<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2014.38.1.051 ISSN 1226-4873(Print) 2288-5226(Online)
초음파 임프린팅에서 금형온도에 따른 미세패턴의 전사특성 연구
민경빈
*·박종한
*·박창용
*·박 근
*†*서울과학기술대학교 기계시스템디자인공학과
Replication Characteristics of Micropatterns According to Mold Temperature in Ultrasonic Imprinting
Kyeong Bin Min
*, Jong Han Park
*, Chang Yong Park
*and Keun Park
*†** Dept. of Mechanical and System Design Engineering, Seoul Nat’l Univ. of Science and Technology
(Received September 25, 2013 ; Revised November 3, 2013 ; Accepted November 4, 2013)
1. 서 론
최근 고분자 기판 혹은 필름상에 마이크로/나노 패턴을 형성시켜 기능성 표면을 구현하기 위한 연 구가 진행되고 있으며, 이러한 미세패턴은 광학부 품용 회절 격자, LCD용 도광판, 광디스크, 반사방 지 필름, 소수성 또는 친수성 표면, 바이오칩 등의 많은 분야에서 활용도가 높아지고 있다.(1) 마이크 로/나노미터급 미세패턴의 성형을 위해 나노 임프 린트 리소그래피(Nano Imprint Lithography; NIL) 공
정이 많이 사용되며, 금형을 가열하여 열가소성 수지에 미세패턴을 복제하는 방법(Thermal NIL)과 자외선을 사용하여 광경화성 수지에 미세패턴을 복제하는 방법(UV-NIL)으로 구분할 수 있다. 전자 의 경우 핫엠보싱(Hot embossing)으로도 불리며, 가 격이 저렴한 열가소성 수지를 사용한다는 측면에 서는 광경화성 수지를 사용하는 UV-NIL보다 유리 하나 성형시간이 오래 걸리는 단점이 있다.(2) 한편 사출성형을 사용하여 미세패턴을 성형하는 연구도 발표되고 있으나,(3) 대부분의 경우 미세패턴의 전 사성 향상을 위해 별도의 금형가열 장치를 필요로 하고 있다.(4)
Key Words
:
Ultrasonic Imprinting(초음파 임프린팅), Micro Pattern(미세패턴), Mold Temperature(금형온도) 초록: 초음파 임프린팅은 열가소성 고분자 기판에 미세패턴을 복제할 수 있는 공정으로 타 성형방법에 비해 에너지소모가 적고 성형시간이 단축되는 장점이 있다. 초음파 임프린팅 공정에서는 고분자 기판의 표면에 초음파 진동에너지를 인가하여 소재간의 마찰열과 미세하게 반복되는 변형에너지의 축적을 통해 고분자 표면을 국부적으로 가소화시켜 미세패턴이 전사된다. 본 연구에서는 초음파 임프린팅에서 금형 온도가 미세패턴의 전사성에 미치는 영향을 분석하였다. 이를 위해 금형온도를 변화시켜가며 임프린팅 을 수행하여 미세패턴 성형 영역에서의 온도변화를 관찰하였고, 상기 온도변화를 고려하여 미세패턴의 충진과정을 전산모사를 통해 고찰하였다. 또한 금형온도 변화에 따른 패턴의 전사율 및 전사균일도를 측정하여 비교하였다. 상기 결과를 통해 금형온도를 높일수록 초음파 임프린팅시 미세패턴의 전사특성 이 향상됨을 확인할 수 있었다.Abstract: Ultrasonic imprinting is a novel process for replicating micropatterns on thermoplastic polymer substrates with low energy consumption and short cycle time. The polymer substrate is softened by the frictional heat and repetitive deformation energy under ultrasonic excitation; thus, a number of micropatterns are replicated on the softened polymer substrate. In the present work, the effect of mold temperature on the replication characteristics of ultrasonic imprinting is investigated. The temperature change in the patterned region is measured by varying the mold temperature.
