반도체디스플레이기술학회지 제18권 제2호(2019년 6월) Journal of the Semiconductor & Display Technology, Vol. 18, No. 2. June 2019.
AISI 4340강의 방전가공에서 공정변수의 최적화
최만성*†
*†한국기술교육대학교 메카트로닉스공학부
Optimization of Process Parameters for AISI 4340 Steel in Electrical Discharge Machining
Man Sung Choi
*†*†School of Mechatronics Engineering, Korea University of Technology and Education
ABSTRACT
The method of electrical discharge machining (EDM), one of the processing methods based on non-traditional manufacturing procedures, is gaining increased popularity, since it does not require cutting tools and allows machining involving hard, brittle, thin and complex geometry. This present investigation details the determination of optimum process parameter to attain the better machining performance in EDM of AISI 4340 steel with graphite as a tool electrode. The experimental combinations are planned and analyzed by Taguchi’s design of experiments approach. To predict the optimal condition, the experiments are conducted by using Taguchi’s L27 orthogonal array.
The influence of process variables such as discharge current, pulse on and pulse off time, voltage and spark speed were investigated to control the various desired performance measures such as surface roughness. Analysis of Variance (ANOVA) has to be performed to know the magnitude of each factor. Investigations indicate that the surface roughness is strongly depend on pulsed current.
Key Words : Electrical Discharge Machining, AISI 4340 Steel , Optimization, Surface Roughness
1. 서 론1
방전가공은 가공속도가 빠르고 정밀가공과 복잡 한 형 상으로의 가공이 가능하다는 등의 많은 장점 이 있는 특 수가공법이며, 반도체기술의 혁신으로 제어기술의 발달 을 가져와 고속가공이 가능하게 되었다[1-5]. 방전가공은 반도체장비, 금형업체, 항공 우주 산업 등 산업전반에 걸 쳐 다양하게 사용되고 있으며, 일반 범용공작기계로는 가 공에 어려움이 있는 금형제작과 같이 난삭재를 주로 사 용하는 분야에 필수적이며, 비철금속재료의 가공에도 활 용 되고 있다. 또한 이 가공법은 재료의 경도에 무관하게 가공할 수 있으며, 매우 복잡한 형상의 부품을 흑연 이나
†
E-mail: [email protected]
구리전극을 사용하여 고 정도의 부품을 가공 할 수 있다.
방전가공에서 연구는 주로 가공 재료에 의한 공정변수에 관련하여 재료제거율이나, 표면거칠기와 같은 방전가공 특성을 규명한 문헌이 대부분이다[1-6], 방전가공에서 공 정변수는 펄스전류, 방전시간, 전압, 방전속도, 전극회전 및 분무액의 압력 등 많은 변수가 있기 때문에 방전특성 을 규명 하는 것이 쉽지는 않다. 방전조건이란 기계의 제 어 회로에 내장되어있는 기능 중 가공속도와 정밀도 를 제어하는 요소를 포함하고 있다. 본 연구에서는 방전조건 인 방전전류(current), 방전시간(pulse on-time), 휴지시간(pulse off-time), 방전전압(voltage), 및 방전 속도(spark speed)에 따라 흑연전극을 사용하여 가공 된 재료의 표면거칠기에 미치 는 영향을 알아 보았 다. 사용된 시편인AISI 4340 강은 급 냉 후 뜨임 처리한 강으로 Mo을 함유하고 있는데 합금원
최만성 18
소 로써 Mo의 효과는 경화능을 증가시키고, 고온강도 유 지에 도움이 되며 뜨임처리를 할 때 연화 저항성 을 준다.
이러한 특성으로 반도체장비나 풍력 발전 용 부품 소재 로 사용되고 있다. AISI 4340 강의 가공 에 관련된 최근 연 구는 주로 선삭가공에 관련된 연구가 보고되어 있다[7-11].
방전가공에서는 많은 공정변수로 인한 실험의 효율적인 결과를 도출하기 위해 Taguchi법을 사용한다. 이 방식은 기계, 화학, 전기, 전자 등 산업 전반에 걸쳐 생산 공정의 공정 조건을 최적화하고 품질손실 비용을 줄일 수 있는 최적화 설계기법이다 [12-14]. 본 실험에서는 3수준 계 직 교배열표 L 의 실험계획표에 따라 방전가공 실험을 하27 였으며, 실험자료를 근거로 정규성검정 (normality test)을 하 고 S/N비를 구하였다. 또한 분산 분석(ANOVA)을 통해 표 면거칠기에 대한 최적의 방전가공조건을 구하였다.
