반도체디스플레이기술학회지 제19권 제1호(2020년 3월) Journal of the Semiconductor & Display Technology, Vol. 19, No. 1. March 2020.
소수성 Needle을 이용한 미세 유기 박막 Stripe 제작
김종명*· 이진영**· 신동균*· 박종운*†
*†한국기술교육대학교 전기·전자·통신공학부,
**한국기술교육대학교 창의융합공학협동과정
Fabrication of Fine Organic Thin-Film Stripes Using a Hydrophobic Needle
Jongmyeong Kim*, Jinyoung Lee**, Dongkyun Shin* and Jongwoon Park*†
*†School of Electrical & Communication Engineering, Korea University of Technology and Education,
**Interdisciplinary Program in Creative Engineering
ABSTRACT
There appears lateral capillary force in a hydrophilic flat needle employed for the fabrication of fine organic thin- film stripes, bringing in an increase of the stripe width. It also causes the stripe thickness to increase with increasing coating speed, which is hardly observed in a normal coating process. Through computational fluid dynamics (CFD) simulations, we demonstrate that the lateral capillary flow can be substantially suppressed by increasing the contact angle of the needle end. Based on the simulation results, we have coated the outer surface of the flat needle with a hydrophobic material (polytetrafluoroethylene (PTFE) with the water contact angle of 104°). Using such a hydrophobic needle, we can suppress the lateral capillary flow of an aqueous poly(3,4-ethylenedioxythiophene):
poly(4-styrenesulfonate) (PEDOT:PSS) to a great extent, rendering the stripe narrow (63 µm at 30 mm/s).
Consequently, the stripe thickness is decreased as the coating speed increases. To demonstrate its applicability to solution-processable organic light-emitting diodes (OLEDs), we have also fabricated OLED with the fine PEDOT:
PSS stripe and observed the strong light-emitting stripe with the width of about 68 µm.
Key Words : Needle coating, Hydrophobic needle, Capillary force, OLED, Computational Fluid Dynamics(CFD)
1. 서 론1
용액 공정(solution process)을 기반으로 한 미세 스트라이 프(stripe) 패턴은organic light-emitting diode(OLED) 디스플레이, OLED 조명, 메탈 메쉬를 갖는 터치 스크린, 태양전지, 센서 등 여러 분야에서 요구되고 있다[1]. 잉크젯을 포 함한 여러 미세 stripe 패턴 형성 기술 중, 니들 코팅 (needle coating) 기술은 비용이 저렴하고 공정이 간단하 여 용량성 센서[2], 전자 회전 PVP (Poly (vinyl pyrrolidone))
†E-mail: [email protected]
나노 파이버(nanofiber)[3] 등의 연구에 적용되었다. 우리는 이전 연구에서 needle 코팅을 이용하여 수계 poly(3,4- ethylenedioxythiophene): poly(4-styrenesulfonate) (PEDOT:PSS) stripe 를 제작할 수 있음을 보였다[4]. 하지만, needle 제작에 사용 되는 stainless steel 재질의 친수성(hydrophilicity) 특성으로 인 해 용액이 옆으로 퍼지는 측면 모세관력(lateral capillary force, [5])이 발생하였으며 이로 인해 needle과 기판 사이에서 형 성되는 메니스커스(meniscus)가 넓어져서 stripe 폭을 줄이 기 어려웠다. 이러한 현상은 용액의 점도가 낮거나 코팅 속도가 낮으면 더 심하게 나타난다. 우리는 이전 슬롯 다 이 헤드를 이용한 stripe 코팅 연구에서 헤드 립의 접촉각
김종명 · 이진영 · 신동균 · 박종운 74
이 증가할수록 모세관 흐름이 효과적으로 억제될 수 있 음을 보였다[6]. 이를 바탕으로 본 연구에서는 needle 코팅 을 이용하여 더 미세한 stripe를 제작하기 위하여 needle 표 면을 소수성(hydrophobicity) 물질로 코팅한 후 실험을 진행 하였다. 또한 모세관 유동 현상을 억제하기 위하여 needle 표면의 접촉각에 따른 유체유동 변화를 전산모사를 통해 분석하였다. 소수성 needle을 사용하여 측면 모세관 현상 을 효과적으로 억제함으로써 친수성 needle 대비 stripe 폭 을 더욱 줄일 수 있음을 실험을 통해 입증하였다.