Numerical simulation is then performed for investigating pattern replication characteristics under various mold temperatures. In addition, pattern replication ratio and uniformity are compared through various experimental measurements. Through the results of these comparisons, it is found that the mold temperature has a significant positive effect on the replication characteristics of ultrasonic imprinting.
† Corresponding Author, [email protected]
Ⓒ 2014 The Korean Society of Mechanical Engineers
최근 초음파 진동에너지를 사용하여 열가소성 고분자 표면에 미세패턴을 복제하는 초음파 임프 린팅(Ultrasonic imprinting, U-NIL) 공정에 관한 연구 도 진행되고 있다.(5~7) 초음파 임프린팅은 열가소 성 플라스틱 제품을 초음파를 이용해 가진함으로 서 미세진동에 의한 소재 내부의 점탄성 에너지 소산 및 금형의 미세패턴과 소재와의 마찰열을 발 생시켜 국부적으로 가소화하는 방법으로, 기존 공 정에 비해 성형시간이 짧고 소요 에너지가 적은 장점이 있다.
초음파 임프린팅 공정에서 미세패턴 전사특성은 가진조건 및 성형조건의 영향을 받게 되는데, 초 음파 가진시간, 성형하중(압력), 성형깊이 등이 미 세패턴의 전사성에 미치는 영향이 본 연구자의 선 행연구에서 검토된 바 있다.(8,9) 본 연구에서는 금 형온도를 변화시키며 초음파 임프린팅을 실시하여 복제된 미세패턴의 전사율과 균일도에 미치는 영 향을 분석하고자 한다. 또한 금형온도 변화에 따 른 고분자 소재의 유동해석을 수행하고 실제 실험 결과와 비교하며 금형온도가 미세패턴의 전사특성 에 미치는 영향을 분석하고자 한다.
2. 초음파 임프린팅을 이용한 미세패턴 성형
2.1 초음파 임프린팅 공정의 개요
초음파 임프린팅은 초음파 진동자에서 부여된 공구혼의 진동을 이용하여 초음파 에너지를 소재 에 전달함으로써 소재의 내부발열 및 연화를 유발 한다. 따라서 고분자 소재의 유리전이온도(Glass transition temperature, Tg) 이상으로 온도가 상승하면 서 미세패턴이 소재로 전사된다. 초음파 임프린팅 은 공구혼에 미세패턴을 가공하여 진동과 함께 패 턴이 전사되는 직접 성형방법과 금형면에 미세패 턴을 가공하여 가진면 반대쪽에서 패턴을 전사하 는 간접성형 방식으로 구분할 수 있다.(10)
Fig. 1에 직접 임프린팅과 간접 임프린팅의 공정 순서도를 도시하였다. 직접 임프린팅은 미세패턴 이 각인된 스탬프(Stamp)를 공구혼에 부착하여 초 음파를 가진함으로써 고분자기판 상면에 패턴을 전사하는 방법이며, 간접 임프린팅은 스탬프를 고 분자기판 하단에 위치시켜 패턴이 고분자의 하면 에 전사되도록 하는 방법이다. 각각의 공정은 스 탬프와 고분자를 고정시키고 공구혼으로 가압한 뒤 초음파 가진을 수행하며, 가진이 끝난 뒤에는 고분자 기판을 스탬프로부터 이형하는 순서로
(a) Direct imprinting (b) Indirect imprinting Fig. 1 Two types of ultrasonic imprinting process 공정이 진행된다. 본 연구에서는 패턴교체에 용이 하고 상용화에 유리한 간접 임프린팅을 실시하였 다.
2.2 초음파 임프린팅 실험장치의 구성
본 연구에서는 금형온도를 제어할 수 있는 초음 파 임프린팅 실험장치를 Fig. 2와 같이 구성하였다.
실험에는 27.8 kHz의 주파수를 갖는 초음파 발진 기를 사용하였으며, 2단 원형 공구혼을 부착하였다.
