탄소섬유강화플라스틱(CFRP)의 적층 배향각에 따른 드릴링 가공 특성 고찰
김태영a, 김호석b, 신형곤a*Investigation Into the Drilling Characteristics of Carbon Fiber Reinforced Plastic (CFRP) with Variation of the Stacking Sequence Angle
Tae-Young Kima, Ho-Seok Kimb, Hyung-Gon Shina*
a
Department of Division of Mechanical System Engineering, Automobile Hi-Technology Research Center, Chonbuk National University, 567 Baekje-daero Deokjin-gu Jeonju-si 561-756, Republic of Korea
b
High-enthalpy Plasma Research Center, Chonbuk National University, 546 Bongdong-eup Wanju-gun Jeollabuk-do, Republic of Korea
ARTICLE INFO ABSTRACT
Article history: Due to recent industrial growth and development, there has been a high demand for light and highly durable materials. Therefore, a variety of new materials has been developed. These new materials include carbon fiber reinforced plastic (CFRP or CRP), which is a wear-, fatigue-, heat-, and corrosion-resistant material.
Because of its advantageous properties, CFRP is widely used in diverse fields including sporting goods, electronic parts, and medical supplies, as well as aerospace, automobile, and ship materials. However, this new material has several problems, such as delamination around the inlet and outlet holes at drilling, fiber separation, and tearing on the drilled surface. Moreover, drill chips having a fine particulate shape are harmful to the work environment and engineers’ health. In fact, they deeply penetrate into machine tools, causing the reduction of lifespan and performance degradation. In this study, CFRP woven and unidirectional prepregs were formed at 45° and 90°, respectively, in terms of orientation angle.
Using a high-speed steel drill and a TiAIN-coated drill, the two materials were tested in three categories: cutting force with respect to RPM and feed speed;
shape changes around the input and outlet holes; and the shape of drill chips.
Received 8 February 2014
Revised 2 April 2014
Accepted 16 May 2014
Keywords:
Carbon fiber reinforced plastics Fabric prepreg
Unidirectional prepreg Composite material TiAlN-coated drill
* Corresponding author. Tel.: +82-2-270-2367 Fax: +82-2-270-2388
E-mail address: [email protected] (Hyung-Gon Shin).
1. 서 론
최근 산업발전과 더불어 경량성과 높은 내구성을 갖는 새로운 재료의 개발에 대한 요구가 날로 증가하고 있고, 이와 같은 요구에 부응하기 위하여 각종 신소재들이 개발되고 있다. 이러한 신소재 중 에폭시(epoxy)등의 수지를 기지로 하여 여기에 보강재로 탄소 섬유, 유리섬유, 아라미드계 섬유 등을 사용한 섬유강화 복합재료
(fiber reinforced compo- site material)가 있다
[1]. 이중 탄소섬유 강화 플라스틱(carbon fiber reinforced plastic ; CFRP)은 금속재 료에서는 얻기 힘든 뛰어난 재료특성, 즉 비강도, 비탄성, 내 마멸 성, 피로특성, 내열 및 내부식성 등으로 인하여 우주항공재료, 자동 차재료, 선박재료를 비롯하여 일반 스포츠용품, 전자부품, 의료용 품 등 활용범위가 폭넓다
[2-5].
복합재료에 관한 가공 연구로는 CFRP 복합재료의 적층구성에
Table 1. Material properties
WSN3K 250NS
Total Wt (g/m
2) 336 373
Resin Content (%) 41 33
Thickness (mm) 0.227 0.241
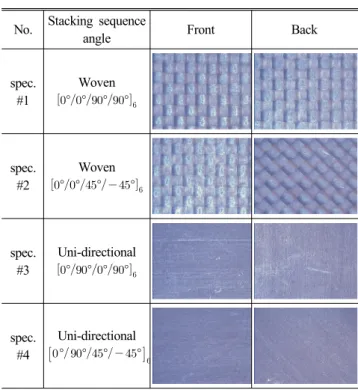
Table 2 Stacking sequence angle and shape of specimens No. Stacking sequence
angle Front Back
spec.
#1
Woven
°°°°
spec.
#2
Woven
°°° °
spec.
#3
Uni-directional
°°°°
spec.
#4
Uni-directional
°°° °
따른 드릴가공 특성에 관한 연구
[6], 드릴에 의한 섬유강화 플라스
틱의 절삭특성에 관한 연구
[7], 섬유강화 플라스틱의 고속 드릴링에 따른 절삭특성에 관한 연구
[8]등이 있다.
