 다. 싸이클론은 가장 간단한 방법으로 주로 큰 입 자(> 5 µm)를 제거하는데 이용하고, 적은 압력 손 실로 초기 분리용으로 적합하다. 디자인이 이미 널리 알려져 있으며[12], 많은 vendor들이 있으므 로 이들을 통하여 구입할 수도 있다. 입자의 포집 효율을 높이기 위해서 다중 싸이클론을 이용하기 도 한다.
Figure 5에는 배리어 필터와 전기 집진기의 기 계적 원리를 나타내었다. 배리어 필터는 다공성 물질(금속/세라믹 캔들, 백 필터, 충진층 필터) 등 을 이용하여 가스는 통과시키고 고체 흐름을 막아 0.5∼100 µm 범위의 입자를 포집한다. 필터에 달 라붙어 있는 입자들은 주기적으로 청소용 가스를 반대방향으로 주입하여 분리한다[13]. 전체 입자 의 부담을 줄이기 위하여 필터는 일반적으로 싸이 클론 후단에 설치하는 경우가 많다. 배리어 필터 의 단점은 타르와 같이 끈끈하고 젖은 상태의 불
순물을 제거하기 어렵다는 점이다. 또한, 타르는 필터 표면에 붙어 탄화작용을 일으키고 파울링이 나 플러깅(plugging) 현상을 일으킨다[13]. 이를 해결하기 위해서는 배리어 필터의 전단에서 타르 를 모두 제거하거나, 배리어 필터가 타르의 응축 점인 350∼400 ℃ 이상에서 작동하여야 한다. 캔 들 필터와 세라믹 필터는 700 ℃ 이상의 온도에서 잘 작동하였다는 보고가 있다[7]. 하지만, 연속 조 업이 아닌 경우에는 잦은 열적 충격에 의하여 깨 지는 현상 또한 관찰되었으므로[14] 향후 내구성 에 대한 연구개발이 더 필요하다. 백 필터는 micron 이하의 입자를 포집할 수 있으나, 면 소재이므로 온도를 350 ℃ 정도로 낮춰야 한다. 한편, 전기집 진기는 전기 전압을 걸어 미립자를 분리하는데 분 리 효율은 입자의 저항율과 황, 알칼리 성분에 따 라 변한다. 전기 집진기의 경우, 크기와 건설비용 이 만만치 않기 때문에 큰 규모의 조업에 알맞다.
3.2. 질소 및 황 화합물
합성가스에 포함된 질소는 NH
3
, HCN과 같이 원료 자체의 질소성분으로부터 혹은, 가스화제에 포함되어 있는 질소로부터 기인한다. 석탄 가스화 기와 비교하여 바이오매스의 경우, 가스 출구에서 의 HCN 농도는 비슷하나(∼ 20 ppmV), NH3
농 도는 수천 ppmV로 석탄(40 ppmV)에 비하여 매우 큰 편이다. NH3
는 합성 가스에 존재하는 염소와 함께 NH4
Cl을 형성하기도 하는데 이는 250∼280℃ 이하에서 결정화되어 파울링 현상을 일으킨다 [10]. 또한 HCN은 F-T 촉매의 비활성화를 촉진할 수 있으며, 이러한 질소 화합물은 합성 가스를 IGCC에 이용할 경우 질소 산화물(NO
x
)로 변하므 로, 제거하기 쉽지 않고 대기오염의 주범이 되기도 한다. 합성 가스가 저온 상태로 유지된다면, NH3
는 물에 잘 녹기 때문에 wet scrubbing을 통하여 제거될 수 있으며, 고온(약 900 ℃)에서도 dolomite, Ni-계열, Fe-계열 촉매가 대략 99% 이상의 NH
3
를 제거하는 것으로 알려져 있다[11]. 한편 scrubbing water를 정화하고 질소성분을 회수하기 위하여 박 테리아를 이용하는 공정(ANAMMOX®
process)또한 개발되었다. 이 공정은 NH
3
를 니트로화 반 응, 탈 니트로화 반응을 통하여 질소를 회수하는 공정으로 2002년 처음 네덜란드에 설치가 되었다.사용된 박테리아는 탄화수소 오염에 민감한 것으 로 알려져 있으며, 암모니아의 농도가 매우 높은 경우(> 100 mg/L)에 고려해 볼만한 공정으로 알려 져 있다[15].
