원전 배관 감육 결함 검사를 위한 IR 열화상시험 조건 결정
Determination of an Test Condition for IR Thermography to Inspect a Wall-Thinning Defect in Nuclear Piping Components
김진원*✝, 윤경원**, 정현철**, 김경석**
Jin-Weon Kim*✝, Won-Kyung Yun**, Hyun-Chul Jung** and Kyeong-Suk Kim**
초 록 본 논문에서는 적외선 열화상 기법을 원전 배관에 적용하여 감육결함을 검사하기 위한 시험 조건 을 파악하기 위해서, 인공 결함이 가공된 배관 시편과 평판 시편을 이용하여 적외선 열화상 시험을 수행하 였다. 시험에는 할로겐램프를 사용하여 시편을 가열하였으며, 램프의 출력과 시편과 램프의 거리를 변수로 실험을 수행하였다. 시험 결과 시편과 램프의 거리가 1∼2 m 이고 램프의 출력이 정격출력의 60 % 이상일 때, 적외선 열화상 기법은 1회 촬영으로 최소한 500 mm 범위 내에 존재하는 원주방향 폭이 2θ = 90o이고 깊 이와 길이가 각각 d/t = 0.5와 L/Do = 0.25인 배관내 인공 감육 결함들을 검출하였다. 평판 시편과 배관 시편에 서 시편과 램프의 거리에 관계없이 램프 출력이 높을수록 결함에 대한 이미지가 선명하였다. 평판 시편과 배관 시편에서 적외선 열화상 방법의 결함 검출 능력은 유사하지만, 최적의 시험 조건은 시편에 따라 다르 게 나타났다.
주요용어: 적외선 열화상, 결함 검출, 감육 배관, 최적 조건
Abstract This study conducted infrared (IR) thermography tests using pipe and plate specimens with artificial wall-thinning defects to find an optimal condition for IR thermography test on the wall-thinned nuclear piping components. In the experiment halogen lamp was used to heat the specimens. The distance between the specimen and the lamp and the intensity of halogen lamp were regarded as experimental parameter. When the distance was set to 1∼2 m and the lamp intensity was above 60 % of full power, a single scanning of IR thermography detected all artificial wall-thinning defects, whose minimum dimension was 2θ = 90o, d/t = 0.5, and L/Do = 0.25, within the pipe of 500 mm in length. Regardless of the distance between the specimen and the lamp, the image of wall-thinning defect in IR thermography became distinctive as the intensity of halogen lamp increased. The detectability of IR thermography was similar for both plate and pipe specimens, but the optimal test condition for IR thermography depended on the type of specimen.
Keywords: Infrared Thermography, Defect Detection, Wall Thinned Pipe, Optimal Condition [논 문 ] - 비 파 괴 검 사 학 회 지
Journal of the Korean Society for Nondestructive Testing Vol. 32, No. 1 (2012. 2)
[접수일: 2011. 8. 10, 수정일: 2011. 11. 22, 게재확정일: 2011. 12. 8] *조선대학교 원자력공학과, **조선대학교 기계설계공학과, ✝Corresponding Author: Department of Nuclear Engineering, Chosun University, Gwangju 501-759, Korea (E-mail: [email protected])
1. 서 론
원자력발전소(이하 원전)의 경우, 2차측 배관에 는 부식에 취약한 탄소강이 사용되고 있기 때문에 유동가속부식(FAC, flow accelerated corrosion)에 의
한 감육(減肉) 결함의 발생 가능성이 높다. 실제 감육 결함은 원전 2차측 배관의 건전성을 위협하 는 주요 손상 메커니즘으로 알려져 있다[1,2]. 감육 결함은 누설과 같은 사전 징후 없이 바로 손상으 로 진행되며, 용접부가 아닌 모재부에서도 흔히
Materials
Chemical composition (%) Mechanical property
C Mn P S Si Cr Cu Mo Ni V Yield stress
(MPa)
Tensile stress (MPa) A106Gr.B max.