미세패턴이 전사되는 금형에는 2개의 카트리지 히 터(용량: 100 W)를 삽입하였으며, 중앙부에 온도센 서를 삽입하여 금형온도를 제어하도록 장치를 구 성하였다.
금형 상단에 미세패턴이 각인된 스탬프를 제작 하여 부착하였다. 스탬프 제작을 위해 우선적으로 MEMS 공정을 이용하여 실리콘 웨이퍼상에 마스 터 패턴을 제작하고, 전주공정을 사용하여 니켈 스탬프를 제작하였다. Fig. 3에 제작된 니켈 스탬프 의 형상 및 단면사진을 도시하였으며, 총 36개의 미세채널(micro-channel)이 형성되었다. 미세채널의 높이(h), 폭(w), 피치(p)는 각각 48, 30, 200 µm 로 제 작되었다. 사용된 고분자 기판은 두께 800 µm 인 PMMA 기판이며 유리전이온도는 110℃이다. 초 음파 임프린팅 실험은 가진시간 0.5 s, 압력유지시
간 2.0 s, 성형하중 10 kgf 로 고정한 상태에서 금 형온도를 변화시켜가며 진행하였다.
3. 금형온도에 따른 임프린팅 특성 고찰
3.1 금형온도에 따른 소재 온도변화 측정 앞절에서 기술한 초음파 임프린팅 실험장치를
Fig. 2 Experimental setup for ultrasonic imprinting
Fig. 3 Ni-stamp containing a number of microchannels
Fig. 4 Configuration of the thermocouple installation for temperature measurement
사용하여 금형온도에 따른 임프린팅 특성을 고찰 하였다. 특히 초음파 가진시 금형온도에 따른 고 분자기판의 온도변화를 실시간으로 관찰하기 위해 Fig. 4와 같이 K-type 열전대(Thermocouple)를 기판 과 스탬프 사이에 삽입하여 온도를 측정하였다.
금형의 초기온도는 유리전이온도 이하에서 20, 40, 60, 80℃로 변화시켜가며 실험을 수행하였으며, 초 음파 가진 종료 후 별도의 냉각과정 없이 자연대 류 상태에서 추가적으로 온도변화를 측정하였다.
Fig. 5에 초기 금형온도별 초음파 임프린팅 공정 에서의 온도변화 그래프를 도시하였다. 전반적으 로 초음파 가진시 소재표면의 온도가 급상승하고 가진 종료후 온도하강이 점차적으로 완만해지는 경향은 모든 경우에 대해 유사하게 관찰되었다.
Table 1에 초기 금형온도(Tmold)별 초음파 가진시의 최대온도(Tmax)를 비교하였다. 최대온도의 변화를 살펴보면 금형온도 20℃일 때 118.8℃까지 증가하 였으며, 80℃에서는 175.3℃까지 증가하였다. 금형 온도가 20℃ 증가시 성형부의 최대온도는 평균적 으로 18.8℃ 정도 증가하는 것으로 계산되었으며, 이는 금형온도가 증가할수록 금형 외부로의 열손 실이 증가하기 때문으로 판단된다. 한편 각각의 경우에 대해 성형부의 온도가 소재의 유리전이온 도(110℃)를 초과하는 구간을 성형가능시간(∆t)으 로 정의하여 비교하였는데, 금형온도 상승시 성형 가능시간 역시 거의 선형적으로 증가함을 알 수 있다. 상기 결과로부터 금형의 초기온도가 상승할 때 소재가 연화되는 범위가 증가하여 미세패턴의 복제가 용이해짐을 알 수 있다.
3.2 금형온도에 따른 미세패턴 유동해석 앞절에서 기술한 금형의 온도변화가 초음파 임 프린팅시 미세패턴의 전사특성에 미치는 영향을
Fig. 5 Temperature measurement results for the various initial mold temperatures
Table 1 Measured max and end temperature Tmold (℃) Tmax (℃) ∆t (s)
20 118.8 0.57
40 136.6 1.07
60 155.7 1.70
80 175.3 2.41
고찰하기 위해 유동해석을 실시하였다. 고분자 재료의 유동해석은 ANSYS Ployflow®를 이용하여 수행하였다. 고온에서의 고분자의 거동은 일반화 된 뉴톤유체(Generalized Newtonian fluid)로 가정하 여 해석을 수행하였으며, 점도모델은 다음 식 (1) 로 표현되는 William-Landel-Ferry (WLF) 모델을 이 용하여 고분자유동의 거동을 묘사하였다.
