Young Jae Choi , Ki Hyeong Song, Seok Woo Lee, and Hon Zong Choi
1 한국생산기술연구원 IT 융합공정연구실용화그룹 (IT Converged Process R&BD Group, Korea Institute of Industrial Technology)
* Corresponding author: [email protected], Tel: +82-31-8040-6165 Manuscript received: 2014.2.5 / Revised: 2014.2.17 / Accepted: 2014.2.22
Micro patterns are used to maximize the performance and efficiency of the product in many industries such as energy, display, printing, biology, etc. Nowadays, the fabrication technology for micro patterns has been developed in various ways such as photolithography, laser machining, electrical discharge machining and mechanical machining. Recently, mechanical machining the size of smaller than 1 micrometer could be tried, because the technology related to the machining was developed brilliantly. This paper shows the experiments using cutting processes in order to fabricate the micro pattern. Micro patterns of the size of several micrometers were machined by the diamond tools of two different shape, the deformation and generation of burr were investigated.
Key Words: Micro Machining (미세 가공), Diamond Tool (다이아몬드 공구), Micro Pattern (미세 패턴), Diffractive Optical Element (회절 광학 소자)
1. 서론
기존의 광학계에 회절 패턴을 추가함으로써 제 품의 성능을 향상시키거나, 부품의 부피나 숫자를 감소시켜 제품 설계의 자유도를 높이기 위한 연구 들이 근래에 활발히 이루어지고 있다.1-5
회절광학소자(DOE: Diffractive Optical Element)는 최근에 수요가 증가하고 있는 고부가가치 광학부 품으로서 광학소자의 표면에서 수백 나노미터로부 터 수 마이크로미터의 크기로 소재를 제거하여 회 절 패턴을 생성하는 방법으로 만들어진다.
소재를 제거하는 방법으로 회절 패턴을 생성하 는 방법은 노광 기술을 이용하는 방법과 소재를 직접적으로 제거하는 방법으로 크게 나누어진다.
소재를 직접 제거하는 방법으로는 레이저를 이용
하는 방법과 다이아몬드 공구를 이용한 가공 방법 이 많이 사용되는데, 특히 다른 방법들에 비해 우 수한 표면 품질을 제공함으로 인해 다이아몬드 공 구를 이용한 가공 방법에 대한 연구들이 지속적으 로 이루어지고 있다.6-8
롤의 형태를 갖는 소재에 정밀 선반으로 미세 패턴을 가공하는 방법은 넓은 면적에 미세 패턴을 생성하는 효율적인 방법으로써 디스플레이 분야의 광학필름 제조에 많이 적용되고 있다.9,10 초정밀 제어가 가능한 가공 장비와 초미세 공구 제작 기 술의 발달로 미세 패턴을 필요로 하는 여러 분야 에서의 제품 개발에 있어서 기계 가공의 적용 가 능성이 높아지고 있다.11-15
본 논문은 미세 홈을 가공하기 위하여 다이아 몬드 공구와 정밀 선반을 이용하여 실험한 내용을
정리한 것이다. 서로 다른 두 가지 형상의 다이아 몬드 공구를 이용하여 수 마이크로미터 크기의 미 세 홈을 생성하기 위한 가공 실험을 수행하고, 결 과의 분석을 통해 미세 홈의 가공을 위해 요구되 는 공정의 특성을 파악하고자 하였다.
2. 실험 장치
2.1 가공 장비
Fig. 1은 실험에 사용된 가공 장비이다. 회전축 과 직선 이송축에 모두 유정압 베어링을 적용하여 제작되어진 정밀 선반이다. Table 1은 정밀 선반의 최장축인 Z축(총 이송 길이 1,060㎜)의 운동 정밀 도와 관련된 규격을 나타낸다.
2.2 다이아몬드 공구
Fig. 2와 Fig. 3은 실험에 사용된 다이아몬드 공 구를 보여준다. Fig. 2는 V 형상의 다이아몬드 공구 로써 요구되어지는 광학 특성에 따라 공구 내각의 크기를 달리하여 제작하게 되며, 디스플레이 제품 에 사용되는 프리즘 시트(Prism Sheet)의 생산을 위 한 롤금형의 가공이나 프레넬 렌즈(Fresnel Lens)의 가공 등에 사용될 수 있다. V 형상의 다이아몬드를
이용하여 가공하는 경우 피치과 깊이의 조절을 통 하여 쉽게 다양한 크기의 미세 패턴을 가공할 수 있다.
