한국표면공학회지 J. Kor. Inst. Surf. Eng.
Vol. 46, No. 6, 2013.
http://dx.doi.org/10.5695/JKISE.2013.46.6.248
<연구논문>
스퍼터 공정변수가 팔라듐 합금 수소분리막의 특성에 미치는 영향
한재윤a, 주새롬b, 이준형b, 박동건c, 김동원a*
a경기대학교 신소재공학과, b경기대학교 SDM전공, c한국 유미코아 천안 리서치 테크놀로지 센터
The Effect of Sputtering Process Variables on the Properties of Pd Alloy Hydrogen Separation Membranes
Jae-Yun Hana, Sae-Rom Joob, Jun-Hyong Leeb, Dong-Gun Parkc,Dong-Won Kima*
a
Department of Advanced Materials Engineering, Kyonggi University, Suwon 443-760, Korea
b
Department of SDM (Semiconductor Display Mechatronics), Kyonggi University, Suwon 443-760, Korea
c
Research Technology Center, Umicore, Chunan 330-200, Korea
(Received December 6, 2013 ; revised December 11, 2013 ; accepted December 25, 2013)
Abstract
It is generally recognized that thin Pd-Cu alloy films fabricated by sputtering show a wide range of micro- structures and properties, both of which are highly dependent on the sputtering conditions. In view of this, the present study aims to investigate the relationship between the performance of hydrogen separation mem- branes and the microstructure of Pd alloy films depending on sputtering deposition conditions such as substrate temperature, working pressure, and DC power. We fabricated thin and dense Pd-Cu alloy membranes by the micro-polishing of porous Ni support, an advanced Pd-Cu sputtered multi-deposition under the conditions of high substrate temperature / low working pressure / high DC power, and a followed by Cu-reflow heat- treatment. The result of a hydrogen permeation test indicated that the selectivity for H
2/N
2was infinite because of the void-free and dense surface of the Pd alloy membranes, and the hydrogen permeability was 10.5 ml·
cm
-2·min
−1·atm
−1for a 6 µm membrane thickness.
Keywords : Pd alloy hydrogen membrane, Sputtering deposition, Sputtering variables, Dense structure, Hydrogen perm-selectivity
1. 서 론
화석 연료가 고갈되고 있는 지금 세계는 대체 에 너지에 대한 필요성을 절감하고 이에 대한 연구 개 발을 진행해 오고 있다. 현재 사용되는 석유, 석탄, 천연가스 등과 같은 화석연료는 다른 에너지로 전 환된 후 재생이 불가능하고 매장량이 한정되어 있 으며, 연소 시 발생되는 각종 공해 물질로 인해 환 경오염 문제를 야기시키고 있다. 이에 화석연료에 대한 의존도를 점차적으로 줄여나가기 위해 자원이 무한하고 청정한 대체에너지에 대한 관심이 집중되
고 있다. 이러한 대체에너지 중 수소에너지는 타 에 너지로 전환 시 부산물로 물만을 배출하는 무공해 에너지원으로써 화석연료의 사용에 따른 이산화탄 소 배출로 인한 대기 오염을 방지하는 효과를 가진 친환경적인 대체에너지원으로 손꼽을 수 있다1-3). 수 소에너지는 반도체 제조공정, 야금공정, 석유 산업 및 연료전지 등의 첨단 공정분야에서 소요가 급격 히 증가하고 있으며, 이에 따라 수소를 분리 및 정 제하는 방법이 크게 관심을 받고 있다. 수소를 분 리 및 정제하는 기술로는 압력 순환 흡착(pressure swing adsorption, PSA), 열순환 흡착(thermal swing adsorption, TSA), 액화 정류법(cryogenic distillation)과 막분리법(membrane separation)들이 있다. 이 중에
*
Corresponding author. E-mail : [email protected]
서 압력 순환 흡착, 액화 정류법들은 현재 상용중 인 공정이지만 에너지 효율이 낮고 복잡한 구성을 필요로 하는 반면에 막 분리법을 이용한 수소 분리/
정제 공정 기술은 고순도의 수소를 제조하기 위한 가장 유망한 기술로 평가되고 있다.
막 분리법의 종류로는 유기막을 사용한 막 분리 법과 무기막을 이용한 막 분리법이 있다. 이 중 촉 매 반응과 반응물 및 생성물의 분리 기능을 동시에 수행할 수 있는 무기막 촉매 기술이 광범위하게 연 구되고 있다4). 이에 투과 선택적인 분리막 촉매가 적용된 기체 분리용 분리막을 이용한 수소 정제 및 분리는 반응이 일어나는 동시에 생성물이 분리되어 정제되는 동시 공정이 가능해짐으로서 이론적인 전 환율을 10 0 %에 가깝게 향상시킬 수 있고 생성물의 높은 수율을 기대할 수 있으며, 고온에서의 내 화 학성 및 구조적 안정성이 뛰어나므로 수소 정제 분 야 뿐만 아니라 고온 또는 고압 공정 등에 적합한 수소 분리 방법으로서 주목 받고 있다.
팔라듐 분리막은 혼합가스에서 수소의 높은 선택 적 투과도를 가지고 있으며4,5), 우수한 열적, 화학적, 기계적인 성질을 가지고 있기에 널리 사용된다. 그 러나 순수한 팔라듐은 수소의 흡수에 따른 팔라듐 격자가 α상에서 β상으로 상변화가 일어남으로써 발 생하는 격자변형으로 인한 분리막 구조의 파괴원인 이 된다5). 이러한 이유로 팔라듐 분리막은 구리(Cu), 은(Ag), 니켈(Ni) 등과 같은 다른 금속과 함께 팔라 듐 합금분리막으로 사용한다5,6).