대부분의 바이오매스는 적은 양의 황을 포함하 며(< 0.5%), 가스화 과정에서 H
2
S, SO2
등으로 변 환된다. 석탄에 비해 낮은 황 함량을 가지므로 대 부분의 가스 이용에는 문제가 없으나, F-T, 메탄올 합성과 같은 공정에서는 아주 적은 양의 황이 직 접적으로 촉매를 피독시키므로 꼭 제거되어야 한 다. SO2
는 wet scrubbing을 통하여 제거하며, 경제 적이며 넓은 유용성을 가지는 limestone, dolomite, CaO 등을 이용하여 H2
S, SO2
등을 제거하기도 한 다. 한편, COS는 일반적으로 물리, 화학적 방법으 로는 제거하기가 힘든 것으로 알려져 있다. 가스 의 온도가 낮아지면서 COS는 H2
S로 전환되는데 열역학적으로 200 ℃에서는 COS가 존재하지 않 는 것으로 알려져 있다. 따라서 활성 알루미나, 티 타니아, Mo/Co 촉매 등을 이용하여 COS를 H2
S로 전환시키거나, 촉매를 이용하지 않기 위해서는 ZnO를 이용해 H2
S를 흡수하고 생성된 ZnS가 수 첨 반응을 통하여 COS를 H2
S로 전환시키는 방법 이 있다. 황 화합물 제거에 대한 이슈는 4장에서 더 자세하게 다루기로 한다.4. 산성가스 제거 기술
4.1. 산성가스 제거 기술 비교
산성가스란 물과 반응하여 산성의 용액을 만드 는 가스로, 이산화탄소(CO
2
)와 황화수소 (H2
S)가 대표적인 예이다. 앞서 살펴본 바와 같이, 바이오 매스 가스화를 통해 생성되는 합성가스는 대부분 H2
, CO로 이루어져 있으나, CO2
, H2
S, COS 등과 같은 산성 가스를 포함하고 있어 에너지 전환을 위한 후속 공정의 성능저하를 야기하므로 산성 가 스 농도를 반드시 저감해야 한다. 일반적으로 산구분 장 점 단 점 적용범위 H
2
S COS CO2
Chemical solvents - 짧은 시간 - 비교적 간단
- 재생공정에서 열 공급 더 필요
- 탄산염 이온이 H
2
S 흡수능 떨어뜨림 ○ △ ○ Physical solvents - 일반적으로 사용/넓은 적용성- 용매 재사용 가능
- 높은 압력 필요
- 높은 유지비용 ○ ○ ○
Membranes -높은 순도의 CO
2
회수 가능 (95%)- 높은 압력 필요 및 압력을 높이기 위해
에너지 비용 필요 △ △ ○
Molecular sieves - Feed 농도가 낮은 경우에만 사용 ○ △ △
Table 3.
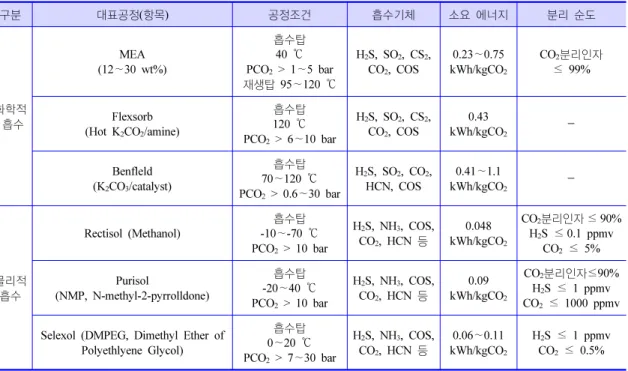
대표적인 상용 흡수 공정구분 대표공정(항목) 공정조건 흡수기체 소요 에너지 분리 순도
화학적흡수
MEA (12∼30 wt%)
흡수탑 40 ℃ PCO
2
> 1∼5 bar 재생탑 95∼120 ℃H
2
S, SO2
, CS2
, CO2
, COS0.23∼0.75 kWh/kgCO
2
CO
2
분리인자≤ 99%
Flexsorb (Hot K
2
CO2
/amine)흡수탑 120 ℃ PCO
2
> 6∼10 barH
2
S, SO2
, CS2
, CO2
, COS0.43
kWh/kgCO
2
-Benfleld (K
2
CO3
/catalyst)흡수탑 70∼120 ℃ PCO
2
> 0.6∼30 barH
2
S, SO2
, CO2
, HCN, COS0.41∼1.1
kWh/kgCO
2
-물리적흡수
Rectisol (Methanol)
흡수탑 -10∼-70 ℃ PCO
2
> 10 barH
2
S, NH3
, COS, CO2
, HCN 등0.048 kWh/kgCO
2
CO
2
분리인자 ≤ 90%H
2
S ≤ 0.1 ppmv CO2
≤ 5%Purisol
(NMP, N-methyl-2-pyrrolldone)
흡수탑 -20∼40 ℃ PCO
2
> 10 barH
2
S, NH3
, COS, CO2
, HCN 등0.09 kWh/kgCO
2
CO
2
분리인자≤90%H
2
S ≤ 1 ppmv CO2
≤ 1000 ppmv Selexol (DMPEG, Dimethyl Ether ofPolyethlyene Glycol)
흡수탑 0∼20 ℃ PCO
2
> 7∼30 barH
2
S, NH3
, COS, CO2
, HCN 등0.06∼0.11 kWh/kgCO
2
H
2
S ≤ 1 ppmv CO2
≤ 0.5%Table 2.
산성 가스 제거 기술 비교 및 적용 범위성가스들을 제거하는 방법으로 이용되는 것은 화 학적 흡수, 물리적 흡수, 분리막, molecular sieves 를 이용하는 방법들이 있다. Table 2에는 각 산성 가스 제거 공정의 장단점과 가스 적용 범위를 나 타내었다. 또한 Table 3에는 대표적인 상용 흡수 공정의 공정 조건, 흡수기체, 소요 에너지, 분리 순 도 등을 정리하였다. 표에서 볼 수 있듯이, 화학적 흡수 방법과 물리적 흡수 방법은 모두 큰 규모의 가스 유량을 처리할 수 있다는 장점을 갖고 있다.