Fig. 3은 사각형의 형상을 갖는 다이아몬드 공 구로써 그레이팅 렌즈(Grating Lens)나 회절 광학 소자(Diffractive Optical Element) 등의 가공에 사용 될 수 있다. 이러한 다이아몬드 공구들은 일반적 으로 Fig. 4에 나타낸 것처럼 연삭 공정을 통해 제 작되는데, 제작 공정이 완전히 자동화 되지 못하 고 숙련공의 수작업에 의해 만들어지는 경우가 있 는 것으로 알려져 있다. Fig. 3과 같은 사각형의 형 상을 갖는 다이아몬드 공구를 수 마이크로미터 이 하의 폭을 갖도록 제조하는 것은 V 형상의 다이아 몬드 공구를 제작하는 경우에 비해 연삭 가공 중 의 미세한 충격으로도 제작 중인 공구가 파손될 가능성이 높아서 현재 시점에서도 쉽지 않은 작업 이다. 그러므로, 수 마이크로미터 급 이하의 다이 Fig. 1 Precision drum lathe with hydrostatic bearing
Table 1 Specification of precision drum lathe Item Specification Horiz. Straightness 1.4㎛
Horiz. Accuracy 2.5㎛
Horiz. Repeatability 2.4㎛
c-Axis Position Repeatability ±0.0005˚ (± 2arcsec) c-Axis Maximum Speed 600rpm
Fig. 2 V-shape diamond tool
Fig. 3 Rectangular diamond tool
아몬드 공구는 완전히 자동화 되지 못한 공구 제 작 공정과 공구 제작 중에 가공 장비 등에서 발생 가능한 미세한 진동의 제어에 대한 한계 등으로 인해 제작된 공구의 형상 품질이 균일하지 않은 문제점이 있다. 본 연구에서는 5㎛의 폭을 갖는 사각형 공구를 제작하여 사용하였다.
2.3 장치 설치
Fig. 5는 가공 실험을 위해 장치를 설치한 모습 이다. 공구 홀더로 공구를 고정하고 가공된 칩의 배출을 위한 장치와 절삭유의 분사를 위한 장치를 설치하였다.
주변 장치를 동일하게 설치한 상태에서 두 가 지 형상의 공구를 교체하면서 니켈이 도금된 롤 형상의 소재에 가공 실험을 실시하였다..
3. 가공 실험 방법
3.1 V 홈 가공 방법
V 형상의 다이아몬드 공구를 이용하여 수 마 이크로미터 크기의 V홈 가공 실험을 실시하였다.
가공 방법은 Fig. 6과 같이 연속 가공(Thread Cut)
방법으로 가공하였다. 연속 가공은 나사산의 형태 로 패턴을 가공하는 방법으로, 가공 시간을 단축 시킴으로써 생산성을 높일 수 있어서 프리즘 시트 의 제작을 위한 롤금형의 가공 시 주로 사용되는 가공 방법이다.
생성되는 미세 홈의 크기가 달라지도록 피치와 깊이를 조절하여 수 마이크로미터 범위에서의 가 공 특성을 파악할 수 있도록 하였다. Table 2에 V 홈 가공 조건을 나타내었다.
3.2 사각형 홈 가공 방법
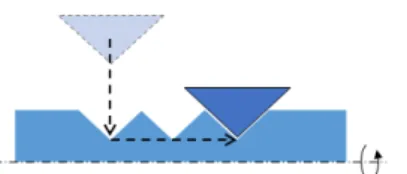
사각형 모양의 홈은 플런지 가공(Plunge Cut)의 방법으로 가공 실험을 진행하였다. Fig. 7에 나타낸 것처럼, 플런지 가공(Plunge Cut)은 한번의 공구 진 입으로 하나의 패턴의 가공을 완료하고 다음 패턴 의 가공을 위해 공구가 이송하는 방식이다.
Table 3에 사각형 홈 가공 실험을 위한 가공 조 건을 나타내었다.