2. Taguchi법
Taguchi법은 직교배열표를 이용해서 각 변수의 영향을 분석하는 방법을 제안하였다. 이 방법에 따르면 총 변수 조합에 비하여 현저히 감소된 실험 만으로 각 변수의 영 향을 확인할 수 있다. 또한 변수들을 현실적으로 제어가 가능한 제어변수와 제어가 어려운 잡음변수로 구분하여 최적 제어 변수의 조합을 찾는 방법을 제안하였다. Taguchi 기법의 목적은 잡음에 강한 설계를 하는 것이다. 생산 현 장은 재료의 다양함, 작업자의 부주의, 통제 불가능한 외 부환경 등이 있다. 따라서 Taguchi 기법은 잡음의 영향을 최소화 하고 제어가 가능 하고 영향력이 강한 인자를 찾 아 내어 잡음의 영향력을 최소화 하는 강건설계 (robust design)가 핵심이다. 이러한 강건설계에 필요한 기법이 S/N (signal and noise)비이다. 망소특성(smaller is the better)은 음수 값을 갖지 않고 작을 수록 좋은 특성 으로 S/N비는 다음 과 같다.
(1)
여기서 yi는 실험에서 얻어진 데이터이고 n은 실험의 횟수를 의미하며, s는 표본표준편차이다.
3. 실험장치 및 방법 3.1 시편제작
본 실험에서는 W*D*H=50*60*60 mm의 AISI 4340 강 8개 와 SEM 촬영용 4개를 각각 제작하였다. 방전 가공 시 피 삭재가 떨리는 현상을 방지하기 위해 베드에 가공재료를
단단히 고정하였고 피삭재의 위, 아래 분무압이 같도록 Z 축의 높이를 조정하였다. 방전 전극의 치수는 흑연 (graphite) Ø10 mm로 제작 하였다. 사용된 시편은 AISI 4340 강이며, 그 화학적 인 조성과 기계적성질은 Table 1과 Table 2와 같다.
Table 1. Chemical composition(wt.%) of the AISI 4340
specimen used for machining.C Si Mn p S
0.39 0.24 0.72 0.09 0.02
Cu Ni Cr Mo V
0.13 1.65 0.67 0.16 0.13
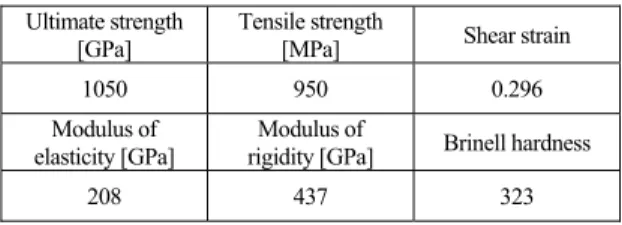
Table 2. Mechanical properties of the AISI 4340 specimen
used for machining.Ultimate strength [GPa]
Tensile strength
[MPa] Shear strain
1050 950 0.296
Modulus of
elasticity [GPa] Modulus of
rigidity [GPa] Brinell hardness
208 437 323
3.2 실험방법
Fig. 1은 실험에 사용된 방전가공의 모습이다. 사용할 전 극이 세팅이 되어있는지 확인한 후, 방전 가공의 Z축 램 이송거리 한계와 방전유의 양을 고려하여 공작물을 고정 한다. 공작물 고정을 완료한 다음 공작물 좌표계 설정을 위하여 EIP(전극이 공작 물에 닿았을 경우 전극이 움직이 지 않게 하는 기능), BUZZ(전극이 공작물에 닿는 경우 부 저소리가 나는 기능)를 체크한 상태에서 X, Y, Z축을 각각 이동 하여 공작물을 전극에 닿게 하고 그 지점을 공작물 원점으로 잡는다. 원점을 잡은 후 EIP, BUZZ 을 체크 해제 한다.
