DOI: 10.4150/KPMI.2011.18.3.226
진공 플라즈마 스프레이 공정을 이용한
W
계 복합 코팅층의 제조 및 특성 연구조진현·진영민·안지훈a·이기안
*
안동대학교 신소재공학부, a포항산업과학연구원 융합공정연구본부
Manufacturing and Properties of Low Vacuum Plasma Sprayed W-Carbide Hybrid Coating Layer
Jin-Hyeon Cho, Young-Min Jin, Jee-Hoon Ahna, and Kee-Ahn Lee
*
School of Advanced Materials Engineering, Andong National University, Andong 760-749, Korea
a
Hybrid Materials Processing Research Department, RIST, Pohang 790-330, Korea
(Received February 14, 2011; Revised March 8, 2011; Accepted April 22, 2011)
Abstract W-ZrC and W-HfC composite powders were fabricated by the Plasma Alloying & Spheroidization (PAS) method and the powders were sprayed into hybrid coating layers by using Low Vacuum Plasma Spray (LVPS) process, respectively. Microstructure, mechanical properties, and ablation characteristics of the fabricated coating layers were investigated. The LVPS process led to successful production of W-Carbide hybrid coatings, approximately 400 µ m or above in thickness. As the substrate preheating temperature increased from 870
oC to 917
oC, the hardness of the W-ZrC coating layer increased due to decreased porosity. Vickers hardness showed higher value (about 108.4 HV) in W-ZrC hybrid coating material compared to that of W-HfC while adhesive strength was found to be similar in both coating layers. The plasma torch test revealed good ablation resistance of the W-Carbide hybrid coating layers. The relatively high performance W-ZrC coating layer at the elevated tem- perature is thought to be attributed to both the strengthening effect of ZrC particle remained in the layer and the formation of ZrO
2phase with high temperature stability.
Keywords : W-Carbide hybrid coating, W-ZrC, W-HfC, Low vacuum plasma spray (LVPS), Plasma alloying &
spheroidization (PAS), Plasma torch test
1. 서 론
최근 각종 첨단 장비 및 기능성 부품에 대한 개발 이 가속화됨에 따라 우주·항공, 발전 설비 등 여러 산업 기반에 걸쳐 극한 환경에 견딜 수 있는 초고온 내열 부품의 수요가 급격히 증가하고 있다[1-2]. 특히 첨단 항공기 및 인공 위성의 개발은 추진 기관의 작 동 온도를 높임과 동시에 고속 비행에 따른 비행체 선단에서의 고온 침식 증가를 수반하기 때문에 극한 환경에서 사용 가능한 초고온 내열 재료 개발에 대 한 관심이 증대되고 있는 상황이다.
일반적으로 초고온 내열 재료는 3,000oC 이상의 용융점과 1,800oC 이상의 온도에서 구조용 부품으로 사용하는 소재를 의미한다. 그 중에서도 텅스텐 재료 는 다른 내열재료에 비해 용융점이 3410oC로 매우 높고 비교적 우수한 열/기계적 충격성과 고온 내열 특성을 가지고 있다. 따라서 항공기 부품, 로켓 추진 기관의 노즐 등에 텅스텐의 고온 내열 재료로서의 적 용에 대한 관심이 높으며 이에 관한 연구가 많이 이 루어지고 있다[3]. 또한 텅스텐에 ZrC와 HfC, TiC, Re과 같은 원소를 첨가하여 합금화함으로써 고온 기 계적 특성 및 고온 안정성이 향상된다고 알려져 있
*Corresponding Author : [Tel : +82-54-820-5126; E-mail : [email protected]]
진공 플라즈마 스프레이 공정을 이용한 W 계 복합 코팅층의 제조 및 특성 연구 227
으며[4-5],
현재까지는주로HIP(Hot Isotropic Pressing)
이나소결
(sintering)
공정을통해벌크(bulk)
형태로 제조되고 있다.
이와 관련하여합금원소 첨가에따 른미세조직및고온기계적특성변화,
삭마(ablation)
특성 등에대한연구가 보고되고 있으나
[5-11],
상기공정을 이용한텅스텐계복합재료의 제조는복잡한 형상 및대면적 부품으로의적용에한계가있다
.
이에
W-Carbide
복합 재료를 모재의 표면에 접합할수 있는 새로운 코팅 공정과 그 용융 분야에 대한 관심이높아지고있다
.