− +
= −
) (
) exp (
) ( ) (
2 1 0
g g
g c T T
T T T c
T η
η (1)
여기서 T 는 소재의 온도, Tg는 유리전이온도, η0는 유리전이온도에서의 점도값을 의미한다. c1, c2 는 재료에 따른 WLF 상수로, 본 연구에서는 기존 문 헌을 참고하여 c1은 17.44, c2는 51.6 을 적용하였 다.(11)
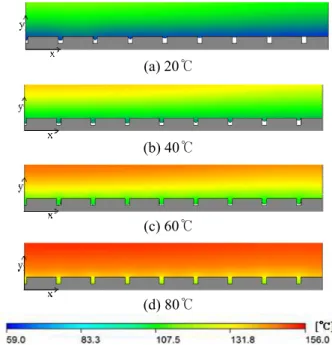
해석 모델은 2차원으로 단순화하였고, 대칭성을 고려하여 절반영역에 대해서 유한요소망을 구성하 였다. 금형온도 조건은 실험과 동일하게 초기 금 형온도 20, 40, 60, 80℃를 기준으로 설정하였으며, PMMA 기판의 온도분포는 실험에서 얻은 각 금 형온도별 최대온도를 기준으로 적용하였다. 또한 초음파 가진으로 발생하는 점탄성 에너지 소산의 영향(12)에 의한 PMMA 기판의 거동을 관찰하기 위해 각 모델 영역에서의 마찰열은 무시하였다.
해석영역은 유동이 집중적으로 이루어지는 부분을 효율적으로 관찰하기 위해 중심부로부터 x 축 방 향으로 2 mm 이내 영역(총 17개의 패턴)만을 고려 하여 단순화하였다. 해석시간은 초음파 가진 종료 후 0.1 s 경과시까지 수행하였다.
Fig. 6에 금형온도에 따른 유동해석 결과를 비교 하였다. 금형온도가 증가할수록 소재의 온도도 전 반적으로 상승하며, 결과적으로 미세패턴의 전사 특성 역시 향상됨을 알 수 있다. 보다 정량적인 비교를 위해 Fig. 7에 채널별 성형높이를 비교하였 다. 전반적으로 중앙부 채널이 바깥쪽보다 높은
(a) 20℃
(b) 40℃
(c) 60℃
(d) 80℃
Fig. 6 Mold filling results for various mold temperatures
Fig. 7 Comparison of channel heights for various mold temperatures
성형율을 보인 점을 확인할 수 있으며, 금형온도 가 60℃ 이상인 경우 패턴부 전체 영역에서 소재 가 가소화되어 모든 영역에 걸쳐 균일하게 미세채 널이 전사되는 것을 확인하였다.
4. 금형온도에 따른 임프린팅 결과 분석
금형온도에 따른 미세패턴 전사특성을 고찰하기 위해 초음파 임프린팅 실험을 수행하였고, 각각의 결과에 대한 미세패턴의 전사성과 균일도를 비교 하였다. 미세패턴의 전사성 비교를 위해 주사전자 현미경(SEM)과 비접촉 표면형상 측정장비(Nano 3D®, A&ITM)를 사용하였으며, 전사된 패턴의 균일 도 비교를 위해 표면조도 측정기(Rugosurf 90G®, TESATM)와 분광기(Avaspec-ULS2048®, AvantesTM)를 사용하여 측정을 수행하였다. 4.1절과 4.2절에 전사 성과 균일도에 대한 측정결과를 각각 기술하였다.