반면, 화학적 흡수 방법은 재생 온도가 높아 열 공
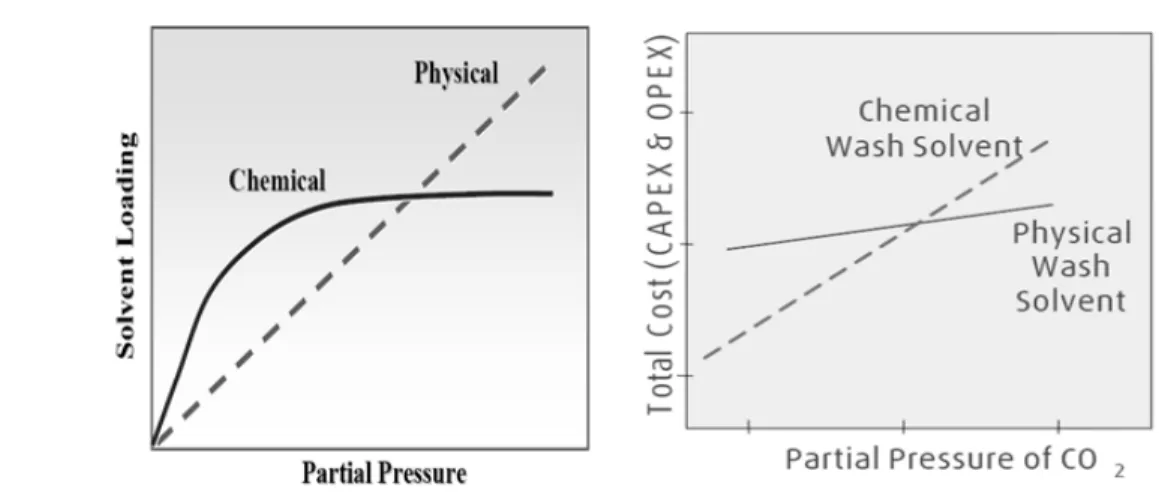
급이 필요하다는 단점을 갖고 있으며 물리적 흡수 방법은 높은 압력이 유지되어야 한다는 단점을 갖 고 있다. 물리적 흡수 공정은 산성가스 용해도가 높은 유기용매에 물리적으로 산성가스를 흡착시 켜 제거하는 방식으로 산성가스의 분압이 높을수 록 보다 많은 양의 산성가스가 흡수, 제거된다.
Figure 6은 물리 흡수와 화학 흡수 공정에서의 산 성가스 분압에 따른 처리량(좌)과 소요 비용(우)를 나타내었다[16]. 그림에서 보는 바와 같이, 산성가 스의 압력이 높을수록 물리적 흡수가 용매의 처리
Figure 6.
산성가스 및 CO2
분압에 따른 용매의 처리량(좌) 및 소요 비용(우).량은 증가하고 소요 비용이 감소하여 상대적으로 화학적 흡수 공정에 비해 훨씬 유리한 것으로 나 타났다. 보고된 바에 의하면[17], 물리적 흡수가 화학적 흡수보다 유리해지는 경계점은 대략 7 bar 근처이다. 물리용매 공정의 흡수탑 운전온도는 화 학용매 공정보다 낮기 때문에 많은 냉각이 필요하 다. 따라서 공급가스중의 산성가스 분압이 낮아도 계통의 운전 온도가 상당히 낮을 경우(약 -60 ℃ 정도) 물리용매 공정이 경제적으로 우수한 경우가 종종 나타난다.
합성가스를 이용하여 F-T, 메탄올 합성하는 경 우에 대부분 운전 압력이 10 bar 이상이므로 압력 이 높을수록 처리 효율이 높아지고, H
2
S, CO2
, COS 가스를 모두 처리할 수 있는 물리적 흡수공 정이 바이오매스 가스화에 상대적으로 용이하다 고 볼 수 있다. Munder et al.[17]은 case study를 통하여 BTL (Biomass-to-Liquid) 공정에서 F-T 합 성 이전에 가스 정제 시스템을 선정하기 위해 amine을 이용한 화학 흡수와 Rectisol 공정을 이용 한 물리 흡수의 경제성을 비교하였다. 초기 설치 비의 경우 Rectisol 공정이 더 많이 소요되었지만, 바이오매스의 불 균질성으로 인해 amine을 이용 하는 경우 적절한 상부에서의 보조 층(upstream guard bedding)이 필요한 것으로 나타났다. Rectisol 공정의 경우 오염 물질을 완벽하게 제어할 수 있 으면서 더 큰 안정성을 보이는 것으로 나타났다.따라서 운전 조건뿐만이 아닌 공정의 독특한 특성 을 고려하여 가스 정제 시스템을 선택해야 한다.
4.2. 물리적 흡수 방법
물리적 흡수 방법 중 대표적인 공정으로는 메탄 올을 이용하는 Rectisol
®
공정과 디메틸에테르를 사용하는 Selexol®
공정이 있으며, 그 외에도 Purisol®
, Flour solvent 공정 등이 있다.Rectisol 공정은 독일의 Lurgi사에서 최초로 개 발하여 현재는 Lurgi와 Linde가 라이센스를 갖고 있는 공정으로 메탄올을 이용하며 비교적 저온에 서 CO
2
, H2
S, COS 및 유기황화합물을 동시에 회 수 제거한다. CO2
, H2
S는 특별히 저온, 고압의 조 건에서 메탄올에 매우 잘 용해되며, 압력이 낮아 지면 용액에서 쉽게 배출 제거할 수 있다. 재생단 계에서는 감압처리로 용액이 냉각되므로 열 요구 량이 비교적 낮다. 이 공정의 장점은 에탄올 아민 용액 흡수에 의한 산성가스 제거공정에 비해 에너 지 소모가 매우 적고 단 한 차례의 처리로 모든 불 순물 가스의 만족할 만한 제거효율을 달성할 수 있다는 것이다. 또한 공정에서 배출되는 가스 상 의 수분이 매우 낮은 편이다. 메탄올 용해도는 H2
S가 CO2
보다 매우 높기 때문에, H2
S와 CO2
모 두 함유하는 가스에서는 H2
S의 선택적 제거도 할 수 있다. 메탄올 흡수탑의 단점은 계통 흐름 구성 이 복잡하며, 저온에서 높은 메탄올의 증기압으로Figure 7.