Fig. 1. Experimental set-up
2 10
1
10 1
ii
S N y
/ log n
AISI 4340 강의 방전가공에서 공정변수의 최적화 19
Table 3은 실험에 사용된 방전가공기와 표면거칠기 측 정기의 제원을 나타낸 것이다.
Table 3. Specification of experiment device
Name Model Co. Ltd
EDM M/C JCE-50C HWACHEON
Roughness
Measurement Device SE 500 MAHR
Table 4는 실험에 사용된 제어인자와 각 수준에 따른 방 전가공조건을 나타내었다. 실험방법은 AISI 4340강에 방전 전류, 휴지시간, 방전전압, 방전시간, 방전속도를 바꾸어 가며 깊이 1 mm로 방전가공을 실시하였다. 각 인자의 수 준은 3수준으로 총 27번의 가공을 실시하였으며, 2회 반복 실험을 하였다. 전극 은 흑연을 이용하였다. 방전가공을 한 번 실시하고 가공이 끝나면 가공시간을 결과표에 작 성하였으며, 이후 시편을 빼내고, 방전액을 잘 배출한 후 표면 거칠기를 측정하였다. 여기서 원점을 매 번 맞추는 것을 줄이기 위해 X축과 Y축을 고정시키고, 다른 시편을 이용해 표시를 해두었다. Z축은 가공할 때 마다 원점을 맞추어야 하는데 그 이유는 전극의 소모량으로 인해 1 mm보다 더 적게 가공되는 것을 대비하였다. 이런 방식으 로 총 54회의 실험을 하고 결과물에 대해 표면거칠기 측 정기로 표면거칠기를 측정하였다. 이러한 측정값들을 통 계적 기법을 이용 하여 방전가공의 최적조건을 선정하였 다. 여기서 A는 방전전류, B는 휴지시간, C는 방전전압, D 는 방전시간, E는 방전속도이다.
Table 4. Variable process parameters
Factors Symbol Parameter/Unit Level 1 2 3
Control factors
A Discharge current [A] 4 10 16 B Pulse off-time [us] 10 12 14 C Voltage [V] 11 13 15 D Pulse on-time [us] 18 20 22 E Spark speed [um/s] 50 45 40
4. 실험결과 및 분석 4.1 정규성 검정(normality test)
Table 4의 실험조건에 따라 흑연전극을 사용하여 실험 한 후에 표면거칠기 Ra[μm]를 구하고, 자료의 정규성 검 토를 하였다. 정규성을 검정하는 통계적 방법으로 여러 가지가 있으나, 여기서는 Anderson- Darling검정을 사용하였 다. 이 검정은 경험적 누적 분포함수를 기초로 한 검정 방법으로 좋은 검정력 을 가지며, 분포의 높은 값과 낮은
값들에서 정규성 으로부터 이탈을 탐지 하는데 특히 효 과적이다.
Fig. 2는 표면거칠기의 정규확률도를 95% 신뢰 구간으 로 나타낸 것으로
A
20.888에 해당되는 p-값이 0.020 이 고, 유의수준 5%보다 낮으므로 대립가설을 채택한다. 따 라서 정규분포를 따르지 않는다고 판정한다.Fig. 2. Probability plot of Ra
4.2 분산분석(analysis of variation)
Table 5는 Table 4의 실험조건에 따라 실험에서 구한 표면 거칠기 값이고, S/N비는 식(1)의 망소특성으로 구한 값이다.