0.30
∼1.060.29 max.
0.035 max.
0.035 max.
0.10 max.
0.40 max.
0.40 max.
0.15 max.
0.40 max.
0.08 min. 240 min. 415 SM20C 0.18
∼0.23 0.18
∼0.60 max.
0.30 max.
0.035
∼0.350.15 - - - - - min. 245 min. 402 Table 1 Chemical composition and mechanical properties of ASTM A106 Gr.B and SM20C
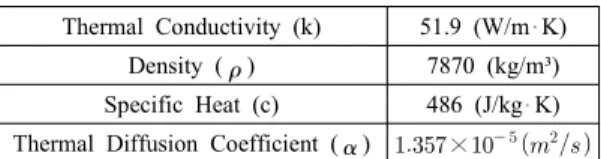
Table 2 Thermophysical properties of ASTM A106 Gr.B
Thermal Conductivity (k) 51.9 (W/m K) Density ( ) 7870 (kg/m³) Specific Heat (c) 486 (J/kg K) Thermal Diffusion Coefficient ( ) ×
발생되기 때문에 기존의 가동중검사를 통해 발견 하기 어려운 특징이 있다. 따라서, 원전에서는 배 관의 감육 결함 관리를 위한 별도의 프로그램을 운영하고 있으며, 이에 따라 감육 결함의 발생 가 능성이 높은 부위를 선정하여 두께 검사를 시행하 고 있다[3,4].
현재 배관 두께검사에는 초음파시험이 가장 보 편적으로 적용되고 있으며, 정확한 두께 측정 결 과를 제공하는 것으로 알려져 있다. 그러나, 초음 파 두께 측정은 검사 부위에 격자를 그리고 모든 격자점에서 두께를 측정하기 때문에 검사에 많은 시간이 소요된다. 또한, 직경이 2.5 inch 이하인 소구경 배관과 이들 배관의 곡관부는 탐촉자의 접촉이 어려워 측정 결과에 대한 신뢰성이 떨어 지는 것으로 알려져 있다. 따라서 소구경 배관의 결함 검사에는 방사선투과검사가 적용되고 있는 데, 방사선투과검사는 결함에 대한 정량성이 떨 어지고 검사 시 작업자 피폭 등의 문제로 인해 현장 적용에 한계가 있다[5,6]. 따라서, 원전 소구 경 배관의 결함 검출에 적합한 검사 방법의 개발 이 요구되고 있다.
이와 관련하여 국내·외적으로 배관 감육 결함 검사에 적외선(IR, infrared) 열화상 방법을 적용하 기 위한 시도들이 진행되고 있으며[7-9], 결함 검 출에 대한 신뢰성 향상과 결함 형상에 대한 정량 성을 높이기 위한 여러 가지 기법들이 연구되고 있다[10-12]. 그러나, 아직까지 적외선 열화상 방 법을 실제 원전 배관의 감육 결함 검사에 적용하 여 신뢰성 있는 결과를 얻기 위해서는 여러 영향 인자들에 대한 체계적인 검토와 평가가 필요한 실정이다. 따라서 본 본문에서는 적외선 열화상 방법을 배관 감육 결함 검사에 적용하기 위한 최 적의 시험 조건을 파악하고자 한다. 이를 위해서 결함이 가공된 배관 시편과 판상 시편을 제작하 여 다양한 조건에서 적외선 열화상 실험을 수행 하고, 그 결과로부터 배관 감육 결함 검출에 적 합한 가열 및 촬영 조건을 파악하였다.