중국 지린에 건설된 Selective Rectisol®
Process의 사진 및 공정도[16].인하여 용매의 증발손실이 다소 높은 것이다. 또 한 CO
2
의 흡수도가 낮은 편이어서 CO2
가 정제가 스에 미량 포함되기 때문에, 특별히 CO2
규제가 요구되는 경우에는 별도의 CO2
처리 공정이 필요 하다. 최근에는 CO2
를 황화합물과 분리하여 배출 할 수 있는 선택적 Rectisol 공정(Selective Rectisol®
Process) 또한 개발되어 높은 CO2
포집율을 가지 게 되었다. 중국 지린에 건설된 선택적 Rectisol 공 정의 사진과 공정도를 Figure 7에 나타내었다. 이 공정은 대체적으로 150 psig 이상의 압력에서 CO2
, H2
S가 주 제거 대상인 대용량의 설비에 적 합한 것으로 알려져 있다. 그럼에도 불구하고 메 탄올 흡수탑은 다양한 산성가스들을 동시에 제거 할 수 있다는 장점을 가지고 있다[5].Selexol 공정은 Allied Chemical Corp.에서 개발 된 공정으로, 현재는 UOP LCC이 라이센스를 가 지고 있으며 폴리에틸렌 글리콜의 디메틸에테르 인 Selexol 용매를 이용한다. Selexol 용매의 물리 적 특성은 Table 4에 나타내었다. 제거할 가스 상 의 용해도를 보면 H
2
S는 CO2
보다 대략 9배 정도 잘 용해된다. 또한 Methyl Mercaptan, Carbonyl Sulfide 등 천연가스나 석탄가스 중 함유 불순물 성 분도 Selexol 용매에 잘 용해되어, 각종 가스의 황 성분 제거 효율이 일반적으로 높은 공정이다. 일 반적인 계통구성은 비교적 간단하여 흡수단계와 Flashing에 의한 재생단계로 구분된다. H2
S 제거 의 경우에는 불활성 가스나 열에 의한 Stripping이Table 4.
Selexol 용매의 물리적 특성Properties Value
Freezing point, ℉ -8 to -20
Flash point, ℉ 304
Vapor pressure (77℉), mmHg 0.01 Specific heat (77℉) Btu/(lb)(℉) 0.49 Density (77℉), lb/gal 8.60
Viscosity (77℉), cp 5.8
Thermal conductivity, Btu/(hr)(ft
2
)(℉/ft) 0.11일반적으로 선정된다. 황 화합물의 선택적 제거를 위한 계통은 흡수탑, Flash, 증기가열식 Stripping 탑으로 구성된다. Flash된 가스는 압축 후 흡수탑 입구로 재순환되며, 재생탑 배출액은 처리 후 원 소형태의 황을 회수할 수 있다.
4.3. BTL 공정 연계 적용 결과
바이오매스 가스화기 개발 기술은 국내외에서 많은 연구가 진행되었다. 기존의 연구가 대부분 합성가스 생산을 목적으로 하였던 반면 최근 한국 에너지기술연구원, 한국생산기술연구원, 한국화학 연구원이 공동으로 ‘바이오매스로부터 FT 합성원 유 생산/이용 기술 개발’ 프로젝트를 진행하여 1 톤/일 규모의 BTL (Biomass-to-Liquid) 연계 공정 을 개발하였다[4-5, 18]. 목재 펠릿을 바이오매스
Figure 8.
메탄올 흡수탑 공정의 개요도[19].원료로 이용하여 이중 순환 유동층 반응기를 통해 합성가스를 얻는다. 얻어진 합성가스는 싸이클론 과 dust filter를 통과하며 고체 불순물을 제거하고 습식 scrubber와 filter를 거쳐 압축된 뒤에 메탄올 흡수탑으로 이동한다. 메탄올 흡수탑에서는 H
2
S, COS와 CO2
를 제거하는 정제과정을 거쳐 F-T 반 응기로 가스를 공급하며, F-T 반응기에서는 최종 적으로 디젤, 가솔린을 생산한다. 한국에너지기술 연구원에서는 가스 정제 시스템을 담당하였으며, 개발한 메탄올 흡수탑의 개요도를 Figure 8에 나 타내었다. 그림에서 보는 바와 같이 메탄올 흡수 탑 시스템은 메탄올 냉각기, 메탄올 펌프(∼3 L/min), 메인 흡수탑(0.3 m I.D. × 4.2 m height), 메 탄올 저장 탱크, 재생 탱크, 회수 탱크(각각 400 L) 으로 구성되었다. 메탄올은 냉각기에서 냉각되어 (-30 ℃) 메탄올 흡수탑 상부로 이송된다. 메탄올 은 상부에서 분사되어 합성가스와 접촉하고, 황화 합물을 비롯한 불순물(H
2
S, COS와 CO2
)을 포함 한 메탄올은 회수 탱크로 이송된다. 메탄올 회수 탱크에서 재생탱크로 이동하여 질소 퍼지를 통하 여 재생을 시키고 다시 저장탱크로 이동하게 된 다. 한편, 합성가스는 메탄올 흡수탑에서 불순물이 제거된 형태의 fresh 메탄올과 접촉하여 불순물을 제거하고 F-T 반응기로 이동하게 된다.Figure 9에는 총 500시간의 BTL 연계시간 동 안, 측정한 (a) H
2
S 및 (b) COS의 메탄올 흡수탑Time [h]
0 100 200 300 400 500
H
2S c on cen trat ion [p pm ]
0 20 40 60 80 100 120 140
H
2S remo va l rate [%]
0 20 40 60 80 100
Gas inlet Gas outlet H2S removal rate
(a)
Time [h]
0 100 200 300 400 500
C OS co ncetr ati on [p pm]
0 2 4 6 8 10 12 14
CO S re m ova l ra te [% ]
0 20 40 60 80 100
Gas inlet Gas outlet COS removal rate
(b)
Figure 9.