Table 5. Experimental results of Ra, S/N ratios
Run A B C D E Ra S/N
1 1 1 1 1 1 2.307 -7.2986
2 1 1 1 1 2 2.625 -8.3849
3 1 1 1 1 3 2.630 -8.5407
4 1 2 2 2 1 2.351 -7.4236
5 1 2 2 2 2 3.430 -11.0453
6 1 2 2 2 3 2.558 -8.2349
7 1 3 3 3 1 2.573 -8.2707
8 1 3 3 3 2 3.038 -9.6684
9 1 3 3 3 3 3.694 -11.4630
10 2 1 2 3 1 5.442 -14.9088
11 2 1 2 3 2 3.962 -12.0763
12 2 1 2 3 3 5.592 -14.9532
13 2 2 3 1 1 3.585 -11.1134
14 2 2 3 1 2 3.147 -10.0141
15 2 2 3 1 3 5.039 -14.1190
16 2 3 1 2 1 5.128 -14.2409
17 2 3 1 2 2 4.174 -12.4837
18 2 3 1 2 3 4.413 -12.9010
19 3 1 3 2 1 7.782 -17.8216
20 3 1 3 2 2 8.251 -18.3381
21 3 1 3 2 3 8.610 -18.7341
22 3 2 1 3 1 9.180 -19.2785
23 3 2 1 3 2 7.755 -17.7949
24 3 2 1 3 3 9.450 -19.5188
25 3 3 2 1 1 7.260 -17.2264
26 3 3 2 1 2 6.904 -16.7931
27 3 3 2 1 3 7.063 -16.9798
최만성 20
Table 5의 자료에 따라 분산분석(ANOVA)을 하여 Table 6과 같은 결과를 얻었다. 분산분석은 가공변수(process parameters) 를 분석하기 위한 한 방법으로 각 인자들이 표면거칠기에 미치는 유의성을 검정할 수 있다.
Table 6. ANOVA analysis for surface roughness Ra
Factor DF SS MS F-value P-valueA 2 128.017 64.0087 225.17 0.000
B 2 0.528 0.2640 0.93 0.422
C 2 0.545 0.2725 0.96 0.411
D 2 5.782 2.8910 10.17 0.073
E 2 1.868 0.9342 3.29 0.073
A*E 4 2.227 0.5568 1.96 0.165
Error 12 3.411 0.2843
Total 26 142.379
Table 6에서 유의확률 값인 P의 값을 살펴보면 방전 전 류 A가 매우 유의하고, 방전시간 D과 방전 속도 E는 유의 한 편이다. 즉 수준간에 차이가 있다는 의미이다. 그리고 방전전류와 방전속도 A*E 는 약간의 교호작용이 있음을 알 수 있다. 여기서 결정 계수
R
2은 97.6%이고, 수정R
2은 94.8%로 계산 되어 실험결과가 매우 적합하므로 실제 방 전가공 에서 충분히 활용할 수 있다. 여기서 P-값의 유의 성이 큰 순위는 A, D, E, A*E, B, C이다.Fig. 3은 흑연전극을 사용하여 방전가공하였을 때 각 요 인의 수준에 대해 반응특성인 표면거칠기의 평균 값에 대한 주 효과를 나타낸 것으로 이 표 에는 델타통계량에 따른 주효과의 상대적 크기를 비교할 수 있다. 그림 에서 볼 때 방전전류의 평균 적인 차이가 매우 크며, 방전시간 과 방전속도의 순서로 차이가 있음을 볼 수 있다.
Fig. 3. Main effect plot of S/N ratios
Fig. 4는 표면거칠기에 대한 망소특성치인 S/N비의 반응 값을 나타낸 것이다. 그림에서 경사가 급한 요인이 수준 간에 차이가 있는 즉, 유의한 요인이다. 방전전류의 델타
값은 9.13, 휴지시간은 0.28, 방전 전압은 0.10, 방전시간은 1.94 그리고 방전속도는 0.98로 나타났다. 따라서 유의한 순위는 A, D, E, B, C 순으로. 표면거칠기에 큰 영향을 미침 을 알 수 있다. 최적조건은 A D E B C 이 된다. 1 1 2 2 3
Fig. 4. Main effects plot for S/N ratios
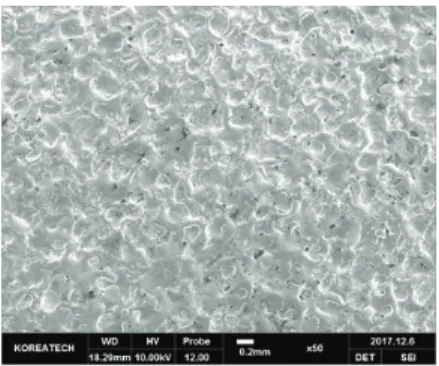
Fig. 5는 표면거칠기 실험자료에 따른 S/N비에 대한 교 호작용의 효과(interaction effect)를 나타낸 것이다. 교호작용 의 효과는 어느 한 인자의 효과가 다른 인자의 수준에 따 라 변화하여 나타나는 효과를 나 타낸다. Fig. 5에서 실험 자료의 S/N비에 따른 각 교호작용을 살펴보면, Table 6에서 나타낸 A*E의 p-값이 0.165과 같이 약간의 교호작용이 있 으며, 이 그림에서 B*E, C*E, 그리고 D*E는 교차되는 직선 이 거의 없으므로 거의 교호작용이 없다. 이런 경우는 각 각의 인자를 따로 고려하여 최적수준을 정한다. Fig. 4의 그림에서 설계변수의 최적수준은 S/N비를 최대로 하는 수 준이므로 A B C D E 이 된다. Fig. 6은 이 가공조건에서 실1 2 3 1 2 험하여 얻은 방전가공면을 금속 현미경 조직사진(SEM)으 로 나타낸 것이다. Fig. 4의 그림에서 설계변수의 표면거칠 기가 나쁜 최적수준 은 S/N비를 최소로 하는 A B C D E 3 1 1 3 3 가공조건이다. Fig. 7은 이 조건에서 얻은 방전가공면의 조 직사진이다. Fig. 6과 Fig. 7을 비교해 볼 때 표면거칠기의 변 화를 뚜렷하게 볼 수 있다.