Table 2 Comparison of the replication ratio with various mold temperatures
Tmold (℃) Height (µm) Replication ratio(%)
20 33.88 70.58
40 40.01 83.35
60 47.18 98.29
80 47.19 98.31
(a) 20℃ (b) 40℃
(c) 60℃ (d) 80℃
Fig. 8 SEM photograph of the replicated microchannels for various mold temperature
4.1 금형온도에 따른 미세패턴의 전사성 비교 4가지 금형온도에서 초음파 임프린팅 실험을 수 행하였으며, 각각의 경우에 대해 패턴이 복제된 PMMA 기판의 표면을 SEM으로 측정하여 Fig. 8에 비교하였다. 금형온도 20℃와 40℃에서는 미세채 널이 충분이 복제되지 않은 반면 금형온도 60℃와 80℃에서는 전 영역에서 고르게 미세채널이 전사 된 것을 확인할 수 있다.
금형온도에 따른 미세패턴의 전사율(Replication ratio)을 정량적으로 비교하기 위해 각 조건의 미 세채널에 대하여 표면형상 측정을 실시하였다. 측 정은 패턴이 전사된 PMMA 기판 표면의 1/3지점 에 대해 수행하였고, Fig. 9에 측정결과를 도시하였 다. Table 2에 측정된 채널높이와 전사율을 정량적 으로 비교하였다. 전반적으로 금형온도가 증가할 수록 전사된 패턴의 높이가 향상되는 것을 확인할 수 있었으며, 특히 금형온도 60℃와 80℃의 경우 전사율이 98% 이상으로 나타나는 점을 확인할 수 있었다. 이러한 결과는 3.2절에 기술한 유동해석 결과와 마찬가지로 금형온도가 60℃ 이상으로 유 지될 때 전사성이 대폭 향상됨을 의미한다.
Table 3 Comparison of the measured pattern heights for various mold temperatures
Tmold (℃) Measured pattern height (µm) Mean value Standard deviation
20 22.54 10.64
40 30.81 11.96
60 41.84 4.68
80 47.06 2.08
(a) 20℃ (b) 40℃
(c) 60℃ (d) 80℃
Fig. 9 Surface profiles of the replicated microchannels for various mold temperatures
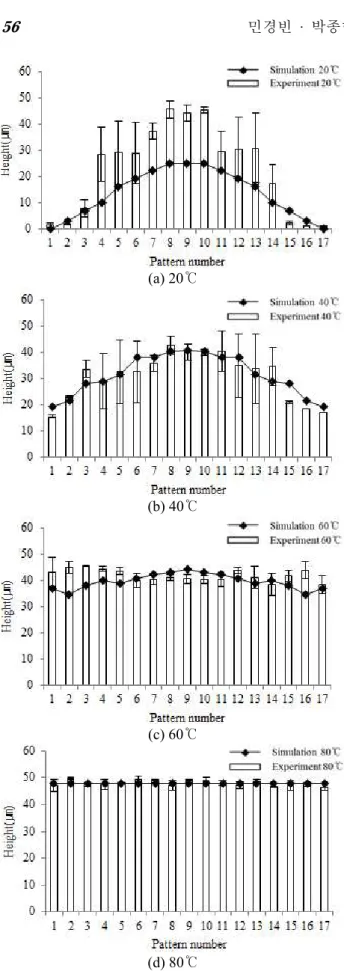
4.2 금형온도에 따른 패턴전사 균일도 비교 금형온도에 따른 패턴전사 균일도(Uniformity)를 평가하기 위해 중심부를 기준으로 17개의 채널에 대한 성형높이를 측정하였다. Fig. 10에 각각의 금 형온도별 측정된 패턴높이를 유동해석 결과와 함 께 비교하였다. 실험은 동일 조건에서 3회 실시하 였으며, 각각의 경우에 대한 패턴의 높이와 표준 편차를 Table 3에 도시하였다.