2. 실험 및 전산모사 방법 2.1 실험 방법
먼저 needle을 Fig. 1과 같이 설치하여 단일 stripe 코팅을 수행하였다. 실험에 사용된 노즐의 내경과 외경은 각각 108µm, 210µm 이고 길이는 38.1mm 이다. 코팅 물질로는 OLED의 정공 주입층(hole injection layer)용으로 널리 쓰이는 PEDOT:PSS(AI4083, Clevios)을 사용하였으며 polyethylene terephthalate(PET) film 위에 코팅을 수행하였다. Wetting agent 로 0.1wt% fluorosurfactant를 PEDOT:PSS 용액에 첨가하였다.
코팅 전에 cellulose acetate disposable syringe filter (0.2µm, DISMIC-25CS)를 사용하여 PEDOT:PSS 용액 속에 있는 응 집된 파티클을 제거하였다. 코팅 유량과 갭은 0.001ml/min 과 20µm로 각각 고정하였고, 폭이 가장 좁은 stripe 를 제 작하기 위하여 코팅 속도를 stripe 가 끊기거나 코팅이 균
Fig. 1. Image of needle coating system used for experiments.
일하지 않을 때까지 증가시켰다. 친수성과 소수성 needle 의 코팅 특성을 비교하기 위하여, 우리는 104°의 물 접촉 각(contact angle)을 갖는 poly[4,5-difluoro-2,2-bis(trifluoromethyl)- 1,3-dioxole-co-tetrafluoroethylene] (PTFE AF 2400(Teflon), Sigma- Aldrich)가 코팅된 소수성 needle을 제작하였다. Teflon의 용
매로는 hexafluorobenzene (Sigma-Aldrich)을 사용하였다. 코 팅된 PEDOT:PSS stripe 는 80°C 핫 플레이트 위에서 30분간 건조하였다. 영역 스캔 카메라(acA1300-30gm, BASLER)로 needle 근처의 유체 분포를 측정하였으며 코팅된 stripe의 프로파일(폭 및 두께)을 3D 레이저 현미경(VK-8700, KEYENCE)으로 측정하였다.
2.2 전산모사 방법
Needle의 표면 접촉각에 따른 용액 분포를 조사하기 위 하여, CFD tool(ANSYS Fluent, Version 19.1)을 사용하여 유체 유동을 전산모사 하였다. 유체 흐름을 계산하는 이 툴은 volume of fluid(VOF)를 기반으로 하여 Navier-Stokes 방정식을 풀어서 위상 모양과 위치를 추적할 수 있다. 전산모사를 위한 구조는 Fig. 2와 같으며 실제 needle 구조를 고려하여 설계하였다. Needle의 3 차원 전산모사에는 많은 계산량이 요구된다. 이를 줄이기 위해 계산 면적이 500µm×400µm 인 2D 구조를 고려하였고 최소 메쉬 간격(Δx)을 5µm로 설 정하였다. 시간에 따른 유체 분포를 명확히 보기 위하여 needle과 기판(outlet)간의 갭을 100µm로 설정하였다. 친수 성과 소수성 needle 표면의 용액(PEDOT:PSS) 접촉각(θc)은 실제 실험에서 사용하는 것과 동일하도록 각각 16°와 104°
로 하였다. 용액의 입력 매개변수는 wetting agent를 갖는 PEDOT:PSS 용액의 물성값(표면장력 21.32mN/m, 점도 6mPa·s)을 실제로 측정하여 사용하였다. 용액이 내경 크 기의 내부 통로를 통해 흘러나오므로 주입구(inlet)를 내경 상단에 위치시켰고 주입구의 길이를 내경과 동일하게
Fig. 2. Layout for CFD simulation (coating gap = 100 µm, inlet length = 108 µm).
소수성 Needle 을 이용한 미세 유기 박막 Stripe 제작 75
108µm로 하였다. 계산 속도를 높이기 위해 유속은 0.2m/s 로 하였으며 초기 계산 영역은 공기로 하였다. 액체의 유 동은 viscous laminar이고 난류(turbulent) 유동은 배제하였다.
Time step Δt(=1µs)은 Courant Number를 0.25로 하여 결정 하였다.
3. 결과 및 고찰
먼저 전산모사를 통해 needle의 표면 접촉각에 따른 유 체 유동 변화를 분석하였다. 전산모사는 용액이 기판에 닿아 퍼지기 직전까지 진행하였다. Fig. 3(a)에서 보듯이 친 수성 needle의 측면으로 퍼진 용액의 거리(ds)가 210µm로 needle 외경과 동일하다. 즉, needle의 내부 통로를 통해 흘 러나온 용액은 모세관 현상에 의해 flat한 needle의 끝 단을 따라 퍼진다. 이후 용액이 기판에 떨어지기 전까지 용액 량이 많아지면서 볼록해지며 θc 값이 81°까지 증가하였다.