W
계복합소재의코팅층을형성하는방법중 용사 코팅법(thermal spray process)
은오랫동안유용한공정 기술로 알려져 있다
.
그 중에서도LVPS(Low
Vacuum Plasma Spray)
공정은 진공상태의 밀폐된 챔버내에서우수한특성을갖는소재를고온/
고속의plasma jet
에서용융시켜부품표면에코팅하는기술이다
.
또한 부품의near net shape
제조에 유용한 기술로써초고온 내열재료의복잡한 형상을갖는대 면적 부품으로의적용이가능하다.
초고온내열재료 에 대한VPS(Vacuum Plasma Spray)
등의 코팅공 정 적용과 관련하여Liu[12]
등은plasma spray
법을 이용하여텅스텐 코팅층을제조하였으며, Varaclle[13]
등은
VPS(Vacuum Plasma Spray)
법을 이용한ZrC
코팅층제조를 시도한바 있다.
하지만현재까지보고된텅스텐계코팅층의연구는코팅층제조후
미세조직변화및기본물성변화에관한연구가주를 이루고 있으며
, W-Carbide
복합소재에서carbide
등 의 첨가원소변화와 공정조건변화에따른코팅층 제조시도및물성연구는미흡한실정이다.
또한텅 스텐과 같은초고온 내열재료를고온의 극한환경에 적용하기위해내열/
내삭마특성은반드시고려해야할 사항임에도불구하고이에관한연구는Song[5, 14]
과Tang[15]
등에의해 벌크(bulk)
형태로제조된 초고 온 내열 합금에 한정되어 있으며 텅스텐계 복합코 팅 재료의 내열/
내삭마 저항성에 대한 연구는 거의 보고된바 없다.
즉 고온내열 재료의코팅층 제조,
코팅층의물성변화비교및내열
/
내삭마특성변화기 구 규명에대해서는아직연구된바가없다.
본연구에서는
PAS
법으로얻어진W
계복합분말을 사용하여LVPS
코팅공정으로W-Carbide
하이브리드 코팅층 제조를 시도하고자 하였다.
이와 함께LVPS
코팅공정에서다른모재예열온도및복합소재에서
carbide
종류에따른코팅층의물성과고온내열/
내삭 마특성평가를통해W-ZrC
와W-HfC
코팅층의고온 내열/
내삭마미세기구를규명하고자하였다.
2. 실험방법
본 연구에서는
W-ZrC
와W-HfC
복합 분말을 이 용하여LVPS
코팅을 실시하였다. W-Carbide
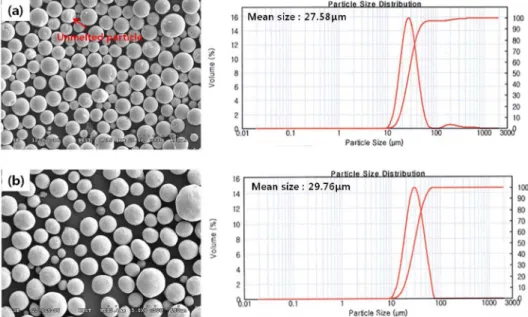
복합Fig. 1. Shape and size distribution of (a) W-ZrC and (b) W-HfC composite powders.
분말
(4~6 wt.%)
제조를위하여순수 텅스텐과 순도99.5%
의ZrC
및HfC
분말을 각각 사용하였다.
먼 저 상기 분말들에 대해 분무 건조(spray drying)
와sintering
을 수행하여 초기 복합 분말을 제조한 후,
다시
PAS(Plasma Alloying & Spheroidization)
법을사용하여낮은기공도와높은밀도를보이는
[16-17]
최종복합분말을제조하였다
.
그림
1
은 본 연구에서LVPS
코팅공정시 사용된W-Carbide
복합 분말들(W-ZrC, W-HfC)
의 형상과 입자 크기를나타내고 있다. W-ZrC
와W-HfC
복합 분말들은 종류 및 입자 크기에관계없이 모두 구상 의 형태를 보이고 있으며 평균 입자 크기는 각각27.58
µm(W-ZrC), 29.76
µm(W-HfC)
로분석되었다.
모재예열온도와
carbide
종류를각각달리하였을 때, W-Carbide
하이브리드코팅층 제조와특성평가 를 위해 예비 실험수행 하였으며 모재예열 온도와carbide
종류를제외한공통의 최적공정조건을 도출하여
graphite
모재에LVPS
코팅을 실시하였다.