시간에 따른 (a) H2
S와 (b) COS의 농도와 제거율 [19].입구, 출구에서의 농도와 제거율을 나타내었다. 그 림에서 보는 바와 같이, H
2
S의 입구 농도는 대략 20 ppmV 근처였으며 출구 농도는 모두 1 ppmV 이하로 F-T 기준치에 만족하는 것으로 나타났다 [9]. COS는 일반적으로 H2
S의 1/10 수준인 것으 로 알려져 있는데[5], 메탄올 흡수탑 입구에서 대 략 1∼2 ppmV 정도가 존재하는 것으로 나타났다.메탄올 흡수탑 출구에의 농도는 모두 1 ppmV 이 하로 마찬가지로 적합한 것으로 판단하였다.
5. 타르 제거 기술
바이오매스는 석탄과는 달리 목질 계 성분인 리 그닌(20∼30%)이 다수 포함되어 있기 때문에 가 스화 반응 중에 타르가 생성된다. 타르는 1∼5개 이상의 벤젠 고리를 가지는 응축된 탄화수소의 화 합물로서 그 성분 또한 수백에서 수천 가지에 이
르는 매우 복잡한 화합물이며 벤젠보다 큰 분자량 을 가지는 유기 고분자 화합물로 정의한다[20]. 타 르의 주요 성분은 혼합 함산소제(mixed oxygenates).
페놀계 에테르(phenolic ethers), 알킬 페놀(alkyl phenolics), 헤테로사이클릭 에테르(heterocyclic ethers), 다환 방향족 탄화수소(PAH; poly-aromatic hydro- carbons) 등으로 알려져 있으며, 가스화 반응기에 서 반응성이 증가할수록 분자량이 큰 PAH로부터 분자량이 작은 혼합 함산소제로 타르의 성분이 변 하는 것으로 알려져 있다[7].
많은 연구자들이 타르 제거가 바이오매스 가스 화 기술의 상용화에 가장 큰 걸림돌이라고 지적하 였듯이, 가스화기에서 발생되는 타르는 가스화 효 율을 저하시키고 합성가스의 품질을 낮추며 반응 기, 파이프, 가스 엔진, 터빈 등에 문제를 야기한 다. 타르 제거기술은 크게 in-situ 방법과 후처리 방법으로 분류할 수 있다. in-situ 방법은 반응기 내에서 타르 성분을 분해하는 방법이고, 후처리 방법은 반응기 후단에 촉매 반응기를 따로 설치하 여 생성기체 내에 존재하는 타르를 제거하는 방법 이다. 후처리 방법이 타르 제거에 있어서 더 효과 적인 것으로 증명되었지만, in-situ 방법 또한 경제 적이고 공정 또한 간단하여 많은 관심을 받고 있 다[21].
5.1. 반응기 내 처리 기술
현재 in-situ 방법에서는 층 물질로 촉매를 사용 하거나 촉매를 일부 첨가하는 방법을 이용하여 연 구가 진행 중이다. 바이오매스 가스화 반응기에 타르 제거 촉매가 첨가되면서 일어날 수 있는 반 응들을 정리해 보면 다음과 같다[3].
Steam reforming :
C
n
Hm
nH2
O nCO n m2⎟H2
⎠
⎜ ⎞
⎝⎛ + +
⇔
+ (1)
Dry reforming :
C
n
Hm
nCO2
2nCO m2⎟H2
⎠
⎜ ⎞
⎝ +⎛
⇔
+ (2)
Thermal reforming :
C n H m ⇒ C * + C x H y + gas
(3) Hydrocracking of hydroreforming :
C n H m + H 2 ⇔ CO + H 2 + CH 4 + ⋅ ⋅⋅ + coke
(4) Water gas shift:
CO ( g ) + H 2 O ⇔ CO 2 ( g ) + H 2 ( g )
(5)위에 열거한 반응식에서 보듯이 복잡한 탄화수 소의 화합물인 타르는 reforming 과정을 거쳐 수 소와 일산화탄소의 수율을 높일 뿐만 아니라 저분 자량의 탄화수소로 바뀜으로써 전체 가스화 반응 의 효율을 높인다. 더불어 타르 분해로부터 생성 된 CO의 함량이 증가함에 따라 water gas shift 반 응을 유도하고 이에 따라 수소의 생성량 또한 증 대시킨다.