이러한 팔라듐 합금 분리막의 미세구조는 수소분 리막의 수소 투과선택도에 상당한 영향을 미치며, 높은 수소 선택도 및 수소 투과도 요건을 만족시키 기 위해서는 매우 치밀하면서 또한 얇은 막이 요구 된다. 일반적으로 팔라듐 및 합금금속의 코팅 방법 에는 무전해 도금7,8) 및 전해 도금 방식9,10)이 널리 이용되어 왔지만, 습식 및 복잡한 전처리 공정을 수 반하기 때문에 조밀하지 않고 불균일한 미세구조가 발생한다11). 이로 인해 분리막 박막층의 두께가 얇 은 경우에는 다공성 금속 지지체에 기인한 기공들 에 의해 분리막 표면에 기공들이 존재하게 되며, 이 는 수소 선택도를 떨어뜨리는 한계점을 가진다. 이 와 같은 도금 코팅 방법에 비하여 스퍼터 증착법은 공정변수의 조절이 용이하고, 진공 분위기에서 연 속적인 다중증착이 가능하며 높은 증착속도를 가진 다. 또한 고순도의 박막을 제조할 수 있는 장점들 을 갖는다. 그러나 종래의 스퍼터 방식으로 제조된 박막층은 지지체의 표면에서 수직방향으로 성장한 주상정 구조(columnar structure)들에 기인한 주상정 골자기(columnar valley)의 기공들에 의해 팔라듐 합
금 수소분리막의 제조 시 수소 선택도 특성이 저해 되는 문제점을 가진다12). 따라서 이러한 주상정 골 자기의 기공 매립을 위한 연구가 활발히 진행 중에 있으며, 이와 같은 문제점을 해결하기 위하여 구리 리플로우 열처리 기술13,14) 및 팔라듐 박막층 미세연 마 기술15)에서 주상정 구조에 기인한 분리막 표면 의 기공 매립 특성이 개선됨을 보여 주었다.
그러나 고순도의 수소를 정제 및 제조하기 위해 서는 고밀도, 치밀질을 갖는 팔라듐 혹은 팔라듐 합 금 금속 박막층의 형성을 필요로 하며, 이를 위해 서는 분리막의 박막층 내부 또는 외부에 기공들의 근원을 제공하는 주상정 구조들의 형성을 억제 시 켜야 한다. 따라서 종래의 스퍼터에 의해 제조된 불 균일한 주상정 구조의 경우에는 합금 열처리 후에 도 수 마이크론 크기의 거대 표면 기공들이 형성되 기 때문에 박막층의 두께가 10 μm 이상으로 두껍 게 증착될 경우에만 표면 기공들의 매립이 가능하 여 대체로 치밀한 분리막이 형성되지만, 이로 인해 수소투과도는 분리막 두께에 반비례하기 때문에 매 우 낮은 값을 갖는다. 또한 박막층의 두께가 얇아 지게 되면 주상정 골자기에 기인한 기공들이 분리 막 표면에 존재하게 되어 수소 선택도가 매우 낮아 진다. 따라서 기존의 스퍼터 방식으로 제조된 불균 일한 팔라듐 혹은 합금 금속의 박막층들은 주상정 구조의 기공들에 의해 향후 합금화 열처리를 진행 하여도 얇은 두께에서는 치밀한 팔라듐 합금 수소 분리막의 제조가 어렵다.
그러므로 분리막 두께감소를 통한 수소 투과도 향상 및 치밀한 미세구조에 의한 높은 수소 선택도 를 위해서는 우선적으로 스퍼터에 의해 형성된 팔 라듐 박막층의 주상정 구조들을 억제시켜야 한다.
이에 본 연구에서는 다공성 니켈 지지체 제조, 미 세연마 및 플라즈마 표면처리를 통한 다공성지지체 의 표면개질, 스퍼터를 사용한 팔라듐 및 합금화에 사용되는 금속(구리, 은, 금)들의 다층 증착 및 합 금화 열처리 공정들을 사용하여 치밀질의 팔라듐 합금 수소분리막을 제조하였다. 또한 스퍼터의 공 정 변수인 기판 온도, 공정 압력, DC 파워들을 조 절하여 증착된 팔라듐 층의 미세구조 변화를 관찰 하였으며, 팔라듐 합금 박막의 미세구조와 분리막 의 수소 투과-선택도 특성 간의 상관관계를 규명하 였다.
2. 실험방법
팔라듐계 합금 박막층의 지지체로 쓰이는 재료는 크게 세라믹과 금속으로 나누어진다. 세라믹 지지
체는 지지체 성분이 박막층으로 확산하지 않고 열 적 내구성이 뛰어나다는 장점이 있으나 높은 생산 비용, 낮은 열 충격 저항, 금속 박막층과의 접합력 저하 및 모듈화의 부적합성 등의 문제점들 때문에 금속 지지체를 사용하는 연구가 이루어지고 있다16,17). 이에 본 실험실에서 제작한 다공성 금속 지지체 의 모재로는 니켈을 사용하였다. 니켈은 수소 취성 에 강하고, 수소 촉매 특성이 있으며 표면의 기공 들을 수μm으로 제어할 수 있다. 또한 열적 내구성 이 뛰어나며, 팔라듐 합금층과 높은 화학적 친화력 을 가짐으로서 박막층과의 접착력이 뛰어다는 장점 들이 있다16,18).