본 연구에서 사용된W-ZrC
및W-HfC
하이브리드 코 팅층의LVPS
공정조건을표1
에정리하였다.
W-Carbide
하이브리드 코팅층의 미세조직 관찰을위해
SEM
을 사용하였으며 코팅층에 존재하는 원소 및ZrC, HfC
입자의분포를확인하기 위해EPMA
를 이용하여 원소별로
mapping
분석을실시하였다.
또한생성된상분석을위하여
XRD
실험을수행하였다
.
제조된코팅층의특성평가를위해이미지분석기 를통해기공도를측정하였고비커스경도기를사용하 여 경도를 평가하였다.
코팅층의 접합강도는ASTM C633
규격에 의거하여cross-head speed 1 mm/min
조건에서 실시하였다
.
텅스텐계 하이브리드코팅층의 고온 내열 특성 평가를 위하여 약12,000~16,000
oC Table 1. Processing parameters for Low vacuum plasma spray deposition used in this study
W-ZrC
coating sample W-HfC coating sample
Ar Flow rate (SLPM) 120
H
2Flow rate (SLPM) 12
Cument (A) 1490
Vacuum (kPa) 5
Spray distance (mm) 350
Substrate type graphite
Substrate preheat temp. (
oC) 870,917,1200 1200
Fig. 2. SEM microstructure results showing (a) interface and (b) interior of 870°C substrate preheated condition, (c) inter-
face, and (d) interior of 917°C substrate preheated condition of W-ZrC composite coating layers.
진공 플라즈마 스프레이 공정을 이용한 W 계 복합 코팅층의 제조 및 특성 연구 229
다.
실험후시간에따른코팅층의고온내열,
내삭마특성비교를위해시편의무게감소량을측정하였다
.
또한고온내열실험후시편의단면을
SEM
을이용해 관찰했으며XRD
를이용하여생성된상을분석하였다.
3. 실험 결과 및 고찰
3.1. 모재예열 온도 변화에따른 W-ZrC 코팅층 의 특성
모재예열온도를
870
oC
와917
oC
로하여LVPS
한결과 두 조건에서 모두
400
µm
수준의 두께를 가지는
W
계하이브리드 코팅층을성공적으로제조할 수 있었다.
각기 다른 모재예열 온도로 제조된
W-ZrC
복합코팅층의 에칭 후 계면조직 사진을 그림
2
의(a)
와(c)
에나타내었다.
그림에서보는바와같이모재예열 온도가870
oC
에서917
oC
로 증가함에 따라 용융된 분말의 액적적층시액적사이의 접촉이더욱치밀 해져 조밀한 라멜라 구조가형성되고 이로 인해기 공이줄어드는 것을정성적으로확인할수 있다.
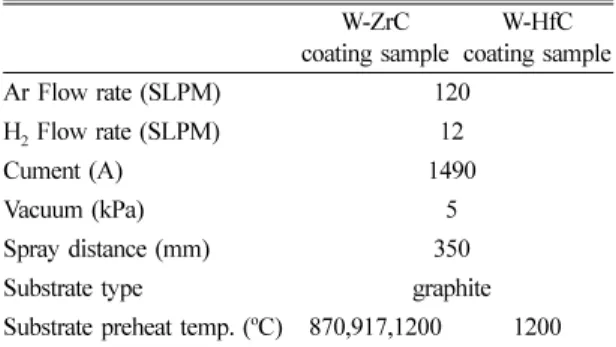
이Fig. 3. EPMA analysis of W-ZrC composite coating layer with substrate preheating temperature of 870°C.
와 함께코팅층에서부분적으로용융되지못한입자 들과 완전히
PAS
화 되지 않은W-ZrC
복합 분말도 나타난다.
또한입자의충돌로모재가심하게침식되 어 있는것을 볼 수 있는데이는플라즈마 화염내에서 미용융된
W-ZrC
복합 분말로 인하여발생하는 것으로해석할수있다
.
그림
3
은 진공 플라즈마 스프레이 공정으로 제조 된W-ZrC
복합 코팅층에서수행한EPMA
분석결 과 예이다.
그림에서W
과Zr
성분들이코팅층전반 에고르게 분포하고있다.