Fig. 5. Interaction plot for S/N ratios
AISI 4340 강의 방전가공에서 공정변수의 최적화 21
Fig. 6. Scanning electron microscope image of machined
surface with A B C D E machining conditions. 1 2 3 1 2Fig. 7. Scanning electron microscope image of machined
surface A B C D E machining conditions. 3 1 1 3 34.3 다중회귀분석(multiple regression analysis) 다중회귀분석(multiple regression analysis)은 두 개 이상의 예측변수와 한 개의 반응변수와의 관계를 직선으로 가정 하는 회귀분석을 말한다. 회귀함수가 얼마나 유효한가는 분산분석표를 작성하여 t-검정을 실시하거나, 실험에서 얻어지는 총 편차의 제곱 합과 회귀제곱 합으로부터 구 해지는 결정계수 R2을 이용하여 평가한다. 각 인자들로부 터 표면거칠기를 예측하기 위한 방법으로 Table 5의 자료 를 이용하여 흑연전극을 이용한 방전가공에 있어서 유의 하지 않은 A*E, B, C를 풀링(pooling)하고 A, D, E만을 회귀 모델에 적용하여 표면거칠기의 다중회귀식을 구하였다.
a 1.627 2.614 0.563 0.191
R A D E
(2)여기서
R
a는 표면거칠기의 추정식이다. 식(2)에서 알 수 있듯이 표면거칠기를 최소화하기 위해서는 방전전류 A, 방전시간D와 방전속도 E를 낮추면 된다. 이 회귀분석 에서 표면거칠기의 결정계수 R2의 값은 91%로 나타났는 데 전체변동 중 회귀식에 의해 설명되는 부분이 매우 높 다. 그리고Table 5의 자료 를 이용하여 방전가공변수에 대한 S/N비의 다중 회귀식을 식(3)과 같이 구하였다.
/ 1.377 4.564 0.970 0.437
S N A D E
(3)식(3)에서 알 수 있듯이 S/N비는 클수록 좋기 때문 에 A, D와 E를 낮추면 된다. 이것은 식(2)와 같은 결과이다.
회귀분석에 의한 S/N비의 결정계수 R2 값은 93%로 나타 났는데 전체변동 중 다중회귀식에 의해 설명되는 부분이 식(2)와 같이 매우 높다.
5. 결 론
본 연구에서는 Taguchi법을 이용하여 AISI 4340강 을 방 전가공재로 사용하여 방전가공을 하였다. 방전공정변수 에 따른 표면거칠기의 영향을 분석한 결과에 의하면, 표 면거칠기에 많은 영향을 미치는 공정변수는 방전전류, 방 전시간, 방전속도이며, 휴지 시간과 방전전압은 상대적으 로 그 영향이 미미 하였다. 또한. 각 공정변수에 수준에 따른 방전전류 와 방전속도의 교호작용이 약간 있었고, 기타 변수 간의 교호작용은 거의 없었다. 금속조직현미경 (SEM) 에 의한 표면거칠기를 살펴본 결과 분산분석에서 얻은 가장 좋은 조건과 나쁜 조건의 방전표면은 뚜렷한 차이가 있음을 볼 수 있었다. 앞으로 더 정밀한 표면품위 분석을 하기 위해서는 원자현미경 (AFM) 을 이용하여 방 전시편을 분석할 필요가 있다. 또한 공정변수의 크기를 세분화해서 표면거칠기에 미치는 영향을 분석하기 위해 서는 반응표면법 (RSM)을 적용하면 방전가공에서 표면거 칠기를 더욱 개선 할 수 있을 것 이라 여겨진다.