다공성 니켈 지지체는 평균입자 3 μm 크기를 갖 는 니켈 파우더를 1인치 몰드에 넣고, 압축 성형법 을 이용하여 1인치 디스크 형태로 제조하였다. 압 축 성형된 다공성 니켈 지지체는 산화 방지를 위해 수소 환원 분위기에서 70 0oC, 2시간 동안 소결하여 열적 안정성 및 기계적 강도를 증진시켰다. 이와 같 은 방법으로 제조된 다공성 니켈 지지체의 표면에 는 수 마이크로 이하의 기공들이 존재하게 된다. 그 러므로 지지체 표면에 치밀한 팔라듐 합금 박막층 을 제조하기 위해서는 우선적으로 다공성 금속 지 지체 표면 조도와 기공의 제어를 통하여 스퍼터 증 착에 의해 균일한 팔라듐 핵생성이 이루어 질 수 있도록 표면개질을 하였다. 이에 표면 미세기공 제 어 및 조도 제어를 위해 표면 개질 특성이 우수한 미세연마 공정을 실시하였다. 미세연마 공정을 auto- polisher(GLP KOREA, GLP S20/25)를 사용하였으 며, 400, 1000, 1500 grit의 SiC Paper를 이용하여 거대 기공들을 매립하였다. 또한 3 μm, 1 μm 입자 크기의 다이아몬드 슬러리를 이용하여 SiC Paper 연마공정에서 생긴 자국을 제거하고, 잔여하는 미 세 기공들을 완벽히 매립하였다18). 이후 지지체 표
면의 불순물들을 제거하기 위해 아세톤과 이소프로 필알콜을 이용하여 세척하였다. 마지막으로 다공성 지지체의 수분을 제거하기 위해 60oC의 진공 오븐 에서 2시간 동안 건조하였다. 그리고 지지체 표면 의 불순물들을 제거시키고 향후의 스퍼터 공정에서 니켈 지지체 및 팔라듐 박막층과의 균일핵생성을 증진시키기 위하여 아르곤-수소 혼합가스(Ar:H2= 9:1) 분위기, 1.0 × 10−1torr의 공정압력, 100 W의 RF 파 워로 10분간 건식 플라즈마 표면 개질 공정을 실 시하였다.
플라즈마 표면처리 후 DC Magnetron Sputter를 사용하여 팔라듐(Pd 99.95%)과 구리(Cu 99.99%)를 인-시투 방식으로 연속적으로 증착하였다. 먼저 팔 라듐의 기판 온도, 공정 압력 및 DC 파워별 팔라 듐 및 구리박막의 미세구조변이를 관찰하기 위해 다양한 변수조건들을 설정하였다. 공정온도를 상온 으로 고정시킨 후, 압력-파워간 상관관계를 알아보 기 위해 공정 압력은 1.0 × 10−1~1.0 × 10−3 torr의 범 위에서 변화를 주었고, DC 파워는 40 W, 80 W, 160W로 변화를 주었다. 또한 기판 온도에 따른 변 화를 알아보기 위해 할로겐램프(I-type, 120V, 500W) 를 사용하여 기판 온도를 상온에서부터 40 0oC로 상 승시켜 2시간 유지시킨 후 이에 따른 미세구조 변 이를 관찰하였다. 기판 온도 상승 시 실제 기판에 가해지는 열적 신뢰성을 높이기 위해 할로겐 램프 시스템의 자체적인 설정 온도와 실제 기판 온도의 차이를 K-type의 열전대를 이용하여 온도를 보정하 여 적용하였다. 또한 고온의 기판 온도에서 공정 압 력 및 DC 파워들의 효과를 알아보기 위해서 이들 변수 범위들은 상온에서 실시한 공정과 동일한 조 건으로 실시하였다.
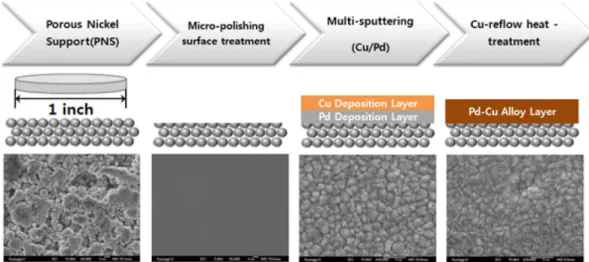
그림 1은 팔라듐-구리 합금 수소분리막을 제조하 기 위한 개략적인 공정순서들을 나타내었다. 표면
Fig. 1. The schematic diagram of experimental processes for Pd-Cu alloy hydrogen separation membranes.
개질된 다공성 니켈 지지체 상에 팔라듐과 구리를 고온스퍼터 코팅한 시편을 진공가열로를 이용하여 수소분위기의 1.0 × 103 torr 진공 조건에서 650oC, 2시간동안 구리 리플로우 열처리를 하여 최종적으 로 팔라듐-구리 합금 수소 분리막을 제조하였다. 또 한 수소 투과 특성이 우수한 팔라듐-은 및 팔라듐- 금 합금 수소분리막의 열처리는 동일한 공정 조건 으로 스퍼터 박막층을 제조한 후 50 0oC, 2시간 동 안 진행하였다.