또한Zr
과C
성분들의분 포가높게나타나는부분이 유사한경향을 보이는데이를통하여코팅층내부에
ZrC
입자들또는용융되어 고용된
Zr, C
원소들이 존재하고 있음을 유추할수 있다
.
그림
4
에서는앞에서언급한 모재예열온도증가 에 따른 코팅층기공도 감소결과를 정량적으로보 여주고있다.
모재 예열온도가870
oC
에서917
oC
로증가함에 따라
LVPS
한 코팅층시편의기공도는 각각
10.15%
에서7.79%
로2.36%
가 감소하는 결과를 나타내었다.
일반적으로용사코팅시 모재예열온 도는적층된액적의 형성과inter-lamellar
접촉,
경도,
기공도그리고잔류응력에영향을미치는것으로알 려져있다
[18-20].
또한기존의플라즈마spray
연구 결과에서도모재예열온도가증가함에따라Al
2O
3코팅층의기공도가감소하는것으로보고된바있다
[21].
그림
5
에서는870
oC
와917
oC
로나누어 모재예열 후LVPS
한W-ZrC
복합 코팅층의경도및 접합강 도 결과를보여주고있다.
모재를917
oC
로 예열하여코팅한 코팅층의 경우
825.0 HV
의 평균 경도값을나타내었으며 이는
870
oC
에 비해 약197.4 HV
정도증가한값이다
.
모재예열온도변화에따른경도 값증가는 그림4
에서나타난 바와같이예열온도가 증가함에따라기공도 감소에의한영향으로판단된 다.
이러한결과는앞에서설명한것처럼용사코팅에 서 모재 예열 온도증가가 조밀한코팅층을 형성하 면서 경도를 상승시키는 요인으로 작용했기 때문으 로 해석할수 있다.
하지만,
접합 강도는 모재 예열 온도870
oC
에서59.9 kgf/cm
2, 917
oC
에서는60.89
kgf/cm
2로모재예열온도가증가함에따라소폭의접합 강도 증가분은 있으나거의 차이를나타내지 않 았다
.
3.2. Carbide 종류에 따른 W-Carbide 코팅층의 특성
모재 예열 온도를
1200
oC
로 하여 각각LVPS
코팅한 결과 복합 분말의종류에관계없이
1,000
µm
정도의두께를 가진코팅층을 제조할수 있었다
.
상기 결과에서
W-ZrC
복합 소재뿐만 아니라W-HfC
복합소재에서도
LVPS
법을사용한제조방법이 효과 적으로적용될수있음을확인할수 있었다.
두코 팅층모두의표면이 거친것을관찰할 수있는데이Fig. 4. Porosity of W-ZrC composite coating layers with different substrate preheating temperature.
Fig. 5. (a) Vickers hardness and (b) adhesion strength of
W-ZrC hybrid coating layers with different substrate pre-
heating temperature.
진공 플라즈마 스프레이 공정을 이용한 W 계 복합 코팅층의 제조 및 특성 연구 231
는 분말의 열전도도와 열팽창계수의 차이에 기인하 는 것으로사료된다
[22].
각기 다른
W-Carbide
복합 분말로 제조된W-
Carbide
하이브리드코팅층의계면및내부조직사진을 그림
6
에서보여주고 있다.
기본적으로 두코팅층모두에서
LVPS
를이용한코팅층의전형적인구조인라멜라 구조와
splat
내부에 주상정 구조(columnar structure)
및pore
를 관찰 할 수있었다. EDS
를 통 해상분석을한결과W-Carbide
코팅층모두에서텅 스텐기지와일부회색영역인WC
가관찰되었다.
특히
W-ZrC
코팅층에서는W-HfC
와 달리 부분적으로dark gray phase
가관찰되었는데이영역은상대적으로Zr
과C
원소의함량이높은상으로나타났다.