2. 시편 및 실험 방법
2.1. 시편
본 실험에는 내부에 결함이 가공된 배관 시편 과 한쪽 면에 결함이 가공된 평판 시편이 사용되 었다. 평판 시편은 배관 시편 실험에 대한 비교 실험을 위해 적용되었다. 배관 시편은 실제 원전 2차측 배관에 흔히 사용되는 ASTM A106 Gr.B 탄소강으로 4-inch Sch. 80인 직관을 가공한 것이 며, 평판 시편은 ASTM A106 Gr.B와 유사한 화 학조성과 재료물성치를 갖는 SM20C 평판으로 제작하였다. Table 1은 이들 두 재료의 화학조성 과 재료물성치를 비교하여 나타낸 것이며, Table 2는 ASTM A106 Gr.B의 물리적 성질을 정리한 것이다.
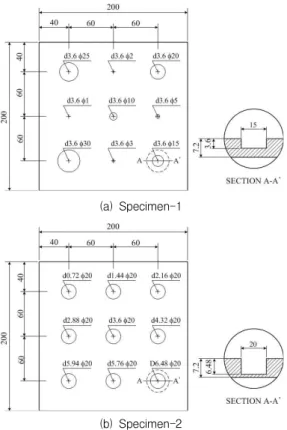
Fig. 1은 실험에 사용된 평판 시편을 나타낸 것 으로 2가지 형태의 시편이 사용되었다. 두 시편 모두 평판의 폭과 높이가 200 mm이고 두께(t)는 7.2 mm이며, 결함의 형상은 깊이(d)가 일정한 원 형을 고려하였다. Fig. 1(a)에 나타낸 것과 같이 시편-1은 결함 깊이가 시편 두께의 50 % (d/t = 0.5)인 조건에서 결함의 직경(∅)을 1, 2, 3, 5, 10, 15, 20, 25, 30 mm로 가공한 것이며, 시편-2는 결 함의 직경이 ∅ = 20 mm로 일정한 조건에서 깊이 를 두께의 10 %(d/t = 0.1)에서 90 %(d/t = 0.9)까 지 증가시킨 것이다.
배관 시편은 Fig. 2에 나타낸 것과 같이 길이가 500 mm, 두께(t)가 7.5 mm, 그리고 외경(Do)이 113.0 mm인 직관의 양쪽 내면에 각각 깊이가 일
Fig. 3 Test setup for pipe specimen with wall-thinning 정한 사각형 형태의 감육 결함을 가공한 것이다.
시편의 Up side에는 L/Do = 0.5(L = 56.5 mm)이고 깊이 (d)가 두께의 50 %(d/t = 0.5)와 75 %(d/t = 0.75)인 4개의 결함이 교차 배열되었으며, Down side에는 L/Do = 0.25(L = 28.25 mm)이고 깊이가 두께의 50 %와 75 %인 5개의 결함이 교차 배열 되었다. 모든 결함의 원주방향 크기(2θ)는 90°로 가공되었다. 각 면에 존재하는 결함의 형상은 Table 3에 나타낸 것과 같다.
(a) Specimen-1
(b) Specimen-2
Fig. 1 Plate specimen with artificial defects
Fig. 2 Pipe specimen with artificial defects
Table 3 Dimension of defects in pipe specimen Up side Down side Circ. thinning angle (θ/π) 0.25 0.25
Thinning depth (d/t) 0.50, 0.75 0.50, 0.75 Thinning length (L/Do) 0.5 0.25
2.2. 실험 방법
적외선 열화상을 적용한 결함 검출 방법에는 검사 대상체가 발열하여 시험체로부터 자체 방출 되는 복사에너지를 측정하는 방법과 검사 대상체 를 외부에서 열적으로 자극하여 방출되는 복사에 너지를 측정하는 방법이 있다. 여기서는 원전이 정기 점검을 위해 정지되어 있는 상태를 가정하 여, 상온 상태의 배관을 외부에서 열적으로 자극 하여 검사하는 경우를 고려하였다. 따라서 본 실 험에서는 할로겐램프를 이용하여 시편을 외부에 서 가열하는 방법을 적용하였다. 실험에 앞서 시 편 표면에 방사페인트(KRYLON 1602 Ultra Flat Black)를 도포하여 시편 표면에서 빛의 반사를 최소화하였다. Fig. 3에 나타낸 것과 같이 모든 실험은 시편을 거치대에 설치한 후, 1 kW 용량의 할로겐램프 2개를 이용하여 시편을 일정하게 가 열하였다. 시편이 가열되는 동안 IR 카메라 (FLIR사 Silver 480M)를 이용하여 시편의 표면을 촬영하였다. 실험이 진행되는 동안 실험 장치 주 변의 온도 (25±0.5 ℃)와 습도가 일정한 값을 유 지하도록 하였다.