위와 같이 제조된 팔라듐-구리 합금 수소 분리막 은 주사전자현미경(FE-SEM; JEOL, JSM-6500F)을 이용하여 분리막의 표면 및 단면 미세구조를 관찰하 였고, 에너지 분산 분광기(EDS; Oxford, EDS7557)를
이용하여 성분분석을 하였으며, 원자 힘 현미경 (AFM; Digital Instruments, Multi-mode SPM)을 이 용하여 표면 조도를 관찰하였다.
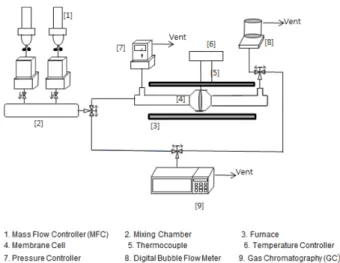
최종적으로 팔라듐 합금 수소 분리막의 수소 분 리 및 정제 특성을 확인하기 위해 그림 2의 측정 시스템을 사용하여 수소와 질소의 1:1 혼합가스를 주입시키면서 6.8 atm의 압력을 가하여 상온부터 분 리막의 상용온도인 50 0oC까지 승온 시키면서 수소 분리도 및 투과도를 측정하였다. 수소 분리도 및 투 과도 측정 시스템은 그림 2에서 알 수 있듯이 분 리막 셀, 열처리로, 온도조절기, 압력게이지, 조절기 등으로 구성되어 있으며, 수소 분리도 및 투과도 측 정 방법은 비눗방울 유량미터와 Gas Chromatograph (GC)를 사용하여 분석하였다.
3. 결과 및 고찰
본 연구에서는 스퍼터 공정변수에 따른 박막층의 미세구조를 개선하기 위하여 스퍼터 장비의 공정변 수 조절이 넓은 범위에서 용이하도록, 고온에 따른 챔버 내 자성물질, 건 및 실런트의 변형이 발생하 지 않도록 하기 위해 정밀 온도제어와 냉각효과를 극대화시켰으며, 또한 고진공이 형성되도록 챔버 내 밀착형 고진공 터보 펌프 구성과 함께 고 DC 파워 에 의한 건, 타겟 및 기판들의 손상방지를 위해 가 변적 역할을 할 수 있도록 고 기능성 스퍼터 장비 를 제조하였다. 이와 같은 고 기능성 스퍼터 장비
Fig. 2. Schematic diagram of the hydrogen permeation
test apparatus.
Fig. 3. The surface and cross-sectional FE-SEM photographs and AFM images of sputtered Pd films as a function
of substrate temperature.
를 사용하여 기판온도, 공정압력 및 DC 파워들의 공정변수에 따른 팔라듐 박막층의 미세구조를 관찰 하였으며, 종래의 스퍼터 박막층과 비교하였다.
그림 3은 기판 온도에 따른 팔라듐 박막층의 미 세구조 변화를 알아보기 위해 스퍼터 공정 파워를 40W, 공정압력을 1.0 × 10−2 torr로 고정한 후 기판 온도를 상온에서부터 40 0oC까지 변화시켰다. 상온 의 공정온도에서 팔라듐 증착된 경우에는 팔라듐의 불균일한 핵생성에 의해 기판상의 돌출된 부분으로 더 많은 팔라듐 증착이 발생하며, 또한 스퍼터링 된 팔라듐 원자 또는 클러스터들이 충분한 에너지를 갖지 못하기 때문에 증착 공정이 진행되는 동안 팔 라듐 원자의 확산현상이 발생할 확률이 감소하여 그림 3(a),(i)의 미세구조 사진에서 관찰되듯이 조대 한 주상정(coarse columnar) 구조로 성장하게 된다13,19). 또한 그림 3(e)의 상온에서 형성된 팔라듐 박막층 의 표면 거칠기는 114 nm로 매우 크게 나타났으며 상온에서 형성된 팔라듐 박막층은 매우 조대하면서 불균일한 표면 미세조직을 형성함을 알 수 있었다.
반면에, 그림 3(b), (c)의 표면 미세구조 사진에서 관찰되듯이 기판 온도가 150oC에서 250oC로 증가 됨에 따라 미세구조의 치밀화 현상이 증진되고, 이 로 인해 팔라듐 증착층이 미세하고 균일하게 형성 됨을 확인할 수 있었으며, 점차로 계속 증착됨에 따 라 표면 미세구조가 조밀해지는 경향을 나타내었다.
또한 증착된 팔라듐 박막의 표면 단차도 75 nm에 서 9 nm로 증착된 팔라듐 박막이 급격하게 감소함 을 그림 3(f), (g)의 AFM 표면조도 사진에서 확인 할 수 있었다. 따라서 상온증착의 조대한 주상정 구 조에 비해 기판 온도가 증가함에 따라 그림 3(j),
(k)에서 관찰되듯이 비교적 미세하고 조밀한 주상 정(fine columnar) 구조로 변화됨을 알 수 있었다.
공정온도가 40 0oC로 더욱 증가함에 따라 팔라듐 증착이 매우 미세해지며, 충분한 열적 에너지를 가 진 흡착원자(adatom)들의 이동도 및 표면확산이 증 진되어 더욱 치밀한 조직을 형성하게 된다. 이와 같 은 열적 효과에 의해 형성된 박막층은 그림 3(d), (l)의 미세구조 사진에서 관찰할 수 있듯이 팔라듐 박막표면의 미세구조가 조밀하고 기공을 형성하지 않는 치밀한 구조를 이루며, 박막층을 이루는 팔라 듐 금속 입자들이 매우 미세함을 알 수 있었다. 또 한 그림 3(h)에서 관찰할 수 있듯이 표면 거칠기가 수 nm 이하로 평탄한 표면이 형성됨을 관찰할 수 있었다. 따라서 공정온도가 상온에서부터 40 0oC로 증가할수록 기판 온도 효과에 의해 팔라듐 박막층 의 미세구조가 조대한 주상정 구조에서 치밀질 구 조로 변화됨을 알 수 있었다.