Velocity 141 m/min (150rpm)
Fig. 7 Plunge cut using rectangular diamond tool
Table 3 Machining condition for rectangular tool No.
Condition 1 2 3 4 5 Cutting Depth (㎛) 1 2 3 4 5
Pitch(㎛) 10
Feed Rate (㎛/rev) 0.1 Velocity 141 m/min (150rpm) Fig. 5 Experimental installation
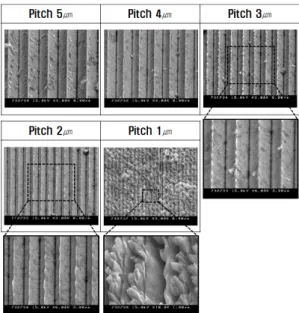
Fig. 8은 V홈 가공 결과를 관찰한 주사전자현미 경(Scanning Electron Microscope)의 이미지 이다. 피 치가 작아지면서(3㎛ 미만) 산부분에 변형 및 버 (Burr)가 발생한 것으로 보여진다. 가공 피치가 1
㎛로 설정된 조건에서는 가공 칩이 소재로부터 탈 락되지 못하여 공구 진행 방향을 따라 일정 간격 을 유지하면서 소재에 붙어 있는 모습으로 관찰된 다. 그런데, Pitch 3 조건의 경우는 SEM 이미지만으 로는 가공 후 남겨진 산부분에서 불명확한 구불구 불한 선의 형태로 표시되는 현상이 버(Burr)의 발 생으로 인한 것인지, 아니면 가공하면서 산부분에 변형이 발생한 것인지 명확한 판단이 어렵다.
이러한 부분을 보다 면밀히 살펴보기 위하여 집속이온빔(Focused Ion Beam)을 이용한 밀링 공정 을 통하여 가공된 패턴의 단면을 생성하고 SEM으 로 관찰하였다. Fig. 9는 그 결과를 나타낸다. SEM 에서 산부분이 비교적 선명한 선으로 관찰된 Pitch 5㎛와 Pitch 4㎛의 조건의 단면 분석 이미지에서는 산부분의 모서리가 정확하게 형성된 것이 관찰된 다. 그러나 Pitch 3㎛와 Pitch 2㎛에서는 산부분에서 변형이 발생하여 모서리가 한쪽 방향으로 휜 것을 확인할 수 있다. Pitch 1㎛의 경우 산부분의 모서리 에서 잘려나가지 못한 소재가 버(Burr)의 형태로 남으면서 공구 진행 방향의 영향으로 변형이 발생 한 모습이 관찰된다.
SEM 이미지에서 버(Burr)와 변형에 대한 판단 이 어려웠던 Pitch 3㎛의 경우 FIB를 이용한 단면 분석을 통해 보다 명확하게 가공 현상을 파악할 수 있었다.
V홈의 가공에 있어서 패턴의 크기가 작아질수 록 남겨지는 프리즘 형상의 구조물의 부피가 작아 지는데, 이로 인해 다이아몬드 공구의 절입시 남 겨지는 소재의 지지 강성이 약한 산부분에서의 변 형이 발생되는 것으로 보인다. 또한 산부분에서 이러한 변형이 과다하게 발생하게 되면 공구의 날 에 의해 소재가 탈락되어지지 못하고 남게되는 부 분이 발생하게 되어 버(Burr)가 생성되는 것으로 사료된다.
이러한 현상은 가공에 사용하는 다이아몬드 공 구 모서리의 날카로운 정도(Edge Sharpness)도 관련 이 있을 것으로 보이며, 가공하는 패턴의 크기가 작아지면서 수십 마이크로미터 급의 가공에 비해
절삭되는 소재의 두께 대비 절입되는 공구의 모서 리 반경(Edge Radius)의 비율이 커지면서 가공 선 단에서 전단변형의 영향을 받는 영역이 차지하는 비율이 증가하는 현상에 기인하는 것으로 사료된 다. 세계 최정상 수준으로 가공된 초정밀 다이아 몬드 공구 모서리의 날카로운 정도(Edge Sharpness) 를 판단할 수 있는 공구 모서리 반경(Edge Radius)
Fig. 8 Machining results by V-shape diamond tool
Fig. 9 Section View by FIB milling process (Machining results by V-shape diamond tool)
Fig. 10은 사각형 홈 가공 결과를 관찰한 SEM 의 이미지 이다. 패턴의 피치를 균일하게 유지하 는 조건에서 가공 깊이를 변화시키면서 가공한 결 과인데, SEM 이미지에서 가공 후 남겨진 구조물의 상부 윤곽선이 버(Burr)로 추정되는 형상으로 인해 선명하지 못하게 나타난다. 또한 버(Burr)로 추정 되는 형상은 가공 깊이가 깊어질수록 더 두드러지 게 드러나는 것으로 보인다. 이러한 결과는 공초 점 레이저 현미경(Confocal Laser Microscope)을 이 용한 측정 결과를 보여주는 Fig. 11에서도 확인할 수 있다.