타르 제거에 사용되는 촉매의 장단점을 Table 5 에 비교하였다[21]. 표에서 보는 바와 같이 촉매는 크게 자연광물을 그대로 이용하는 미네랄 촉매와 합성 제조한 합성 촉매로 구분된다. 미네랄 촉매 로는 가격이 싸면서 타르 제거에 우수한 특성을 보이는 dolomite가 많이 사용되었다. 활성 알루미 나와 실리카-알루미나 또한 타르 제거에 효과가 있지만 촉매 표면에 코크 침적에 의해 쉽게 활성 을 잃어버리는 단점이 있다. CO
2
흡착에 효과적인 CaO는 타르 제거에도 우수한 특성을 갖는 것으로 보고되었는데, 바이오매스 가스화기의 층 물질로 사용될 시, 가스화 효율을 증대시킬 것으로 기대 된다. 합성 촉매로는 Ni-계열의 촉매를 이용한 타 르 제거 특성에 대한 연구가 많이 수행되었다.Dolomite는 타르 제거에 효과적인 촉매이지만 기 계적인 강도가 약해, 쉽게 마모되므로 순환유동층 반응기에 사용하기에는 어려움이 있다. Olivine은 dolomite에 비해 상대적으로 타르 제거 효율이 약 간 떨어지지만 기계적 마모에 우수한 성질을 가진 다. Ni-based 촉매는 가장 높은 활성을 지니고 있 지만, 제조 단가가 비싸고 황에 의해 쉽게 비활성 화 되는 단점이 있다[3,21].
촉매 장 점 단 점 Calcined rocks
- 가격이 저렴하고 매장량이 많음.
- dolomite(백운석)를 이용할 시 95% 이상의 타르 전환율을 보임.
- 가장 널리 쓰임.
- 부서지기 쉬움.
- 유동층 반응기에서 쉽게 마모됨.
Olivine - 가격이 저렴함.
- 입자 마모에 강함. - dolomite와 비교하여 촉매 반응성이 낮음.
Clay minerals - 가격이 저렴하며, 매장량이 풍부함.
- 처리문제가 쉬움.
- dolomite와 비교하여 촉매 반응성이 낮음.
- 점토질은 고온에서 기공 구조가 막히므로 고온 타르 제거가 불가능함.
Iron ores - 가격이 저렴하며, 매장량이 풍부함. - 수소가 없으면 빠르게 비활성화됨.
- dolomite와 비교하여 촉매 반응성이 낮음.
Char
- 가격이 저렴함.
- 가스화기에서 자연적으로 생산.
- dolomite에 견줄만한 높은 타르 전환율을 보임. - 가스화 반응에 의해 소모됨.
FCC
- 상대적으로 저렴하나, 위의 미네랄 성분 및 촤와 비교해 비쌈.
- FCC unit에서 오랜 기간 사용되어 잘 알려져 있음.
- 코크에 의해 빠르게 비활성화됨.
- dolomite와 비교하여 촉매 반응성이 낮음.
Alkali-metal - 가스화기에서 자연적으로 생산.
- 회재 처리 문제를 해결.
- 고온에서 입자 응집 발생.
- dolomite와 비교하여 촉매 반응성이 낮음.
Activated alumina - dolomite보다 뛰어난 타르 전환율. - 코크에서 의해 빠르게 비활성화 됨.
Transition-metal
- 900℃근처에서 완벽한 타르 전환이 가능함.
- CO
2
와 H2
수율이 높아짐.- Ni-계열의 촉매는 dolomite에 비해 8∼10배 정도 활성이 높음.
- 원료 중 황과 타르에 의해 빠르게 비활성화 - 상대적으로 비쌈.
Table 5.
타르 제거에 이용되는 촉매의 장단점 비교[21]5.2. 반응기 후 처리 기술
반응기의 후단에서 타르를 처리하는 방법은 크 게 스크러버를 이용하는 wet cleaning 방법과 앞 서 살펴본 촉매를 이용하여 개질 반응기를 이용하 는 방법으로 나뉠 수 있다. 벤튜리 스크러버(venturi scrubbing) 시스템을 이용하여 촉매의 농도를 20
∼40 mg/Nm
3
이하로 낮출 수 있다는 보고가 발표 되었다[22]. 다만, wet cleaning을 이용하는 경우 에 가스 출구 온도가 35∼60 ℃로 낮춰지므로 잠 열 손실과 수질 오염 물질을 생산한다는 단점을 갖게 된다. 3장에서 살펴본 바와 같이, 싸이클론과 배리어 필터는 타르 제거에는 적합하지 않으며 전 기집진기를 사용하면 150 ℃ 정도까지 대부분의 타르를 제거할 수 있지만 비싼 가격이 문제이다.Bergman [23]은 물이 재생되고 재순환하면서 scru- bbing을 하는 시스템인 “OLGA”라는 공정을 개발
하였다. Figure 10에는 OLGA 공정의 개략도와 다른 공정과 타르 제거율을 비교한 결과를 나타내었다.
실험결과, 타르 성분 중에서 25 ℃ 이상에서 응 축하는 다환 방향족 탄화수소(PAH, > 2∼3 ring), 헤테로사이클릭 혼합물(heterocyclic ethers) 등을 이슬점에 따라 선택적으로 분리할 수가 있었다.