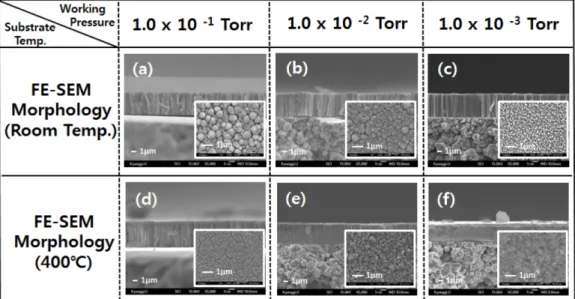
그림 4는 공정 압력에 의한 팔라듐 박막층의 미 세구조 변화를 알아보기 위해, 스퍼터 공정 DC 파 워를 40 W로 고정하여 DC 파워에 의한 효과를 최 소화 하였으며, 공정 온도를 상온 및 40 0oC로 고정 한 후 1.0 × 10−1 torr에서 1.0 × 10−3 torr의 압력 범위 에서 증착한 팔라듐 박막층들의 표면 및 단면의 주 사전자현미경 사진들을 나타내었다. 기판 온도에 의 한 효과가 배제된 상온 공정 온도에서는 공정압력 이 감소함에 따라 단위부피 당 아르곤 기체 원자 또는 분자의 개수가 감소하여 스퍼터링된 팔라듐 원자 또는 입자들의 평균 자유 행정 거리가 증가하 게 되고, 이로 인해 아르곤 기체 원자 또는 분자들 과의 충돌 없이 스퍼터 에너지를 유지한 채 기판에
Fig. 4. The surface and cross-sectional FE-SEM photographs of sputtered Pd films as a function of working pressure
at different substrate temperatures : (a), (b), (c) room temp. (d), (e), (f) 400
oC.
균일하게 흡착된다. 표면개질된 니켈 금속 지지체 상부에 흡착된 팔라듐 흡착원자(adatom)들은 성장 하기 보다는 기판표면에서 확산이 증진되어 균일하 고 미세하게 팔라듐의 핵을 생성하게 되는 효과를 가지게 된다. 따라서 그림 4(a), (b), (c)의 미세구조 사진에서 관찰되듯이 공정 압력이 낮아질수록 조대 한 주상정 구조에서 미세한 주상정 구조로 팔라듐 박막의 미세구조가 변화되는 것을 관찰할 수 있었 다. 이와 같은 스퍼터 공정 압력변화에 따른 미세 구조 변이의 효과는 Thornson이 제안한 structure zone model(SZM)과 비교적 일치하였다20).
그러나 기판 온도가 40 0oC로 증가된 경우에는, 낮 은 공정압력 효과에 의해 형성된 미세균일 팔라듐 핵생성과 더불어 고온에 의한 팔라듐 원자 또는 입 자들의 표면 확산이 활성화되어 이들 복합효과에 의해 그림 4(d), (e), (f)의 미세구조에서 관찰되듯이 미세 주상정 구조를 벗어나 매우 치밀한 팔라듐 박 막의 미세조직을 형성하게 된다. 이와 같은 스퍼터 에 의해 제조된 치밀질 조직은 고온의 기판 온도와 낮은 공정 압력에 의한 효과 및 기판물질과 증착 물질들의 화학적 친화성 효과들이 복합되어 형성된 것으로 여겨진다. 이와 같은 스퍼터 공정 조건 하 에 형성된 기공이 없는 치밀한 팔라듐 박막의 표면 미세구조는 종래의 공정 조건 하에 형성된 거대 주 상정 구조에 의해 표면기공들을 갖는 수소분리막 박막층에 비해, 수소가스들 외에 타 기체들이 투과 하지 못하는 치밀한 분리층을 형성하게 되므로 고 순도의 수소를 정제하는데 매우 우수한 수소분리막 의 특성을 갖는 바람직한 구조로 여겨진다.