본 실험의 목적이 배관에서 감육 결함을 검출 하기 위한 적외선 열화상 시험 조건을 결정하는 것이므로, 여기서는 시편과 램프 및 IR 카메라의 거리와 램프의 출력을 변수로 실험을 수행하였 다. 시편의 종류에 관계없이 시편과 램프 및 IR 카메라의 거리는 각각 1 m와 2 m를 고려하였으 며, 각 할로겐램프의 출력은 정격용량(1 kW)의 40, 50, 60, 70, 80 %로 설정하여 실험을 수행하 였다. 램프 출력과 시편과 램프의 거리에 따라
거리
램프출력 1 m 2 m 거리
램프출력 1 m 2 m
40 % 40 %
50 % 50 %
60 % 60 %
70 % 70 %
80 % 80 %
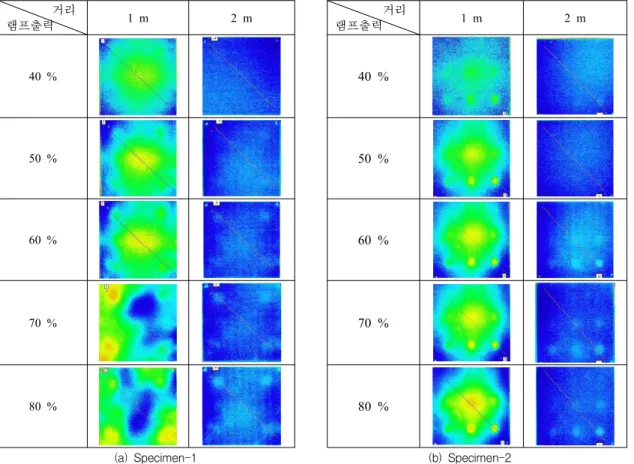
(a) Specimen-1 (b) Specimen-2
Fig. 4 Thermography images of defective plate specimens 차이가 있으나, 대부분의 경우 열화상 이미지에
서 결함은 가열 후 수 초에서 십여 초 사이에 나 타났다 시편에서 온도가 평형을 이루면서 사라졌 다. 따라서 본 실험에서는 각 조건에서 결함이 가장 선명한 시점의 열화상 이미지를 취득하여 결과를 비교하였다.
3. 실험 결과 및 고찰
3.1. 평판 시편
Fig. 4는 평판 시편에서 적외선 카메라로 측정 한 온도 이미지를 시편과 램프 사이의 거리와 램 프의 출력에 따라 비교하여 나타낸 것이다. Fig.