또한, 남아있는 타르의 이슬점은 일상온도보다 낮 게 되어 타르 성분 모두를 잘 분리하는 것으로 나 타났다. 하지만, 일반적으로 wet cleaning 방법은 고온의 합성가스의 온도를 낮춰야 하므로 전체 에 너지 효율을 떨어뜨리고 폐수 처리 시스템을 필요 로 하는 등의 단점을 갖고 있으므로 고온의 합성 가스를 그대로 이용하는 고온 가스 정제 시스템이 개발되고 있는 추세이다. 대부분은 촉매를 이용한 개질 반응기를 이용하며, 이미 사용되는 촉매는 Table 5에 나타내었다. Wang et al. [24]은 촉매 개
Figure 10.
ECN에서 개발한 OLGA 공정 및 다른 공정과의 타르 제거율 비교[14].질 반응기에서 Ni/dolomite 촉매가 상업용 스팀 개질 촉매와 비슷한 활성을 갖는 것을 확인하였 다. Ni/dolomite 촉매는 상업용 촉매에 비하여 가 격이 저렴할 뿐만 아니라, 반 코킹(anticoking) 특 성을 갖는다. Corella [25]는 납사와 천연가스용 상업 스팀 개질용 촉매를 비교하여 납사용 촉매가 타르를 분해하기에 더 적합하다는 사실을 밝혔다.
또한 미량의 타르(2 g/m
3
)는 촉매를 피독시키지 않는다는 사실 또한 발견하였다. 이외에도 많은 연구결과들이 발표되고 있으며 타르의 제거율을 높이면서, 코킹에 자유롭고 황에 의한 피독이 적 은 촉매를 개발하는 데 많은 연구자들이 관심을 갖고 있다.6. 결 론
바이오매스 가스화기술은 기존의 화석연료를 대체하고, CO
2
배출을 저감할 수 있는 기술로서 열, 전력을 포함하여 메탄올, 디젤까지 매우 다양 한 에너지를 생산할 수 있는 공정으로 최근 많은 관심을 받고 있다. 하지만, 가스화기에서 생성된 합성 가스는 황 화합물을 비롯한 각종 오염물질을 함유하고 있기 때문에 반드시 정제 공정을 거쳐 합성가스를 이용하여야 한다. 본고에서는 바이오 매스 가스화기술에서 생성되는 대표적인 오염물 질을 불순물(미립자 및 알칼리, 질소, 황 화합물), 산성 가스, 타르로 분류하여 각 정제 공정의 특성과 현재 기술 동향에 대하여 살펴보았다. 기존의 합성가스 정제 공정에 비해 비교적 역사가 짧은 바이오매스 가스화 정제 기술은 최근 많은 관심을 받고 있으며, 바이오매스의 독특한 특성(높은 암 모니아 농도, 타르 생성 등)으로 말미암아 이를 고 려한 연구개발이 이루어지고 있다. 역사가 짧다는 말은 곧 기회가 많다는 말로, 새로운 바이매스 가 스화 정제 공정 개발을 위한 연구자 및 기술자들 의 지혜가 함께 모아진다면 세계적인 수준의 연구 가 가능할 것으로 믿어 의심치 않는다.
참 고 문 헌
1. Seo, M.W., Goo, J.H., Kim, S.D., Lee, S.H., and Choi, Y.C., Gasification characteristics of coal/biomass blend in a dual circulating fluidi- zed bed reactor, Energy Fuels, 24, 3108 (2010).
2. 이시훈 외, 신재생 에너지 RD&D 2030: 목질 계 에너지, 에너지관리공단 (2008).
3. 구정회, Ph.D. thesis, 한국과학기술원 (2010) 4. 이은도 외, 고부가 syngas 제조용 바이오매스
가스화설기 개발 기획보고서, 한국에너지기술 기획평가원, 서울 (2011)
5. 이시훈 외, 바이오매스 가스화 공정의 정제 및 합성가스 upgrading 기술 개발, 한국에너지기 술연구원 (2010)
6. 이재구, 이시훈, 농업 및 농촌을 위한 한, 중 녹
색에너지 세미나, 한경대학교 (2010)
7. Kumar, A., Jones, D.D., and Hanna, M.A., Thermochemical biomass gasification: a review of the current status of the technology, Energies, 2, 556 (2009).
8. National Non-Food Crops Centre, Review of technologies for gasification of biomass and wastes, NNFCC 09-008 (2009).
9. Boerrigter, H., Calis, H.P., Slort, D.J., Bo- denstaff, H., Kaandorp, A.J., Uil, H.den., and Rabou, L.P.L.M., Gas cleaning for integrated Biomass Gasification (BG) and Fischer-Tropsch (FT) systems, Energy research Centre of the Netherlands (ECN), Petten, The Netherlands, report C-04-056 (2004).
10. Higman, C., Burgt, M. van der, Gasification, Elsevier Science (2003).
11. Stevens, D.J., Hot gas conditioning: recent progress with larger-scale biomass gasifica- tion systems - update and summary of recent progress, NREL/SR-510-29952 (2001).
12. Perry, R.H., Green, D.W., and Maloney, J.
O., Perry’s chemical engineers’ handbook, 7th ed., McGraw-Hill Professional, NY, USA (1997).
13. Carlsson, K., Gas cleaning in flue gas from combustion of biomass, Deliverable 2E-3 of the EU project ThermalNet, EcoExpert (2008).
14. Zwart, R.W.R., Gas cleaning downstream bio- mass gasification, Energy and Research Centre of the Netherlands (ECN), Petten, The Netherlands, report ECN-E-08-078 (2009).