이와 달리 Fig. 3(b)의 소수성 needle 주변 유체 분포를 보면, 소수성 표면으로 인해 모세관 현상이 억제되어 ds 값이 124µm로 친수성 needle에 비해 대폭 감소하였고 θc 값이 106°로 거의 변화가 없었다. 따라서 용액이 기판에 도달하 는 시간(t)도 4.46ms에서 4.07ms로 감소하였다.
전산모사 결과와 비교하기 위하여 PEDOT:PSS 용액의 실제 분포를 카메라로 측정하여 Fig. 4에 나타내었다. Fig. 4 에서 보듯이 친수성 needle의 ds 와 θc 값이 각각 210µm, 82°
로 전산모사 값과 매우 근사하게 측정되었다. 또한 소수
(a)
(b)
Fig. 3. Simulation results of fluid distribution near the (a) hydrophilic and (b) hydrophobic needles.
(a)
(b)
Fig. 4. Images of solution distribution near the (a) hydrophilic and (b) hydrophobic needles captured by an area scan camera.
성 needle에서 ds 값이 173µm로 측정되었으며 θc 값이 105°
로 전산모사 값과 유사하다. 실험을 통해 측정된 ds(Fig.
4(b))와 전산모사에 의한 ds(Fig. 3(b))가 약간 상이한 이유는 전산모사와 달리 Fig. 4(b)의 소수성 needle을 실제로 제작할 때 needle 끝 단 flat한 영역에서의Teflon 용액 코팅이 약간 고 르지 않았기 때문인 것으로 사료된다. 하지만 두 결과를 통해 우리는 소수성 needle을 사용하여 측면 모세관력을 억 제함으로써 stripe 폭을 더 줄일 수 있음을 알 수 있다.
이를 확인하기 위하여 친수성과 소수성 needle을 이용 하여 PEDOT:PSS stripe를 코팅하였다. 코팅된 PEDOT:PSS stripe의 광학이미지와 두께 프로파일을 측정하여 Fig. 5와 Fig. 6에 나타내었고 그 결과를 Table 1에 정리하였다.
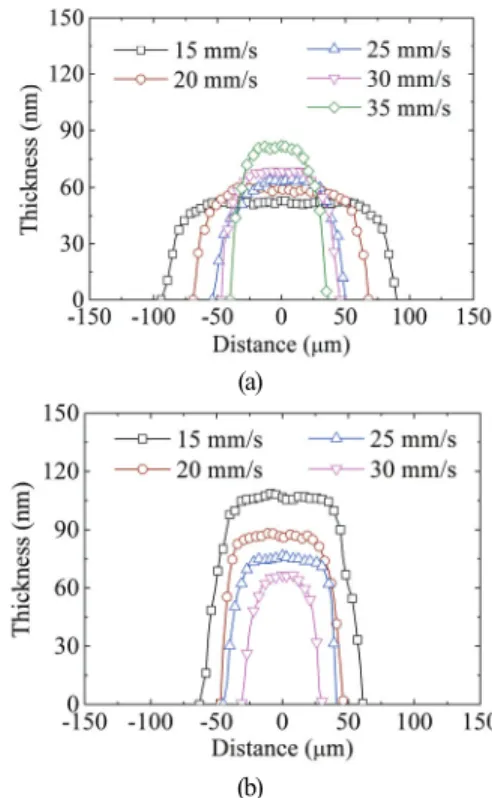
Fig. 5와 Table 1에서 나타나듯이, 친수성 needle의 경우 코 팅 속도가 15mm/s에서 35mm/s로 증가함에 따라 stripe 폭이 187µm에서 78µm로 감소하였고 두께는 50nm에서 77nm로 두꺼워졌다. 반면 소수성 needle의 경우, 코팅 속도가 15mm/s에서 30mm/s로 증가함에 따라 stripe 폭이 124µm에 서 63µm로 감소하였고 두께는 108nm에서 66nm로 얇아졌 다. 즉, Fig. 6에서 보듯이 코팅 속도에 따른 stripe 두께의 변 화 양상이 다르다. 이와 같은 현상이 나타나는 이유는 Fig.