감사의 글
이 논문은 2019년도 한국기술교육대학교 교수 교육연 구진흥과제 지원에 의하여 연구되었음.
참고문헌
1.
Choi, Man Sung, “Optimizing the Process Parameters
of EDM on SCM440 Steel,” Journal of the Semiconductor & Display Technology, Vol. 17, No. 2, pp61-66, June 2018.2. Shasikant, V., Roy, A. K., “Effect and Optimization of Machine Process Parameters on MRR for EN19 and EN41 Materials using Taguchi Method,” Procedia Technology, Vol. 14, pp. 204-210, 2014.
3. Roy, A. K., Kaushik Kumar, “Effect and Optimization of various Machine Process Parameters on the Surface Roughness in EDM for an EN41 Material using Grey
최만성 22
Taguchi,” Procedia Materials Science, Vol. 6, pp. 383- 390, 2014.
4. Jahan, M. P., Yang, Y. S., Rahman, M., “A Study on the Fine-finish De-sinking micro-EDM of Tungsten Carbide using Different Electrode Materials,” Journal of Materials Processing and Technology, Vol. 209, pp.
3956 – 3957, 2009.
5. Kuppan, P., Rajadurai, A., Narayanan, S., “Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718,” International of Journal of Advanced Manufacturing Technology, Vol. 38, pp. 74-84, 2008.
6. Kanagarajan, D., Palanikumar, R., Davim K., Paulo J.,
“Optimization of Electrical Discharge Machining Charac -teristics of WC/Co Composites using Non- dominated Sorting Genetic Algorithm (NSGA-II),”
International of Journal of Advanced Manufacturing Technology, Vol. 38, pp. 74-84, 2008.
7. Khan, L. P., Bhivsane, S. V., “Experimental Analysis and Investigation of Machining Parameters in Finish Hard Turning of AISI 4340 Steel,” Procedia Manufactur -ing, Vol. 20, pp. 265-270, 2018.
8. Sahoo, K. A., Sahoo, B., “Experimental Investigations on Machinability Aspects in Finish Hard Turning of AISI 4340 Steel using Uncoated and Multilayer Coated Carbide Inserts,” Measurement, Vol. 45, pp. 2153–2165, 2012.
9. Khare, K. S., Agarwal, S., “Optimization of Machining Parameters in Turning of AISI 4340 Steel under
Cryogenic Condition Using Taguchi Technique,”
Procedia CIRP, Vol. 63, pp. 610 – 614, 2017.
10. Khare, K. S., Singh, N., “Optimizing the EDM Parameters to Improve the Surface Roughness of Titanium Alloy(Ti-6AL-4V),” International Journal of Emerging Science and Engineering, Vol. 1, pp. 2319 - 6378, 2013.
11. Kumar, S., Singh, D., Kalsi, S. N., “Analysis of Surface Roughness during Machining of Hardened AISI 4340 Steel using Minimum Quantity Llubrication,” Materials Today ; Proceedings Vol. 4, pp. 3627–3635, 2017.
12. Khare, K. S., Agarwalb, S., Srivastavaa, S., “Analysis of Surface Roughness during Turning Operation by Taguchi Method,” Materials Today ; Proceedings, Vol.
5, pp. 28089–28097, 2018.
13. Choi, Man Sung, “A Study on Surface Roughness in
Wire Electrical Discharge Machining of STD11 based on Taguchi method,” Journal of the Semiconductor &
Display Technology, Vol. 13, No. 3, pp.7-12, 2014.
14. Choi, Man Sung, “Effect of Process Parameters on Surface Roughness in Lapping Operation,” Journal of
the Semiconductor & Display Technology, Vol. 12, No.
4, pp.9-13, 2013.
접수일: 2019년 5월 31일, 심사일: 2019년 6월 15일, 게재확정일: 2019년 6월 18일