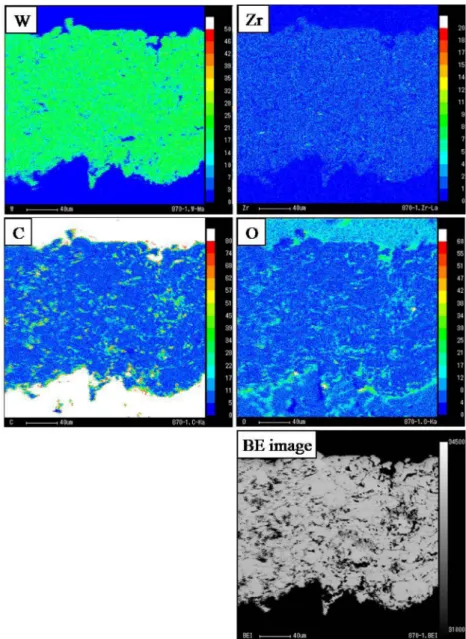
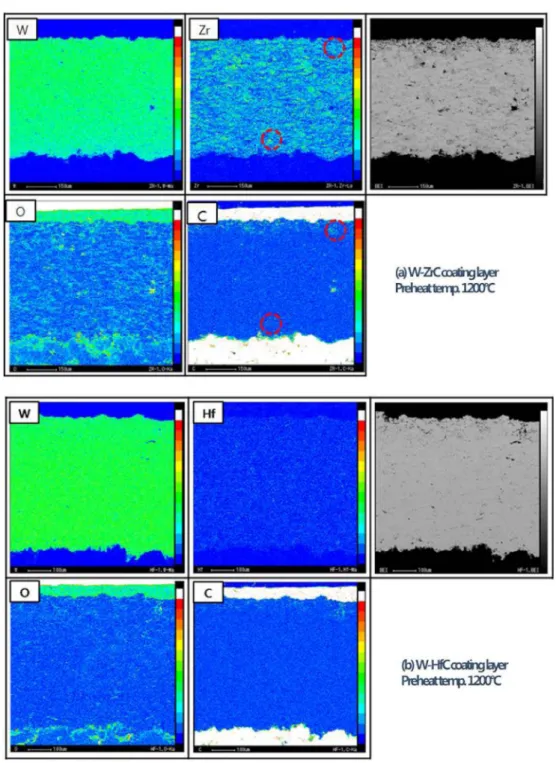
그림
7
은LVPS W-ZrC
와W-HfC
의 두 복합 코 팅층에서 각각ZrC
및HfC
입자존재 유무를확인 하고자EPMA mapping
을실시한 결과이다. W-ZrC
와
W-HfC
복합코팅층모두텅스텐원소가코팅층전반에고르게분포되어있는것을확인할수있다
.
그리고
W-HfC
코팅층에서는Hf
원소가거의 분포하 지 않는 것에 주목할 만 하다.
이는LVPS
한W-
Fig. 6. SEM micrographs of W-ZrC coating layer (a and b) and W-HfC coating layer (c and d), and (e) EDS analysis result
of dark gray phase in W-ZrC coating layer.
HfC 복합 코팅층에서 미량 첨가된 HfC 원소가 코팅 층 제조 시 텅스텐 내에 용융되었기 때문으로 사료 된다. 이에 반해 W-ZrC 복합 코팅층에서는 일부 Zr, C 원소가 많이 분포되는 영역이 유사하게 관찰 되었
으며 이 부분은 미세조직에서 관찰된 dark gray 상 과 일치하는 것을 알 수 있었다.
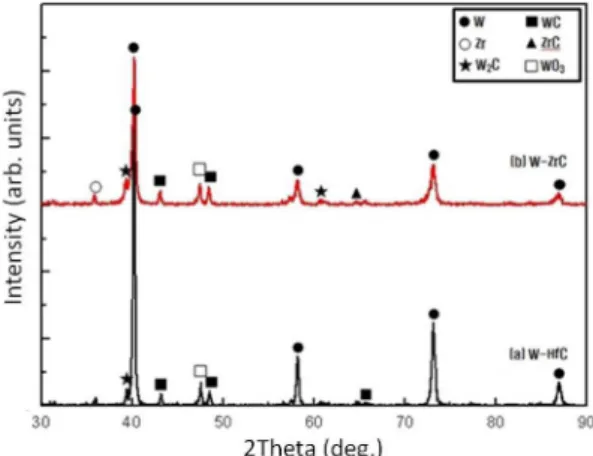
LVPS W-ZrC와 W-HfC 복합 코팅층에서 생성된 상의 분석을 위해 수행한 XRD 결과를 그림 8에 나
Fig. 7. EPMA mapping of (a) W-ZrC and (b) W-HfC hybrid coating layers.
진공 플라즈마 스프레이 공정을 이용한 W계 복합 코팅층의 제조 및 특성 연구 233
타내었다
.