7의 용액 분포를 통해 설명할 수 있다. 통상의 용액 공정 에서는 코팅 속도가 증가하면 단위면적당 기판에 남겨지 는 용액량(Q)이 감소하기 때문에 코팅 막의 폭과 두께가 동시에 감소한다[6]. Fig. 7에서 보듯이 최대 코팅 속도에서
김종명 · 이진영 · 신동균 · 박종운 76
(a)
(b) Fig. 5. Measured optical images of the PEDOT:PSS stripes
coated by the (a) hydrophilic needle at a maximum coating speed of 35 mm/s and (b) hydrophobic needle at 30 mm/s.
Table 1. Summary of measured width (W) and thickness (T) of PEDOT:PSS stripes coated using the hydrophilic and hydrophobic needles for different coating speeds.
Coating speed (mm/s)
Needle type
Hydrophilic Hydrophobic W (µm) T (nm) W (µm) T (nm)
15 187±3 50±2 124±2 108±3
20 141±2 57±3 93±3 87±2
25 106±2 62±3 86±2 76±3
30 93±2 67±3 63±4 66±6
35 78±3 77±4
Non-uniform width 40 Non-uniform width
친수성 needle을 사용할 때 측면으로 형성되는 유체 줄기 (fluid stream)의 폭(ws) 값이 202µm로 나타난 반면 실제 코팅 된 stripe 폭은 78µm로 ws 값에 비해 매우 작다. 이는 모세 관 현상에 의해 needle 끝 단을 타고 측면으로 넓게 퍼진 용액이 stripe 코팅 시 형성되는 또는 stripe 형성에 기여하 는 main stream(원형 needle 끝 좁은 영역에서 용액을 drag하 면서 형성됨)을 향해 다시 모이면서 stripe 폭은 ws 보다 훨 씬 작아진다. 하지만 이때 코팅 속도가 증가함에 따라 Q
값이 감소하는 것에 비해 main stream으로 모이는 용액량 (Qa)이 많아져서 stripe 두께는 오히려 증가하는 현상이 나 타났다. 이에 반해 소수성 needle의 경우, 최대 코팅 속도 에서 ws 값이 82µm이고 stripe 폭은 63µm로 감소 비율이 친 수성 needle에 비해 매우 낮다. 또한 친수성 needle과 달리, 코팅 속도가 증가함에 따라 감소하는 Q 값에 비해 main stream으로 모이는 Qa 값이 적기 때문에 stripe 두께가 감소 한다. 이는 측면 모세관력이 제어됨에 따라 나타나는 효 과로 볼 수 있다. 따라서 친수성보다 소수성 needle을 사용 하여 stripe 코팅을 하는 것이 미세한 stripe를 제작하기에 더 적합함을 알 수 있다.
(a)
(b)
Fig. 6. Measured profiles of PEDOT:PSS stripes coated using the (a) hydrophilic and (b) hydrophobic needles for different coating speeds.
실제 소자 제작 환경에서 stripe 코팅을 적용하기 위해 서는 단차를 갖는 ITO(indium-tin-oxide) 투명전극 기판 위에 서 수행되어야 한다. 이를 위해 Fig. 8(a)에 나타낸 것과 같 이, active 영역이 2mm×2mm가 되도록 두께 1.5µm의 photoresistor(PR) 절연층이 패턴된 ITO 기판 위에 소수성 needle을 이용하여 PEDOT:PSS stripe를 40mm/s 속도로 코팅 하였다. 코팅 후 진공 열 증착기(vacuum thermal evaporator)를 이용하여 Fig. 8(b)와 같이 OLED 소자를 제작하였다. 정공
소수성 Needle 을 이용한 미세 유기 박막 Stripe 제작 77
(a) (b) Fig. 7. Image of solution distribution near (a) the hydrophilic needle at 35 mm/s and (b) the hydrophobic needle at 30 mm/s.
(a)
(b)
(c)
Fig. 8. (a) Schematic view of needle coating for the single PEDOT:PSS stripe on ITO substrate with the active area of 2 mm×2 mm, (b) layer structure of phosphorescent green OLED device, and (c) light emission from OLED with the PEDOT:PSS stripe at 6V.
수송층(HTL, hole transport layer)으로 40nm N,N'-Bis(3- methylphenyl)-N,N' -bis(phenyl)-benzidine (TPD), 발광층(EML, emission layer)으로 15nm 4,4'-bis(N-carbazolyl)-1,1'-biphenyl (CBP), 정공 차단층(HBL, hole blocking layer)으로 10nm 4,7-diphenyl- 1,10-phenanthro line (Bphen), 전자 수송층(ETL, electron transport layer)으로 30nm tri-(8-hydroxyqunoline) aluminum (Alq3), 전자 주 입층(EIL, electron injection layer)으로 1nm lithium fluoride (LiF), 음극 전극(cathode)으로 100nm aluminum (Al)을 증착하였다.