그러나 탄소섬유강화플라스틱 복합재료 중 직물형(woven) 프리 프레그(prepreg)와 일방향(uni-directional) 프리프레그의 배향각 을 달리한 적층구성에 따른 재료의 드릴링 시 절삭특성에 관한 연 구가 미비한 실정이다. 특히 탄소섬유강화플라스틱은 드릴가공에 서 가공부의 입구와 출구에서 발생하는 층간박리(delamination), 적층한 재료의 내부에서 각 섬유들의 분리(separation), 가공면의 가장자리 또는 벽면에서 섬유와 수지의 찢겨짐 현상, 탄소섬유의 강한 연마성에 의한 공구의 마멸 등이 문제점으로 대두되고 있다
[9]. 또한 드릴가공시 발생되는 칩은 대부분 작은 입자의 분진형태이므 로 작업환경 및 작업자의 건강에 해롭고, 공작기계의 사이사이에 침투해 기계의 수명단축 및 성능저하의 원인이 된다. 이러한 문제 점들을 최소화시키고, 최적의 절삭조건을 제시하기 위해 각 프리프 레그의 종류별 적층구성을 다르게 하여 해당 조건별로 실험을 진행 하여 연구를 수행하고자 하였다.
본 연구는 탄소섬유강화플라스틱의 직물형과 일방향 프리프레그 의 배향각을 45°와 90° 두 가지 형태로 성형하여 고속도강 드릴과 TiAlN-coated 드릴을 사용하여 회전수와 이송속도 변화에 따른 절삭력과 가공부의 입・출구형태의 변화, 칩의 형태를 실험적으로 알아보고자 한다.
2. 실험장치 및 방법
2.1 시험편 제작 및 공구
본 연구에서는 탄소섬유를 결합재에 미리 합침 시킨 탄소섬유 에폭시 프리프레그를 사용하여 적층구성이 다른 4종의 시험편을 제작했다. 시험편 제작은 plain 방법으로 가로축의 섬유인 씨실과 세로축의 섬유인 날실이 하나씩 교차되어 만들어지는 아주 조밀하고 규칙적인 조직 구조이며, 치밀한 조직으로 인해 공극이 작고 조직 내 에 수지가 침투하기 어려워서 수지와의 함침성(saturation drape)은 떨어지지만 프리프레그 적층시 성형성이 우수한 장점을 지니고 있다.
직물형태의 시험편에 사용된 프리프레그는 WSN3K 제품으로 섬유 배열각을 °°°°
: 시험편 #1과 °°° °
: 시험편 #2로 하여 2종의 시험편을 제작하였고, 일방향형태의 시험 편에 사용된 프리프레그는 250 NS 제품으로 섬유배열각 °°
°°
: 시험편 #3과
° °° °
: 시험편 #4로 2종의 시험편을 제작하여 총 4종의 시험편을 제작하였다. 4종의 시험편 모두 오토클레이브(autoclave)를 사용하여 제작하였으며, 다이아몬드 휠 커터를 이용하여 130 mm × 120 mm 크기로 절단 하여 1종당 2개의 시험편을 제작하였다. 프리프레그 24 ply를 적
층하여 제작 후 최종 시험편의 두께는 6 mm이었다. Table 1은 시험편에 사용된 프리프레그 재료의 특성이고, Table 2는 적층이 끝나고 제작이 완료된 시험편의 배향각과 시험편의 앞면과 뒷면의 형상을 나타내고 있다.
본 연구의 절삭실험에 사용된 공구는 12 mm 고속도강 드릴과
12 mm TiAlN-coated 드릴이다. 본 실험에서는 주축의 이송량 및 절삭 깊이를 정밀하게 변화시킬 수 있는 CNC milling machine (Hi-super-4)을 사용하였다. CNC milling machine의 테이블에 공구동력계를 체결하고, 공구동력계 위의 지그(jig)에 시험편을 고 정하여 드릴가공 하였다. 드릴가공 시 발생되는 스러스트와 토오크 의 측정을 위해 공구동력계를 사용하였으며, 공구동력계로부터 나 온 미소 전류를 증폭하기 위해 charge amplifier를 사용하였다.