두 코팅층은 모두에서W, WC, W
2C, WO
3 상이 공통적으로 생성되는 것을 알 수 있다. EPMA mapping
결과(
그림7)
를 통해 유추할수 있 듯이, W-HfC
코팅층에서는Hf
및HfC
의peak
이나타나지 않은 반면
W-ZrC
코팅층에서는Zr
및ZrC
의peak
이 미세하게 나타났다.
즉LVPS
를 이용 한W-ZrC
와W-HfC
복합 코팅층 제조 시W-HfC
에서는
HfC
입자가 모두 텅스텐 기지 내로 용융되어 존재하지 않지만
W-ZrC
에서는 일부 미용융 된ZrC
입자가존재함을 확인 할 수 있었다.
일반적으로 고온 내열재료에서
carbide
입자(ZrC, HfC, TiC
등
)
가존재함으로써강화효과를통해고온내열재료 의기계적 특성및내열저항특성이향상될 수있다 고보고되고있다[23].
따라서W-ZrC
복합코팅층내에존재하는
ZrC
입자는코팅층의 기계적특성에영향을미칠것으로사료된다
.
그림
9
에서는carbide
종류에따른코팅층의기공도 변화를정량적으로보여주고있다. W-ZrC
코팅층의기 공도는7.74%
로W-HfC
복합코팅층기공도3.59%
에 비해약2
배나높은기공도값을나타내었다.
서로다른
carbide
를 첨가한텅스텐계복합코팅층 의 경도값은 각각984.5 HV(W-ZrC), 876.1 HV(W- HfC)
로W-ZrC
가W-HfC
에 비해약2
배 높은 기공도값을가지고있음에도불구하고경도값이
W-HfC
에 비해
108.4 HV
높게 나타났다(
그림10).
이는 일반적으로 코팅층의 기공도값이 낮을 때 더 높은 경도값을가지는 결과와반대되는것으로 앞에서설 명한 것처럼LVPS
한W-ZrC
복합코팅층에 존재하는
ZrC
입자가부분적으로강화상작용을하여나타나는결과로사료된다
.
또한두코팅층의접합강도를 측정한결과W-HfC
코팅층의접합강도는41.1 kgf/
cm
2, W-ZrC
코팅층은38.3 kgf/cm
2로W-HfC
복합 코팅층에서 다소 높게 나타났으나 그 차이는2.8 kgf/cm
2로거의유사하다고할수 있다.
3.3. W-Carbide 복합 코팅층의 고온 내열
/
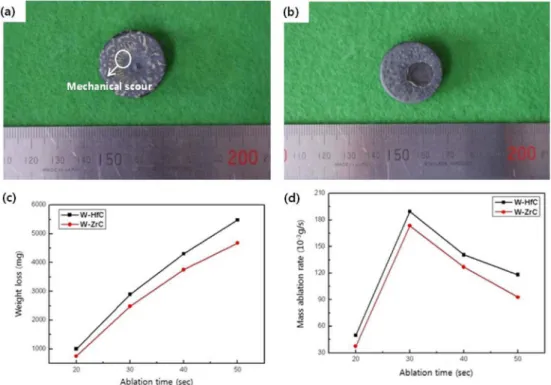
내삭마 특성텅스텐계 복합 코팅층의
plasma torch test
실시 결과를 그림11
에 시간에 따른 누적 무게 감소량Fig. 8. XRD patterns of (a) W-ZrC and (b) W-HfC hybrid
coating layers.
Fig. 9. Porosity of W-ZrC and W-HfC hybrid coating lay- ers.
Fig. 10. (a) Vickers hardness and (b) adhesion strength of
W-ZrC and W-HfC hybrid coating layers.
((c))
과 시간에 따른mass ablation rate((d))
로 나타 내었다. 50
초 후W-HfC
와W-ZrC
두 코팅층의 무 게 감소량은 각각5484 mg, 4890 mg
으로W-ZrC
복합 코팅층의 무게 감소량이 더 적게 나타났으며
mass ablation rate
또한W-ZrC
복합 코팅층이W- HfC
코팅층보다전체적으로낮게나타났다.
이를통해
W-ZrC
복합 코팅층의 고온 내삭마 특성이W-
HfC
코팅층 보다 우수한 것을 알 수 있었다.