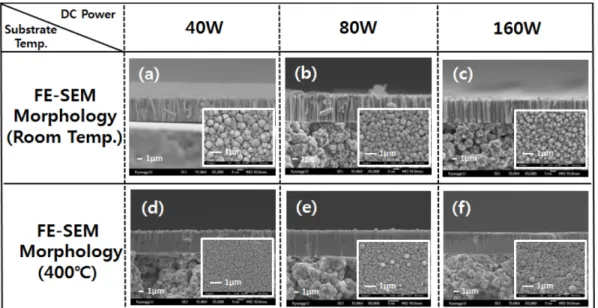
그림 5는 스퍼터 공정 변수인 DC 파워에 의한
팔라듐 박막층의 미세구조 변화를 알아보기 위해, 공정압력을 1.0 × 10−1 torr로 공정압력에 의한 효과 를 최소화하였으며, 공정 온도를 각각 상온 및 40 0oC 로 고정한 후 40 W에서 160 W로 DC 파워를 변화 시켜 얻어진 팔라듐 박막층의 미세구조들을 나타내 었다. 기판 온도효과가 배제된 상온 구간에서는 DC 파워가 증가할수록 아르곤 입자의 운동에너지가 증 가되어 이로 인해 타겟으로부터 스퍼터된 팔라듐 원 자 혹은 입자들의 스퍼터된 에너지도 증가하게 되 며, 따라서 기판에서 이들 입자의 충돌(bombardment) 이 증진되어 운동 및 열적 에너지에 의해 치밀화 (densification)된 팔라듐 박막 조직을 형성하였다. 이 와 같은 팔라듐 박막 미세구조의 변화를 그림 5(a), (b), (c)에 나타내었다. 또한 40 0oC의 기판 온도 조 건에서 형성된 박막층들은 그림 5(d), (e), (f)의 주 사전자 현미경 사진들에서 볼 수 있는 바와 같이 DC 파워 효과와 함께 고온에 의한 균일 핵생성 및 표면확산 효과가 복합됨으로써 상온에서 형성된 박 막층들에 비해 기판으로 사용된 다공성 니켈지지체 상부에 흡착된 미세 팔라듐 흡착원자(adatom)들의 확산이 활성화되어 매우 치밀한 박막 미세 조직을 형성하였다. Messier가 제시한 스퍼터에 의한 이온 충돌 효과는 박막층의 표면에 이온들이 강하게 충 돌하게 되면 resputtering이 발생하게 되고, 박막층 의 표면 에너지를 증가시켜 표면원자의 확산을 용 이하게 하며, 기판에 이온들이 강한 충돌을 할수록 온도 상승 효과와 같은 효과를 가져 오게 된다고 보고하였다21). 따라서 본 연구에서도 상승된 기판 온도에 의한 균일 핵생성 및 표면 확산들의 증진 효과와 더불어 이온의 충돌 효과가 복합적으로 작
Fig. 5. The surface and cross-sectional FE-SEM photographs of sputtered Pd films as a function of DC power at
different substrate temperatures : (a), (b), (c) room temp. (d), (e), (f) 400
oC.
용하여 치밀질 박막 구조가 형성됨을 알 수 있었으 며, 이는 Messier의 이온충돌 효과의 이론과 비교 적 일치하였다.
그러나 공정압력이 1.0 × 10−1 torr로 일반적인 스 퍼터 공정조건보다 높은 압력조건 하에 증착되었기 때문에 스퍼터된 팔라듐 원자 혹은 입자들은 단위 부피 당 아르곤 원자 또는 분자들과의 빈번한 충돌 로 인해 짧아진 팔라듐 입자들의 자유 행정 거리에 의해 미세하고 균일한 팔라듐의 핵들이 생성될 확 률이 감소하므로, 공정 압력이 1.0 × 10−3 torr인 그 림 4(f)의 팔라듐 박막의 표면 미세 구조에 비해 미 세 균일 핵생성이 억제되어 그림 5(e), (f)의 표면 미세구조에서 확인되듯이 거대한 팔라듐 입자들이 드문드문 존재하게 되었다. 이러한 거대 팔라듐 입 자들로 인해 불균일한 표면조직 형성으로 표면 기 공들이 발생할 수 있으며, 후속공정인 열처리 공정 시에도 균일한 합금화를 억제하므로 이러한 거대한 팔라듐 입자들이 박막층 표면에 형성되는 현상은 스퍼터 공정변수 조절을 통하여 제어되어야 할 것 으로 사료된다.
앞에서 관찰한 스퍼터 변수들에 의한 팔라듐 박 막의 미세구조의 변화를 통하여 종래의 스퍼터 증 착에서 주로 발생되는 주상정 구조를 탈피하여 개 선된 치밀한 구조의 팔라듐 박막층을 제조할 수 있
었으며, 이와 같은 치밀질의 미세구조는 수소분리 기능성에서 우수한 특성을 가져올 것으로 여겨진다.
그림 6은 미세연마 된 다공성 니켈 지지체 상부 에 팔라듐과 구리를 각각의 상이한 공정변수 조건 하에서 6 μm 두께로 증착하였으며, 이후에 합금화 및 결정화를 위하여 650oC에서 2시간 동안 구리 리 플로우 열처리 공정으로 제조된 박막층 표면의 주 사전자 현미경 사진들이다.
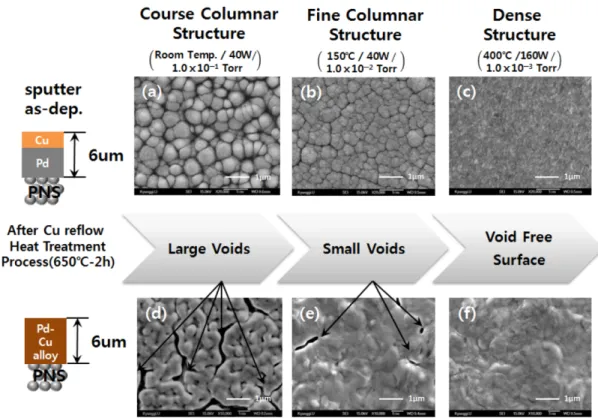
그림 6(a)에서 알 수 있는 바와 같이 상온의 기 판온도, 1.0 × 10−1 torr의 공정압력 및 40 W의 DC 파워의 스퍼터 공정조건에서는 조대한 주상정 구조 를 나타내었으며, 그림 6(b)에서 볼 수 있는 바와 같이 150oC의 기판온도, 1.0 × 10−2 torr의 공정압력 및 40 W의 DC 파워의 스퍼터 공정조건에서는 미 세 주상정 구조를 형성하였으며, 마지막으로 그림 6(c)에서 관찰되듯이 40 0oC의 기판온도, 1.0 × 10−3 torr의 공정압력 및 160W의 DC 파워의 스퍼터 공 정조건에서는 치밀질 팔라듐 박막 구조를 나타내었다.