Amplifier에서 증폭된 아날로그 신호는 A/D변화기를 통해 정량화
된 데이터의 결과로 변환하여, 컴퓨터에서 저장 분석하였다. 드릴
을 고정하기 위하여 Jacobs척을 사용하였고, 절삭유제는 사용하지
않았다. 절삭데이터는 Fig. 1에서 알 수 있듯이 드릴 가공중에서
절삭력의 최고값이 발생되는 지점인 300~500 sec의 일정한 시간
평균값을 적용하였다.
Fig. 1 Thrust and torque of drilling
Fig. 2 Experimental configuration Table 3 Cutting condition of specimens Specimen Cutting tool
Cutting speed (rpm)
Feed speed (mm/min) Woven
°°°°
HSS drill TiAlN-coate
d drill
1,000, 1,500, 2,000
10, 20, 40 Woven
°°° °
Uni-directional
°°°°
Uni-directional
°°° °
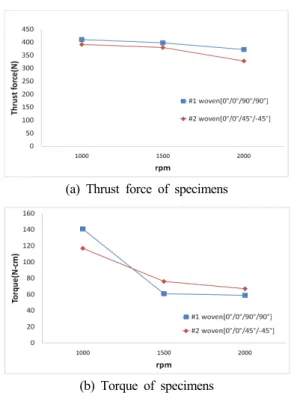
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 3 Cutting force of woven prepreg specimens (HSS, feed : 40 mm/min)
NC데이터 P/G을 확인하기 위하여 CNC 시뮬레이터인 터보테 크 CANVAS 3.5를 이용하여 검증 하였다. 검증이 끝난 NC데이 터 P/G을 DNC 프로그램에 입력하여 IBM-PC와 CNC milling machine을 RS-232C 통신포트를 연결해 전송하였다. Fig. 2는 실 험에서 사용한 장비들의 사진이고 절삭 시험에 대한 조건은 Table 3에 나타내었다.
3. 실험 결과 및 고찰
3.1 탄소섬유강화플라스틱의 적층구성에 따른 절삭력 특성 3.1.1 고속도강 드릴의 드릴가공 시 절삭력 특성
본 실험에서는 드릴가공 시 실질적으로 사용빈도가 높은 고속도
강 드릴을 이용하여 드릴가공 실험을 실시하였다.
Table 2에서 보이는 것과 같이 직물형 프리프레그를 이용하여 적층구성을 #1과 #2로 하는 시험편 2종과 일방향 프리프레그를 이용하여 적층구성을 #3과 #4로 하여 제작한 시험편 2종을 사용하 였다.
Fig. 3은 직물형 프리프레그를 이용하여 적층구성을 #1과 #2로 하는 시험편을 12 mm의 고속도강 드릴을 사용하여 이송속도를 40 mm/min으로 고정한 상태에서 회전수를1,000, 1,500, 2,000 rpm으로 증가시켰을 때 스러스트와 토오크를 그래프로 나타낸 것 이다. Fig. 4 역시 직물형 프리프레그를 이용하여 적층구성을 #1과
#2로 하는 시험편을 사용하였고, 같은 규격의 드릴을 이용하여 스 러스트와 토오크를 측정한 그래프이다. 절삭조건은 회전수를 1,000 rpm으로 고정하고 이송속도를 10, 20, 40 mm/min으로 증 가시키면서 실험하였다.
Fig. 3에서 절삭력을 살펴보면 #1, #2 시험편은 회전수가 증가 할수록 스러스트와 토오크가 감소하는 경향을 나타낸다. 이것은 회 전수가 증가함에 따라 절삭속도가 높아져 절삭 단면적 및 절삭량이 줄어들어 절삭력이 감소한 것이라고 생각된다. Fig. 4에서도 이송 속도가 증가할수록 스러스트와 토오크가 점진적으로 증가하는 것 을 확인할 수 있는데 이러한 현상 역시 단위 회전당 절삭점에서 절삭단면적이 증가하기 때문에 절삭력 또한 증가하는 결과라고 판 단된다.