4(a)에서 알 수 있는 것과 같이 깊이가 일정(d/t = 0.5)하고 직경이 다른 결함을 갖는 평판 시편-1에 서는 램프 출력이 70 % 이상인 경우에 직경이
∅ = 20 mm 이상인 결함이 모두 검출되었다. 또 한, 1 m에 비해 2 m 거리에서 시편을 가열하고 촬영될 때 시편 내에서 온도 편차가 작고 결함이
상대적으로 선명하게 관찰되었다. 한편, 직경이 일정(∅ = 20 mm)하고 깊이가 서로 다른 결함이 가공된 평판 시편-2에서는 깊이가 d/t = 0.5 이상 인 결함이 모두 검출되었다 (Fig. 4(b)). 시편과 램 프 사이의 거리가 1 m인 조건에서는 50 % 이하 의 출력에서도 결함이 검출되지만, 시편과 램프 사이의 거리가 2 m인 조건에서는 70 % 이상의 출력에서 결함이 뚜렷이 검출되었다. 전체적으로 1 m 거리 조건에서 입사되는 열량이 높음에도 불구하고 2 m 조건에 비해 열화상 이미지에서 결함이 선명하지 않았다. 이것은 가까운 거리에 서 램프에 의한 시편 가열시 평판 내에서의 온도 불균일성이 크게 나타나기 때문인 것으로 판단된 다. Fig. 5는 Fig. 4(b)에 나타낸 것과 같이 온도 이미지에서 시편을 가로질러 결함부의 온도 분포 를 스캔한 것이다. 결함부에서 온도 피크가 형성 되는 것을 관찰할 수 있으며, 램프 출력이 증가 함에 따라 결함부에서 온도 피크가 더욱 뚜렷해 지는 것을 확인할 수 있다.
평판 시편에 대한 적외선 열화상 시험 결과를
26.0 26.5 27.0 27.5 28.0
f=20, d/t=0.9 f=20, d/t=0.7
40%
50%
60%
80%
f=20, d/t=0.8
70%
Plate specimen-2: 1m
Temperature, T (o C)
Relative location
Fig. 5 Temperature distribution across plate specimen-2
거리
램프출력 1 m 2 m 거리
램프출력 1 m 2 m
40 % 40 %
50 % 50 %
60 % 60 %
70 % 70 %
80 % 80 %
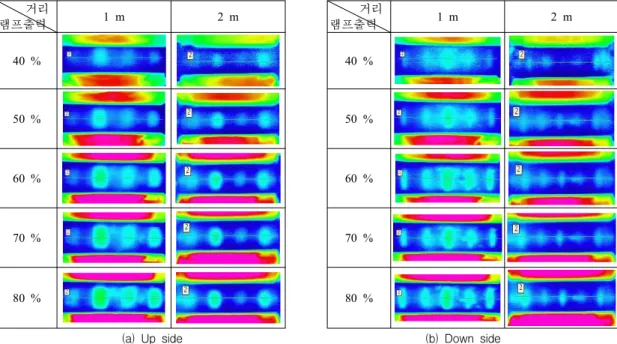
(a) Up side (b) Down side
Fig. 6 Thermography images of defective pipe specimen 종합하면, 시편과 램프 사이의 거리가 2 m인 조
건에서 70 % 이상의 출력으로 시편을 가열하는 경우에 깊이와 직경이 각각 d/ = 0.5와 ∅ = 20 mm 이상인 결함이 모두 검출되었다. 또한, 평판 시편 의 경우에는 낮은 출력으로 가까운 거리에서 가 열하는 것보다 먼 거리에서 높은 출력으로 가열 하는 것이 평판 내에서 온도 편차가 적고 보다 선명한 결함 이미지를 얻을 수 있다는 것을 알 수 있다.
3.2. 배관 시편
Fig. 6은 배관 시편에서 적외선 열화상 카메라 로 측정한 온도 이미지를 시편과 램프 사이의 거
리와 램프 출력에 따라 비교하여 나타낸 것이다.