금형온도가 20℃인 경우는 중앙부에서는 전사율 이 높게 나타난 반면 바깥쪽으로 갈수록 전사성이 저하됨을 알 수 있으며, 평균적으로 47%의 전사 율과 10 µm 이상의 표준편차를 보여 패턴전사 균 일도가 매우 낮게 나타남을 알 수 있다. 금형온도 가 40℃인 경우 전사율이 64%로 높아지기는 하나 역시 10 µm 이상의 표준편차를 보여 낮은 균일도 를 보였다. 반면 금형온도가 60℃인 경우 87%의 전사율과 4.7 µm 의 표준편차를, 금형온도가 80℃
인 경우 98%의 전사율과 2.1 µm 의 표준편차를 보여 미세패턴 전사율은 물론 균일도가 향상된 것 을 확인할 수 있다. 상기 결과는 금형온도가 60℃
이상일 경우 전체적으로 패턴이 균일하게 전사되 는 측면에서 3.2절에 기술된 유동해석 결과와 유 사한 경향을 보임을 알 수 있다.
(a) 20℃
(b) 40℃
(c) 60℃
(d) 80℃
Fig. 10 Comparison of the replicated pattern heights 상기 금형온도에 따른 미세패턴의 전사특성 변 화가 성형된 PMMA 기판의 광학적 특성에 미치는
Table 4 Comparison of transmittance of the replicated patterns for various mold temperatures
Tmold (℃) Measured transmittance (%)
Mean value Standard deviation
20 80.00 11.37
40 68.12 6.52
60 66.97 5.63
80 63.00 5.31
영향을 분석하기 위해 분광기를 사용하여 미세패 턴 성형부에 대한 투과율(Transmittance)을 측정하 였다. Table 4에 각각의 금형온도에서 성형된 패턴 부의 투과율 측정결과(평균 및 표준편차)를 요약 하였다. 패턴 전사가 균일하지 않은 20℃에서는 투과율의 평균치와 표준편차가 가장 높게 나타났 으며, 금형온도가 증가할수록 투과율의 평균치와 표준편차가 감소됨을 확인하였다. 상기 결과는 미 세패턴의 전사성과 균일도가 높을수록 패턴부에서 의 빛의 산란효과가 증가하여 상대적으로 투과되 는 빛의 양이 감소되기 때문으로 분석된다.
5. 결 론
본 연구에서는 초음파 임프린팅에서 금형온도가 미세패턴의 전사특성에 미치는 영향을 분석하기 위해 수치해석과 실험적인 분석을 병행하였다. 세 부적인 연구내용을 요약하면 다음과 같다.
(1) 금형온도를 상온에서 20℃씩 증가시키며 초 음파 임프린팅 실험을 수행하였고, 소재 표면의 온도변화를 측정한 결과 최대온도 기준으로 평균 18.8℃ 정도 증가하는 것으로 나타나 금형온도의 차이(20℃)보다 약간 낮게 나타남을 확인하였다.
상기 결과로 인해 성형부의 온도가 연화점 이상으 로 유지되는 성형가능시간도 비례해서 증가하는 결과를 보였다.
(2) 금형온도에 따른 성형부 온도상승을 고려하 여 미세패턴부의 유동해석을 실시하였다. 금형온 도가 40℃ 이하일 경우 소재로부터 금형면으로의 열전달 증가로 인해 소재온도가 저하되어 결과적 으로 미성형이 발생되는 반면, 금형온도가 60℃
이상일 경우 전반적으로 고르게 패턴이 성형되는 점을 확인할 수 있었다.
(3) 금형온도에 따른 미세패턴의 전사특성을 비 교한 결과 전반적으로 금형온도가 높을수록 전사 율 및 균일도 모두 향상되는 점을 확인하였다. 특 히 금형온도가 80℃일 경우 90% 이상의 전사율과 90% 이상의 균일도를 보여 미세패턴이 성공적으
로 복제된 점을 알 수 있었다. 따라서 본 연구에 서 사용한 PMMA 기판의 경우 80℃의 금형온도 적용시 충분한 성형성을 보장함을 확인하였으며, 이는 유동해석 결과와 유사한 경향을 보였다.