15. ANAMMOX
®
process- http://en.paques.nl/pageid=66/ANAMMOX%C2%AE.html 16. Munder, B., Grob, S., and Fritz, P.M.. Selection
of was systems for sour gas removal, 4th international freiberg conference on IGCC &
XtL Technologies (2010).
17. Tennyson, R.N. and Schaaf, R.P., Guidelines
can help choose proper process for gas-treating plants, Oil and Gas Journal, 75, 78 (1977).
18. Kim, K., Kim, Y., Yang, C., Moon, J., Kim, B., Lee, J., Lee, U., Lee, S., Kim, J., Eom, W., Lee, S., Kang, M., and Lee, Y., Long-term operation of biomass-to-liquid systems coupled to gasification and Fischer-Tropsch processes for biofuel production, Bioresource Techno- logy (2012). doi: http://dx.doi.org/10.1016/j.
biortech.2012.09.126.
19. Seo, M.W., Yun, Y.M., Ra, H.W., Yoon, S.
J., Lee, J.G., Kim, J.H., Lee, S.H., Eom, W.
H., Lee, E.D., and Lee, S.B., Metahnol absorp- tion characteristics for the removal of H
2
S, COS, CO2
in a pilot-scale biomass-to-liquid process, 2nd Asia-Pacific Forum on Renewable Energy (2012).20. Li, C. and Suzuki, K., Tar property, analysis, reforming mechanism and model for biomass gasification—An overview, Renewable and Sustainable Energy Reviews, 13, 594 (2009).
21. Devi, L., Ptasinski, K.J., and Janssen, F.J.J.
G., A review of the primary measures for tar elimination in biomass gasification processes, Biomass Bioenergy, 24, 125 (2003).
22. Han, J. and Kim, H., The reduction and con- trol technology of tar during biomass gasifi- cation/pyrolysis: an overview, Renewable and Sustainable Energy Reviews, 12, 397 (2008).
23. Bergman, P.C.A. and van Passen, S.V.B., The novel “OLGA” technology for complete tar removal from biomass producer gas. In Pyrol- ysis and gasification of biomass and waste.
Expert meeting, Strasbourg, France (2002).
24. Wang, T., Chang, J., and Lv, P., Novel cata- lyst for cracking of biomass tar, Energy Fuels, 19, 22 (2005).
25. Corella, J., Orio, A., and Toledo, J.M., Biomass gasification with air in a fluidized bed: exhau-
서 명 원
2001∼2006 KAIST 생명화학공학과 학사 2006∼2011 KAIST 생명화학공학과 박사
(석박사 통합) 2011∼2012 KAIST 생명화학공학과
Post-Doc.
2012∼현재 한국에너지기술연구원 기후변화본부 청정연료연구단 선임 연구원
김 재 호
1974∼1978 서울대학교 공업화학과 학사 1978∼1980 KAIST 생명화학공학과 석사 1984∼1992 KAIST 생명화학공학과 박사 1980∼현재 한국에너지기술연구원
기후변화본부 청정연료연구단 책임연구원
이 시 훈
1992∼1996 한양대학교 화학공학과 학사 1996∼1998 KAIST 생명화학공학과 석사 1998∼2003 KAIST 생명화학공학과 박사 2003∼2011 한국에너지기술연구원
기후변화본부 선임연구원 2011∼현재 전북대학교 자원에너지공학과
조교수
stive tar elimination with commercial steam reforming catalysts, Energy Fuels, 13, 702 (1999).
![Figure 3. 바이오매스 가스화와 관련된 공정 흐름도. 및 타르 포집 기술에 초점을 두고 기술 현황 및 실 험 결과 등을 소개하고자 한다. 2. 가스화 정제 기술의 필요성 및 정제 기준 바이오매스 가스화는 Figure 3에서 보는 바와 같이 크게 네 단계로 분류할 수 있으며, 이는 바이 오매스 전처리, 가스화, 가스 정제, 가스 이용이라 고 할 수 있다[7]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4970570.301230/3.825.114.740.117.373/바이오매스-가스화와-관련된-흐름도-소개하고자-바이오매스-가스화는-이용이라.webp)
![Figure 7. 중국 지린에 건설된 Selective Rectisol ® Process의 사진 및 공정도[16]. 인하여 용매의 증발손실이 다소 높은 것이다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4970570.301230/9.825.96.743.125.339/지린에-건설된-selective-rectisol-process의-공정도-인하여-증발손실이.webp)
![Figure 8. 메탄올 흡수탑 공정의 개요도[19]. 원료로 이용하여 이중 순환 유동층 반응기를 통해 합성가스를 얻는다. 얻어진 합성가스는 싸이클론 과 dust filter를 통과하며 고체 불순물을 제거하고 습식 scrubber와 filter를 거쳐 압축된 뒤에 메탄올 흡수탑으로 이동한다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4970570.301230/10.825.430.734.117.537/이용하여-반응기를-합성가스를-합성가스는-싸이클론-통과하며-불순물을-흡수탑으로.webp)
![Figure 10. ECN에서 개발한 OLGA 공정 및 다른 공정과의 타르 제거율 비교[14]. 질 반응기에서 Ni/dolomite 촉매가 상업용 스팀 개질 촉매와 비슷한 활성을 갖는 것을 확인하였 다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4970570.301230/13.825.110.746.119.333/ecn에서-개발한-공정과의-제거율-반응기에서-촉매가-상업용-확인하였.webp)
![[하이라이트] 폐기물 및 바이오매스 가스화 공정을 이용한 수소 생산 기술](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)