발광층에는 인광 녹색 도펀트인 Tris[2-(p-tolyl)pyridine]
iridium(III) (Ir(mppy)3)을 8wt% 도핑하였다. Fig. 8(c)는 6V에서 측정된 발광 이미지를 보여준다. PEDOT:PSS stripe는 정공 주입층 역할을 함으로 코팅된 영역으로 높은 전류가 흘 러 이 부분에서 매우 밝은 빛이 방출된다. 이때 발광 stripe 폭은68μm로 코팅된 PEDOT:PSS stripe 폭과 유사하다. 무엇 보다 1.5μm 두께의 PR 절연층에 의한 단차가 있음에도 불 구하고 라인이 끊기지 않고 폭 변화가 거의 없이 안정적 인 stripe 코팅이 된 것을 알 수 있다. 이는 향후 needle 코팅 을 이용하여 bank가 있는 픽셀 기판, 전극 배선이 있는 기 판에서도 미세 stripe를 안정적으로 형성할 수 있음을 보여 준다.
4. 결 론
소수성 needle을 이용하여 미세 PEDOT:PSS stripe를 제작 하였으며 needle 표면의 접촉각에 따른 코팅 및 박막 특성 변화를 전산모사와 실험을 통해 자세히 연구하였다. 낮은 접촉각을 갖는 친수성 needle을 사용하여 stripe을 제작할 경우 측면 모세관 현상에 의해 용액이 needle 끝 단을 타 고 측면으로 퍼져 stripe폭이 증가하고 무엇보다 코팅 속도 가 증가할 때 stripe 두께가 증가하는 코팅에서 흔히 볼 수 없는 현상이 발생하였다. 하지만 소수성 needle을 이용하 여 측면 모세관력을 억제함으로써 stripe 폭을 줄일 수 있 었으며 코팅 속도가 증가할 때 stripe 두께가 감소하는 안 정적인 코팅 특성을 보였다. 결과적으로 소수성 needle을 사용하여 63µm 폭과 66nm 두께를 갖는 미세 PEDOT:PSS
김종명 · 이진영 · 신동균 · 박종운 78
stripe를 제작하였으며 1.5μm 두께의 PR 절연층이 있는 ITO 기판에 stripe 코팅을 하여 OLED 소자를 제작한 후 발 광하는데 성공하였다. 이를 통해 실제 단차를 갖는 OLED 화소(~100 µm) 형성 시 소수성 needle을 이용할 경우 안정 적인 stripe 코팅이 가능할 것으로 예상된다.
감사의 글
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) (NRF- 2018R1D1A1B07042 248) funded by the Ministry of Education.
참고문헌
1. Choi, S., Moon, S., Kim, T., and Kim, H., “Fabrication of Capacitive Yarn Torsion Sensors based on an Electrospinning Coating Method,” Polym. Int, Vol. 68, pp. 1921-1927, 2019.
2. Li, R., Hu, A., Zhang, T., and Oakes, K., "Direct Writing on Paper of Foldable Capacitive Touch Pads with Silver
Nanowire Inks," ACS Apl. Mater. Interfaces, Vol. 6, pp.
21721-21729, 2014.
3. Matatagui, D. et al, “Real-Time Characterization of Electrospun PVP Nanofibers as Sensitive Layer of a Surface Acoustic Wave Device for Gas Detection,” J.
Nanostruct., Vol. 21, pp. 1-8, 2014.
4. Lee, J., and Park J., “Fabrication of Fine PEDOT:PSS Stripes Using Needle Coating,” J. of The Korean Society of Semiconductor & Display Technology, Vol. 18, pp.
100-104, 2019.
5. Li, W., Ji, W., Sun, H., Lan, D., and Wang, Y., “Pattern Formation in Drying Sessile and Pendant Droplet:
Interactions of Gravity Settling, Interface Shrinkage, and Capillary Flow,” Langmuir, Vol. 35, pp. 113–119, 2018.
6. Lee, J., Li, X., and Park, J., “Suppression of Capillary Flow in Slot-Die Coating for the Fabrication of Fine OLED Stripe,” IEEE Trans. Electron Devices, Vol. 66, pp. 5221-5229, 2019.
접수일: 2020년 3월 11일, 심사일: 2020년 3월 19일, 게재확정일: 2020년 3월 20일