Fig. 12는 버(Burr)로 추정되는 형상에 대하여 보다 명확한 관찰을 위하여 가공된 미세 패턴을 FIB를 이용하여 단면을 생성하고 SEM으로 관찰한 이미지이다.
단면의 이미지를 보면 ②와 ③의 좌측, ④의 경우에는 버(Burr)가 생성된 것으로 판단되지만,
③의 우측의 경우에는 버(Burr)와 변형의 사이에서 의 판별을 명확하게 내리기 어렵다. 그리고, 버 (Burr)와 변형의 판별이 명확하게 내리기 어려운
③의 우측에 비해 다른 부분의 형상의 변화가 더 두드러져 보인다.
사각형 홈의 가공 결과를 보면V 홈 가공에 비 해 발생한 형상 오차의 크기가 비교적 작게 나타 남을 알 수 있다. 이것은 가공 방법의 특성상 가 공 깊이를 한 차례의 연속 가공(Thread cut)으로 미 세 홈을 생성한 V 홈에 비해 사각 홈의 경우에는 미세 홈의 생성을 위해 가공 깊이를 여러 차례에 나누어 가공함으로 인한 차이가 있는 것이 한 가 지 원인인 것으로 사료된다. 또한 남겨지는 구조 물의 형상이 V 홈에 비해 사각 홈의 경우가 지지 강성면에서 유리한 것도 이러한 현상이 발생하는 또 한 가지 원인인 것으로 사료된다.
V 홈의 가공 결과와 함께 종합해서 생각하여
Fig. 10 Machining results by rectangular diamond tool
Fig. 11 Measurement result by confocal laser microscope (Machining results by rectangular diamond tool)
Fig. 12 Section View by FIB milling process (Machining results by rectangular diamond tool)
의 발생은 서로 밀접하게 연관되어 있는 것으로 판단된다. 이러한 점은 버나 변형의 발생으로 인 한 형상 오차의 크기가 수십 마이크로미터 급의 패턴 가공에 비해 수 마이크로미터 급의 가공에서 생성되는 미세 홈에서 더 큰 비율을 차지하면서 두드러지게 나타나는 현상으로 보여진다.
5. 결론
가공 결과 분석을 통해 수 마이크로미터 크기 범위의 미세 패턴 가공 공정 특성을 다음과 같이 파악하였다.
수 마이크로미터 크기 범위의 미세 패턴 가공 에서는 버(Burr)와 변형의 발생이 서로 밀접하게 연관되어 있는 것으로 파악되는데, 미세 패턴 가 공 시에 나타나는 국소적인 변형이 발전된 형태로 버(Burr)가 발생하는 것으로 사료된다. 이러한 현 상은 패턴의 미세화가 가공 부하에 비해 소재의 지지강성이 약해지는 방향으로 영향을 미치기 때 문에 나타나는 것으로 사료되며, 여기에는 정밀 공구의 제작 한계로 인한 공구의 모서리 반경 (Edge Radius)과 가공 조건 간의 기하학적인 형상 의 비율 변화도 영향을 미치는 것으로 보인다. 수 마이크로미터 크기 범위의 미세 패턴 가공에서는 가공 깊이나 피치와 같은 가공 조건뿐만 아니라, 가공으로 생성되는 홈의 형상과 가공에 사용되는 공구의 모서리 반경(Edge Radius)과 같은 기하학적 형상들의 비율의 관계가 가공 결과에 영향을 미치 는 공정 변수로 인식되어야 할 것으로 판단된다.