또한두 코팅층에서모두
mass ablation rate
가 초기에급 격히 증가하다가 일정시간이 지난후 다시 감소하 는 현상이나타났다. Chen Zhao-Ke[24]
등은mass ablation rate
기울기가변화하는곳을기준으로산화 거동을두 영역으로나눌수 있다고 보고하였다.
본 연구결과에서도초기는W-HfC
및W-ZrC
복합코 팅층이 고온 환경에 반응하여 나타나는 결과로W-
ZrC
코팅층에존재하는일부ZrC
입자가강화상으로작용함으로써상대적으로
W-HfC
코팅층보다더낮 은mass ablation rate
을 보이고 있다.
후기에는plasma torch test
를 수행 중W-HfC
및W-ZrC
코 팅층 표면에생성된 상이고온 환경과 반응하여 나타나는 결과로 해석될 수 있으며
, W-ZrC
코팅층의mass ablation rate
가W-HfC
보다 여전히 낮게 나타나는것으로보아
W-ZrC
코팅층 표면에보다우수한고온 내열
,
내삭마 특성을가지는 반응물이생 성된것으로판단된다.
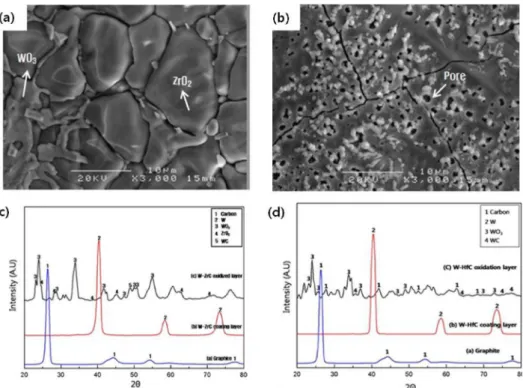
Plasma torch test
후 코팅층 표면에 생성된 반응 물을알아보고자SEM
을 통해실험후 표면미세조 직을 관찰하였고XRD
분석도 수행하였으며,
그 결 과를 그림12
에 나타내었다. W-HfC
복합코팅층의 경우 고온내열 실험후 표면에열 충격에의한균 열이 발생하였으며 코팅층의 산화작용에 의해 생성 된 기체가 방출되면서 형성된micro
크기의pore
를 관찰할수있었다.
또한표면에불균일한형태의반 응물이 관찰되었다.
반면, W-ZrC
코팅층에서는W- HfC
에서와같은micro
크기의pore
가관찰되지않았 으며표면에덩어리 형태의반응물들이균일하게생성된 것을 알 수 있었다
. XRD
와EDS
를 통해plasma torch test
후표면에생성된 상을분석한결 과, W-ZrC
와W-HfC
두 코팅층 모두WC, WO
3의상이공통적으로나타났고
W-ZrC
코팅층표면에Fig. 11. Plasma torch test results of W-ZrC and W-HfC hybrid coating layers (a) macro image of plasma torch tested W-
ZrC, (b) macro image of plasma torch tested W-HfC, (c) weight loss, and (d) mass ablation rate.
진공 플라즈마 스프레이 공정을 이용한 W 계 복합 코팅층의 제조 및 특성 연구 235
Fig. 12. Plasma torch test results of (a) SEM image of W-ZrC, (b) SEM image of W-HfC, (c) micro XRD analysis of W-ZrC, and (d) micro XRD analysis of W-HfC hybrid coating layers.
Fig. 13. Cross-sectional images of (a) W-HfC, (b) and (c) W-ZrC, and (d) EDS analysis of W-ZrC oxidation layers (dark gray
phase).
서 추가적인
ZrO
2 상의생성을확인할 수있었다.
그림
13
는W-ZrC
와W-HfC
복합코팅층의plasma torch test
후 시편의 단면을 관찰한 사진이다. W- ZrC
와W-HfC
복합 코팅층 모두plasma torch test
후코팅층 표면에산화층이생성된 것을알 수있으 며
W-ZrC
코팅층에서W-HfC
보다 더두껍고조밀 한 산화층이 관찰되었다.
관찰된미세조직에서 코팅 층 별로 각각WO
3(W-HfC)
와WO
3+ZrO
2(W-ZrC)
상을 확인 할 수 있었으며 이는
XRD
결과(
그림12)
와도 일치하는 것이다.
또한 그림에서plasma torch test
후에도내부코팅층의손실이전혀발생하 지 않은 것에 주목할 만 하다.