Fig. 3, 4에서 #1 시험편과 #2 시험편을 비교해보면 #1 시험편
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 4 Cutting force of woven prepreg specimens (HSS, rpm : 1,000)
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 5 Cutting force of uni-directional prepreg specimens (HSS, feed : 40 mm/min)
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 6 Cutting force of uni-directional prepreg specimens (HSS, rpm : 1,000)
의 스러스트가 #2 시험편보다 대략 30∼50 N의 차이를 보이면서 높게 나타나는 것을 알 수 있다. 토오크의 경우에도 1,500, 2,000 rpm일 경우를 제외하고 #1 시험편이 약 30 N・cm 정도 높은 값을 나타내고 있다. 이러한 이유는 프리프레그 섬유의 적층각도와 드릴 의 주절삭날이 만나는 각도의 차이 때문으로 판단된다. 즉 #1 시험
편은 드릴과 주절삭날이 만나는 각도가 프리프레그 한 층에서 섬유 와 0° 혹은 90°의 각도를 이루면서 절삭을 하고, 그 다음 층에서도 0° 혹은 90°의 각도를 이루면서 절삭을 하게 된다. 하지만 #2 시험 편은 프리프레그 한 층에서 0° 혹은 90°의 각도로 절삭하게 되고, 그 다음 층에서는 45° 혹은 -45°로 절삭하게 되므로 절삭력이 감소 하게 된다고 판단된다.
Fig. 5는 일방향 프리프레그를 이용하여 적층구성을 #3과 #4로 하여 제작한 시험편을 이용하여 12 mm의 고속도강 드릴로 드릴 가공 시 측정한 스러스트와 토오크를 나타낸다. 이송속도는 40 mm/min으로 고정하고 회전수는 1,000, 1,500, 2,000 rpm으로 증가시키면서 실험하였다. Fig. 6에서 스러스트와 토오크 역시 같 은 시험편과 같은 규격의 드릴을 사용하였고, 회전수를 1,000 rpm 으로 고정하고 이송속도를 10, 20, 40 mm/min으로 변화시키면서 실험을 진행하였다.
Fig. 5(a)에서 1,000 rpm과 1,500 rpm의 스러스트는 거의 일정
하게 유지되고 있지만 (a), (b) 그래프 모두 전반적으로 회전수가
증가할수록 스러스트와 토오크의 값이 감소하는 경향을 나타내고
있다. Fig. 6(a), (b)에서 전반적으로 이송속도가 증가할수록 스러
스트와 토오크값이 커지는 것을 볼 수 있다. 이러한 이유는 직물형
시험편의 실험과 마찬가지의 결과로 회전수 증가에 따른 단위회전
당 절삭점에서 절삭단면적의 감소로 인한 절삭력 감소와 이송속도
의 증가에 따른 단위회전당 절삭점에서 절삭단면적의 증가로 인한
절삭력의 증가로 판단된다.
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 7 Cutting force of woven prepreg specimens (TiAlN, feed : 40 mm/min)
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 8 Cutting force of woven prepreg specimens (TiAlN, rpm : 1,000)
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 9 Cutting force of uni-directional prepreg specimens (TiAlN, feed : 40 mm/min)
3.1.2 TiAlN-coated 드릴의 드릴가공시 절삭력 특성
탄소섬유강화플라스틱의 드릴가공은 대부분이 건식가공이다.
TiAlN-coated 드릴은 이러한 건식가공을 효과적으로 수행할 수 있으며 내산화성, 내마모성등의 기계적 성질이 우수하고, 고경도 및 고속작업에 적합하므로 본 실험에서 사용하였다.
Fig. 7, 8은 직물형 프리프레그를 이용하여 적층구성을 #1과 #2 로 하는 2종의 시험편을 12 mm의 TiAlN-coated 드릴을 사용하 여 드릴가공 실험을 진행하여 얻은 스러스트와 토오크를 나타낸 것이다. Fig. 9, 10은 일방향 프리프레그를 이용하여 적층구성을
#3과 #4로 하여 제작한 시험편을 사용하여 실험한 결과를 나타낸 것이고, 같은 규격의 TiAlN-coated 드릴을 사용하여 실험을 진행 하였다.
Fig. 7과 Fig. 9는 이송속도를 40 mm/min으로 고정하고 회전수 를 1,000, 1,500, 2,000 rpm으로 증가시키는 조건으로 실험을 진 행하였고, Fig. 8과 Fig. 10은 회전수를 1,000 rpm으로 고정하고 이송속도를 10, 20, 40 mm/min으로 변화하면서 실험을 진행하였다.
직물형 프리프레그 시험편의 실험결과인 Fig. 7, 8과 일방향 프 리프레그 시험편의 실험결과인 Fig. 9, 10의 그래프를 살펴보면 회 전수가 증가할수록 스러스트와 토오크가 감소하는 경향을 나타내 고, 이송속도가 증가할수록 스러스트와 토오크가 증가하는 경향을 보이고 있다. 이는 고속도강 드릴을 이용한 실험에서와 동일한 결 과를 보여주며, 단위회전당 절삭점에서 절삭단면적의 증감에 따른 절삭력의 변화로 풀이된다.