이를 통해 살펴볼 때, 가시 광선 영역에서의 회절 효과를 갖는 서브 마이크로(Sub-Micro) 급의 회절광학소자의 가공을 위해서는 가공 장비의 정 밀도를 기반으로 미세한 공정 변화가 가공 결과에 미치는 영향을 이해하기 위한 공정 개발과 함께 서브마이크로 급의 가공에 적합한 초정밀 공구의 개발이 수반되어야 할 것으로 보인다.
후 기
본 연구는 산업통상자원부 산업원천기술개발사 업의 “회절광학소자용 700㎚급 이하의 미세패턴 가공을 위한 절삭가공공정 원천기술 개발” 과제로
1. Yan, J., Oowada, K., Zhou, T., and Kuriyagawa, T.,
“Precision Machining of Microstructures on Electroless-plated NiP Surface for Molding Glass Components,” J. Mater. Process. Technol., Vol. 209, No. 10, pp. 4802-4808, 2009.
2. Takeuchi, Y., Maeda, S., Kawai, T., and Sawada, K.,
“Manufacture of Multiple-focus Micro Fresnel Lenses by Means of Nonrotational Diamond Grooving,” CIRP Ann. - Manuf. Technol., Vol. 51, No. 1, pp. 343-346, 2002.
3. Tamagawa, Y. and Ichioka, Y., “Efficiency of Blazed Diffractive Optics Produced by Diamond Turning,” Optical Review, Vol. 5, No. 5, pp. 291-294, 1998.
4. Blough, C. G., Rossi, M., Mack, S. K., and Michaels, R. L., “Single-Point Diamond Turning and Replication of Visible and Near-infrared Diffractive Optical Element,” Applied Optics, Vol. 36, No. 20, pp. 4648-4654, 1997.
5. Riedl, M. J., “Diamond-Turned Diffractive Optical Elements for the Infrared,” Proc. of SPIE, Vol. 2540, pp. 257-268, 1995.
6. Kuwano, R., Koga, T., Tokunaga, T., Wakayama, T., Otani, Y., and Fujii, N., “Ring Beam Shaping Optics Fabricated with Ultra-precision Cutting for YAG Laser Processing,” Optical Review, Vol. 19, No. 2, pp. 98-102, 2012.
7. Takeuchi, Y., Murota, M., Kawai, T., and Sawada, K.,
“Creation of Flat-End V-Shaped Microgrooves by Non-Rotational Cutting Tools,” CIRP Ann. - Manuf.
Technol., Vol. 52, No. 1, pp. 41-44, 2003.
8. Jeon, E. C., Je, T. J., Lee, E. S., Park, E. S., Lee, J. R., Choi, H. J., and et al., “Optimization of Hybrid LED Package System for Energy Saving Based on Micro Machining Technology and Taguchi Method,” Int. J.
Precis. Eng. Manuf., Vol. 14, No. 6, pp. 1113-1116, 2013.
9. Lee, S. W., Lee, D. Y., Song, K. H., Kang, H. C., and Kim, S. J., “Core Technology Development for Micro Machining Process on Large Surface,” J. Korean Soc.
Precis. Eng., Vol. 28, No. 7, pp. 769-776, 2011.
12. Moriya, T., Nakamoto, K., Ishida, T., and Takeuchi, Y., “Creation of V-shaped Microgrooves with Flat- Ends by 6-axis Control Ultraprecison Machining,”
CIRP Ann. - Manuf. Technol., Vol. 59, No. 1, pp. 61- 66, 2010.
13. FANUC, “FANUC ROBONANO α-0iB,” http://www.
fanuc.co.jp/en/product/robonano/index.html (Accessed 24 Jan. 2014)
14. A.L.M.T. Corp., “Ultra-Precision Cutting Tool UPC- Nano Tools,” http://www.allied-material.co.jp/english/
products/diamond/cutting/upcnano/html (Accessed 24 Jan. 2014)
15. A.L.M.T. Corp., “Ultra-Precision Cutting Tool UPC,”
http://www.allied-material.co.jp/english/products/dia- mond/cutting/upc/html (Accessed 24 Jan. 2014)