Fig. 6(a)는 결함 길이가 L/Do = 0.5인 Up side에서 촬영한 것으로 시편과 램프 사이의 거리, 그리고 램프의 출력에 관계없이 모든 실험 조건에서 결 함에 대한 이미지가 육안으로 관찰되었다. 다만, 결함 깊이가 d/t = 0.75에 비해 d/t = 0.5인 결함에 서는 선명도가 낮았다. 그러나 출력이 60 % 이상 이고 시편과 램프 사이의 거리가 1 m인 경우에 는 깊이가 d/t = 0.5인 결함도 뚜렷하게 구분되었 다. 한편, Fig. 6(b)에 나타낸 결함 길이가 L/Do = 0.25인 Down side에서 촬영한 열화상 이미지를 살펴보면, 결함의 길이가 짧음에도 불구하고 램 프의 출력이 50 % 이상에서는 시편과 램프 사이 의 거리에 관계없이 5개 결함이 모두 육안으로 관찰되었다. L/Do = 0.25인 경우에도 깊이가 d/t = 0.75인 결함에 비해 d/t = 0.5인 결함에서는 결함 부의 선명도가 낮았으나 램프의 출력이 60 % 이 상에서는 시편에 존재하는 모든 결함이 육안으로 뚜렷하게 구분되었다. 전체적으로 결함의 크기에 관계없이 램프의 출력이 높을수록 적외선 열화상 에서 결함이 보다 선명하였다. 또한, 시편과 램프 사이의 거리가 2 m보다 1 m일 때 결함이 선명하 였다. 그러나 램프의 출력이 높은 경우에는 가열 후 수 초 이내에 화면상에 결함이 나타났다 사라 졌으며, 시편과 램프 사이의 거리가 짧을수록 결
26.0 26.5 27.0 27.5 28.0 28.5 29.0
d/t=0.5 d/t=0.5 d/t=0.75
d/t=0.75
40% 50%
60% 70%
80%
d/t=0.75
S1, Down: 1m
Temperature, T (o C)
Relative location (a) 1m
26.0 26.5 27.0 27.5 28.0 28.5 29.0
40% 50%
60% 70%
80%
Temperature, T (o C)
Relative location
S1, Down: 2m d/t=0.75
d/t=0.5 d/t=0.75
d/t=0.5 d/t=0.75
(b) 2m Fig. 7 Temperature distribution across pipe specimen (Down side)
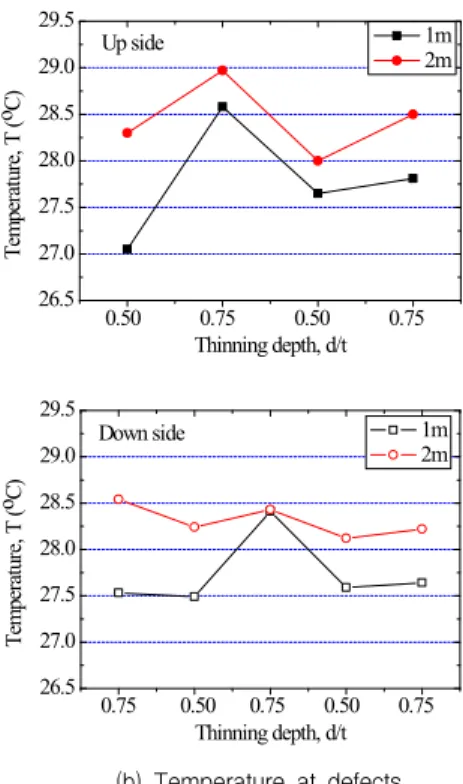
(a) Locations of temperature measurement
26.5 27.0 27.5 28.0 28.5 29.0
29.5 1m
2m
Temperature, T (
o C
)
Thinning depth, d/t 0.50 0.75 0.50 0.75 Up side
26.5 27.0 27.5 28.0 28.5 29.0 29.5
Down side 1m
2m
Temperature, T (
o C
)
Thinning depth, d/t 0.75 0.50 0.75 0.50 0.75
(b) Temperature at defects
Fig. 8 Peak temperatures at defect in pipe specimen 함 형상에 대한 왜곡이 큰 것을 알 수 있다. Fig.
7은 Fig. 6(b)에 표시된 바와 같이 배관 시편의 Down side에서 결함을 가로질러 온도 분포를 스 캔한 것으로, 앞서 설명된 적외선 열화상 시험 결과에 미치는 램프 출력과 시편과 램프 사이의 거리에 대한 영향을 잘 뒷받침하고 있다.