Fig. 9, 10에서 #3과 #4 시험편을 비교하여 살펴보면 각 시험편
의 적층구성이 스러스트값에 미치는 영향이 지배적이지 않다는 것
을 확인할 수 있다. 반면 토오크의 크기에는 적층구성에 따른 영향
이 크다는 것을 알 수 있다. 각 시험편의 적층구성에 따른 스러스트
의 차이가 미세하지만 #4 시험편이 약간 더 가공성이 좋다고 판단
할 수 있으며, 토오크의 경우에는 큰 값의 차이를 보이며 #4 시험
(a) Thrust force of specimens
(b) Torque of specimens
Fig. 10 Cutting force of uni-directional prepreg specimens (TiAlN, rpm : 1,000)
Fig. 11 Comparison of flank wear in drilling CFRP (f = 0.1 mm/rev)
(a) 270th drilling (b) 720th drilling Fig. 12 Photo. of flank wear
편이 낮은 절삭력을 나타내고 있다. 이러한 결과 역시 고속도강 드 릴의 실험과 같은 이유로 해석할 수 있다. 즉, 탄소섬유와 드릴의 주절삭날과의 절삭각이 90°와 45°로 다르기 때문에 절삭력 차이가 발생한다고 판단되며, 45°일 경우에 더 낮은 절삭력이 발생하는
것을 실험을 통하여 확인할 수 있다.
실험의 결과로 미루어보아 TiAlN-coated 드릴을 사용하여 탄소 섬유 강화플라스틱의 드릴링 작업을 수행할 때는 회전수 2,000 rpm과 이송속도 10 mm/min의 조건으로 절삭하는 것이 바람직하 며, 적층구성은 직물형 프리프레그를 사용하여 적층구성을 #4로 하여 적층하는 것이 알맞다고 생각된다.
한편 탄소섬유 강화플라스틱은 다른 기타 금속재료와는 달리 여 러 층의 탄소섬유가 수지에 의해 결합되어 있는 재료이므로 무엇보 다도 섬유층간의 박리현상이 많은 문제점으로 지적되고 있다. 이에 따라 탄소섬유 강화플라스틱의 박리현상과 밀접한 관계가 있는 드 릴마모에 관한 실험적인 데이터가 필요하다. 적시에 공구마모를 판단 하여 공구를 교환한다면 고가의 소재의 낭비를 막고 보다 효율적인 가공을 할 수 있다. Fig. 11은 일방향 프리프레그 °°°°
적층한 시험편을 이송속도 0.1 mm/rev로 고정하고 회전수를 2,000, 4,000 rpm로 다르게 하여 구멍가공을 할 때 구멍수가 증가 함에 따른 드릴마모의 크기를 나타내고 있다. 그림에서 나타난 바 와 같이 회전수 4,000 rpm으로 가공한 실험에서는 가공구멍수 660개까지는 완만한 드릴마모의 경향을 보이다가 690개에 이르러 서는 급격한 공구마모 현상이 발생한다.750개를 넘어서면서 Flank wear값이 0.295 mm달하면서 공구수명이 거의 한계점이 이르고, 780개에서는 Flank wear 값이 0.321 mm로 공구수명을 다하였 다. 회전수 2,000 rpm으로 가공한 실험에서는 가공구멍수 690개 까지는 완만한 드릴마모의 경향을 보이다가 720개에 이르러서는 급격한 공구마모 현상이 발생한다. 구멍수 750개 부분에서 다시 완만한 공구마모 형태를 보이다 780개를 넘어서면서 급격한 공구 마모의 증가로 810개에 이르러서는 Flank wear값이 0.312 mm달 하면서 공구수명을 다한다. 이와 같이 이송속도 0.1 mm/rev에서 구멍수 390개를 넘어서면서 공구 마모현상이 두드러지게 나타나 는 현상은 회전수 2,000, 4,000 rpm 모두에서 동일한 경향을 보이 다가, 그림에서와 같이 구멍수가 증가할수록 높은 회전수에서 공구 마모가 더 많이 나타남을 알 수 있다. 이는 회전수가 빠를수록 공구 와 탄소섬유의 접촉 길이가 길어지면서 나타나는 현상으로 생각된 다. Fig. 12는 가공중에 나타난 드릴의 마모에 관한 270번과 720 번의 Flank wear 사진이다.