이는plasma torch
test
중에 두 코팅층 표면에서 생성된 산화층WO
3와
ZrO
2가 고온 삭마 환경으로부터 내부 코팅층을 효과적으로 보호하고있음을나타낸다.
이전의시편 누적 무게 감소량과mass ablation rate
결과(
그림11)
를 바탕으로W-ZrC
복합 코팅층표면에 추가적으로 생성된
ZrO
2 산화물이WO
3보다 고온내열/
내 삭마 특성향상에 더 효과적이라는것을 유추할수 있다.
이와 관련하여 산화물
ZrO
2의 용융점은2677
oC
로
WO
3 용융점1470
oC
보다 훨씬 높으며 초고온 내열 실험 시ZrO
2 산화물의생성은 고온 내열 저 항성을 향상시키는역할을 한다고보고 된바 있다[25].
따라서 두 코팅층의 고온 내삭마 실험 결과(
그림
11)
에서 특히 후기에W-ZrC
가W-HfC
보다 특성이 우수한 이유는W-ZrC
코팅층 표면에ZrO
2산화물이 생성되기 때문으로 판단되며
plasma
torch test
도중에 발생하는ZrO
2의 생성은 근본적 으로W-ZrC
복합 코팅층내 잔류하는ZrC
입자에 의해 조장되는것으로 생각된다.
즉, W-ZrC
코팅층에 존재하는
ZrC
입자가 초기에 강화상으로 작용함으로써 코팅층 표면과 반응성을 나타내는
plasma
torch test
초기(~30
초)
고온 내삭마특성이W-HfC
코팅층보다우수하게나타난다
.
그리고plasma torch
test
가 진행됨에 따라ZrC
입자가 고온 환경과 반응하면서 코팅층 표면에 용융점이 높고 고온 안정 성이 우수한
ZrO
2 산화물을 생성함으로써 코팅층표면 생성물과 반응성을 나타내는
plasma torch
test
후기(30
초~)
고온 내삭마 특성이W-HfC
복합 코팅층 보다 더욱 우수하게 나타난다고 이해될 수 있다.
4. 결 론
본 연구에서는모재예열온도 및
carbide
종류변 화에 따른LVPS W-Carbide hybrid
코팅층저 제조를 시도하고각각 다른모재예열 온도와
carbide
종류에 따른
W-Carbide
코팅층의 물성및 고온 내열/
내삭마 특성평가를한 결과 다음과같은 결론을얻 을 수있었다
.
1. PAS
법으로 제조된W-Carbide
복합분말로Low Vacuum Plasma Spray
코팅한 결과 모재예열 온도(870, 917, 1200
oC)
와carbide
종류(W-ZrC, W-HfC)
에 관계없이400~1,000
µm
의 두께를 가지는W-Carbide
하이브리드코팅층을성공적으로제조할수있었다
. 2.
모재예열 온도와carbide
종류를 다르게 하여 제조된코팅층의기공도는모재예열온도가870
oC
에 서917
oC
로증가함에따라10.15%
에서7.74%
로감 소하였으며carbide
종류에따라서는W-HfC
코팅층 이3.59%
로W-ZrC
코팅층7.74%
에 비해 낮은 값 을 나타내었다.
3. W-ZrC
와W-HfC
복합 코팅층에서W, WC, W
2C phase
가 공통적으로 나타났으며W-ZrC
복합 코팅층에서는 완전히용융되지 않은ZrC
가 부분적 으로관찰되었다.
4. Carbide
종류에 따른 경도 및 접합강도 측정결과 경도는 각각
984.5 HV(W-ZrC), 867.1(W- HfC)
로 기공도가 높은W-ZrC
에서108.4 HV
가 더 높게 나타나는것을 확인할 수 있었으며,
이는W-
ZrC
복합코팅층내 존재하는ZrC
입자의강화효과에 기인하는것으로판단된다
.
또한두 코팅층의접 합강도는거의유사하게 나타났다.
5. Plasma torch test
후 미세조직 관찰 결과 두 코팅층 표면에서WO
3+ZrO
2(W-ZrC), WO
3(W-HfC)
로 구성된 새로운산화층이 생성되는 것을 확인할 수 있었다
.
그 결과W-ZrC
가W-HfC
복합 코팅층 보다우수한고온내삭마 특성을나타내었으며 이는W-ZrC
코팅층 내 존재하는ZrC
의 강화 효과와 표면에 새롭게 생성된