이들 결과를 종합하면, 크기가 4-inch Sch. 80인 배관의 경우에 출력이 60 % 이상이고 시편과 램 프 사이의 거리가 1∼2 m 조건에서 1회 촬영을 통해 최소한 500 mm 범위 이내에 존재하는 원주 방향 폭이 90°이고 깊이와 길이가 각각 d/t = 0.5 와 L/Do = 0.25인 사각형 형태의 감육 결함을 적 외선 열화상 검사를 통해 검출할 수 있다는 것을 확인하였다. 또한, 배관 시편에서는 램프의 출력 이 높을수록 결함이 선명하게 검출된다는 것을 알 수 있다.
배관 시편에 대한 실험 결과를 평판 시편에 대 한 실험 결과와 비교하여 살펴보면, 두 시편 모 두에서 적외선 열화상 검사의 결함 검출 능력은 유사하였다. 즉, 두 시편 모두에서 깊이가 d/t = 0.5 이상이고 폭 (또는 직경)이 20 mm 이상인 결 함이 검출되었다. 그러나 평판 시편과 달리 배관 시편의 경우에는 시편과 램프 및 카메라의 거리 가 2 m인 경우에 비해 1 m인 조건에서 결함이 보다 명확하게 관찰되었다. 이는 배관이 평판과 달리 광원에 노출된 전면이 곡면이므로 램프에 의해 가해지는 열이 평판에 비해 작게 흡수되기 때문으로 판단된다. 따라서 평판 시편에서 최적 화된 적외선 열화상 시험 조건을 배관에 직접 적 용하기 어렵다는 것을 알 수 있다. 또한, 이들 결 과로부터 배관의 직경과 형상에 따라 최적의 적 외선 열화상 검사 조건이 달라질 수 있다는 것을
유추할 수 있다.
Fig. 8(b)는 Fig. 8(a)에 나타낸 것과 같이 1 m와 2 m 거리에서 80 %의 출력으로 배관 시편이 가 열될 때 측정된 적외선 열화상 데이터로부터 결 함부 중심의 온도를 추출하여 결함의 위치와 깊 이에 따라 나타낸 것이다. Fig. 8(b)에서 알 수 있
는 것과 같이 전체적으로 결함이 깊은 경우가 얕 은 경우에 비해 높은 온도를 보였으며, 이것은 두께가 얇은 부위가 외부 열적 자극에 민감하게 반응하기 때문이다. 그런데, 여기서 결함 깊이에 관계없이 시편과 램프 사이의 거리가 2 m인 경 우에는 동일한 결함 깊이에서 유사한 온도를 보 인 반면, 결함이 상대적으로 명확히 관찰되었던 1 m 거리 조건에서는 결함 깊이가 같을지라도 시편의 중앙 부분이 가장자리에 비해 뚜렷이 높 은 온도를 보였다. 이러한 온도 차이는 일반적인 구형의 할로겐램프를 이용하여 시편을 가열하는 경우에 배관 시편의 전체 길이가 균일하게 가열 되지 못하기 때문으로 판단된다. 즉, 시편과 램프 의 거리가 먼 경우에는 광량이 적고 조사(照射) 범위가 넓은 반면, 시편과 램프의 거리가 짧은 경우에는 램프 광량이 많고 조사 범위가 작기 때 문에 시편의 표면에서 온도 불균일성이 심화되는 것으로 판단된다. 따라서 이를 개선하기 위해서 는 배관 결함 검출에 적합한 새로운 형태의 가열 방법 개발이 필요하다는 것을 확인하였다.
4. 결 론
본 논문에서는 적외선 열화상 방법을 적용하여 배관 감육 결함을 검출하기 위한 최적의 조건을 파악하기 위해서, 결함이 가공된 평판 시편과 배 관 시편을 제작하여 적외선 열화상 실험을 수행 하였다. 실험 결과로부터 다음과 같은 결론을 얻 었다.