선행연구 결과들에서 밝힌 바와 같이18,22), 다공성 금속 지지체 상에 코팅된 팔라듐 합금 분리막층 표 면기공들의 원인들은 다공성 금속 지지체 상의 거 대 표면 기공들에 기인한 원인과 팔라듐 및 합금 금속을 코팅방법에서 발생되는 불균일한 박막 형성 에 기인한 원인으로 밝혀졌다. 다공성 금속 지지체
Fig. 6. The surface and cross-sectional FE-SEM photographs of sputtered Cu/Pd films and Pd-Cu alloy films after Cu
reflow heat-treatment as a function of sputtering conditions : (a), (b), (c) before heat-treatment process, (d),
(e), (f) after heat-treatment process.
상의 거대 표면 기공들에 기인한 문제점을 해결하 기 위하여 미세연마 공정의 전처리를 통하여 표면 기공들의 매립 및 평탄화로 근본적인 지지체의 표 면기공들의 문제점을 극복할 수 있었다11). 수소분 리막 표면 기공들의 다른 원인으로 나타나는 코팅 제조방법에 따른 문제점은 그림 6의 결과를 통하여 알아보고자 한다.
그림 6(a), (d)의 표면 미세구조에서 관찰되듯이 상온의 낮은 기판온도 / 1.0 × 10−1torr의 높은 공정압 력 / 40 W의 낮은 DC 파워 변수 범위에서 제조된 조대한 주상정 구조의 박막층은 표면과 내부에 다 수의 거대 기공들을 포함하고 있기 때문에 합금화 및 결정화를 위한 후속 공정인 구리 리플로우 열처 리 공정 후에도 다수의 기공들이 팔라듐-구리 합금 의 수소분리막 표면에 존재하는 것을 알 수 있었다.
또한 그림 6(b), (e)의 표면 미세구조에서 알 수 있듯이, 150oC의 기판온도 / 1.0 × 10−2 torr의 공정압 력 / 40 W의 DC 파워 변수 범위에서 형성된 미세 주상정 구조일 때에는 열처리 후에도 여전히 미세 기공들이 분리막 표면에 존재하였다. 이러한 주상 정 구조로 형성된 팔라듐-구리 합금 수소분리막은 수소 선택-투과도 측정 시 혼합 기체들이 기공들을 통하여 그대로 투과하기 때문에 고순도의 수소를 정제하는 데에는 한계가 있다.
반면에 그림 6(c), (f)의 표면 미세구조에서 관찰 되듯이 40 0oC의 높은 기판 온도 / 1.0 × 10−3 torr의 낮 은 공정 압력 / 160 W의 높은 DC 파워 조건 하에서 는 치밀질 구리/팔라듐 박막을 증착하였으며, 구리 리플로우 열처리 공정 후에도 균일하고 안정적인 팔라듐-구리 합금의 표면 미세구조를 형성하였고, 표면에 기공이 형성되지 않음을 알 수 있었다. 따 라서 스퍼터 공정변수 조절에 의해 수소분리층의 미세구조를 변화시킬 수 있었으며, 이들 미세구조 들의 변이에 의해 수소분리막의 수소 투과-선택도 특성을 개선할 수 있을 것으로 여겨진다. 이와 같 이 스퍼터 공정의 개선으로 인해 얻어진 이상적인 치밀질 구조의 팔라듐-구리 합금 수소분리막은 수 소 선택도 특성이 매우 우수할 것으로 기대된다.
그림 7은 팔라듐 합금 분리막으로 많이 연구되고 있는 팔라듐-구리 합금 분리막 이외에 팔라듐-은 및 팔라듐-금 합금 분리막을 제조하기 위해 이미 규명 되어진 치밀질 미세구조의 최적 스퍼터 공정조건을 사용하여 팔라듐 / 은 / 팔라듐 및 팔라듐 / 금 / 팔라듐 다층 증착층을 형성시켰으며, 이후에 다층 증착층 의 합금화를 위하여 50 0oC에서 2시간 동안 열처리 한 후에 각각의 표면 및 단면 주사전자현미경 사진 들을 나타낸 것이다.
팔라듐-은 합금의 수소분리막의 경우에는 그림
Fig. 7. The surface and cross-sectional FE-SEM photographs of sputtered Pd/Ag/Pd, Pd/Au/Pd films and Pd-Ag, Pd-
Au alloy films after alloying heat-treatment : (a), (b) before heat-treatment process, (c), (d) after heat-treatment
process.
7(a), (c)의 미세구조에서 확인되듯이 스퍼터 증착과 열처리 후에도 박막층들이 매우 치밀함을 알 수 있 었다. 또한 팔라듐-금 합금의 수소분리막에서 박막 층들이 매우 치밀함을 그림 7(b), (d)의 주사전자현 미경 사진에서 관찰할 수 있었다. 따라서 본 연구 에서 얻어진 치밀조직의 스퍼터 박막제조 공정은 수소분리막의 합금원소에 영향을 받지 않는 안정적 이며 범용적으로 활용할 수 있는 공정임을 알 수 있었다.