3.2 절삭조건에 따른 입・출구부의 가공면 상태 3.2.1 고속도강 드릴에 의한 절삭시 가공면 상태
Fig. 13은 #1 시험편과 #2 시험편을 고속도강 드릴을 이용하여
가공한 후 가공부의 입구와 출구의 상태를 비접촉 영상측정기를
사용하여 측정한 결과이다. Fig 14는 #3 시험편과 #4 시험편 역시
고속도강 드릴을 이용하여 실험 후 측정한 결과이다. Fig. 13, 14
의 결과에서 (a)는 이송속도를 40 mm/min으로 고정한 후 회전수
rpm 1000 1500 2000
feed 40 40 40
#1 Woven
° °
entrance
exit
#2 Woven
° °
entry
exit
(a) entrance and exit of specimens (feed:40mm/min)
rpm 1000 1000 1000
feed 10 20 40
#1 Woven
°
°
entrance
exit
#2 Woven
°
°
entry
exit
(b) entrance and exit of specimens (rpm:1000) Fig. 13 Photograph of the drilled specimens (HSS drill)
rpm 1000 1500 2000
feed 40 40 40
#3 UD
°°
entrance
exit
#4 UD
° °
° °
entry
exit
(a) entrance and exit of specimens (feed:40mm/min)
rpm 1000 1000 1000
feed 10 20 40
#3 UD
°°
entrance
exit
#4 UD
° °
° °
entrance
exit
(b) entrance and exit of specimens (rpm:1000) Fig. 14 Photograph of the drilled specimens (HSS drill) 를 1,000, 1,500, 2,000 rpm으로 변화시키면서 실험하였고, (b)는
회전수를 1,000 rpm으로 고정시키고 이송속도를 10, 20, 40 mm/min의 조건으로 하여 실험하였다.
Fig. 13, 14의 (a)에서 회전수가 증가함에 따라 가공면이 완벽히 절단되지 못하고 많은 burr들이 발생하는 것을 볼 수 있다. 회전수 의 증가는 앞서 살펴보았던 절삭력에서 스러스트와 토오크를 감소 시키는 역할을 했지만 가공부의 상태는 오히려 완벽히 절단되지 못하고 burr가 많아지는 결과를 나타내고 있다. 이러한 결과의 이 유는 공구의 마모 때문이라고 생각된다. 탄소섬유 강화플라스틱은 가공 시 탄소섬유의 조직과 절삭공구 사이에 강한 연마현상과 열이
발생하며 이러한 연마현상으로 공구의 인선마모가 증가하게 된다.
회전수가 증가함에 따라 많은 열이 발생하고, 탄소섬유의 조직과
드릴의 주절삭날 사이의 마찰에 의한 연마현상으로 인하여 급격한
공구마모가 발생하여 많은 burr가 발생했다고 판단된다. Fig. 13,
14의 (b)에서는 이송속도의 증가에 따라 대부분의 가공부에 burr
가 많이 발생하는 것을 확인할 수 있다. 이러한 결과는 스러스트의
영향 따른 층간박리현상에 기인한다고 생각된다. 이송속도의 증가
함에 따라 스러스트가 증가하는데 스러스트의 압축력에 의하여 하
단부 즉, 출구부에 적층되어 있는 수지와 탄소섬유 프리프레그 사
이를 분리시키는 층간박리현상이 발생하게 된다. 이 층간박리현상
rpm 1000 1500 2000
feed 40 40 40
#1 Woven
°
°
entrance
exit
#2 Woven
°
°
entrance
exit
(a) entrance and exit of specimens(feed:40mm/min)
rpm 1000 1000 1000
feed 10 20 40
#1 Woven
°
°
entrance
exit
#2 Woven
°
°
entrance
exit
(b) entrance and exit of specimens (rpm:1000) Fig. 15 Photograph of the drilled specimens (TiAlN-coated drill)
rpm 1000 1500 2000
feed 40 40 40
#3 UD
°°
entrance
exit
#4 UD
° °
° °
entry
exit
(a) entrance and exit of specimens (feed:40mm/min)
rpm 1000 1000 1000
feed 10 20 40
#3 UD
°°
entrance
exit
#4 UD
° °
° °