1) 1 kW 용량의 할로겐램프 2개를 이용하여 배 관 시편을 가열할 때 시편과 램프 및 IR 카 메라의 거리를 1∼2 m 유지하고 램프의 조사 율을 60 % 이상 유지하면, 적외선 열화상 방 법은 적어도 1회 촬영을 통해 500 mm 길이 의 배관 내에 존재하는 원주방향 폭(2θ)이 90°이고 깊이와 길이가 각각 d/t = 0.5와 L/Do = 0.25인 모든 감육 결함을 검출하였다.
2) 배관 시편에서 감육 결함은 시편과 램프 사 이의 거리에 관계없이 램프의 출력이 높을수 록 결함이 선명하게 검출되었다.
3) 평판 시편과 배관 시편에서 적외선 열화상검 사는 유사한 결함 검출능력을 보였으나, 두 시편에서 최적의 적외선 열화상 검사 조건은 차이를 보였다.
4) 배관 시편에서 적외선 열화상 시험을 통해 검출된 결함의 크기를 정확히 파악하기 위해 서는 배관을 균일하게 가열할 수 있는 가열 장치의 개발이 필요한 것을 확인하였다.
후 기
본 논문은 2010년도 지식경재부 재원으로 한국 에너지기술평가원(KETEP)의 지원을 받아 수행된 연구과제의 결과입니다.
참고문헌
[1] F. Michel, H. Reck and H. Schulz,
"Experience with piping in German NPPs with respect to ageing-related aspects," Nuclear Engineering and Design, Vol. 207, pp.
307-316 (2001)
[2] Virginia Electric and Power Co., "Surry Unit 2 Reactor Trip and Feedwater Pipe Failure Report" (1989)
[3] Korea Hydro and Nuclear Power Co.,
"Management Program for Thinned Pipe in NPP Secondary System," Final Report - 00NJ12 (2003)
[4] S. H. Lee, T. R. Kim, S. C. Jeon and K. M.
Hwang, "Thinned pipe management program of Korean NPPs," Transaction of SMiRT-17, Paper #O04-2, Prague, Czech Republic, Aug.
17-23 (2003)
[5] IAEA, "Development of Protocols for Corrosion and Deposits Evaluation in Pipes by Radiography," IAEA-TECDOC-1445 (2005) [6] T. Knook, M. Persoz, S. Trevin, S. Friol, M.
Moutrille and L. Dejoux, "Pipe wall thinning management at Electricite de France (EDF),"
E-Journal of the Advanced Maintanance, Vol.
2, pp. 1-13 (2010)
[7] A. Vageswar, K. Balasubramanian, C. V.
Krishnamurthy, T. Jayakumar and B. Raj,
"Periscope infrared thermography for local wall thinning in tubes," NDT&E International, Vol. 42, pp. 275-282 (2009)
[8] G. Shen and T. Li, "Infrared thermography
for high-temperature pressure pipe," Insight, Vol. 49, pp. 151-153 (2007)
[9] K. Kim, H. Chang, D. Hong, C. Park, S. Na, K. Kim and H. Jung, "Defect detection of the wall thinning pipe of the nuclear power plant using infrared thermography," Journal of the Korean Society for Nondestructive Testing, Vol. 30, No. 2, pp. 85-90 (2010)
[10] K. Kim, H. Jung, C. Pack, D. Kim, D. Jung and H. Chang, "A study on measuring the temperature and revising the result when measuring the temperature of NPP pipes using infrared thermography," Journal of the Korean
Society for Nondestructive Testing, Vol. 29, No. 5, pp. 421-426 (2009)
[11] J. Park, M. Choi and W. Kim, "Shearing phase lock-in infrared thermography for defects evaluation of metallic materials specimens," Journal of the Korean Society for Nondestructive Testing, Vol. 30, No. 2, pp.
91-97 (2010)
[12] M. Choi, K. Kang, J. Park, W. Kim and K.
Kim, "Defect sizing and location by lock-in photo-infrared thermography," Journal of the Korean Society for Nondestructive Testing, Vol. 27, No. 4, pp. 321-327 (2007)