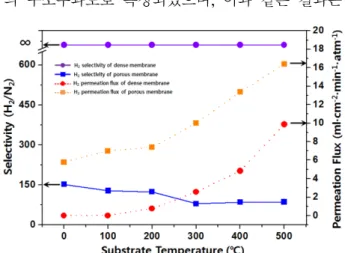
최종적으로 스퍼터 공정 변수조건에 의해 제조된 각각의 주상정 구조와 치밀질 구조를 갖는 팔라듐 -구리 합금 분리막의 수소선택도(H2/N2) 및 투과도 (ml·cm−2·min−1·atm−1)를 비교하여 미세구조와 수소 투과-선택도 특성간의 상관관계를 규명하였다. 이 를 위해 앞에서 설명된 그림 2의 수소투과 측정 장 비를 이용하여 수소 및 질소를 1:1로 혼합한 가스 를 주입시켜 6.8 atm의 기압을 유지한 후 상온에서 부터 50 0oC의 상용화 구간 온도 범위에서 구간별 특성을 측정하였다. 그림 8의 수소 투과-선택도 결 과에서 알 수 있듯이, 본 연구에서 개발된 치밀질 구조를 갖는 팔라듐-구리 합금 수소분리막은 박막 층의 미세구조가 치밀하여 질소가 전혀 투과할 수 없으며, 팔라듐 합금의 촉매성질에 의해 선택적으 로 수소만을 투과시키므로 수소 선택도(H2/N2) 값 이 측정장비의 오차범위 내에서 무한대로 매우 우 수하게 나타났다.
반면에 주상정 구조를 갖는 수소분리막은 그림 6(d)에서 확인할 수 있듯이 주상정 구조에 기인한 거대 표면기공들에 의해 질소가 다량 투과되어 선 택도 값이 150으로 매우 낮은 값을 나타내었다. 또 한 주상정 구조를 갖는 팔라듐-구리 합금 수소분리 막은 50 0 oC, 6.8 atm에서 12.3 ml·cm−2·min−1·atm−1 의 수소투과도로 측정되었으며, 이와 같은 결과는
박막층의 구조에 포함된 거대기공들로 수소가 비교 적 많이 투과되기 때문인 것으로 여겨진다. 이에 비 해 박막층의 미세구조가 균일하며 기공이 포함되지 않은 치밀질 구조로 형성된 팔라듐-구리 수소분리 막에서는 10 .5 ml·cm−2·min−1·atm−1의 수소투과도를 얻을 수 있었다.
따라서 종래의 스퍼터 제조 방식에 의해 형성된 주상정 구조를 갖는 수소분리막보다 개선된 스퍼터 공정(고온/저압/고파워)을 적용한 치밀질 수소분리 막이 고순도의 수소를 정제하는데 우수함을 알 수 있었다. 하지만 수소정제 분야 이외에 수소분리 분 야로 응용되기 위해서는 수소 투과도의 개선이 필 요하다. 수소투과도를 개선하기 위해서는 팔라듐 두 께의 감소와 지지체와 분리층의 계면에서 열린구조
18)를 형성시켜야 하며, 또한 팔라듐-구리 합금 수소 분리막은 다른 팔라듐-은 및 팔라듐-금 합금 수소 분리막에 비해 동일조건하에서 수소투과 특성이 낮 으므로 수소투과 특성이 보다 우수한 은 및 금을 적용하여 제조한 치밀질 수소분리막의 연구들이 향 후에 이루어져야 할 것으로 사료된다.
4. 결 론
전해/무전해 도금법에 비해 건식 진공 분위기에 서 변수조절이 용이하며, 다양한 미세구조를 제조 할 수 있는 스퍼터 방식을 사용하여 팔라듐 합금 수소분리막을 제조하였다. 스퍼터 공정변수(기판 온 도, 공정 압력, DC 파워)들에 의한 팔라듐 박막의 미세구조 변화를 관찰했으며, 구리 리플로우 열처 리 후에 팔라듐 합금 미세구조와 분리막의 수소 투 과-선택도 간의 상관관계를 규명하였다.
(1) 1.0 × 10−1 torr의 공정 압력과 40 W DC 파워의 일정한 조건 하에서 기판온도가 상온에서부터 40 0oC 로 증가함에 따라 팔라듐 흡착원자(adatom)들이 균 일하면서 미세하게 증착되었으며, 상온의 기판 온 도와 40 W DC 파워의 일정한 공정 조건일 때 공 정압력이 1.0 × 10−1 torr에서 1.0 × 10−3 torr로 감소함 에 따라 팔라듐 입자들의 미세균일 핵생성이 증가 하였다. 또한 상온의 기판 온도와 1.0 × 10−1 torr의 공정 압력이 일정한 조건에서는 DC 파워가 40 W 에서 160 W로 증가함에 따라 팔라듐 박막층의 조 밀화 현상이 발생하였다.
(2) 400oC의 기판온도, 1.0 × 10−3 torr의 공정압력 및 160W의 DC 파워의 공정조건에서는 종래 스퍼 터 증착에서 발생되는 주상정 구조와 완전히 차별 화되는 미세 구조적 특성이 우수한 표면기공이 없 는 치밀한 팔라듐 합금 박막층을 얻을 수 있었다.
Fig. 8. Hydrogen perm-selectivity of dense and porous
Pd-Cu alloy hydrogen membranes at various
operation temperatures.
(3) 이와 같은 표면기공이 없는 치밀한 팔라듐-구 리 합금 수소분리막은 무한대의 월등한 수소선택도 와 10 .5 ml·cm−2·min−1·atm−1의 수소 투과도를 나타 내었다.
후 기
이 논문은 2013년도 정부(교육과학기술부)의 재 원으로 한국연구재단의 지원을 받아 수행된 연구임 (NRF-2012R1A1A2007010).
References