상기의 결과로부터 초음파 임프린팅에서 금형온 도의 역할은 단순히 선형적인 소재온도 증가 효과 가 아닌 소재의 연화온도 유지시간을 증가시킴으 로써 초음파 가진의 효과적인 전달 및 미세패턴의 복제효과를 제고하는 중요한 변수로 결론지을 수 있다. 따라서 궁극적으로 초음파 임프린팅에서도 타 고분자 성형공정과 마찬가지로 소재별로 원활 한 성형을 보장하는 적정 금형온도가 제시되어야 할 것으로 판단된다.
후 기
본 연구는 교육부와 한국연구재단의 기초연구사 업(No. 2013R1A1A2A10004709)의 지원으로 수행된 결과임.
참고문헌
(1)Lan, H., Ding, Y., Liu, H. and Lu, B., 2007, “Review of the Wafer Stage for Nanoimprint Lithography,”
Microelec. Eng. Vol. 84, No. 4, pp. 684~688.
(2)Becker, J. and Heim, U., 2000, “Hot Embossing as a Method for the Fabrication of Polymer High Aspect Ratio Structures,” Sens. Actuators A, Vol. 83, No. 1-3, pp. 130~135.
(3)Giboz, J., Copponnex, T. and Méle, P., 2007, “Micro- Injection Molding of Thermoplastic Polymers: a Review,” J. Micromech. Microeng. Vol. 17, No. 6, R96-109.
(4) Park, K. and Lee, S. I., 2010, “Localized Mold Heating with the Aid of Selective Induction for
Injection Molding of High Aspect Ratio Microfeatures,” J. Micromech. Microeng. Vol. 20, No.
3, 035002.
(5) Lin, C. H. and Chen, R., 2007, “Effects of mold Geometries and Imprinted Polymer Resist Thickness on Ultrasonic Nanoimprint Lithography,” J.
Micromech. Microeng., Vol. 17, No. 7, pp. 1220~1231.
(6) Yu, H. W., Lee, C. H., Ko, J. S., Shin, B. and Rho, C.
H., 2008, “Polymer Replication Using Ultrasonic Vibration,” Trans. Korean Soc. Mech. Eng. A, Vol. 32, No. 5, pp. 419~423.
(7) Mekaru, H. and Takahashi, M., 2009, “Frequency and Amplitude Dependences of Molding Accuracy in Ultrasonic Nanoimprint Technology,”J. Micromech.
Microeng., Vol. 19, No. 12, 125026.
(8) Seo, Y. S. and Park, K., 2012, “Direct Patterning of Micro-Features on a Polymer Substrate Using Ultrasonic Vibration,”Microsyst. Technol., Vol. 18, No. 12, pp. 2053~2061.
(9) Jung, W., Ra, J. and Park, K., 2012, “Design Optimization of Ultrasonic Horn for Micro-pattern Replication,”Int. J. Precis. Eng. Manuf., Vol. 13, No.
12, pp. 2195~2201.
(10) Seo, Y. S., Lee, K. Y., Cho, Y. H. and Park, K., 2012, “Replication Characteristics of Micro-Patterns According to the Vibration Transmission Direction in the Ultrasonic Imprinting Process,” Proc. J. Kor. Soc.
Prec. Eng., Vol. 29, No. 11, pp. 1256~1263.
(11) Scheer, H. C., Bogdanski, N., Wisseen, M. and Mollenbeck, S., 2007, “Imprintability of Polymers for Thermal Nanoimprint,”Microelec. Eng., Vol. 85, No.
5-6, pp. 890~896.
(12) Wang, X., Yan, J., Li, R. and Yang, S., 2006, “FEM Investigation of the Temperature Field of Energy Director During Ultrasonic Welding of PEEK Composites,”J. Thermoplast. Compos. Mater., Vol. 19, pp. 593~607.